Clean-Room Lithographical Processes for the Fabrication of Graphene Biosensors

 ,
,  ,
,  and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Characterization Techniques
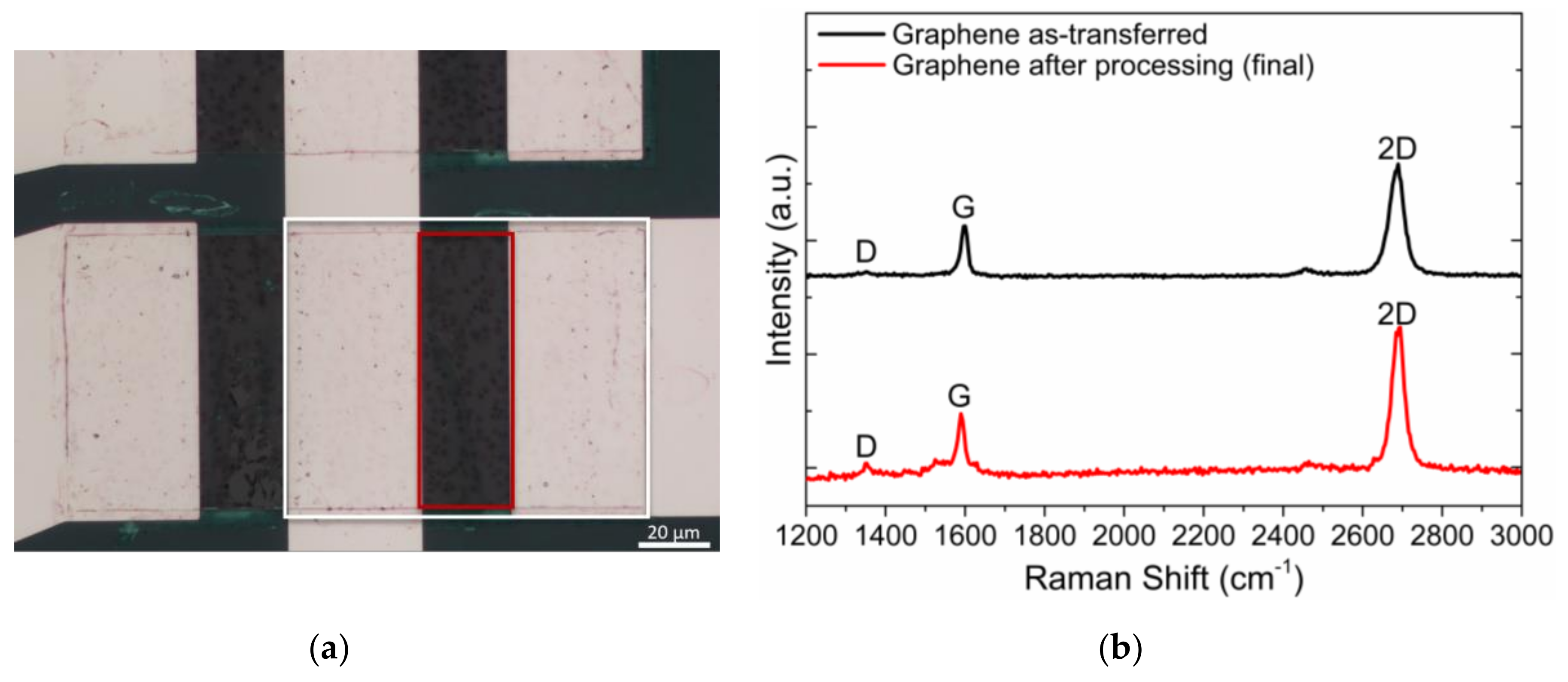
2.2.1. Raman Spectroscopy
2.2.2. Scanning Electron Microscopy/Energy-Dispersive X-ray Spectroscopy
2.2.3. Mechanical Profilometer
2.2.4. Optical Interferometer
2.2.5. Optical Microscope
2.2.6. Graphene EGFET Electrical Characterization
3. Results and Discussion
3.1. How to Transfer and Pattern Graphene Leaving a Clean Wafer Surface
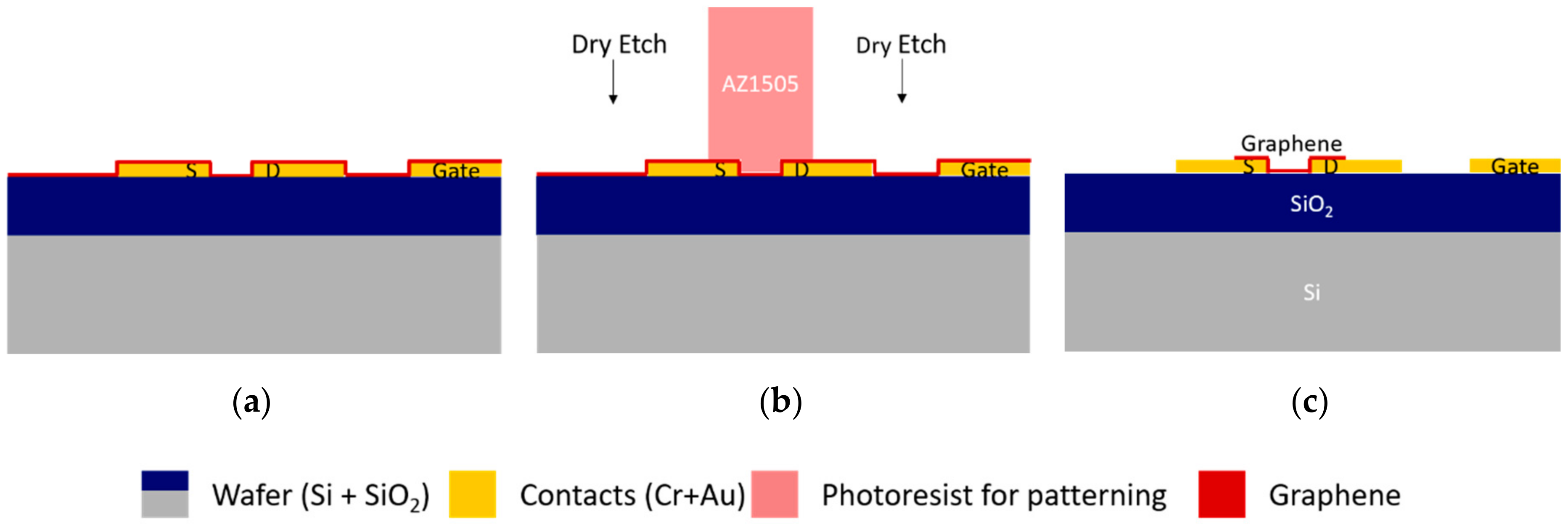
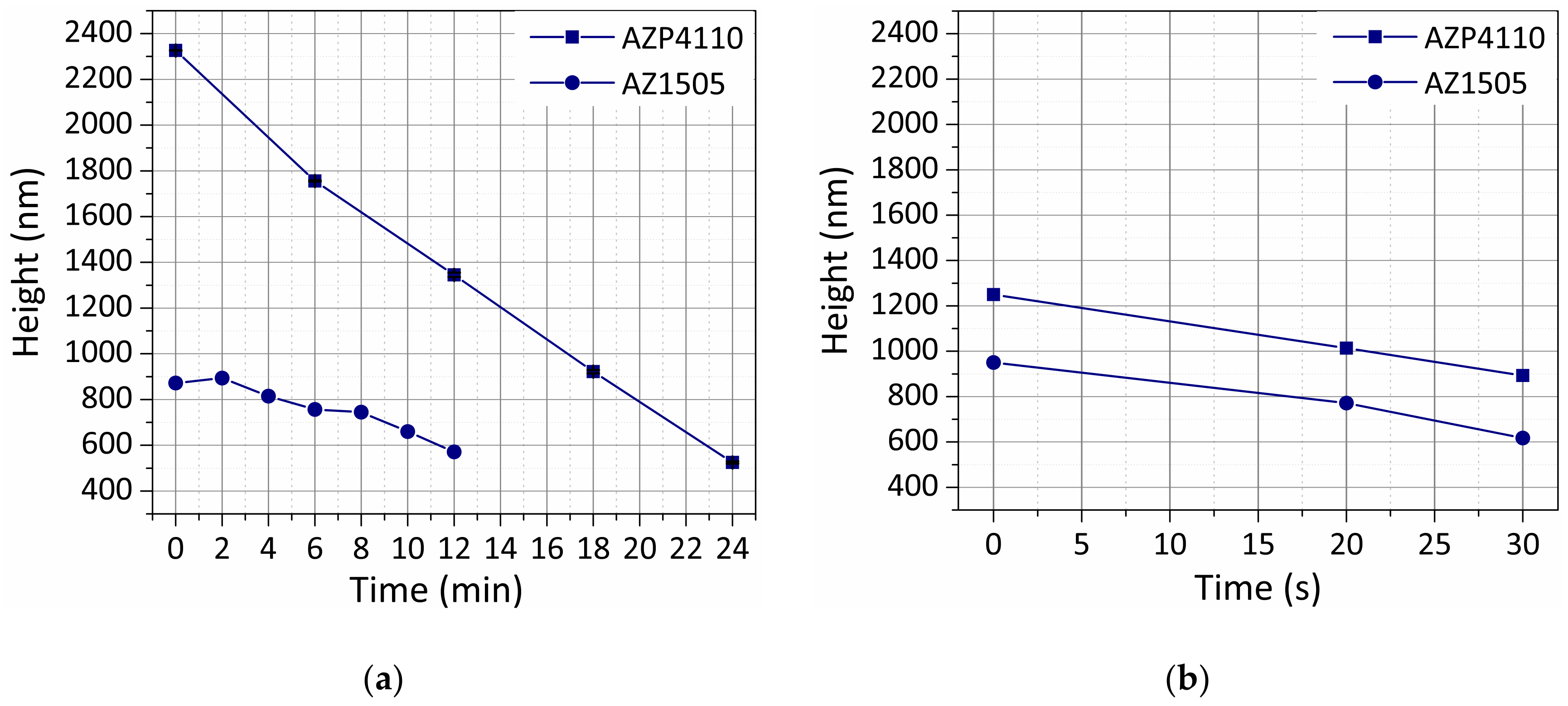
3.1.1. Dry Etching
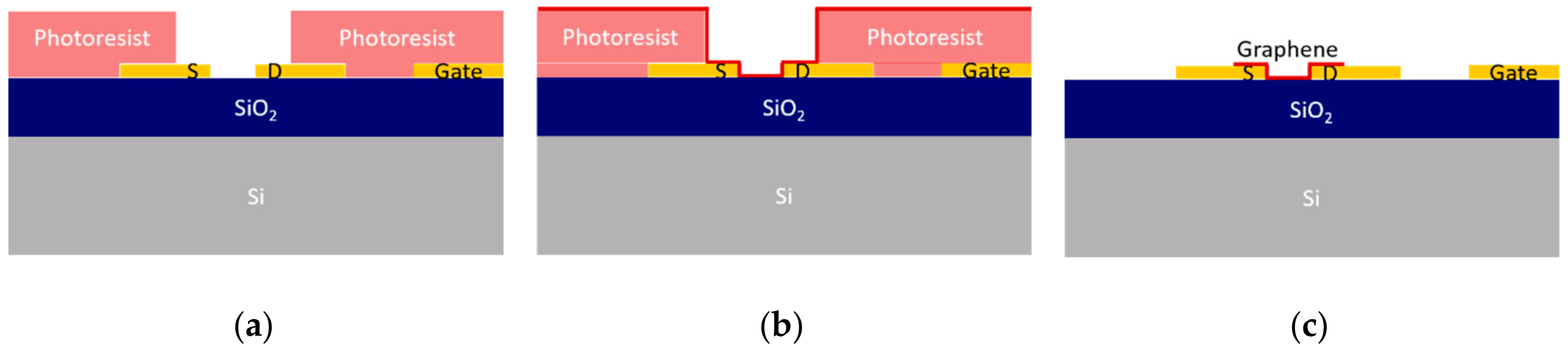
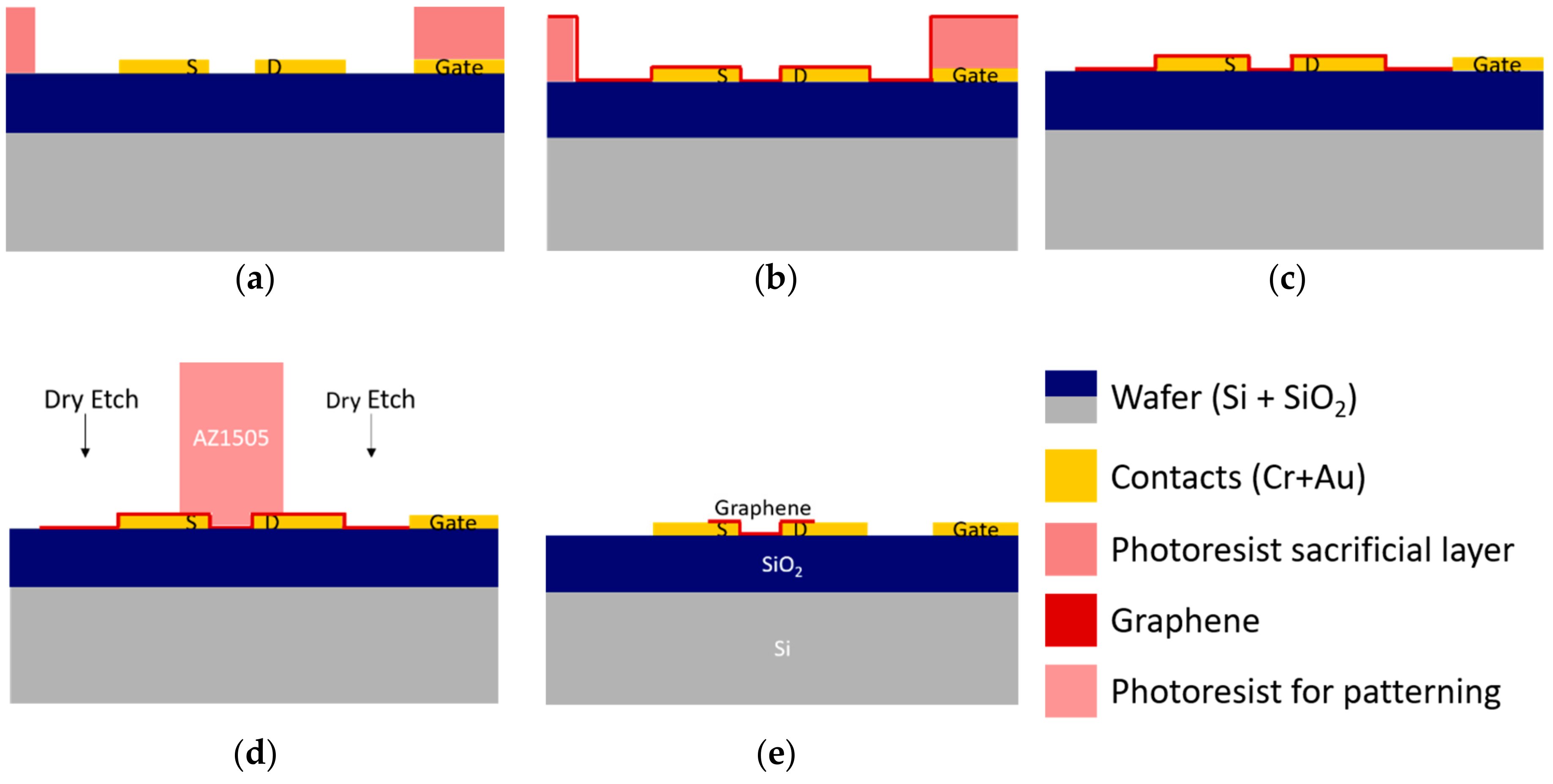
3.1.2. Lift-Off Based Transfer
3.1.3. Combined Approach
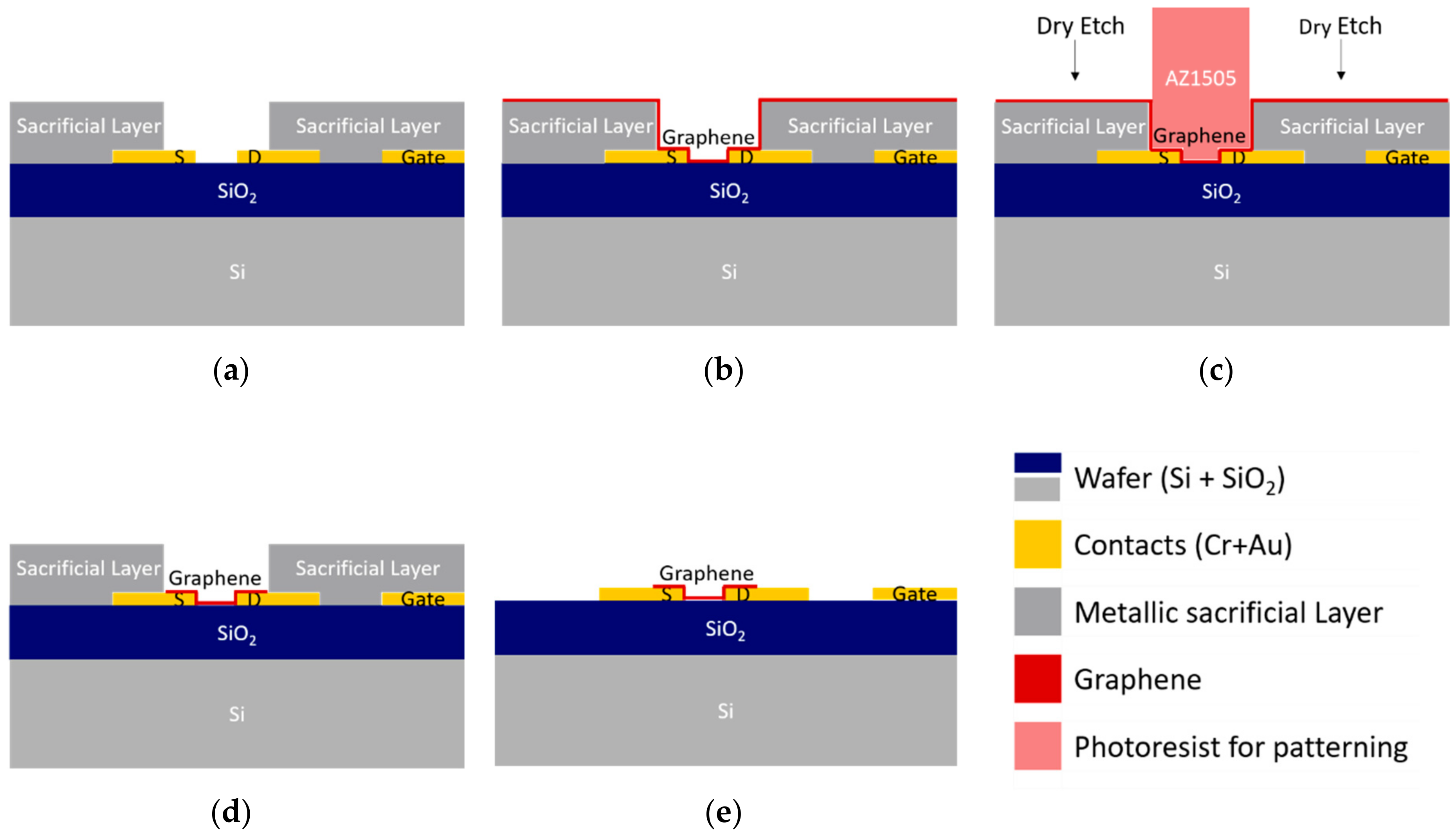
3.1.4. Pre-Transfer Sacrificial Layer
3.2. Fabrication of the Dielectric Passivation Layer
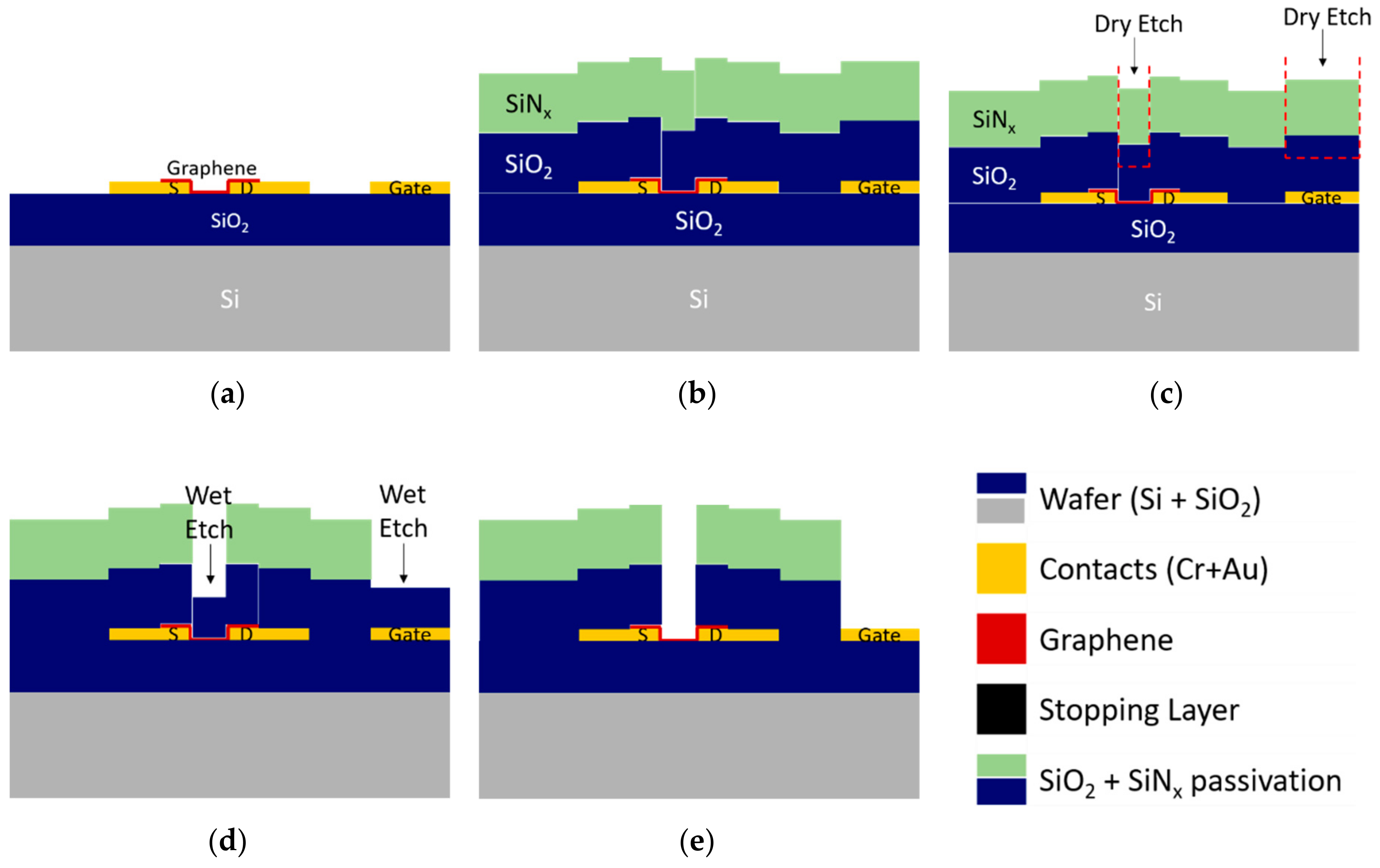
3.2.1. Combined Reactive Ion Etching and Wet Etch Strategy
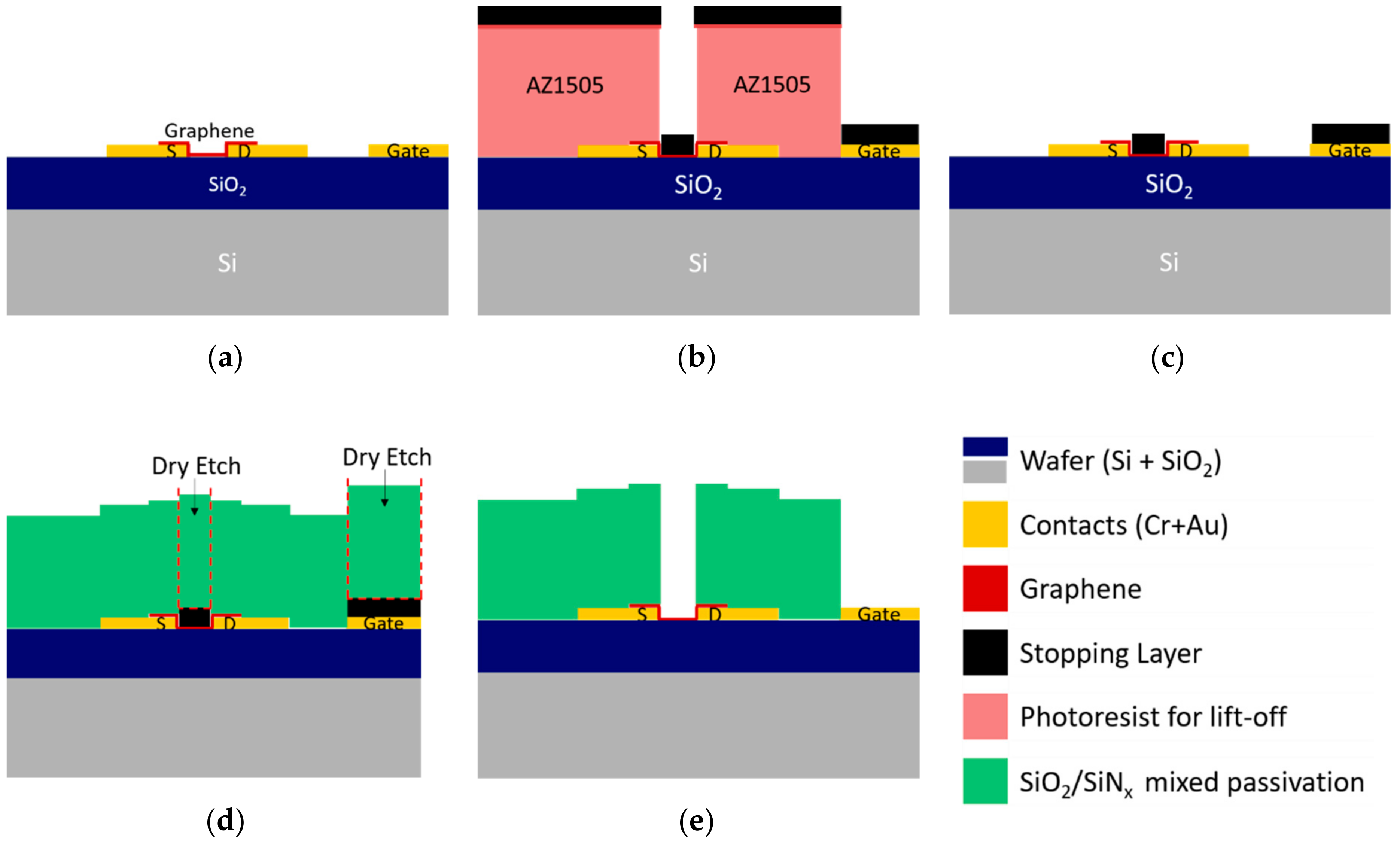
3.2.2. Stopping Layer-Assisted Reactive Ion Etching of Dielectric Passivation
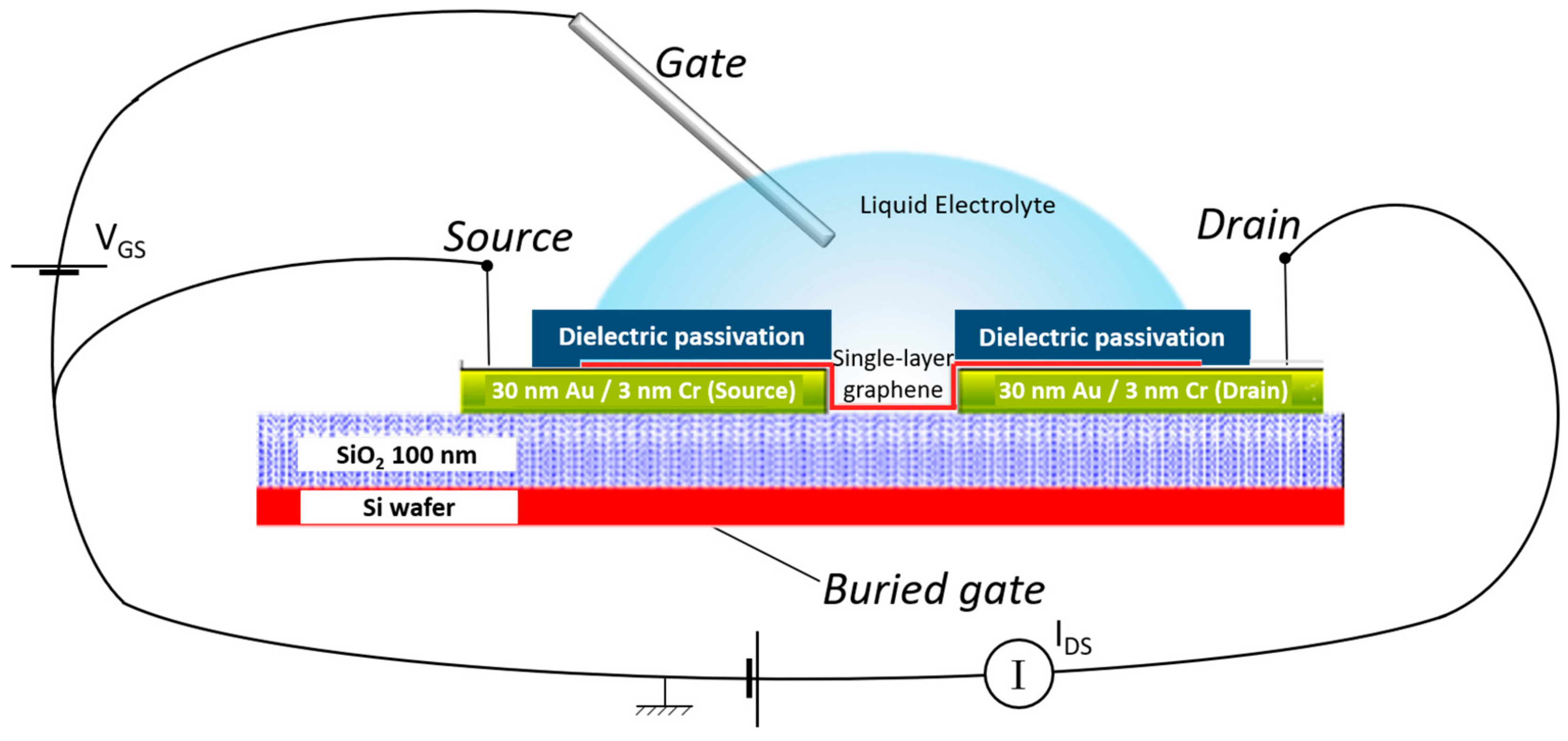
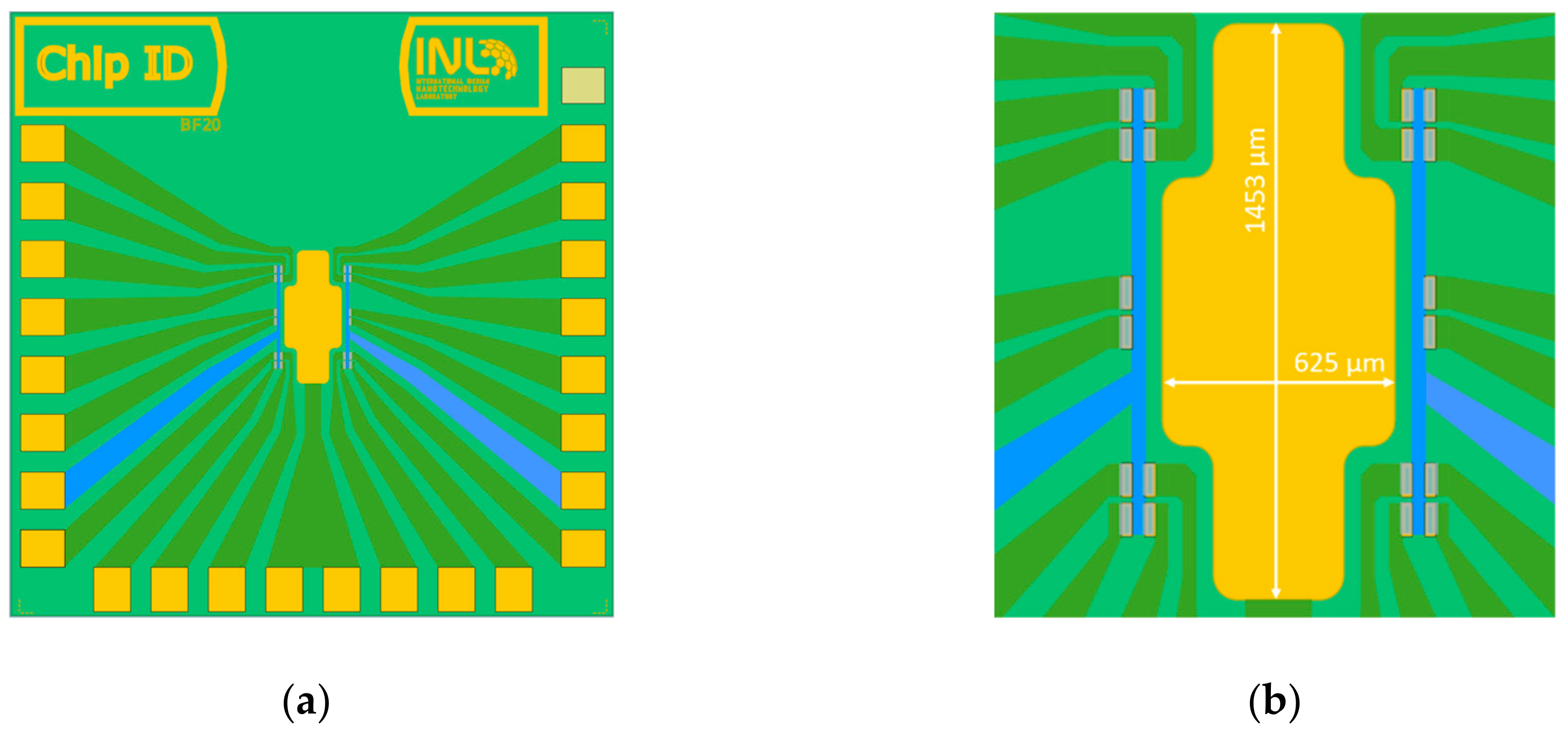
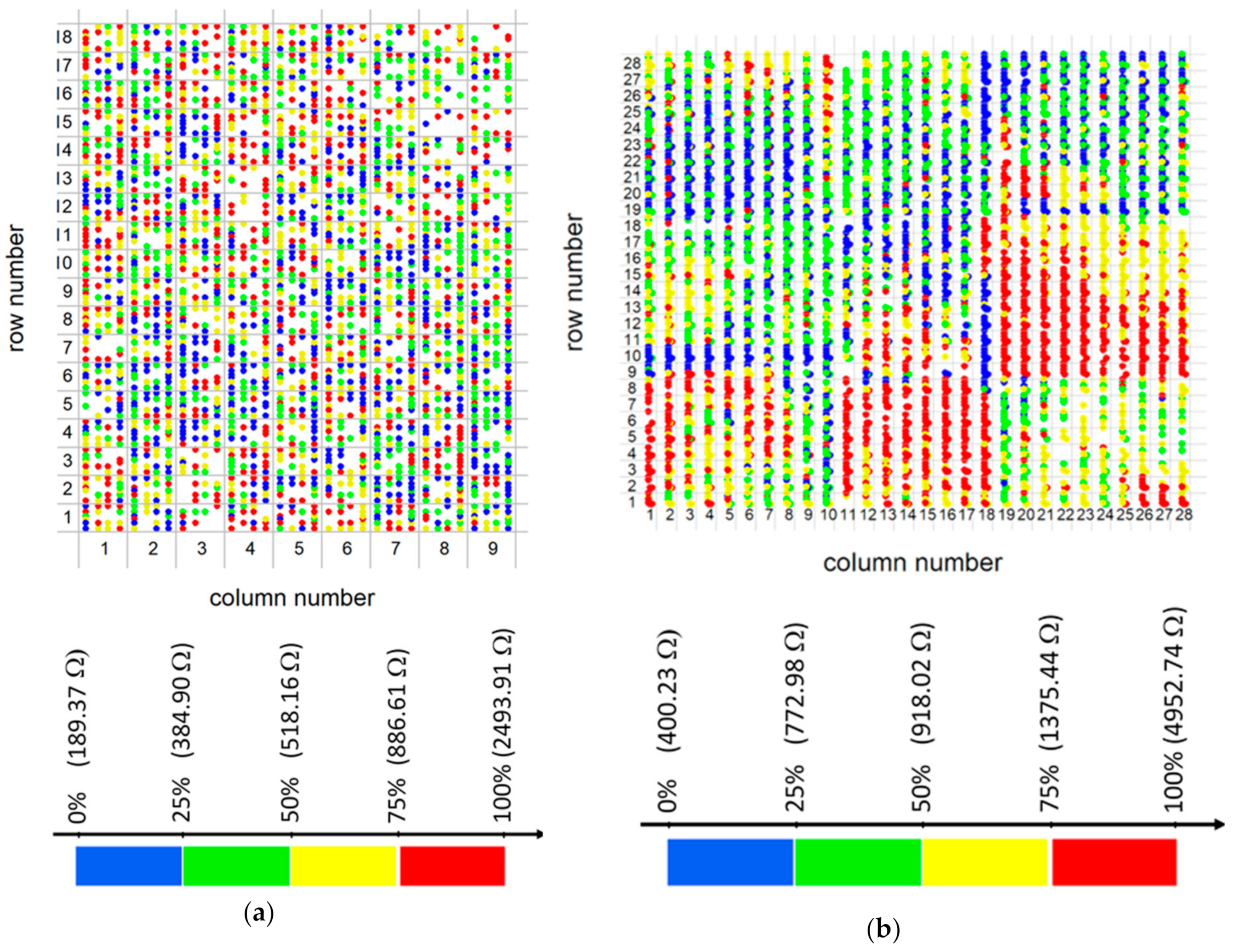
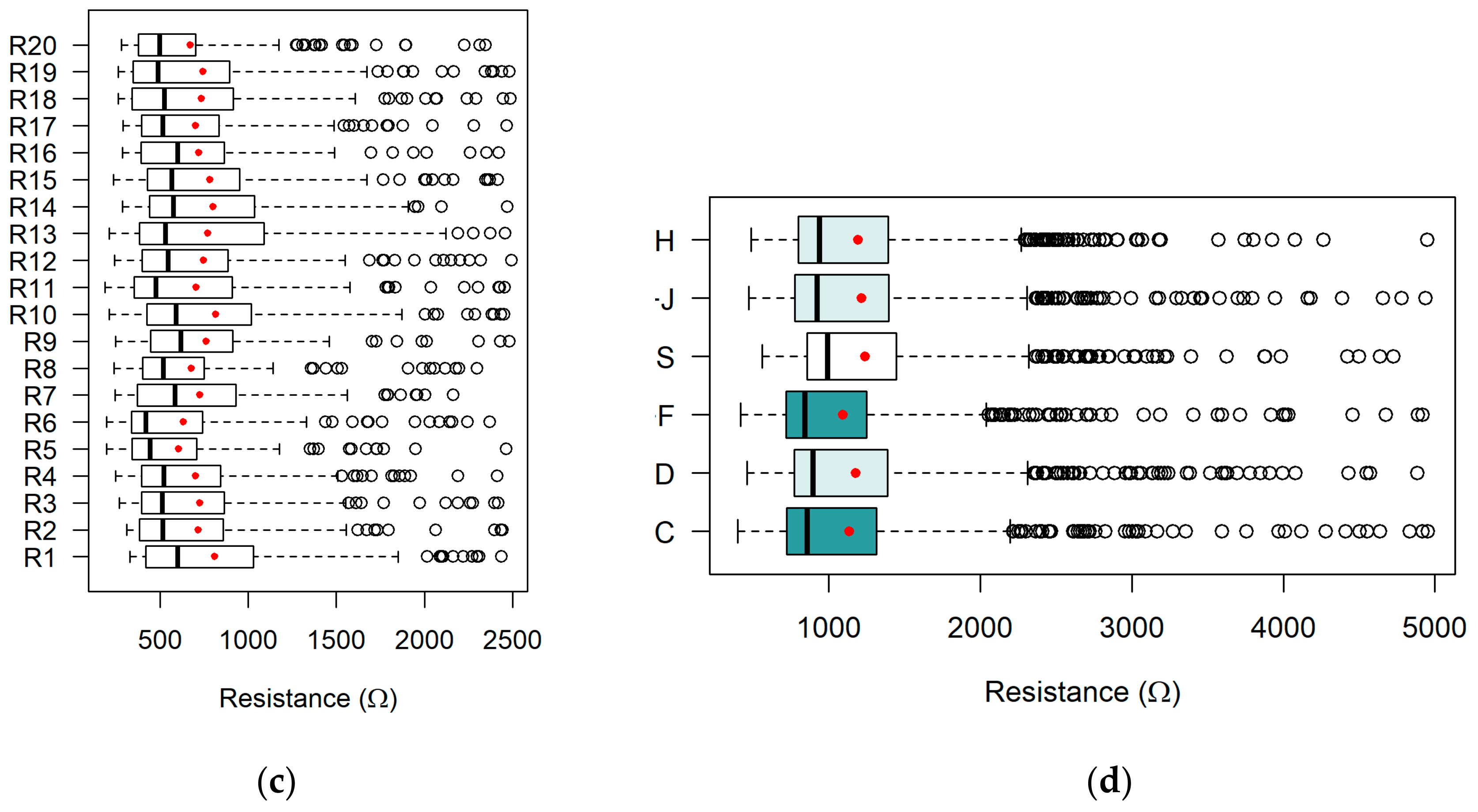
3.3. Case Study: Fabrication at 200 mm Wafer Scale of Graphene Electrolyte Gated FETs
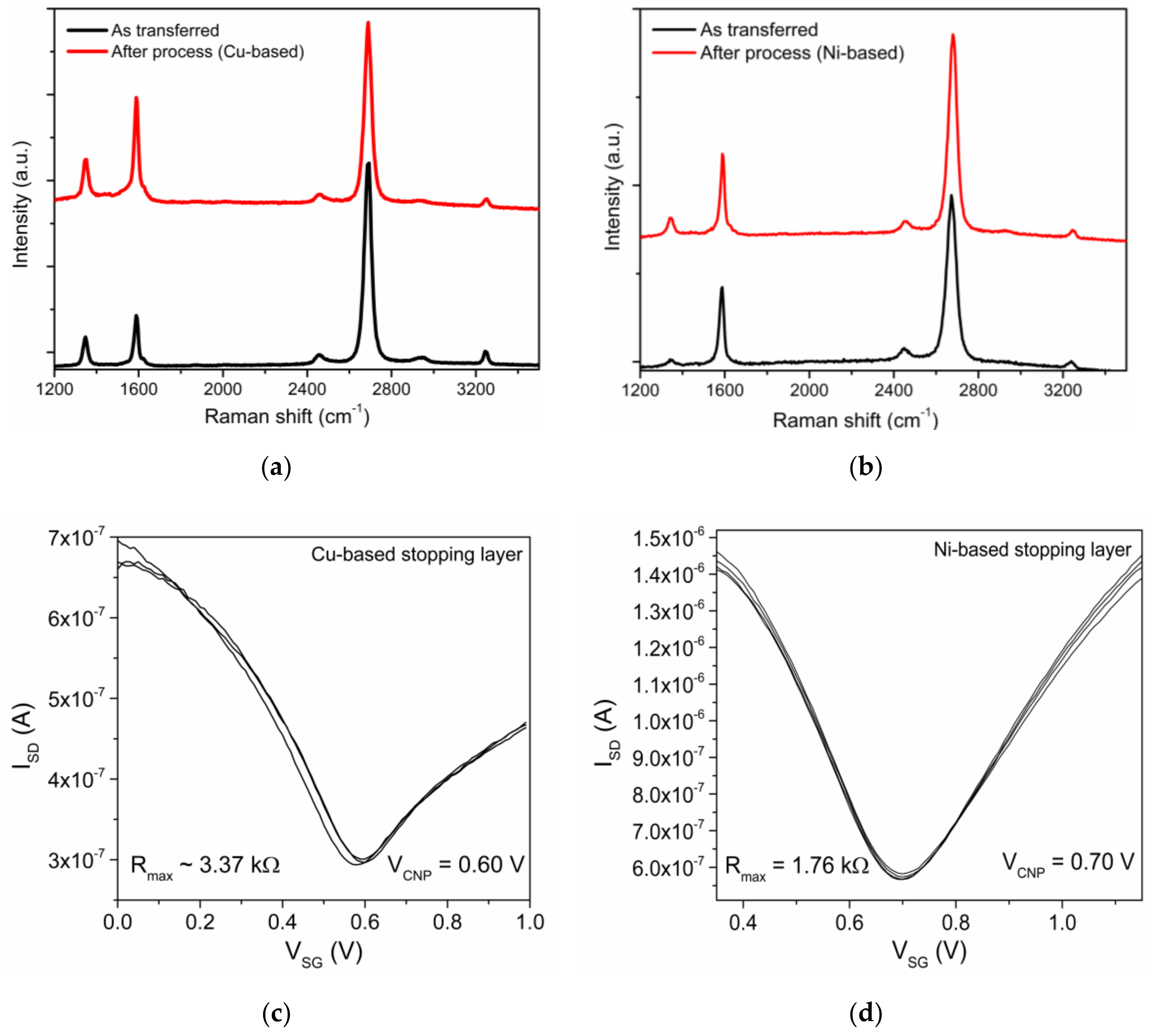
Statistical Study of the EG-GFET Channel Resistances Fabricated at the Wafer Scale
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Novoselov, K.S.; Geim, A.K.; Morozov, S.V.; Jiang, D.; Zhang, Y.; Dubonos, S.V.; Grigorieva, I.V.; Firsov, A.A. Electric Field Effect in Atomically Thin Carbon Films. Science 2004, 306, 666–669. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Pandey, A.; Gurbuz, Y.; Ozguz, V.; Niazi, J.H.; Qureshi, A. Graphene-interfaced electrical biosensor for label-free and sensitive detection of foodborne pathogenic E. coli O157:H7. Biosens. Bioelectron. 2017, 91, 225–231. [Google Scholar] [CrossRef] [PubMed]
- Liu, X.; Ye, C.; Li, X.; Cui, N.; Wu, T.; Du, S.; Wei, Q.; Fu, L.; Yin, J.; Lin, C.-T. Highly Sensitive and Selective Potassium Ion Detection Based on Graphene Hall Effect Biosensors. Materials 2018, 11, 399. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Fu, W.; Jiang, L.; Van Geest, E.P.; Lima, L.M.C.; Schneider, G.F. Sensing at the Surface of Graphene Field-Effect Transistors. Adv. Mater. 2017, 29, 1603610. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Haslam, C.; Damiati, S.; Whitley, T.; Davey, P.; Ifeachor, E.; Awan, S.A. Label-Free Sensors Based on Graphene Field-Effect Transistors for the Detection of Human Chorionic Gonadotropin Cancer Risk Biomarker. Diagnostics 2018, 8, 5. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Vieira, N.C.S.; Borme, J.; Machado, G., Jr.; Cerqueira, M.; Cardoso, S.; Zucolotto, V.; Peres, N.M.R.; Alpuim, P. Graphene field-effect transistor array with integrated electrolytic gates scaled to 200 mm. J. Phys. Condens. Matter 2016, 28, 85302. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Campos, R.; Machado, G., Jr.; Cerqueira, M.; Borme, J.; Alpuim, P. Wafer scale fabrication of graphene microelectrode arrays for the detection of DNA hybridization. Microelectron. Eng. 2018, 189, 85–90. [Google Scholar] [CrossRef] [Green Version]
- Donnelly, M.; Mao, D.; Park, J.; Xu, G. Graphene field-effect transistors: The road to bioelectronics. J. Phys. D Appl. Phys. 2018, 51, 493001. [Google Scholar] [CrossRef]
- Ohno, Y.; Maehashi, K.; Yamashiro, Y.; Matsumoto, K. Electrolyte-Gated Graphene Field-Effect Transistors for Detecting pH and Protein Adsorption. Nano Lett. 2009, 9, 3318–3322. [Google Scholar] [CrossRef]
- Syu, Y.-C.; Hsu, W.-E.; Lin, C.-T. Review—Field-Effect Transistor Biosensing: Devices and Clinical Applications. ECS J. Solid State Sci. Technol. 2018, 7, Q3196–Q3207. [Google Scholar] [CrossRef]
- Sonmez, B.G.; Ertop, O.; Mutlu, S. Modelling and Realization of a Water-Gated Field Effect Transistor (WG-FET) Using 16-nm-Thick Mono-Si Film. Sci. Rep. 2017, 7, 12190. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhou, L.; Wang, K.; Sun, H.; Zhao, S.; Chen, X.; Qian, D.; Mao, H.; Zhao, J. Novel Graphene Biosensor Based on the Functionalization of Multifunctional Nano-bovine Serum Albumin for the Highly Sensitive Detection of Cancer Biomarkers. Nano-Micro Lett. 2019, 11, 20. [Google Scholar] [CrossRef] [Green Version]
- Zhou, K.; Zhao, Z.; Pan, L.; Wang, Z. Silicon nanowire pH sensors fabricated with CMOS compatible sidewall mask technology. Sens. Actuators B Chem. 2019, 279, 111–121. [Google Scholar] [CrossRef]
- Yen, Y.-K.; Lai, Y.-C.; Hong, W.-T.; Pheanpanitporn, Y.; Chen, C.-S.; Huang, L.-S. Electrical Detection of C-Reactive Protein Using a Single Free-Standing, Thermally Controlled Piezoresistive Microcantilever for Highly Reproducible and Accurate Measurements. Sensors 2013, 13, 9653–9668. [Google Scholar] [CrossRef] [PubMed]
- Hess-dunning, A.; Zorman, C.A. Electrical interfaces for recording, stimulation, and sensing. Implant. Biomed. Microsyst. 2015, 13–38. [Google Scholar] [CrossRef]
- Fernandes, E.; Cabral, P.D.; Campos, R.; Machado, G., Jr.; Cerqueira, M.F.; Sousa, C.; Freitas, P.P.; Borme, J.; Petrovykh, D.Y.; Alpuim, P. Functionalization of single-layer graphene for immunoassays. Appl. Surf. Sci. 2019, 480, 709–716. [Google Scholar] [CrossRef]
- Rodriguez-Ruiz, I.; Llobera, A.; Vila-Planas, J.; Johnson, D.W.; Gómez-Morales, J.; García-Ruiz, J.M. Analysis of the Structural Integrity of SU-8-Based Optofluidic Systems for Small-Molecule Crystallization Studies. Anal. Chem. 2013, 85, 9678–9685. [Google Scholar] [CrossRef]
- Rodrigues, T. Assessment of Graphene Transistors for Measurement of Stroke Relevant Biomarker Cutoff Value. Master’s Thesis, University of Minho, Braga, Portugal, 2019. [Google Scholar]
- Yogeswaran, N.; Navaraj, W.T.; Gupta, S.; Liu, F.; Vinciguerra, V.; Lorenzelli, L.; Dahiya, R. Piezoelectric graphene field effect transistor pressure sensors for tactile sensing. Appl. Phys. Lett. 2018, 113, 014102. [Google Scholar] [CrossRef]
- Schilirò, E.; Nigro, R.L.; Roccaforte, F.; Giannazzo, F. Recent Advances in Seeded and Seed-Layer-Free Atomic Layer Deposition of High-K Dielectrics on Graphene for Electronics. C J. Carbon Res. 2019, 5, 53. [Google Scholar] [CrossRef] [Green Version]
- Fallahazad, B.; Lee, K.; Lian, G.; Kim, S.; Corbet, C.M.; Ferrer, D.A.; Colombo, L.; Tutuc, E. Scaling of Al2O3 dielectric for graphene field-effect transistors. Appl. Phys. Lett. 2012, 100, 093112. [Google Scholar] [CrossRef]
- Cooper, D.R.; D’Anjou, B.; Ghattamaneni, N.; Harack, B.; Hilke, M.; Horth, A.; Majlis, N.; Massicotte, M.; Vandsburger, L.; Whiteway, E.; et al. Experimental Review of Graphene. ISRN Condens. Matter Phys. 2012, 2012, 1–56. [Google Scholar] [CrossRef] [Green Version]
- Chen, Y.; Gong, X.; Gai, J. Progress and Challenges in Transfer of Large-Area Graphene Films. Adv. Sci. 2016, 3, 1–15. [Google Scholar] [CrossRef] [PubMed]
- Hao, Y.; Bharathi, M.S.; Wang, L.; Liu, Y.; Chen, H.; Nie, S.; Wang, X.; Chou, H.; Tan, C.; Fallahazad, B.; et al. The Role of Surface Oxygen in the Growth of Large Single-Crystal Graphene on Copper. Science 2013, 342, 720–723. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Pezard, J.; Lazar, M.; Haddour, N.; Botella, C.; Roy, P.; Brubach, J.-B.; Wysocka, D.; Vilquin, B.; Romeo, P.R.; Buret, F. Realization of a graphene gate field effect transistor for electrochemical detection and biosensors. Thin Solid Films 2016, 617, 150–155. [Google Scholar] [CrossRef]
- Mao, D.-C.; Peng, S.-A.; Wang, S.; Zhang, D.-Y.; Shi, J.-Y.; Wang, X.; Jin, Z. Towards a cleaner graphene surface in graphene field effect transistor via N,N-Dimethylacetamide. Mater. Res. Express 2016, 3, 095011. [Google Scholar] [CrossRef]
- Stine, R.; Mulvaney, S.P.; Robinson, J.T.; Tamanaha, C.R.; Sheehan, P.E. Fabrication, Optimization, and Use of Graphene Field Effect Sensors. Anal. Chem. 2012, 85, 509–521. [Google Scholar] [CrossRef]
- Kobayashi, T.; Bando, M.; Kimura, N.; Shimizu, K.; Kadono, K.; Umezu, N.; Miyahara, K.; Hayazaki, S.; Nagai, S.; Mizuguchi, Y.; et al. Production of a 100-m-long high-quality graphene transparent conductive film by roll-to-roll chemical vapor deposition and transfer process. Appl. Phys. Lett. 2013, 102, 023112. [Google Scholar] [CrossRef]
- De Carvalho Gomes, P.A. Optimization of Graphene Deposition Conditions by Chemical Vapour Deposition: Impact of Temperature; IST-Técnico, Lisbon University: Lisboa, Portugal, 2017. [Google Scholar]
- Afsahi, S.J.; Locascio, L.E.; Pan, D.; Gao, Y.; Walker, A.E.; Barron, F.E.; Goldsmith, B.R.; Lerner, M.B. Towards Novel Graphene-Enabled Diagnostic Assays with Improved Signal-to-Noise Ratio. MRS Adv. 2017, 2, 3733–3739. [Google Scholar] [CrossRef]
- Kaisti, M. Detection principles of biological and chemical FET sensors. Biosens. Bioelectron. 2017, 98, 437–448. [Google Scholar] [CrossRef]
- Yambe, K.; Kuramoto, N.; Inagaki, Y. Dependence of plasma current on object condition in atmospheric pressure non-thermal equilibrium argon plasma. AIP Adv. 2019, 9, 085202. [Google Scholar] [CrossRef] [Green Version]
- Tesauro, M.R.; Roche, G. In-Situ Measurement of the Relative Thermal Contributions of Chemical Reactions and Ions During Plasma Etching. ECS Trans. 2019, 13, 3–15. [Google Scholar] [CrossRef]
- Moldovan, N.; Divan, R.; Zeng, H.; Carlisle, J.A. Nanofabrication of sharp diamond tips by e-beam lithography and inductively coupled plasma reactive ion etching. J. Vac. Sci. Technol. B Microelectron. Nanometer Struct. 2009, 27, 3125. [Google Scholar] [CrossRef]
- Sobrinho, A.S.D.S.; Latrèche, M.; Czeremuszkin, G.; Klemberg-Sapieha, J.E.; Wertheimer, M.R. Transparent barrier coatings on polyethylene terephthalate by single- and dual-frequency plasma-enhanced chemical vapor deposition. J. Vac. Sci. Technol. A 1998, 16, 3190–3198. [Google Scholar] [CrossRef]
- Huang, W.; Wang, X.; Sheng, M.; Xu, L.; Stubhan, F.; Luo, L.; Feng, T.; Wang, X.; Zhang, F.; Zou, S. Low temperature PECVD SiNx films applied in OLED packaging. Mater. Sci. Eng. B 2003, 98, 248–254. [Google Scholar] [CrossRef]
- Lerner, M.B.; Pan, D.; Gao, Y.; Locascio, L.E.; Lee, K.-Y.; Nokes, J.; Afsahi, S.; Lerner, J.D.; Walker, A.; Collins, P.G.; et al. Large scale commercial fabrication of high quality graphene-based assays for biomolecule detection. Sens. Actuators B Chem. 2017, 239, 1261–1267. [Google Scholar] [CrossRef]
- Sun, X.; Cheng, P.; Wang, H.; Xu, H.; Dang, L.; Liu, Z.; Lei, Z. Activation of graphene aerogel with phosphoric acid for enhanced electrocapacitive performance. Carbon 2015, 92, 1–10. [Google Scholar] [CrossRef]
- Valle, J.; Fernandez, D.; Madrenas, J. Experimental Analysis of Vapor HF Etch Rate and Its Wafer Level Uniformity on a CMOS-MEMS Process. J. Microelectromech. Syst. 2016, 25, 401–412. [Google Scholar] [CrossRef]
- Lee, H.C.; Bong, H.; Yoo, M.S.; Jo, M.; Cho, K. Copper-Vapor-Assisted Growth and Defect-Healing of Graphene on Copper Surfaces. Small 2018, 14, e1801181. [Google Scholar] [CrossRef]
- Ferreira, A.; Gomes, J.C.V.; Nilsson, J.; Mucciolo, E.R.; Peres, N.M.R.; Neto, A.H.C. Unified description of the dc conductivity of monolayer and bilayer graphene at finite densities based on resonant scatterers. Phys. Rev. B 2011, 83, 165402. [Google Scholar] [CrossRef] [Green Version]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Description | Supplier | Reference | |
|---|---|---|---|
| Materials | Cu foil, 99.99 + % purity | Good Fellow, Huntingdon, UK | CU000410 |
| 200 mm Si wafer, P-doped, 1–100 Ω cm, <100> | Silicon Valley Microelectronics, Inc., Santa Clara, CA, USA | 0019808-006 | |
| Si wafer with thermal oxide, 100 nm | Siegert Wafer, Aachen, Germany | 8P0/1-100/725 ± 50/SSP/100 nm SiO2 | |
| Hexamethyldisilazane (HMDS) | Technic, Saint-Denis, France | ||
| PMMA 15 kDa, powder | Sigma-Aldrich, St. Louis, MO, USA | 1002366861 | |
| PMMA 550 kDa, powder | 43982 | ||
| FeCl3, 98% purity | Alfa Aesar, Haverhill, MA, USA | 12357 | |
| KOH flakes, 90% purity | Sigma-Aldrich, St. Louis, MO, USA | 484016 | |
| Solvents | Dimethylformamide (DMF) 99.75% purity | Sigma-Aldrich, St. Louis, MO, USA | 227056 |
| Acetone, 99.5% purity | Honeywell, Charlotte, NC, USA | 606-001-00-8 | |
| Isopropanol (IPA), 99.8% purity | Honeywell, Charlotte, NC, USA | 603-117-00-0 | |
| Anisole, ≥99% purity | Sigma-Aldrich, St. Louis, MO, USA | 801452 | |
| Photoresists | AZ1505 | Microchemicals GmbH, Ulm, Germany | 10052110018 |
| AZP4110 | Microchemicals GmbH, Ulm, Germany | 18451023159 | |
| mrDWL1_XP | Micro Resist Technology, Berlin, Germany | UN1760 | |
| Developers | AZ400k 1:4 | Microchemicals GmbH, Ulm, Germany | 10063823163 |
| AR 300.47 | Allresist, Strausberg, Germany | 1912328 | |
| mrDev600 | Micro Resist, Berlin, Germany | R815100 | |
| Solutions | HCl 37% | Sigma-Aldrich, St. Louis, MO, USA | 320331 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cabral, P.D.; Domingues, T.; Machado, G., Jr.; Chicharo, A.; Cerqueira, F.; Fernandes, E.; Athayde, E.; Alpuim, P.; Borme, J. Clean-Room Lithographical Processes for the Fabrication of Graphene Biosensors. Materials 2020, 13, 5728. https://doi.org/10.3390/ma13245728
Cabral PD, Domingues T, Machado G Jr., Chicharo A, Cerqueira F, Fernandes E, Athayde E, Alpuim P, Borme J. Clean-Room Lithographical Processes for the Fabrication of Graphene Biosensors. Materials. 2020; 13(24):5728. https://doi.org/10.3390/ma13245728
Chicago/Turabian StyleCabral, Patrícia D., Telma Domingues, George Machado, Jr., Alexandre Chicharo, Fátima Cerqueira, Elisabete Fernandes, Emília Athayde, Pedro Alpuim, and Jérôme Borme. 2020. "Clean-Room Lithographical Processes for the Fabrication of Graphene Biosensors" Materials 13, no. 24: 5728. https://doi.org/10.3390/ma13245728
APA StyleCabral, P. D., Domingues, T., Machado, G., Jr., Chicharo, A., Cerqueira, F., Fernandes, E., Athayde, E., Alpuim, P., & Borme, J. (2020). Clean-Room Lithographical Processes for the Fabrication of Graphene Biosensors. Materials, 13(24), 5728. https://doi.org/10.3390/ma13245728