Resizing Approach to Increase the Viability of Recycled Fibre-Reinforced Composites

 , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Resizing Process
2.3. Compounding
2.4. Analysis Methods
3. Results and Discussion
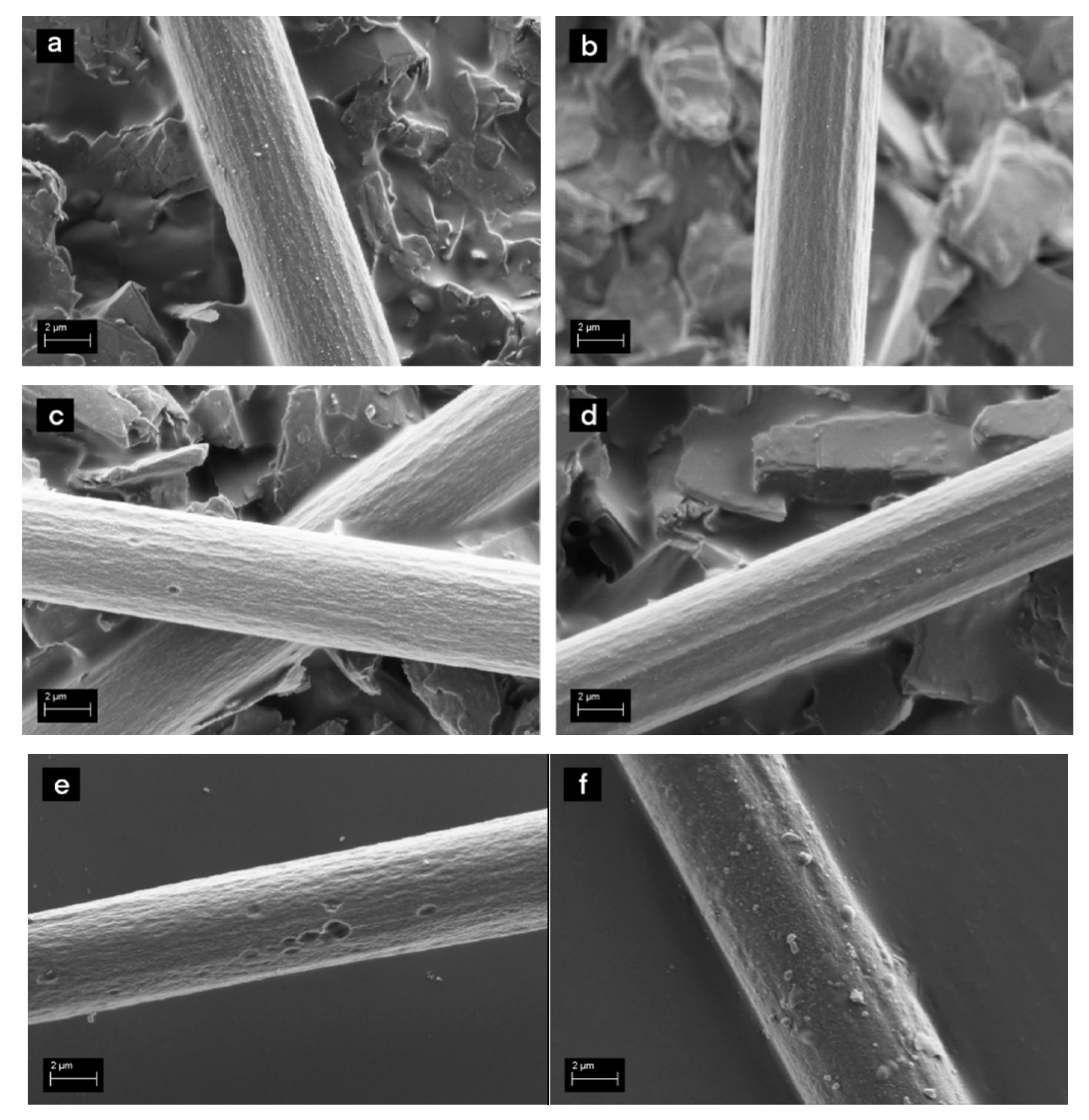
3.1. Resizing of rGF
3.2. Resizing of rCF
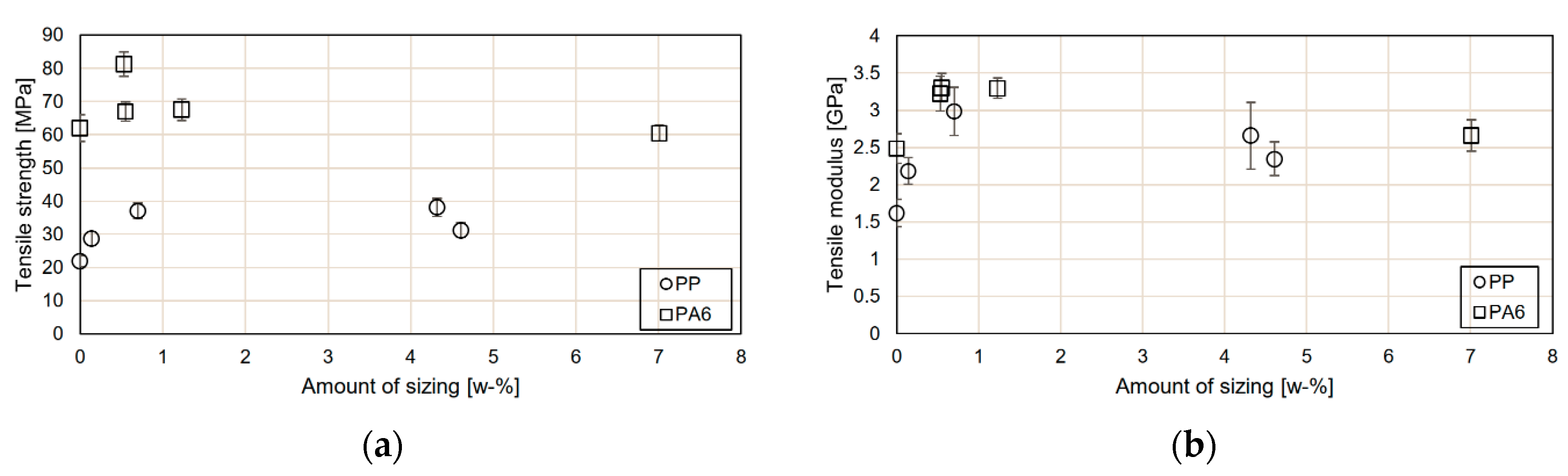
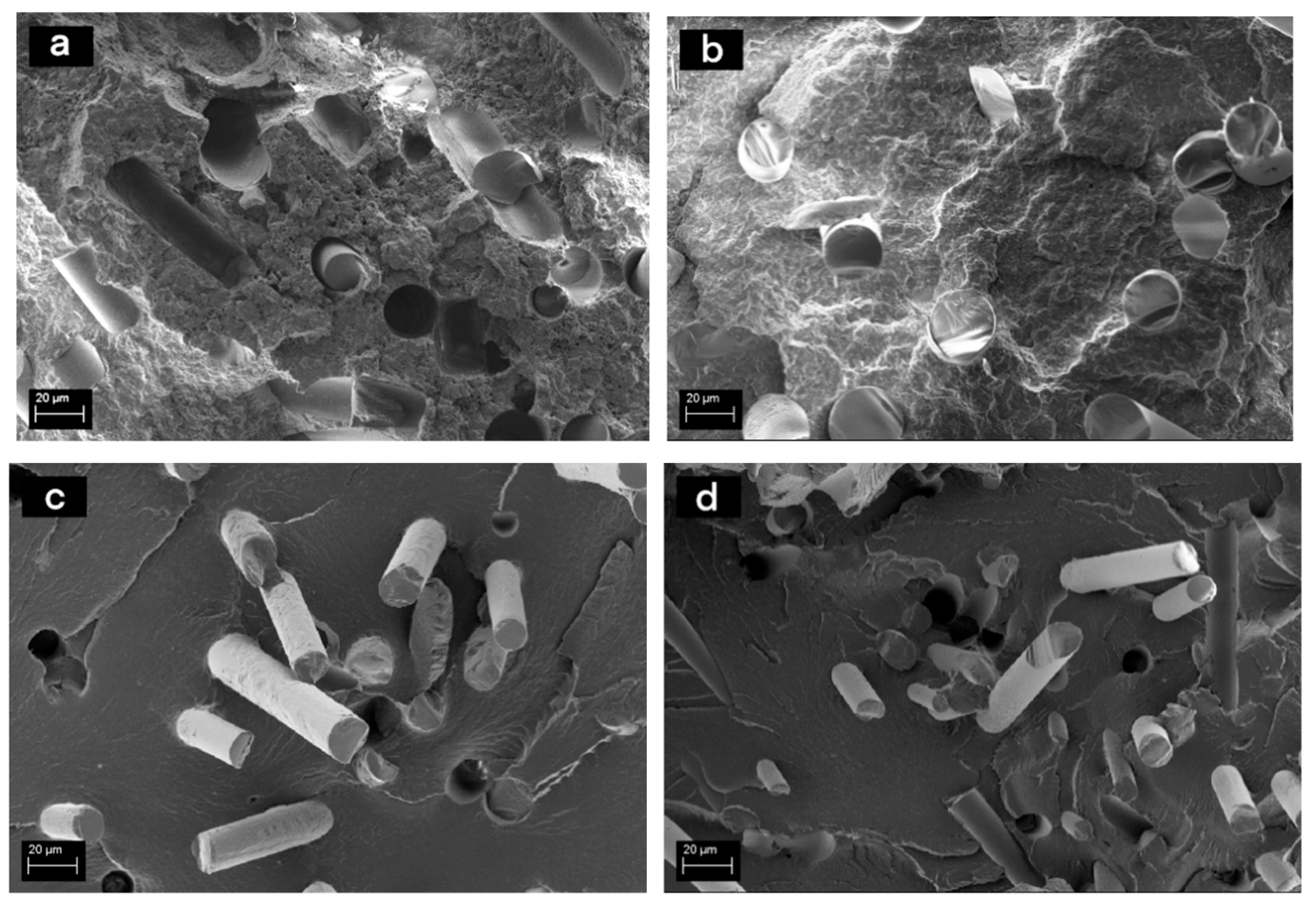
3.3. Properties of the rGF Composites
3.4. Properties of the rCF Composites
3.5. The Efficiency of the Resizing
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Directive 2008/98/EC on Waste (Waste Framework Directive); European Commission: Luxembourg, 2018.
- López, F.A. Preparation and characterization of activated carbon from the char produced in the thermolysis of granulated scrap tyres. J. Air Waste Manag. Assoc. 2013, 63, 534–544. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Cunliffe, A.M. Recycling of fibre-reinforced polymeric waste by pyrolysis: Thermo-gravimetric and bench-scale investigations. J. Anal. Appl. Pyrolysis 2003, 70, 315–338. [Google Scholar] [CrossRef]
- Cai, G.; Wada, M.; Ohsawa, I.; Kitaoka, S.; Takahashi, J. Interfacial adhesion of recycled carbon fibers to polypropylene resin: Effect of superheated steam on the surface chemical state of carbon fiber. Compos. Part A Appl. Sci. Manuf. 2019, 120, 33–40. [Google Scholar] [CrossRef]
- Oliveux, G.; Bailleul, J.-L.; Gillet, A.; Mantaux, O.; Leeke, G.A. Recovery and reuse of discontinuous carbon fibres by solvolysis: Realignment and properties of remanufactured materials. Compos. Sci. Technol. 2017, 139, 99–108. [Google Scholar] [CrossRef] [Green Version]
- Deng, J.; Xu, L.; Zhang, L.; Peng, J.; Guo, S.; Liu, J.; Koppala, S. Recycling of Carbon Fibers from CFRP Waste by Microwave Thermolysis. Processes 2019, 7, 207. [Google Scholar] [CrossRef] [Green Version]
- Palmer, J. Successful closed-loop recycling of thermoset composites. Compos. Part A Appl. Sci. Manuf. 2009, 40, 490–498. [Google Scholar] [CrossRef]
- Yang, L.; Jenkins, P.; Liggat, J.; Thomason, J. Strength of thermally conditioned glass fibre degradation, retention and regeneration. In Proceedings of the 20th International Conference on Composite Materials, Copenhagen, Denmark, 19–24 July 2015. [Google Scholar]
- ELG Carbon Fibre. Available online: http://www.elgcf.com/ (accessed on 15 December 2020).
- Oliveux, G.; Dandy, L.O.; Leeke, G.A. Current status of recycling of fibre rein-forced polymers: Review of technologies, reuse and resulting properties. Prog. Mater. Sci. 2015, 72, 61–99. [Google Scholar] [CrossRef] [Green Version]
- He, D.; Soo, V.K.; Stojcevski, F.; Lipiński, W.; Henderson, L.C.; Compston, P.; Doolan, M. The effect of sizing and surface oxidation on the surface properties and tensile behaviour of recycled carbon fibre: An end-of-life perspective. Compos. Part A Appl. Sci. Manuf. 2020, 138, 106072. [Google Scholar] [CrossRef]
- Zhang, W. Modification of Carbon Fiber/Epoxy Matrix Interphase in a Composite Material: Design of a Self-Healing Interphase by Introducing Thermally Reversible Diels-Alder Adducts. Ph.D. Thesis, L’Institut National des Sciences Appliquées de Lyon, Lyon, France, 11 December 2014. [Google Scholar]
- Petersen, H.N. Investigation of Sizing-From Glass Fibre Surface to Composite Interface. Ph.D. Thesis, Technical University of Denmark, Lyngby, Denmark, February 2017. [Google Scholar]
- Moosburger-Will, J.; Bauer, M.; Laukmanis, E.; Horny, R.; Wetjen, D.; Manske, T.; Schmidt-Stein, F.; Töpker, J.; Horn, S. Interaction between carbon fibers and polymer sizing: Influence of fiber surface chemistry and sizing reactivity. Appl. Surf. Sci. 2018, 439, 305–312. [Google Scholar] [CrossRef]
- Thomason, J.L. Glass Fibre Sizing: A Review of Size Formulation Patents; Blurb: San Francisco, CA, USA, 2015; 244p. [Google Scholar]
- Park, S.; Hey, G. Precursors and Manufacturing of Carbon Fibers. In Carbon Fibers, 2nd ed.; Park, S., Ed.; Springer: Dordrecht, The Netherlands, 2015; pp. 31–66. [Google Scholar]
- Kim, J.; Mai, Y. Engineered Interfaces in Fiber Reinforced Composites, 1st ed.; Elsevier: Amsterdam, The Netherlands, 1998. [Google Scholar]
- Palimi, M.J.; Rostami, M.; Mahdavian, M.; Ramezanzadeh, B. Surface modification of Cr2O3 nanoparticles with 3-amino propyl trimethoxy silane (APTMS). Part 1: Studying the mechanical properties of polyurethane/Cr2O3 nanocomposites. Prog. Org. Coat. 2014, 77, 1663–1673. [Google Scholar] [CrossRef]
- Laurikainen, P.; Pötz, S.; Jokinen, J.; von Essen, M.; Lindgren, M.; Kallio, P.; Kanerva, M.; Oreski, G.; Sarlin, E. High throughput mechanical micro-scale characterization of composites and the utilization of the results in finite element analysis. In Proceedings of the 18th European Conference on Composite Materials, Athens, Greece, 25–28 June 2018. [Google Scholar]
- Wu, Z.; Pittman, C.; Gardner, S.D. Nitric acid oxidation of carbon fibers and the effects of subsequent treatment in refluxing aqueous NaOH. Carbon 1995, 33, 597–605. [Google Scholar] [CrossRef]
- ISO 527-2 Standard: Plastics—Determination of Tensile Properties—Part 2: Test Conditions for Moulding and Extrusion Plastics; International Organization for Standardization: Geneva, Switzerland, 2012.
- ISO 1172 Standard: Textile-Glass-Reinforced Plastics—Prepregs, Moulding Compounds and Laminates—Determination of the Textile-Glass and Mineral-Filler Content—Calcination Methods; International Organization for Standardization: Geneva, Switzerland, 1996.
- Thomason, J.L.; Nagel, U.; Yang, L.; Bryce, D. A study of the thermal degradation of glass fibre sizings at composite processing temperatures. Compos. Part A Appl. Sci. Manuf. 2019, 121, 56–63. [Google Scholar] [CrossRef] [Green Version]
- Beyler, C.L.; Hirschel, M.M. Thermal decomposition of polymers. In SFPE Handbook of Fire Protection Engineering, 3rd ed.; DiNenno, P.J., Drysdale, D., Beyler, C.L., Walton, W.D.W., Custer, R.L.P., Hall, J.R., Watts, J.M., Eds.; Springer: New York, NY, USA, 2002; pp. 110–131. [Google Scholar]
- Yang, W.; Zhang, Y.R.; Yuen, A.C.Y.; Chen, T.B.Y.; Chan, M.C.; Peng, L.Z.; Yang, W.J.; Zhu, S.E.; Yang, B.H.; Hu, K.H.; et al. Synthesis of phosphorus-containing silane coupling agent for surface modification of glass fibers: Effective reinforcement and flame retardancy in poly (1, 4-butylene terephthalate). Chem. Eng. J. 2017, 321, 257–267. [Google Scholar] [CrossRef]
- Nagel, U.; Yang, L.; Kao, C.C.; Thomason, J.L. Effects of Thermal Recycling Temperatures on the Reinforcement Potential of Glass Fibers. Polym. Compos. 2018, 39, 1032–1040. [Google Scholar] [CrossRef] [Green Version]
- Lynch, M.E.; Folz, D.C.; Clark, D.E. Use of FTIR reflectance spectroscopy to monitor corrosion mechanisms on glass surfaces. J. Non-Cryst. Solids 2007, 353, 2667–2674. [Google Scholar] [CrossRef]
- Grozdanov, A.; Bogoeva-Gaceva, G. Transcrystallization of maleated polypropylene in the presence of various carbon fibers. Polym. Bull. 2003, 50, 397–404. [Google Scholar] [CrossRef]
- Smith, E.A.; Chen, W. How to prevent the loss of surface functionality derived from aminosilanes. Langmuir ACS J. Surf. Colloids 2008, 24, 12405–12409. [Google Scholar] [CrossRef] [Green Version]
- Ali, A.A.; Rammah, Y.S.; El-Mallawany, R.; Souri, D. FTIR and UV spectra of pentaternary borate glasses. Measurement 2017, 105, 72–77. [Google Scholar] [CrossRef]
- Liu, Y.; Zhang, X.; Zhang, Y.; Song, C.; Fang, Y.; Yang, B.; Wang, X. An effective surface modification of carbon fiber for improving the interfacial adhesion of polypropylene composites. Mater. Des. 2015, 88, 810–819. [Google Scholar] [CrossRef]
- Sándor, M. Aminopropyl-Silica Hybrid Particles as Supports for Humic Acids Immobilization. Materials 2016, 9, 34. [Google Scholar] [CrossRef] [Green Version]
- Trovati, G.; Sanches, E.A.; Neto, S.C.; Mascarenhas, Y.P.; Chierice, G.O. Characterization of polyurethane resins by FTIR, TGA, and XRD. J. Appl. Polym. Sci. 2010, 115, 263–268. [Google Scholar] [CrossRef]
- Peebles, L.H. Carbon Fibers: Formation, Structure, and Properties; CRC Press: New York, NY, USA, 2018. [Google Scholar]
- Halpin, J.C.; Kardos, J.L. The Halpin–Tsai equations: A review. Polym. Eng. Sci. 1976, 16, 344–352. [Google Scholar]
- Tucker, C.L.; Liang, E. Stiffness predictions for unidirectional short-fiber composites: Review and evaluation. Compos. Sci. Technol. 1999, 59, 655–671. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fibre | Tensile Strength [MPa] | Modulus [GPa] | Length [mm] |
|---|---|---|---|
| rGF | 447 ± 181 | 54 ± 12 | 50–300 |
| rCF | 1328 ± 494 | 102 ± 16 | >300 |
| Sample | 1st Mixing Step (1 h) | 2nd Mixing Step (1 h) | Rinsing | Amount of Sizing [w-%] | |||
|---|---|---|---|---|---|---|---|
| Coupling Agent [g] | Deionised Water [g] | Acetic Acid [g] | Film Former [g] | Deionised Water [g] | |||
| rGF 1 w-% PP | 0.10 | 50.00 | 0.10 | 2.25 | 47.55 | Yes | 0.14 |
| rGF 1 w-% PP, no rinsing | No | 4.61 | |||||
| rGF 5 w-% PP | 0.50 | 50.00 | 0.50 | 11.25 | 37.75 | Yes | 0.70 |
| rGF 5 w-% PP, no rinsing | No | 4.32 | |||||
| rGF 1 w-% PU | 0.10 | 50.00 | 0.10 | 1.50 | 48.30 | Yes | 0.55 |
| rGF 1 w-% PU, no rinsing | No | 1.23 | |||||
| rGF 5 w-% PU | 0.50 | 50.00 | 0.50 | 7.50 | 41.50 | Yes | 0.53 |
| rGF 5 w-% PU, no rinsing | No | 7.01 | |||||
| Sample | Film Former [g] | Deionised Water [g] | Solids Content in the Resizing Solution [w-%] | Rinsing | Amount of Sizing [w-%] |
|---|---|---|---|---|---|
| rCF 1 w-% PP | 5 | 195 | 1 | Yes | 1.01 |
| rCF 5 w-% PP | 25 | 175 | 5 | Yes | 2.08 |
| rCF 1 w-% PU | 2 | 198 | 1 | Yes | 0.87 |
| rCF 5 w-% PU | 10 | 190 | 5 | Yes | 2.24 |
| Sizing | Matrix | Tensile Strength [MPa] | Tensile Modulus [GPa] |
|---|---|---|---|
| rCF, no sizing | PP | 66 ± 4 | 4.6 ± 0.5 |
| rCF 1 w-% PP | 65 ± 3 | 4.5 ± 0.3 | |
| rCF 5 w-% PP | 65 ± 3 | 4.5 ± 0.5 | |
| rCF acetone washing | 69 ± 2 | 5.0 ± 0.1 | |
| rCF acidic treatment 5 w-% PP | 44 ± 3 | 4.7 ± 0.2 | |
| rCF, no sizing | PA6 | 114 ± 4 | 3.7 ± 0.5 |
| rCF 1 w-% PU | 132 ± 3 | 4.1 ± 0.7 | |
| rCF 5 w-% PU | 123 ± 2 | 4.1 ± 0.6 |
| Composite Type | Theoretical Tensile Modulus [GPa] | Achieved Reinforcing Efficiency [%] |
|---|---|---|
| rGF + PP | 3.7 | 81.1 |
| rGF + PA6 | 5.8 | 56.8 |
| rCF + PP | 6.8 | 73.5 |
| rCF + PA6 | 10.4 | 39.4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Matrenichev, V.; Lessa Belone, M.C.; Palola, S.; Laurikainen, P.; Sarlin, E. Resizing Approach to Increase the Viability of Recycled Fibre-Reinforced Composites. Materials 2020, 13, 5773. https://doi.org/10.3390/ma13245773
Matrenichev V, Lessa Belone MC, Palola S, Laurikainen P, Sarlin E. Resizing Approach to Increase the Viability of Recycled Fibre-Reinforced Composites. Materials. 2020; 13(24):5773. https://doi.org/10.3390/ma13245773
Chicago/Turabian StyleMatrenichev, Vsevolod, Maria Clara Lessa Belone, Sarianna Palola, Pekka Laurikainen, and Essi Sarlin. 2020. "Resizing Approach to Increase the Viability of Recycled Fibre-Reinforced Composites" Materials 13, no. 24: 5773. https://doi.org/10.3390/ma13245773
APA StyleMatrenichev, V., Lessa Belone, M. C., Palola, S., Laurikainen, P., & Sarlin, E. (2020). Resizing Approach to Increase the Viability of Recycled Fibre-Reinforced Composites. Materials, 13(24), 5773. https://doi.org/10.3390/ma13245773