Magnesium Reinforced with Inconel 718 Particles Prepared Ex Situ—Microstructure and Properties

 , ,
, ,  ,
,  and
and 
Abstract
:
1. Introduction
2. Materials and Methods
3. Results
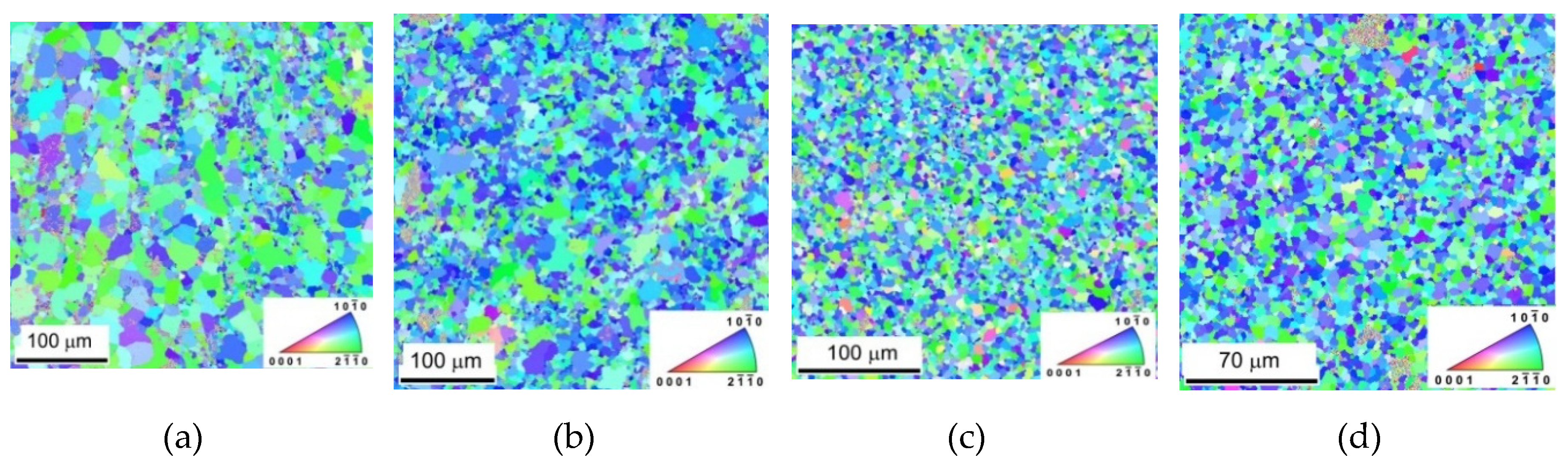
3.1. Microstructure of Samples
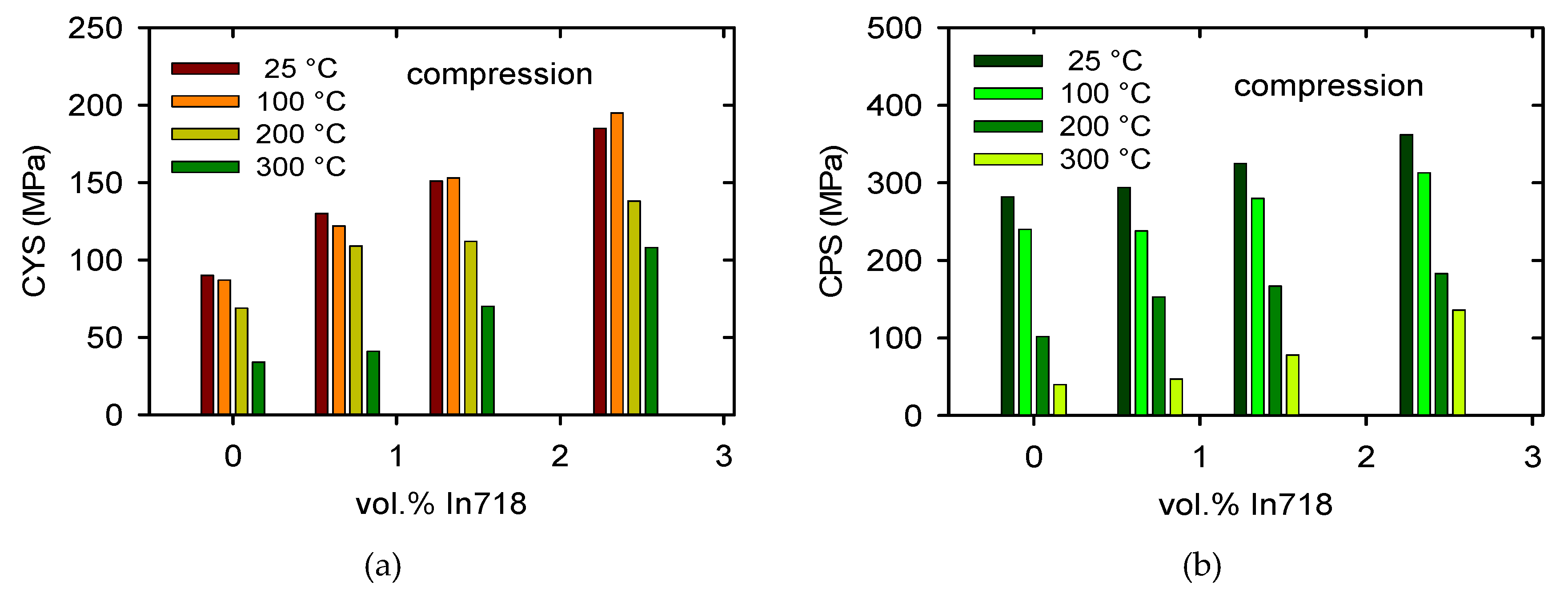
3.2. Stres–Strain Curves
3.3. Physical Properties
4. Discussion
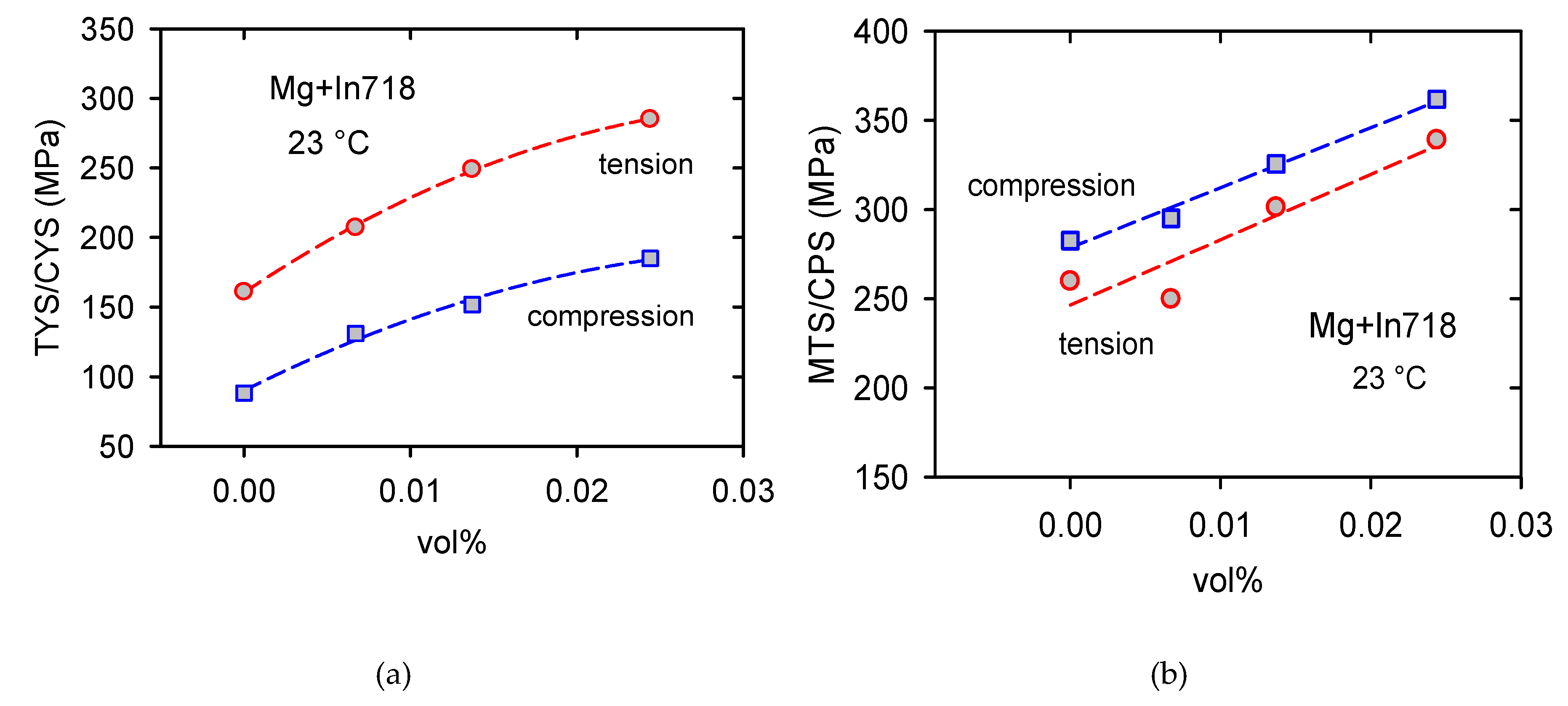
4.1. Mechanical Properties
4.2. Influence of Particles
- (i)
- Increased dislocation density due to a big difference in the CTE between the matrix and the reinforcing phase (so called thermal dislocations, ρT);
- (ii)
- The generation of geometrically necessary dislocations during plastic deformation, ρG;
- (iii)
- The load transfer of stress from the matrix to the reinforcing phase particles;
- (iv)
- Orowan strengthening.
4.3. Thermal Expansion
- (i)
- Improved texture with increasing vol.% of In718 particles
- (ii)
- An increase of dislocation density due to the presence of particles.
<c> = 0.5276 + [11.758(T − 20) + 0.0080 × (T −20 )2] × 10−6 nm,
4.4. Internal Friction
5. Conclusions
- Inconel 718 nanoparticles substantially refined microstructure and improve mechanical properties.
- The texture of extruded composites influenced the mechanical properties and it is also reason for the observed tension–compression asymmetry. The different deformation mechanisms operating at temperatures up to 200 °C in tension and compression were estimated.
- The main reinforcing mechanisms are Hall–Petch strengthening and an increased dislocation density.
- Texture and an increased dislocation density are very likely to be the reason for a rapid decrease in the thermal expansion coefficient with the increase in volume fraction of Inconel 718 particles.
- The observed decrease in the logarithmic decrement is caused by the grain size refinement. This also applies to the decrease in the length of the dislocation segments, which are the main source of internal friction.
Author Contributions
Funding
Conflicts of Interest
References
- Gupta, M.; Nai, S.M.L. Magnesium, Magnesium Alloys, and Magnesium Composite; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2011. [Google Scholar]
- Trojanová, Z.; Lukáč, P.; Száraz, Z.; Drozd, Z. Mechanical and Acoustic Properties of Magnesium Alloys Based (Nano) Composites Prepared by Powder Metallurgical Routs. In Light Metal Alloys Applications; Monteiro, W.A., Ed.; InTech: Rijeka, Croatia, 2014; pp. 163–197. [Google Scholar]
- Dieringa, H. Properties of magnesium alloys reinforced with nanoparticles and carbon nanotubes: A review. J. Mater. Sci. 2011, 46, 289–306. [Google Scholar] [CrossRef]
- Gupta, M.; Wong, W.L.E. Magnesium-based nanocomposites: Lightweight materials of the future. Mater. Charact. 2015, 105, 30–46. [Google Scholar] [CrossRef]
- Gupta, M.; Wong, W.L.E. An insight into processing and characteristic of magnesium based composites. In Magnesium Technology; Alderman, M., Manuel, M.V., Hort, N., Neelameggham, N.R., Eds.; Springer: Cham, Switzerland, 2014; pp. 419–428. [Google Scholar]
- Casati, R.; Vedani, M. Metal matrix composites reinforced by nano particles—A review. Metal 2014, 4, 65–83. [Google Scholar] [CrossRef]
- Jayakumar, J.; Raghunath, B.K.; Rao, T.H. Recent development and challenges in synthesis of magnesium matrix nano composites—A Review. Int. J. Latest Res. Sci. Technol. 2012, 1, 164–171. [Google Scholar]
- Ye, H.Z.; Liu, X.Y. Review of recent studies in magnesium matrix composites. J. Mater. Sci. 2004, 9, 6153–6171. [Google Scholar] [CrossRef]
- Hassan, S.F.; Gupta, M. Development of novel new magnesium/nickel composite with improved mechanical properties. J. Alloy Compd. 2002, 335, 110–115. [Google Scholar] [CrossRef]
- Hassan, S.F.; Gupta, M. Development of ductile magnesium composite using titanium as reinforcement. J. Alloy Compd. 2002, 345, 246–251. [Google Scholar] [CrossRef]
- Hassan, S.F.; Gupta, M. Development of a novel magnesium-copper based composite with improved mechanical properties. Mater. Res. Bull. 2002, 37, 377–389. [Google Scholar] [CrossRef]
- Hassan, S.F.; Gupta, M. Increasing elastic modulus, strength and CTE of AZ91 by reinforcing pure magnesium with elemental copper. Mater. Lett. 2004, 58, 2143–2146. [Google Scholar] [CrossRef]
- Tjong, S.C. Novel nanoparticle-reinforced metal matrix composites with enhanced mechanical properties. Adv. Eng. Mater. 2007, 9, 639–652. [Google Scholar] [CrossRef]
- ASM Aerospace Specification Metals Inc. Available online: http://asm.matweb.com/search/SpecificMaterial.asp?bassnum=NINC3 (accessed on 20 November 2019).
- Reid, C.N. Deformation Geometry; Pergamon Press Ltd.: New York, NY, USA, 1973. [Google Scholar]
- Steinmetz, D.R.; Jäpel, T.; Wietbrock, B.; Eisenlohr, P.; Gutierrez-Urrutia, I.; Saeed-Akbari, A.; Hickel, T.; Roters, F.; Raabe, D. Revealing the strain behavior of twinning-induced plasticity steels: Theory, simulations, experiments. Acta Mater. 2013, 61, 494–510. [Google Scholar] [CrossRef]
- She, J.; Pan, F.; Zhang, J.; Tang, A.; Luo, S.; Yu, Z.; Song, K.; Radhad, M. Microstructure and mechanical properties of Mg-Al-Sn extruded alloys. J. Alloy Compd. 2016, 657, 893–905. [Google Scholar] [CrossRef]
- Trojanová, Z.; Drozd, Z.; Škraban, T.; Minárik, P.; Džugan, J.; Halmešová, K.; Németh, G.; Lukáč, P.; Chmelík, F. Effect of rotary swaging on microstructure and mechanical properties of an AZ31 magnesium alloy. Adv. Eng. Mater. 2019, 22, 1900596. [Google Scholar] [CrossRef]
- Máthis, K.; Čapek, J.; Zdražilová, Z.; Trojanová, Z. Investigation of tension-compression asymmetry of magnesium by use of the acoustic emission technique. Mater. Sci. Eng. A 2011, 528, 5904–5907. [Google Scholar] [CrossRef]
- Bohlen, J.; Dobroň, P.; Swiostek, J.; Letzig, D.; Chmelík, F.; Lukáč, P.; Kainer, K.U. On the influence of the grain size and solute content on the AE response of magnesium alloys tested in tension and compression. Mater. Sci. Eng. A 2007, 462, 302–306. [Google Scholar] [CrossRef] [Green Version]
- Trojanová, Z.; Dash, K.; Máthis, K.; Lukáč, P.; Kasakewitsch, A. Elastic and plastic behaviour of an ultrafine-grained Mg reinforced with BN nanoparticles. J. Mater. Eng. Perform. 2018, 27, 3112–3121. [Google Scholar] [CrossRef]
- Barnett, M.R. Twinning and the ductility of magnesium alloys part I: Tension twins. Mater. Sci. Eng. A 2007, 464, 1–7. [Google Scholar] [CrossRef]
- Barnett, M.R. Twinning and the ductility of magnesium alloys part II. “contraction” twins. Mater. Sci. Eng. A 2007, 464, 8–16. [Google Scholar] [CrossRef]
- Obara, T.; Yoshinaga, H.; Morozumi, S. {11-22} 〈1123〉 slip system in magnesium. Acta Metall. 1973, 21, 845–853. [Google Scholar] [CrossRef]
- Máthis, K.; Chmelík, F.; Janeček, M.; Hadzima, B.; Trojanová, Z.; Lukáč, P. Investigating deformation processes in AM60 magnesium alloy using the acoustic emission technique. Acta Mater. 2006, 54, 5361–5366. [Google Scholar] [CrossRef]
- Máthis, K.; Csiszar, G.; Čapek, J.; Gubicza, J.; Clausen, B.; Lukáš, P.; Vinogradov, A.; Agnew, S.R. Effect of the loading mode on the evolution of the deformation mechanisms in randomly textured magnesium polycrystals-comparison of experimental and modeling results. Inter. J. Plast. 2015, 72, 127–150. [Google Scholar] [CrossRef] [Green Version]
- Hong, S.G.; Park, S.H.; Lee, C.S. Role of twinning characteristics in the deformation behaviour of a polycrystalline magnesium alloy. Acta Mater. 2010, 58, 5873–5885. [Google Scholar] [CrossRef]
- Knezevic, M.; Levinson, A.; Harris, R.; Mishra, R.K.; Doherty, R.D.; Kalidindi, S.R. Deformation twinning in AZ31: Influence on strain hardening and texture evolution. Acta Mater. 2010, 58, 6230–6242. [Google Scholar] [CrossRef]
- Trojanová, Z.; Lukáč, P. Physical aspects of plastic deformation in Mg-Al alloys with Sr and Ca. Int. J. Mater. Res. 2009, 100, 270–276. [Google Scholar] [CrossRef]
- De Castro, V.; Leguey, T.; Muñoz, A.; Monge, M.A.; Pareja, R. Relationship between hardness and tensile tests in titanium reinforced with yttria nanoparticles. Mater. Sci. Eng. A 2005, 400–401, 345–348. [Google Scholar] [CrossRef]
- Arsenault, R.J.; Shi, N. Dislocation generation due to differences between the coefficients of thermal expansion. Mater. Sci. Eng. 1986, 81, 175–187. [Google Scholar] [CrossRef]
- Ashby, M.F. The deformation of plastically non-homogeneous materials. Philos. Mag. 1970, 21, 399–424. [Google Scholar] [CrossRef]
- Aikin, R.M., Jr.; Christodoulou, L. The role of equiaxed particles on the yield stress of composites. Scr. Metall. Mater. 1991, 25, 9–14. [Google Scholar] [CrossRef]
- Yeh, Y.H.; Nakashima, H.; Kurishita, H.; Goto, S.; Yoshinaga, H. Threshold stress for high-temperature creep in particle strengthened Al-1.5 vol% Be alloys. Mater. Trans. JIM 1990, 31, 284–292. [Google Scholar] [CrossRef]
- Cáceres, C.H.; Lukáč, P. Strain hardening behaviour and the Taylor factor of pure magnesium. Philos. Mag. 2008, 88, 977–989. [Google Scholar] [CrossRef]
- Lavrentev, F.F.; Pokhil, Y.A. Relation of dislocation density in different slip systems to work-hardening parameters for magnesium crystals. Mater. Sci. Eng. 1975, 18, 261–270. [Google Scholar] [CrossRef]
- Yu, H.; Xin, Y.; Wang, M.; Liu, Q. Hall-Petch relationship in Mg alloys: A review. J. Mater. Sci. Technol. 2018, 34, 248–256. [Google Scholar] [CrossRef]
- Mabuchi, M.; Chino, Y.; Iwasaki, H.; Aizawa, T.; Higashi, K. The grain size dependence and texture dependence of tensile properties in extruded Mg-9Al-1Zn alloy. Mater. Trans. 2001, 42, 1182–1189. [Google Scholar] [CrossRef] [Green Version]
- Razavi, S.M.; Foley, D.C.; Karaman, I.; Hartwig, K.T.; Duyugulu, O.; Kecskes, L.J.; Mathaudhu, S.N.; Hammond, V.H. Effect of grain size on prismatic slip in Mg-3Al-1Zn alloy. Scr. Mater. 2012, 67, 439–442. [Google Scholar] [CrossRef]
- Wang, Y.N.; Chang, C.I.; Lee, C.J.; Lin, H.K.; Huang, J.C. Texture and weak dependence in friction stir processed Mg-Al-Zn alloy. Scr. Mater. 2006, 55, 637–640. [Google Scholar] [CrossRef]
- Wang, Y.; Choo, H. Influence of texture on hall-petch relationship in an Mg alloy. Acta Mater. 2014, 81, 83–97. [Google Scholar] [CrossRef] [Green Version]
- Armstrong, R.W.; Worthington, P.A.; Armstrong, R.W.; Worthington, P.A. A Constitutive Relation for Deformation Twinning in Body Centered Cubic Metals. In Metallurgical Effects at High Strain Rates; Rohde, R.W., Butcher, B.M., Holland, J.R., Karnes, C.H., Eds.; Plenum Press: New York, NY, USA, 1973; pp. 401–414. [Google Scholar]
- Chang, L.L.; Wang, Y.N.; Zhao, X.; Qi, M. Grain size and texture effect on compression behaviour of hot-extruded Mg-3Al-1Zn alloys at room temperature. Mater. Charact. 2009, 60, 991–994. [Google Scholar] [CrossRef]
- Turner, P.S. Thermal expansion stresses in reinforced plastics. Natl. Bur. Stand. 1946, 37, 239–250. [Google Scholar] [CrossRef]
- Kerner, E.H. The elastic and thermo-elastic properties of composite media. Proc. Phys. Soc. 1956, 69, 808–813. [Google Scholar] [CrossRef]
- Schapery, R.A. Thermal expansion coefficients of composite materials based on energy principles. J. Compos. Mater. 1968, 4, 380–404. [Google Scholar] [CrossRef]
- Lei, Z.; Zhao, K.; Wang, Y.; An, L. Thermal expansion of Al matrix composites reinforced with hybrid micro-/nano-sized Al2O3 particles. J. Mater. Sci. Technol. 2014, 30, 61–64. [Google Scholar] [CrossRef]
- Hashin, Z.; Shtrikman, S. A Variational Approach to the theory of the elastic behavior of multiphase materials. J. Mech. Phys. Solids 1963, 11, 127–140. [Google Scholar] [CrossRef]
- Fukuhara, M.; Sanoei, A. Elastic moduli and internal frictions of Inconel 718 and Ti-6Al-4V as function of temperature. J. Mater. Sci. Lett. 1993, 12, 1122–1124. [Google Scholar] [CrossRef]
- Lukáč, P. Physical Metallurgy. In Magnesium Technology: Design Data, Applications; Friedrich, H., Mordike, B.L., Eds.; Springer: Berlin, Germany, 2006; pp. 63–107. [Google Scholar]
- Trojanová, Z.; Drozd, Z.; Minárik, P.; Lukáč, P.; Kasakewitsch, A. Influence of texture on the thermal expansion coefficient of Mg/BN nanocomposite. Thermochim. Acta 2016, 644, 69–75. [Google Scholar] [CrossRef]
- Blanter, M.S.; Golovin, I.S.; Neuhäuser, H.; Sinning, R.R. Internal Friction in Metallic Materials, Springer Series in Materials Science; Springer: Berlin, Germany, 2007. [Google Scholar]
- Trojanová, Z.; Drozd, Z.; Lukáč, P.; Minárik, P.; Džugan, J.; Halmešová, K. Amplitude dependent internal friction in AZ31 alloy sheets submitted to accumulative roll bonding. Low Temp. Phys. 2018, 44, 1233–1240. [Google Scholar] [CrossRef]
- Trojanová, Z.; Lukáč, P.; Džugan, J.; Halmešová, K. Amplitude dependent internal friction in a Mg-Al-Zn alloy studied after thermal and mechanical treatment. Metals 2017, 7, 433. [Google Scholar] [CrossRef] [Green Version]
- Granato, A.V.; Lücke, K. Theory of mechanical damping due to dislocations. J. Appl. Phys. 1956, 27, 583–593. [Google Scholar] [CrossRef]
- Granato, A.V.; Lücke, K. Application of dislocation theory to internal friction phenomena at high frequencies. J. Appl. Phys. 1956, 27, 789–805. [Google Scholar] [CrossRef]
- Trojanová, Z.; Ferkel, H.; Lukáč, P.; Riehemann, W. Two new high-damping magnesium composites. Phys. Stat. Sol. 2007, 193, 205–210. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | d (μm) | HV (L) | HV(T) |
|---|---|---|---|
| Mg | 17.3 ± 8.3 | 40.2 ± 3.3 | 41.7 ± 3.1 |
| Mg + 0.7 In718 | 12.7 ± 8.2 | 49.0 ± 3.0 | 49.3± 3.3 |
| Mg + 1.4 In718 | 5.7 ± 2.0 | 55.0 ± 3.0 | 54.5 ± 2.4 |
| Mg + 2.4 In718 | 4.1 ± 2.0 | 65.2 ± 4.0 | 65.7 ± 4.0 |
| Material | ρT (m−2) | ρG (m−2) | ΔσD (MPa) | σexp (MPa) | σHP (MPa) |
|---|---|---|---|---|---|
| Mg + 0.7 In718 | 4.6 × 1011 | 1.3 × 1011 | 17.9 | 131.0 | 113.1 |
| Mg + 1.4 In718 | 9.3 × 1011 | 2.7 × 1011 | 25.4 | 151.8 | 126.4 |
| Mg + 2.4 In718 | 1.6 × 1012 | 4.6 × 1011 | 33.3 | 185.0 | 151.7 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Trojanová, Z.; Drozd, Z.; Lukáč, P.; Minárik, P.; Németh, G.; Seetharaman, S.; Džugan, J.; Gupta, M. Magnesium Reinforced with Inconel 718 Particles Prepared Ex Situ—Microstructure and Properties. Materials 2020, 13, 798. https://doi.org/10.3390/ma13030798
Trojanová Z, Drozd Z, Lukáč P, Minárik P, Németh G, Seetharaman S, Džugan J, Gupta M. Magnesium Reinforced with Inconel 718 Particles Prepared Ex Situ—Microstructure and Properties. Materials. 2020; 13(3):798. https://doi.org/10.3390/ma13030798
Chicago/Turabian StyleTrojanová, Zuzanka, Zdeněk Drozd, Pavel Lukáč, Peter Minárik, Gergely Németh, Sankaranarayanan Seetharaman, Ján Džugan, and Manoj Gupta. 2020. "Magnesium Reinforced with Inconel 718 Particles Prepared Ex Situ—Microstructure and Properties" Materials 13, no. 3: 798. https://doi.org/10.3390/ma13030798
APA StyleTrojanová, Z., Drozd, Z., Lukáč, P., Minárik, P., Németh, G., Seetharaman, S., Džugan, J., & Gupta, M. (2020). Magnesium Reinforced with Inconel 718 Particles Prepared Ex Situ—Microstructure and Properties. Materials, 13(3), 798. https://doi.org/10.3390/ma13030798