Analysis of the Machinability of Copper Alloy Ampcoloy by WEDM

 ,
,  and
and
Abstract
:1. Introduction
2. Experimental Setup and Material
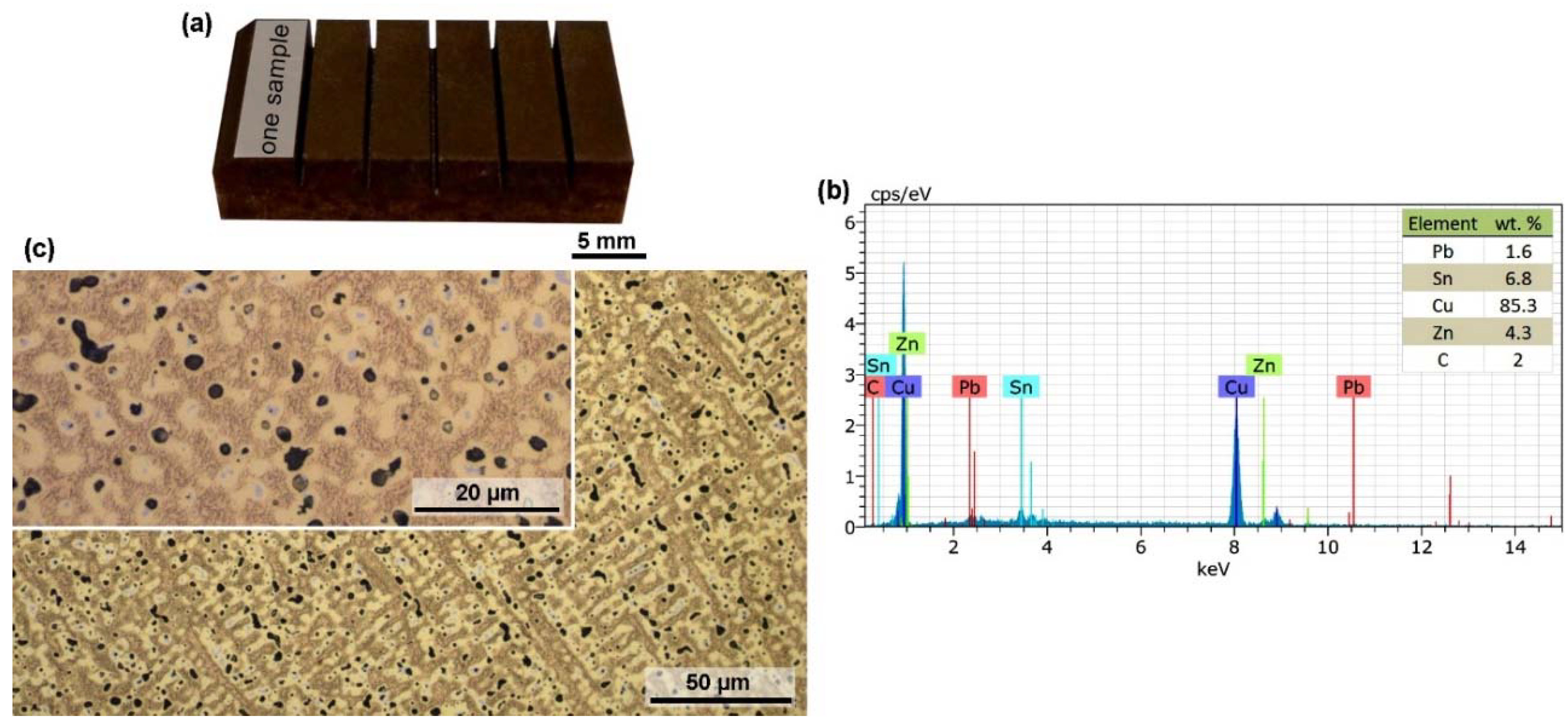
2.1. Experimental Material
2.2. WEDM Machine Setup
2.3. Experimental Methods
3. Results and Discussion
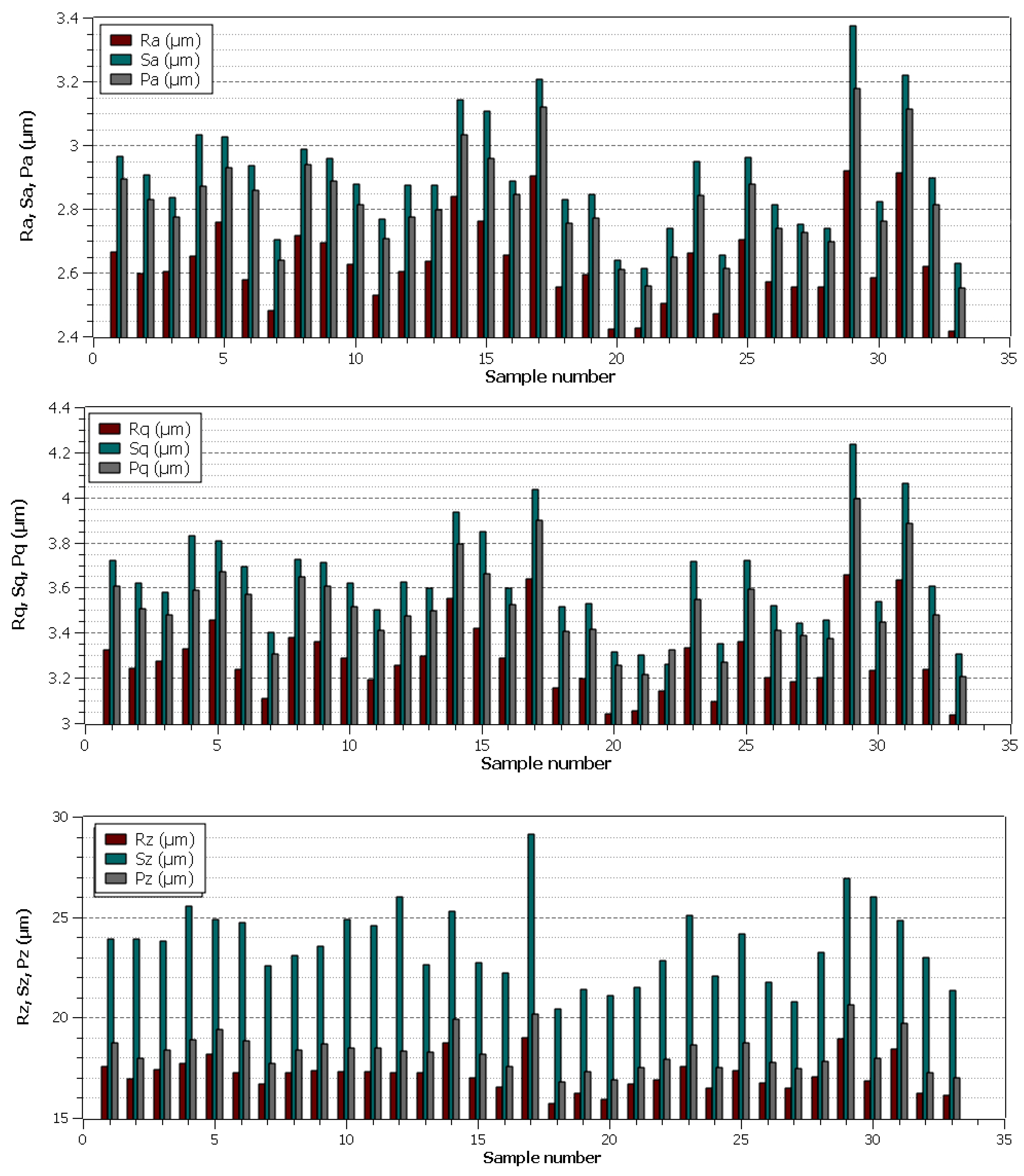
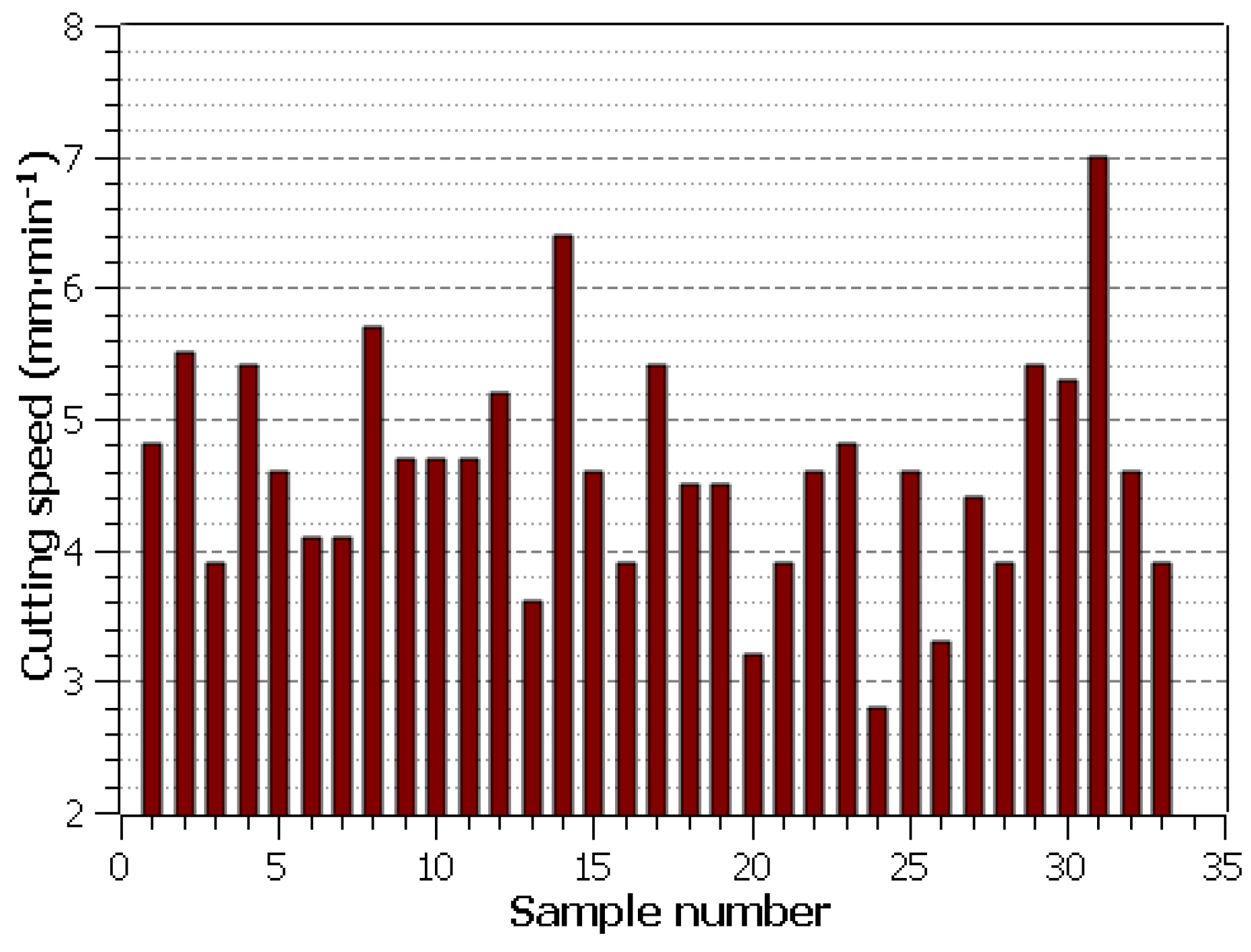
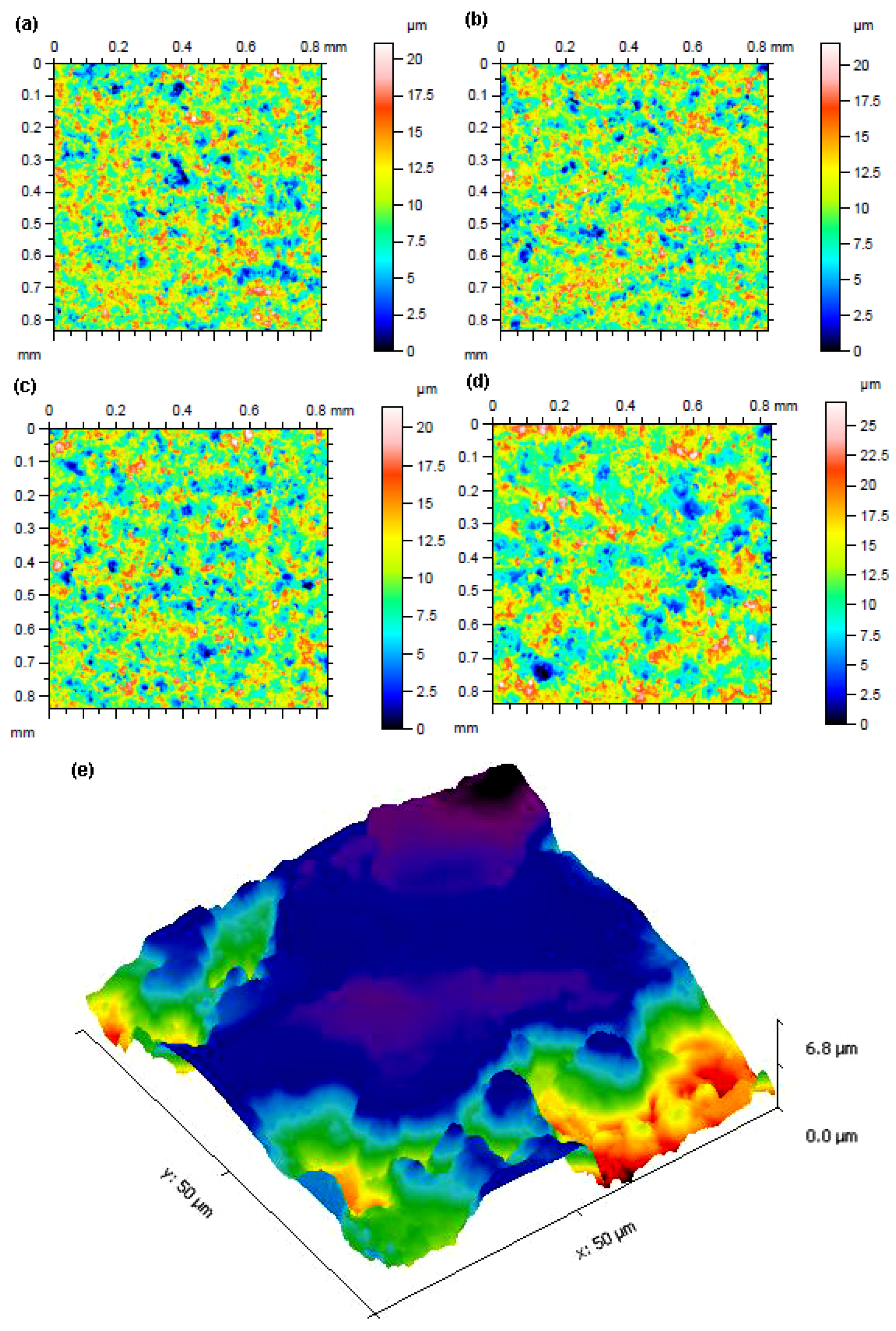
3.1. The Statistical Evaluation of Surface Topography and Cutting Speed
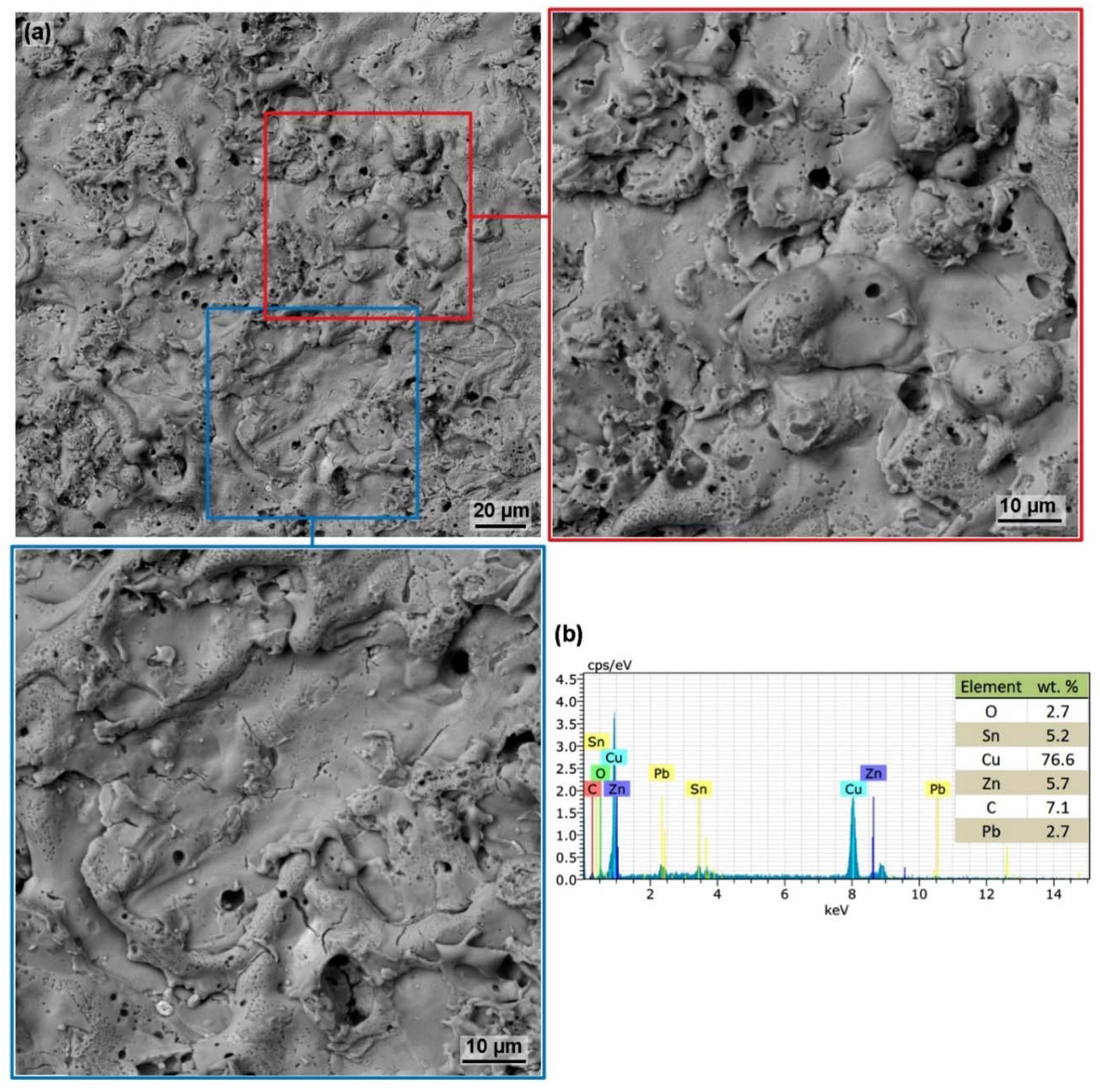
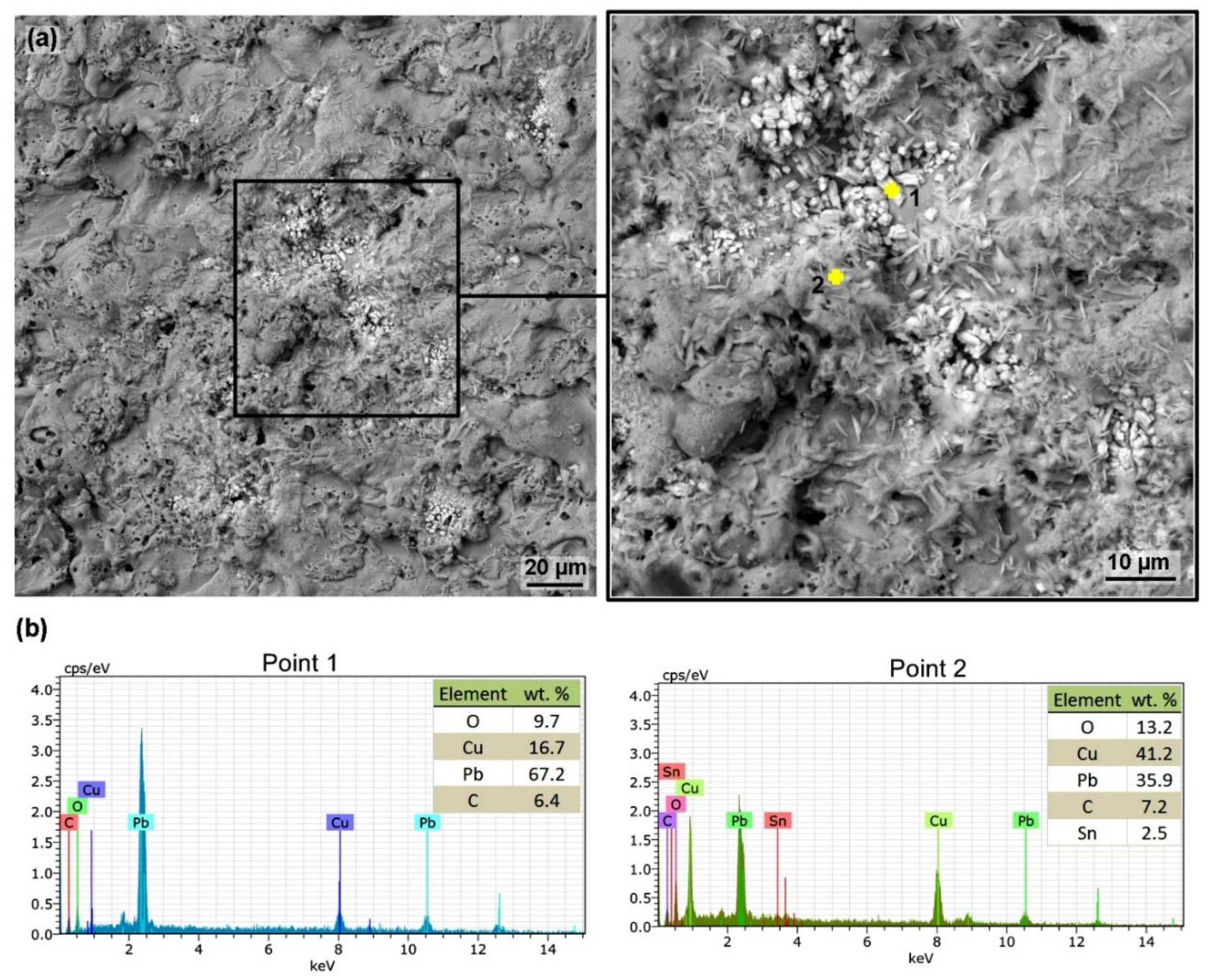
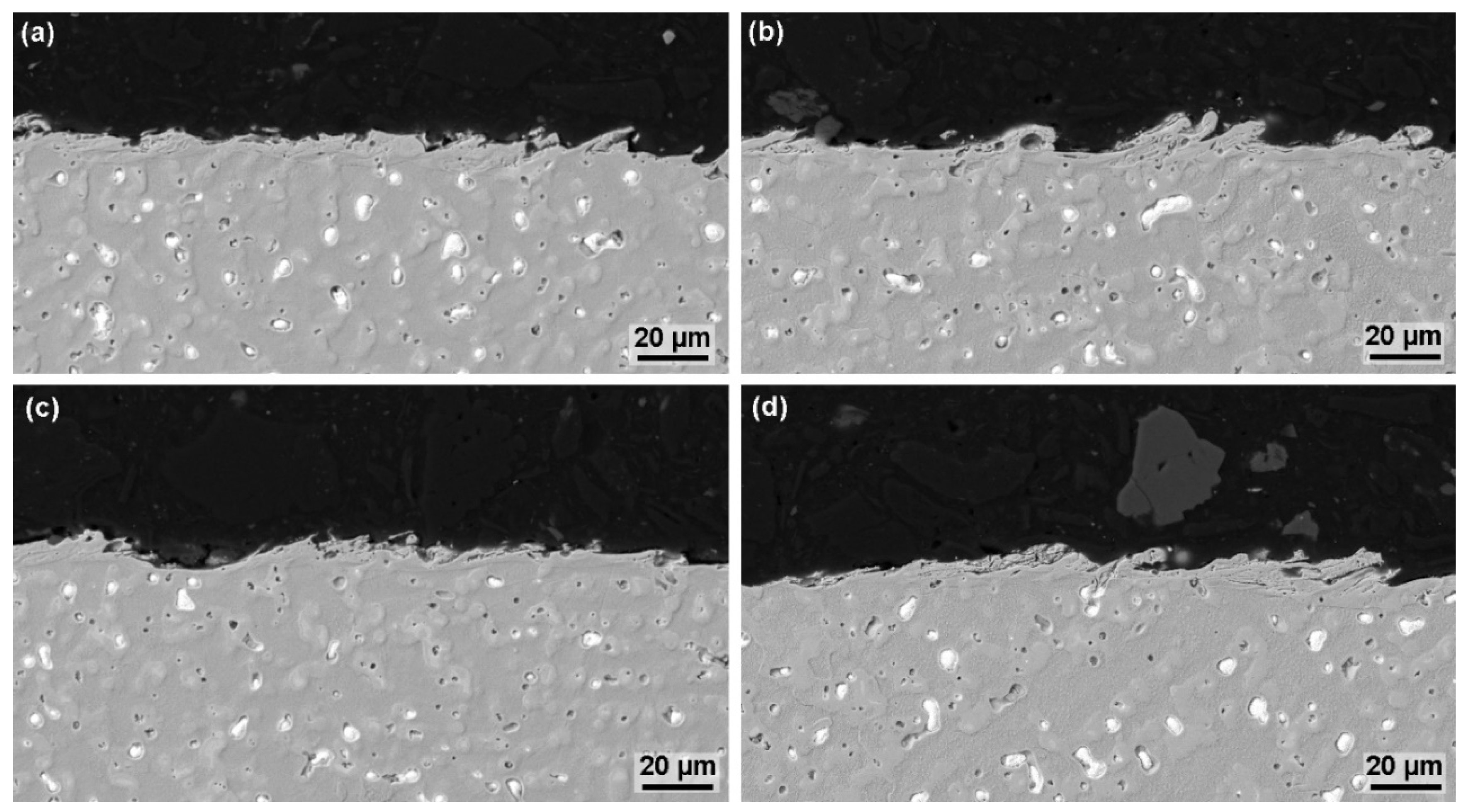
3.2. The Analysis of Surface and Subsurface Area
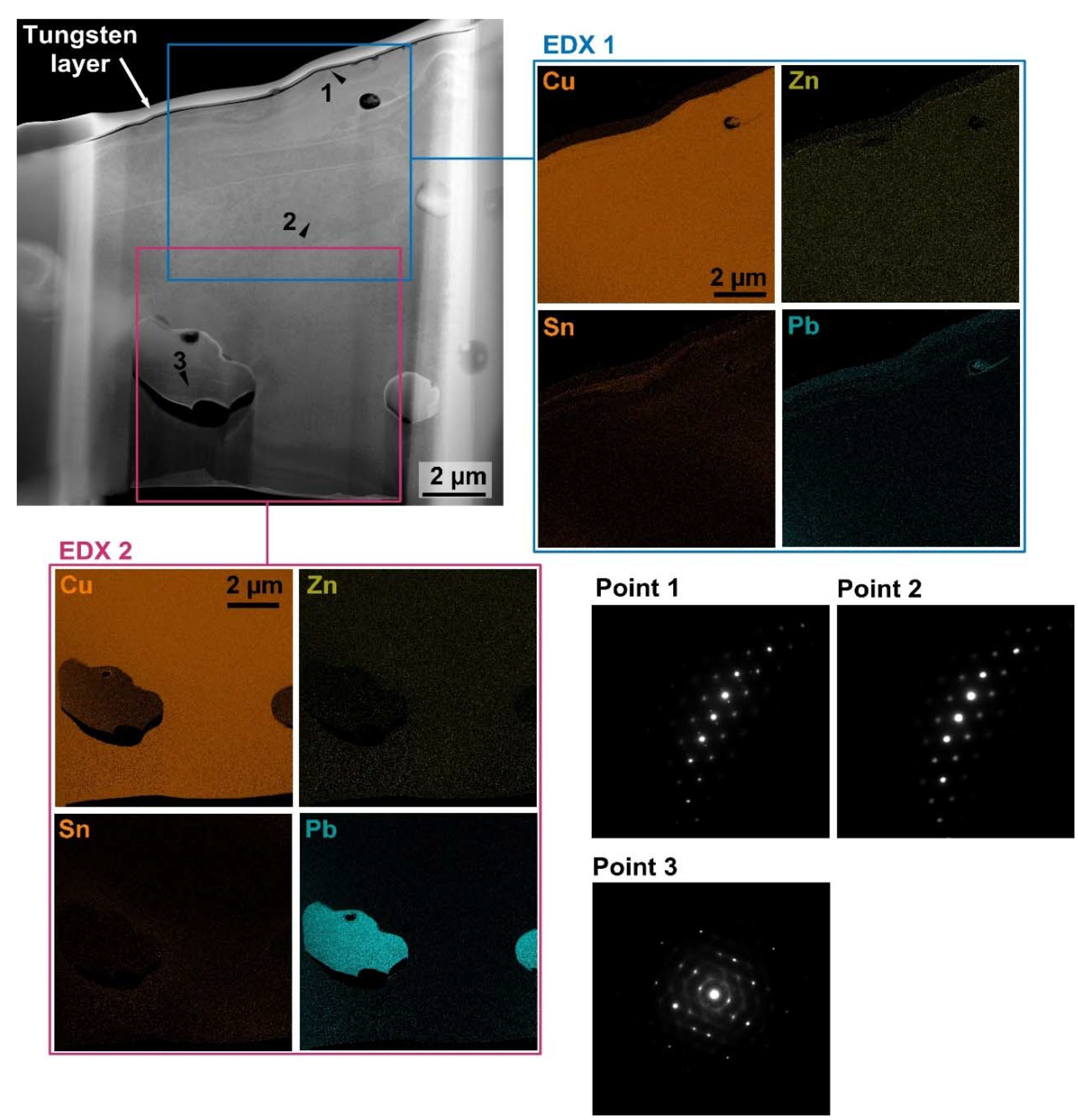
3.3. TEM Lamella Analysis
4. Conclusions
- -
- the lowest values of all surface topography parameters were obtained for Samples 20, 21, and 33 (Ra value of 2.4 µm), which were equally machined with Ton = 6 µs and also with the same I = 25 A,
- -
- the highest cutting speed of 7 mm·min−1 was achieved for Sample 31 with the setting of machine parameters: U = 50 V, Ton = 10 µs, Toff = 30 µs, v = 14 m·min−1 and I = 35 A,
- -
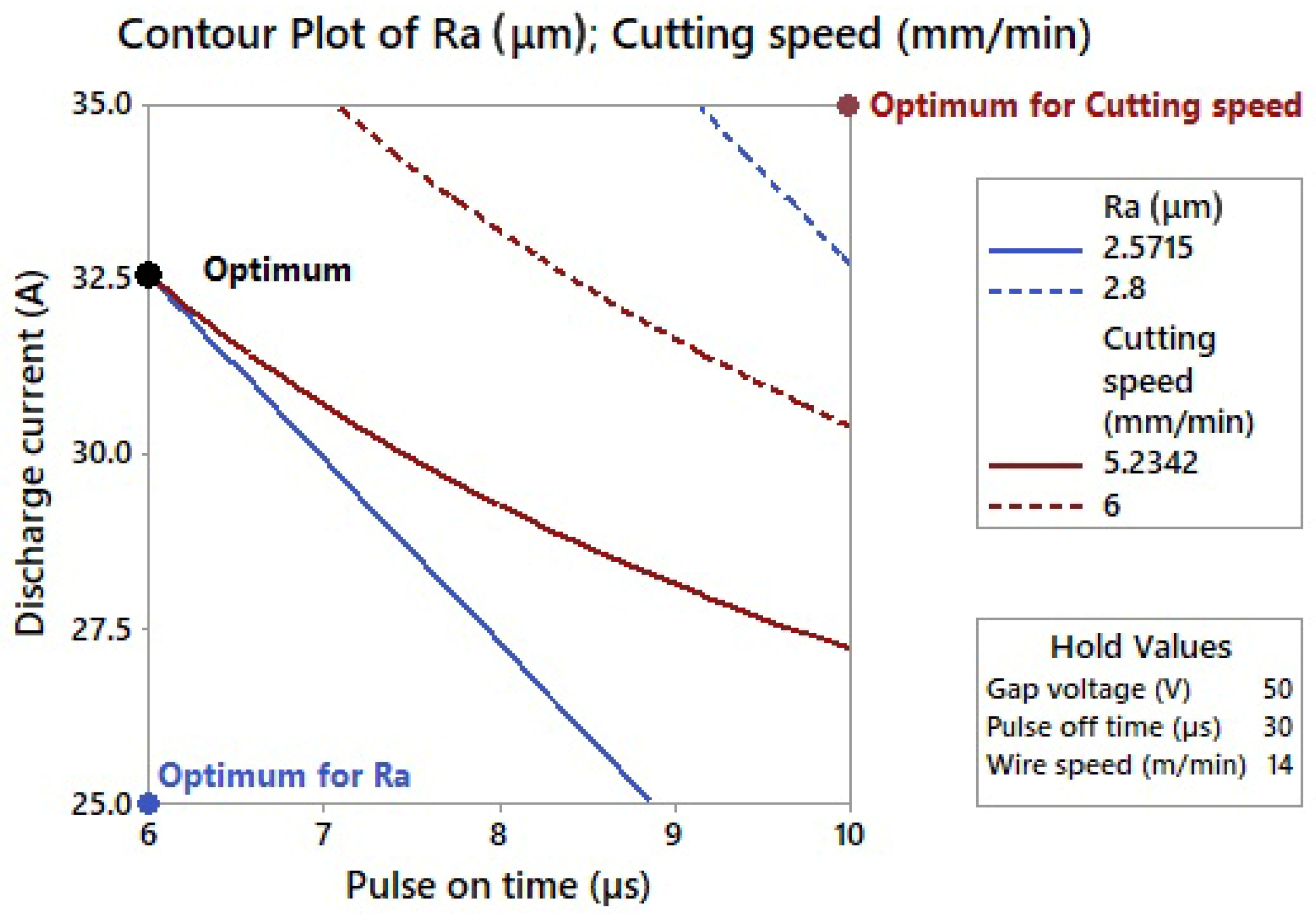
- a statistical response model was created for the topography parameter Ra, with all other parameters showing statistically significant Spearman correlations,
- -
- a response model was created for the cutting speed, and after a subsequent optimization procedure where the equal significance was given to both responses and the cutting speed was required to be maximum and Ra minimum, we obtained the optimal parameter settings: U = 50 V, Ton = 6 µs, Toff = 30 µs, v = 14 mm·min−1 and I = 32.5 A, with this parameter setting the cutting speed would be 5.23 mm·min−1 and Ra 2.57 µm,
- -
- the morphology of all machined samples was similar, with no significant differences depending on the setting of the machine parameters; the samples were relatively smooth with not too significant individual craters,
- -
- there were several small cracks on the surface of all the samples but none were not found in cross-section, indicating their purely surface character, which did not affect the service life or functionality of the parts,
- -
- all surfaces of the machined specimens have areas with segregated lead crystals,
- -
- the subsurface area of all samples was completely defect-free, with the recast layer being no more than 15 µm thick and only locally,
- -
- TEM lamella analysis allowed to detect an increased concentration of alloying elements in the recast layer and also detected a change in crystal orientation due to WEDM.
Author Contributions
Funding
Conflicts of Interest
References
- Knight, W.A.; Boothroyd, G. Fundamentals of Metal Machining and Machine Tools, 3rd ed.; CRC Press: New York, NY, USA, 2005; ISBN 1574446592. [Google Scholar]
- Ho, K.H.; Newman, S.T. State of the art electrical discharge machining (EDM). Int. J. Mach. Tools Manuf. 2003, 43, 1287–1300. [Google Scholar] [CrossRef]
- Liao, Y.S.; Chen, S.T.; Lin, C.S. Development of a high precision table top versatile CNC wire-EDM for making intricate micro parts. J. Micromech. Microeng. 2004, 15, 245–253. [Google Scholar]
- Unune, D.R.; Mali, H.S. Experimental investigation on low-frequency vibrafon assisted micro-WEDM of Inconel 718. Eng. Sci. Technol. Int. J. 2017, 20, 222–231. [Google Scholar]
- Kumar, S.S.; Uthayakumar, M.; Kumaran, S.T.; Varol, T.; Canakci, A. Investigating the surface integrity of aluminium based composites machined by EDM. Def. Technol. 2019, 15, 338–343. [Google Scholar] [CrossRef]
- Feng, X.; Wong, Y.S.; Hong, G.S. Characterization and geometric modeling of single and over loping cratersin micro-EDM. Mach. Sci. Technol. 2016, 20, 79–98. [Google Scholar] [CrossRef]
- Surleraux, A.; Pernot, J.P.; Elkaseer, A.; Bigot, S. Iterative surface warping to shape cratersin micro-EDM simulation. Eng. Comput. 2016, 32, 517–531. [Google Scholar] [CrossRef] [Green Version]
- Han, F.; Jiang, J.; Yu, D. Influence of discharge current on machined surfaces by thermo-analysis in finish cut of WEDM. Int. J. Mach. Tools Manuf. 2007, 47, 1187–1196. [Google Scholar] [CrossRef]
- Giridharan, A.; Samuel, G.L. Modeling and analysis of crater formativ during wire electrical discharge turning (WEDT) process. Int. J. Adv. Manuf. Technol. 2015, 77, 1229–1247. [Google Scholar] [CrossRef]
- McGeough, J.A. Advanced Methods of Machining; Springer Science&Business Media: Berlin, Germany, 1988. [Google Scholar]
- Mouralova, K.; Klakurkova, L.; Matousek, R.; Prokes, T.; Hrdy, R.; Kana, V. Influence of the cut direction through the semi-finished producton the occurrence of cracks for X210Cr12 steel using WEDM. Arch. Civ. Mech. Eng. 2018, 18, 1318–1331. [Google Scholar] [CrossRef]
- Lipa, M.; Durocher, A.; Tivey, R.; Huber, T.; Schedler, B.; Weigert, J. The use of copper alloy CuCrZras a structural material for actively cooled plasma facing and invessel components. Fusion Eng. Des. 2005, 75, 469–473. [Google Scholar] [CrossRef]
- Thankachan, T.; Prakash, K.S.; Loganathan, M. WEDM process parameter optimization of FSPed copper-BN composites. Mater. Manuf. Process. 2018, 33, 350–358. [Google Scholar] [CrossRef]
- Nishida, F.B.; Marquardt, L.S.; Borges, V.; Santos, P.H.; Alves, T.A. Development of a copper heat pipe with axial grooves manufactured using wire electrical discharge machining (Wire-EDM). Adv. Mater. Res. 2015, 1120, 1325–1329. [Google Scholar] [CrossRef]
- Bhuiyan, M.; Shihab, B. Development of copper based miniature electrostatic actuator using WEDM with low actuation voltage. Microsyst. Technol. 2016, 22, 2749–2756. [Google Scholar] [CrossRef]
- Venkateswarlu, G.; Devaraj, P. Optimization of Machining Parametersin Wire EDM of Copper Using Taguchi Analysis. Int. J. Adv. Mater. Res. 2015, 1, 126–131. [Google Scholar]
- Ubale, S.B.; Deshmukh, S.D.; Ghosh, S. Artificial Neural Network based Modelling of Wire Electrical Discharge Machining on Tungsten-Copper Composite. Mater. Today Proc. 2018, 5, 5655–5663. [Google Scholar] [CrossRef]
- Rao, C.V.S.P.; Sarcar, M.M.M. Experimental study and development of mathemtical relations for machining copper using CNC WDEDM. Mater. Sci. Res. India 2008, 5, 417–422. [Google Scholar]
- Mouralova, K.; Kovar, J.; Klakurkova, L.; Blazik, P.; Kalivoda, M.; Kousal, P. Analysis of surface and subsurface layers after WEDM for Ti-6Al-4V with heat treatment. Measurement 2018, 116, 556–564. [Google Scholar] [CrossRef]
- Mouralova, K.; Benes, L.; Zahradnicek, R.; Bednar, J.; Hrabec, P.; Prokes, T.; Hrdy, R. Analysis of cut orientation through half-finished product using WEDM. Mater. Manuf. Process. 2019, 34, 70–82. [Google Scholar] [CrossRef]
- Mouralova, K.; Prokes, T.; Benes, L. Surface and Subsurface Layers Defects Analysis After WEDM Affecting the Subsequent Life time of Produced Components. Arab. J. Sci. Eng. 2019, 44, 7723–7735. [Google Scholar] [CrossRef]
- Montgomery, D.C. Design and Analysis of Experiments, 8th ed.; John Wiley and Sons: Hoboken, NJ, USA, 2013; ISBN 978-1118146927-X. [Google Scholar]
- Geometrical Product Specifications (GPS)—Surface Texture: Areal-Part 2: Terms, Definitions and Surface Texture Parameters; International Organization for Standardization: Geneva, Switzerland, 2012.
- Geometrical Product Specifications (GPS)—Surface Texture: Profile Method-Terms, Definitions and Surface Texture Parameters; International Organization for Standardization: Geneva, Switzerland, 1997.
- Mouralova, K.; Kovar, J.; Klakurkova, L.; Prokes, T.; Horynova, M. Comparison of morfology and topography of surfaces of WEDM machined structural materials. Measurement 2017, 104, 12–20. [Google Scholar] [CrossRef]
- Kumar, A.; Kumar, V.; Kumar, J. Surface crack density and recastlayer thickness analysis in WEDM process through response surface methodology. Mach. Sci. Technol. 2016, 20, 201–230. [Google Scholar] [CrossRef]
- Zhang, C. Study of small cracks on nanocomposite ceramics cut by WEDM. Int. J. Adv. Manuf. Technol. 2016, 83, 187–192. [Google Scholar] [CrossRef]
- Yan, M.T.; Lai, Y.P. Surface quality improvement of wire-EDM using a fine-finish power supply. Int. J. Mach. Tools Manuf. 2007, 47, 1686–1694. [Google Scholar] [CrossRef]
- Mouralova, K.; Prokes, T.; Benes, L.; Sliwkova, P. Analysis of Subsurface Defects Occurrence in Abrasion Resistant Creusabro Steel after WEDM including the Study of Morphology and Surface Topography. Mach. Sci. Technol. 2019, 237, 721–733. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Number of Sample | Gap Voltage (V) | Pulse on Time (µs) | Pulse off Time (µs) | Wire Speed (m·min−1) | Discharge Current (A) | Number of Sample | Gap Voltage (V) | Pulse on Time (µs) | Pulse off Time (µs) | Wire Speed (m·min−1) | Discharge Current (A) |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 70 | 8 | 40 | 12 | 30 | 18 | 60 | 8 | 40 | 12 | 30 |
| 2 | 60 | 8 | 30 | 12 | 30 | 19 | 60 | 8 | 40 | 12 | 30 |
| 3 | 60 | 8 | 40 | 12 | 25 | 20 | 70 | 6 | 50 | 14 | 25 |
| 4 | 60 | 10 | 40 | 12 | 30 | 21 | 50 | 6 | 30 | 14 | 25 |
| 5 | 50 | 8 | 40 | 12 | 30 | 22 | 60 | 8 | 40 | 12 | 30 |
| 6 | 60 | 8 | 50 | 12 | 30 | 23 | 70 | 10 | 30 | 14 | 25 |
| 7 | 60 | 6 | 40 | 12 | 30 | 24 | 50 | 6 | 50 | 10 | 25 |
| 8 | 60 | 8 | 40 | 12 | 35 | 25 | 60 | 8 | 40 | 12 | 30 |
| 9 | 60 | 8 | 40 | 10 | 30 | 26 | 50 | 10 | 50 | 14 | 25 |
| 10 | 60 | 8 | 40 | 14 | 30 | 27 | 50 | 10 | 30 | 10 | 25 |
| 11 | 60 | 8 | 40 | 12 | 30 | 28 | 50 | 6 | 50 | 14 | 35 |
| 12 | 50 | 6 | 30 | 10 | 35 | 29 | 50 | 10 | 50 | 10 | 35 |
| 13 | 70 | 10 | 50 | 10 | 25 | 30 | 70 | 6 | 30 | 14 | 35 |
| 14 | 70 | 10 | 30 | 10 | 35 | 31 | 50 | 10 | 30 | 14 | 35 |
| 15 | 60 | 8 | 40 | 12 | 30 | 32 | 60 | 8 | 40 | 12 | 30 |
| 16 | 70 | 6 | 50 | 10 | 35 | 33 | 70 | 6 | 30 | 10 | 25 |
| 17 | 70 | 10 | 50 | 14 | 35 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mouralova, K.; Benes, L.; Prokes, T.; Bednar, J.; Zahradnicek, R.; Jankovych, R.; Fries, J.; Vontor, J. Analysis of the Machinability of Copper Alloy Ampcoloy by WEDM. Materials 2020, 13, 893. https://doi.org/10.3390/ma13040893
Mouralova K, Benes L, Prokes T, Bednar J, Zahradnicek R, Jankovych R, Fries J, Vontor J. Analysis of the Machinability of Copper Alloy Ampcoloy by WEDM. Materials. 2020; 13(4):893. https://doi.org/10.3390/ma13040893
Chicago/Turabian StyleMouralova, Katerina, Libor Benes, Tomas Prokes, Josef Bednar, Radim Zahradnicek, Robert Jankovych, Jiri Fries, and Jakub Vontor. 2020. "Analysis of the Machinability of Copper Alloy Ampcoloy by WEDM" Materials 13, no. 4: 893. https://doi.org/10.3390/ma13040893
APA StyleMouralova, K., Benes, L., Prokes, T., Bednar, J., Zahradnicek, R., Jankovych, R., Fries, J., & Vontor, J. (2020). Analysis of the Machinability of Copper Alloy Ampcoloy by WEDM. Materials, 13(4), 893. https://doi.org/10.3390/ma13040893