Very High Cycle Fatigue (VHCF) Characteristics of Carbon Fiber Reinforced Plastics (CFRP) under Ultrasonic Loading

Abstract
:1. Introduction
2. Materials and Methods
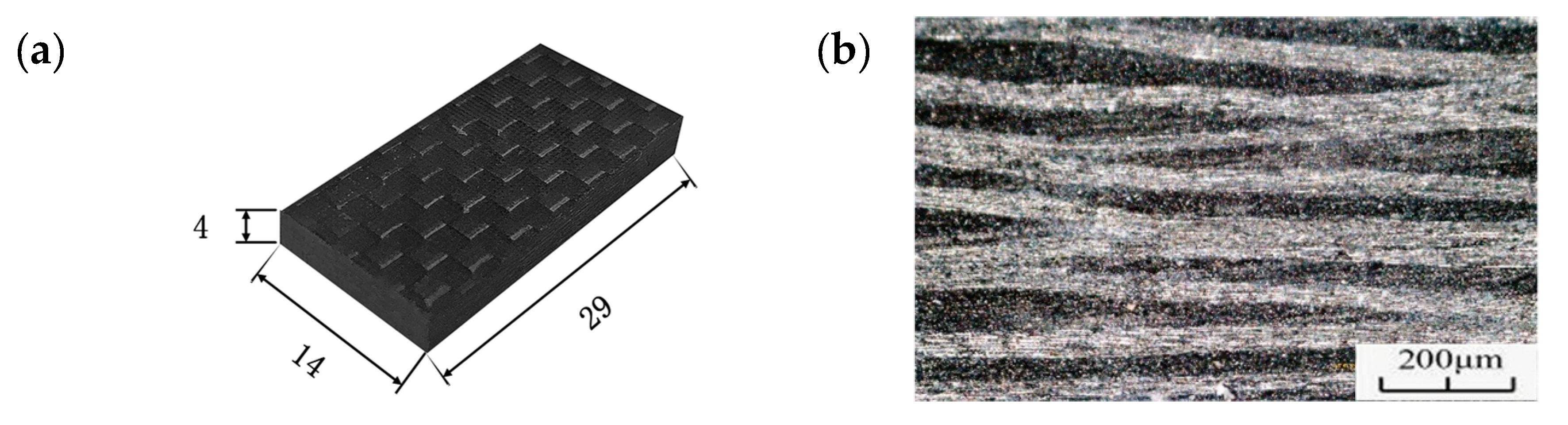
2.1. CFRP Specimens
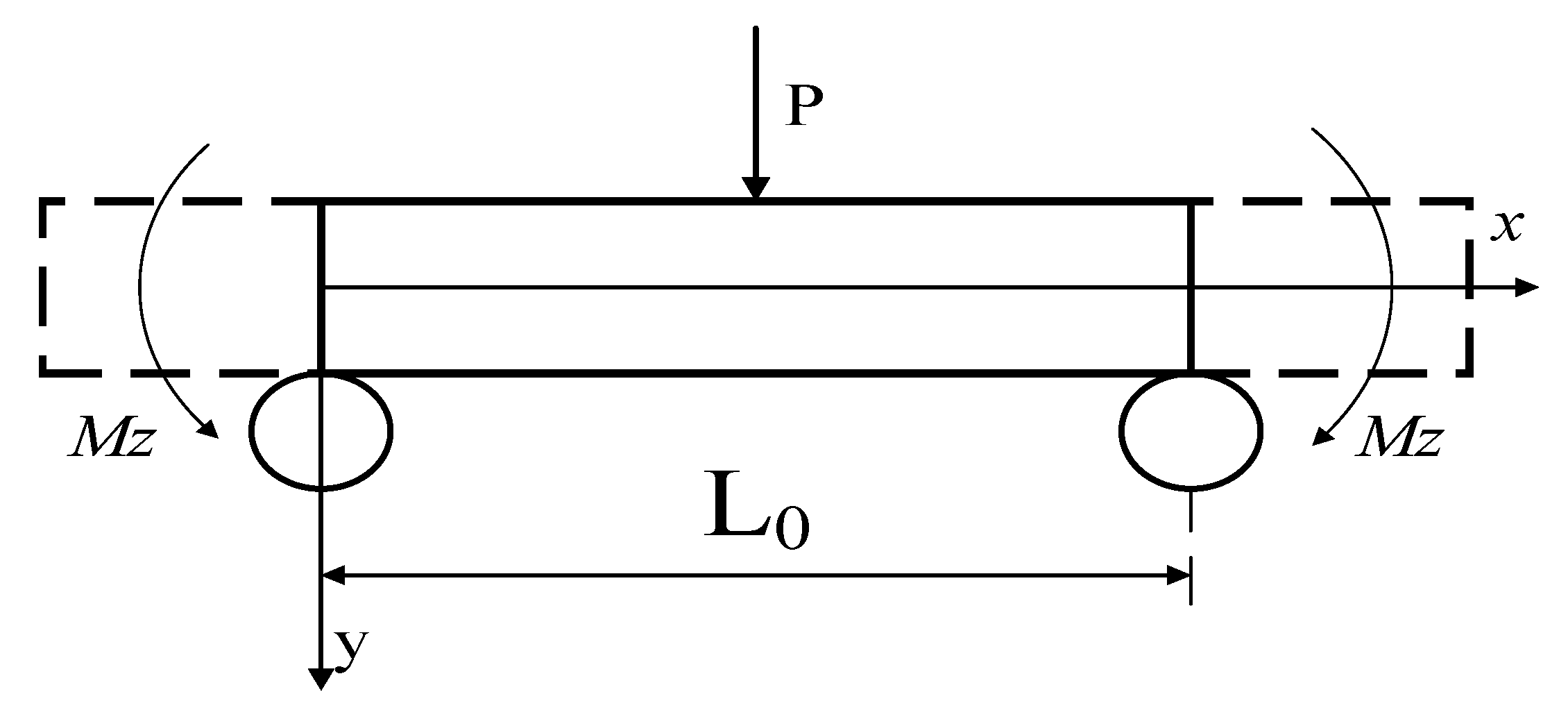
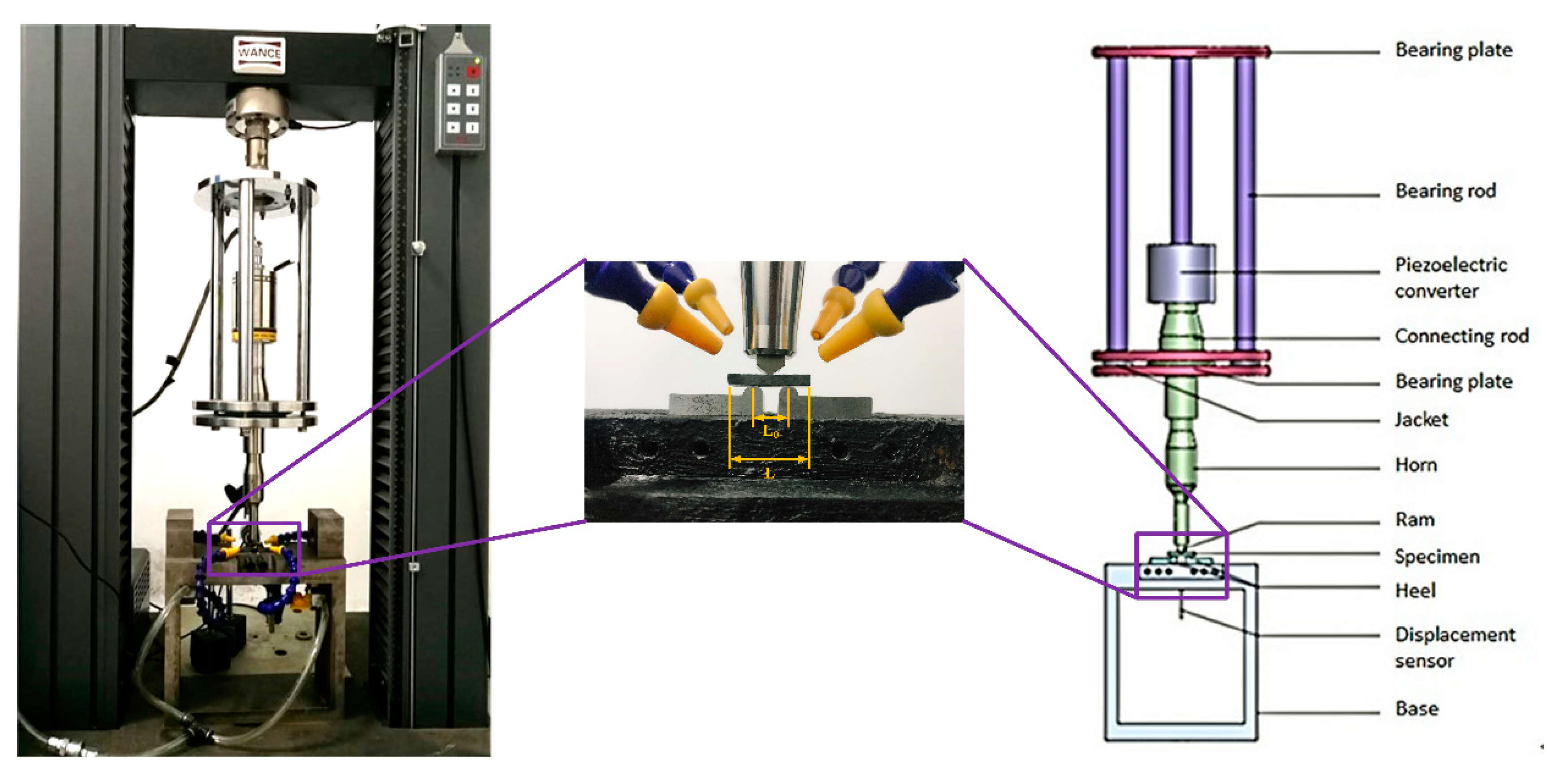
2.2. Test Apparatus
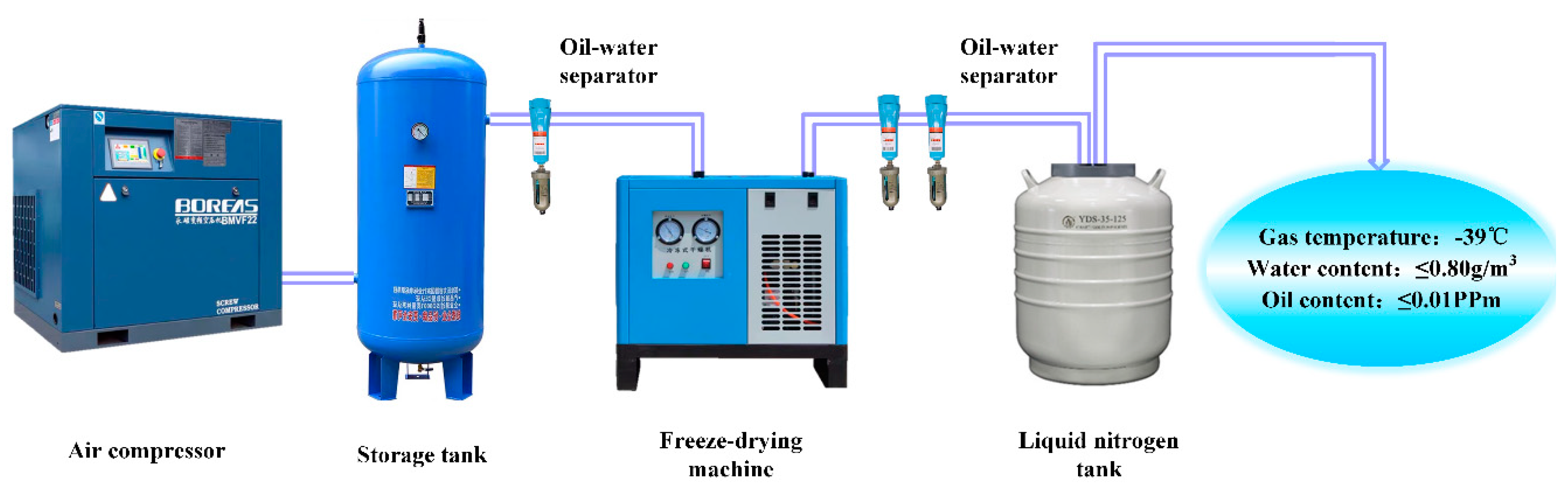
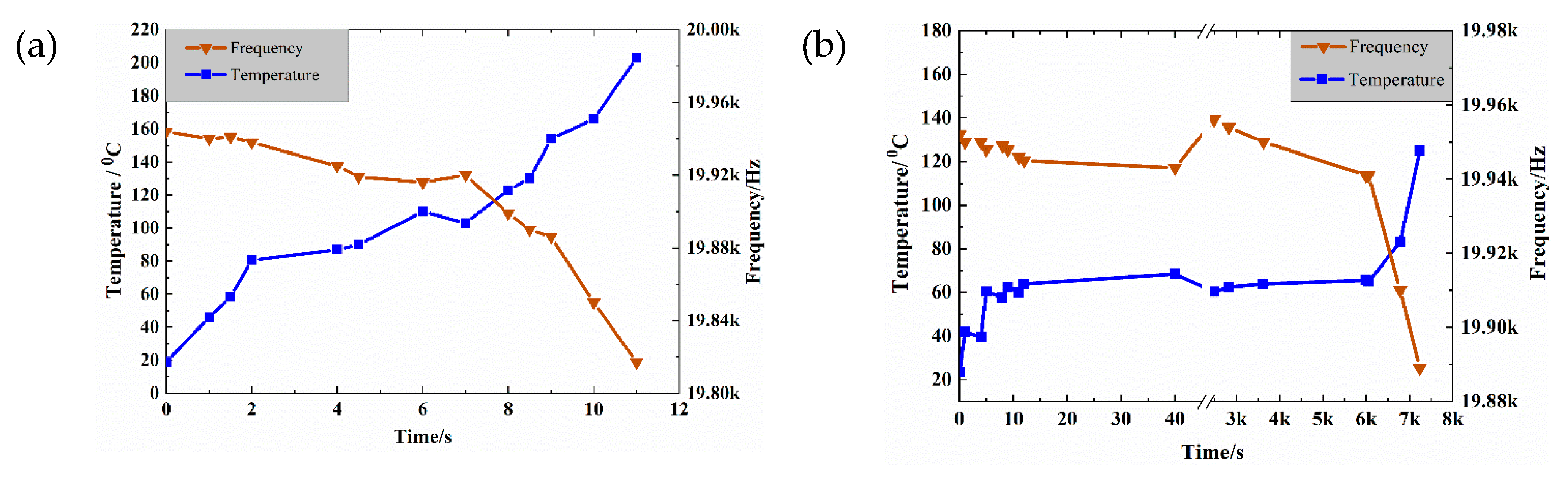
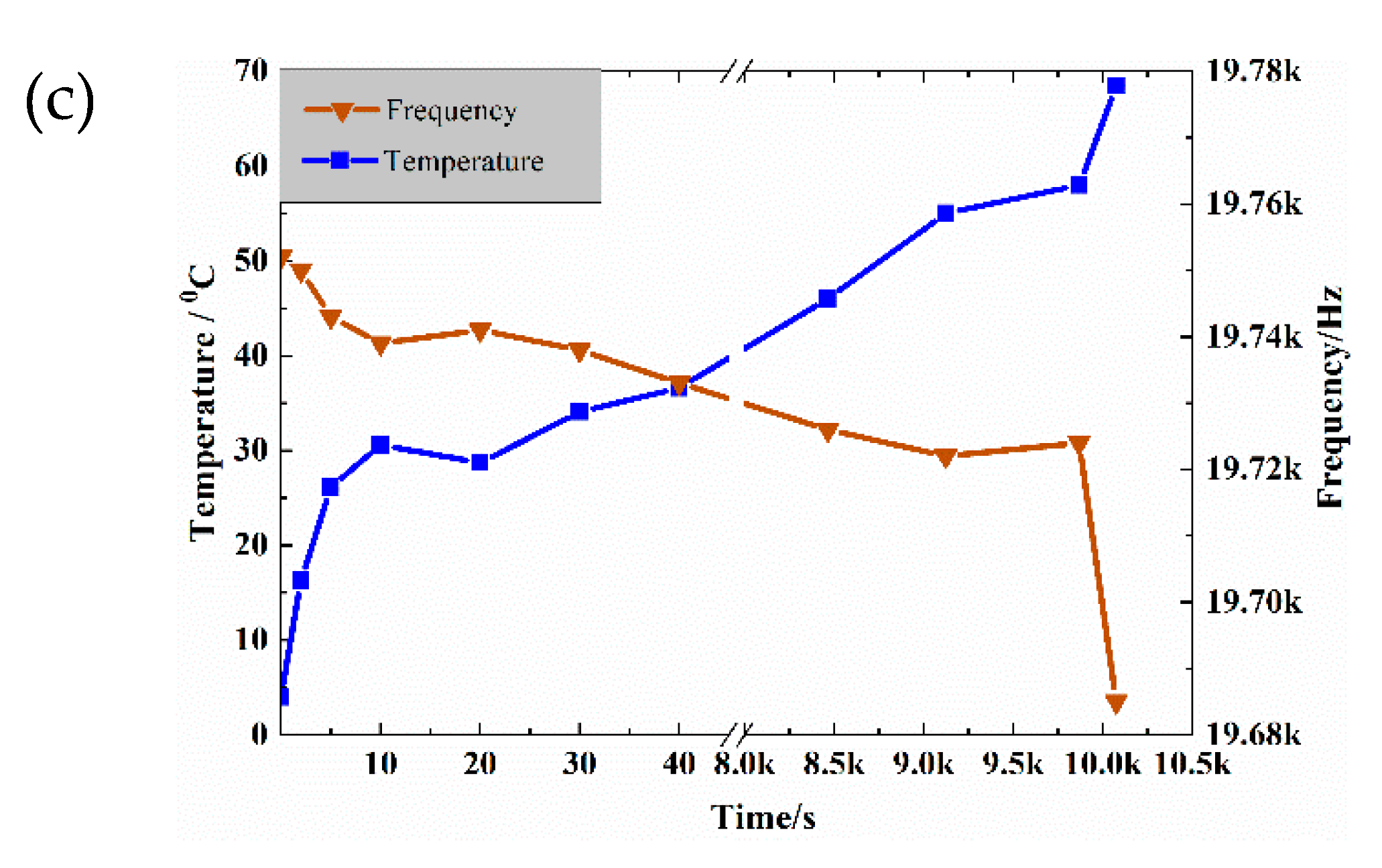
2.3. Cooling Method
3. Results and Discussion
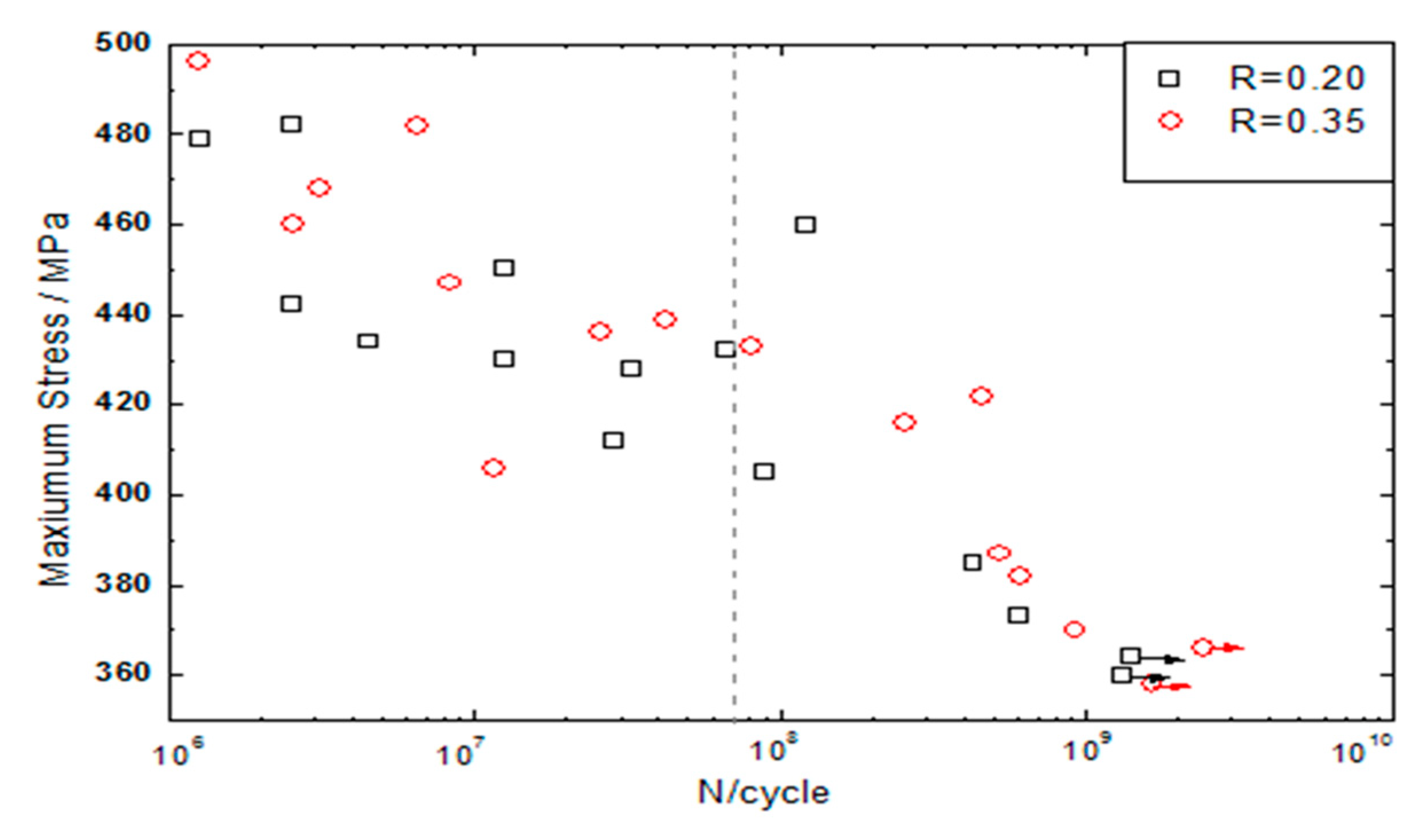
3.1. S-N Curve
3.2. Characteristics of the VHCF
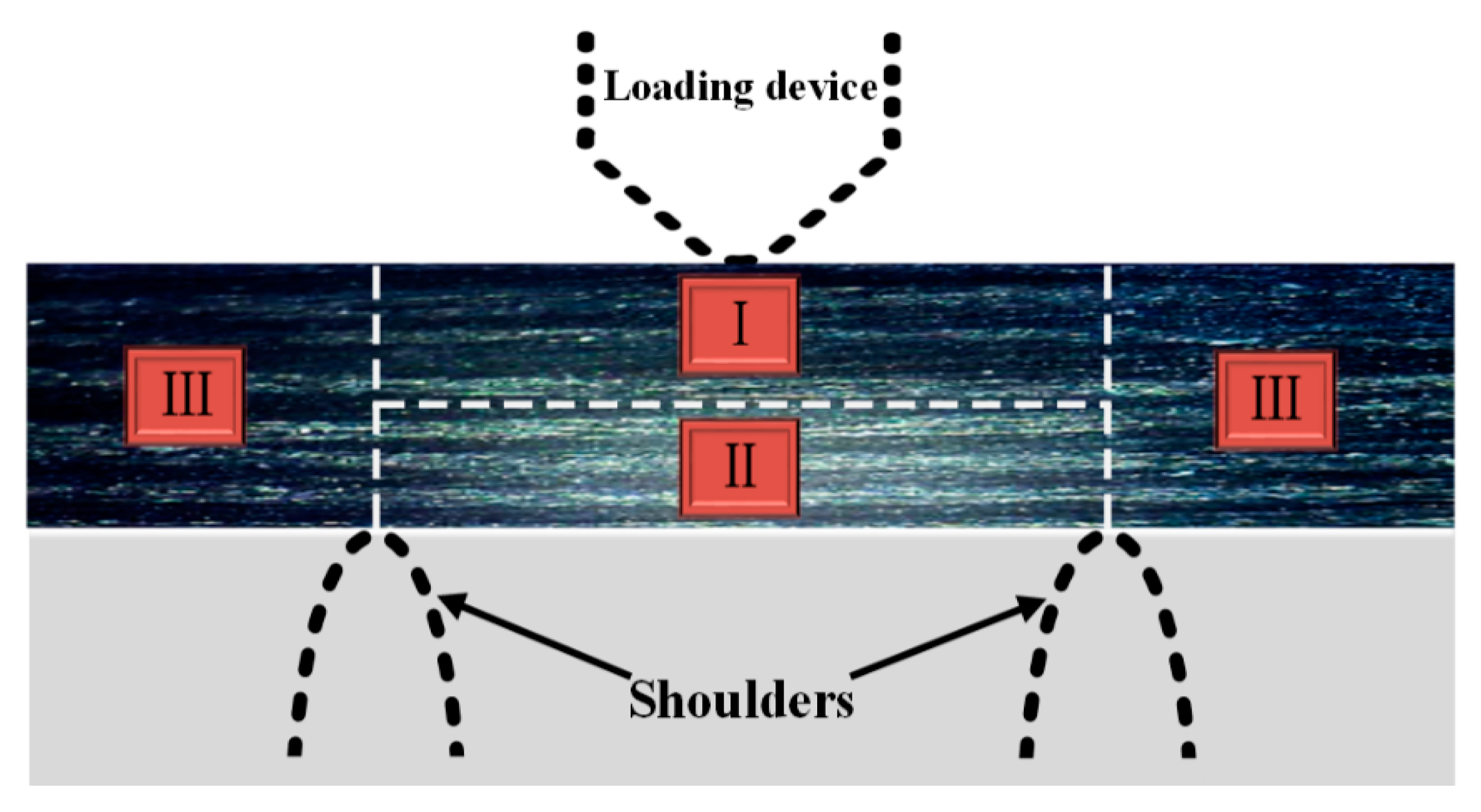
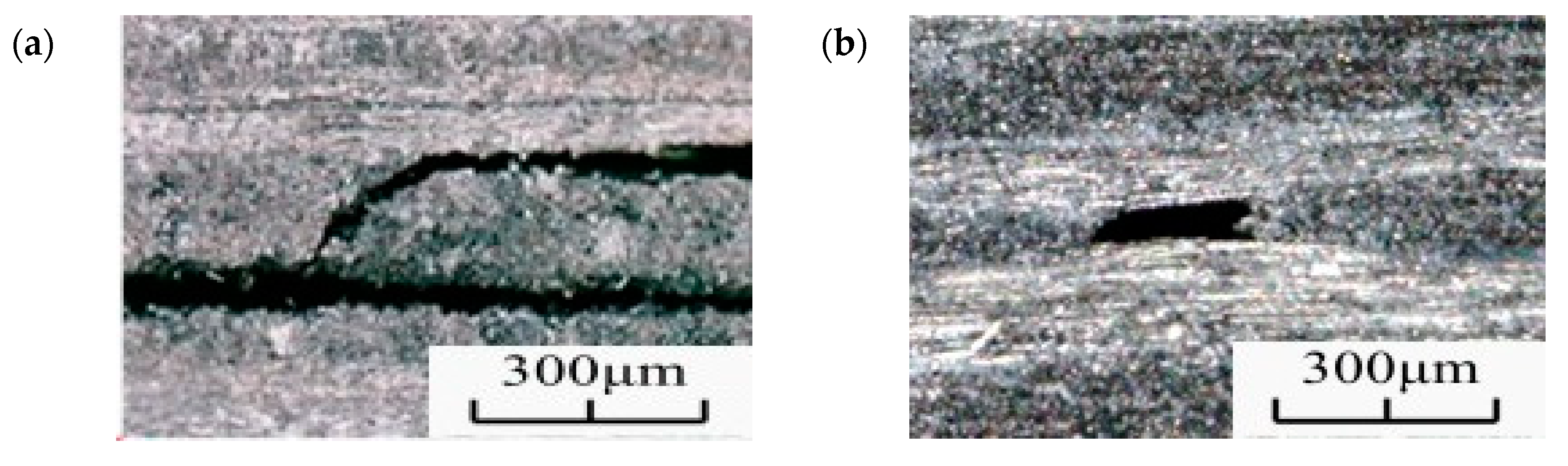
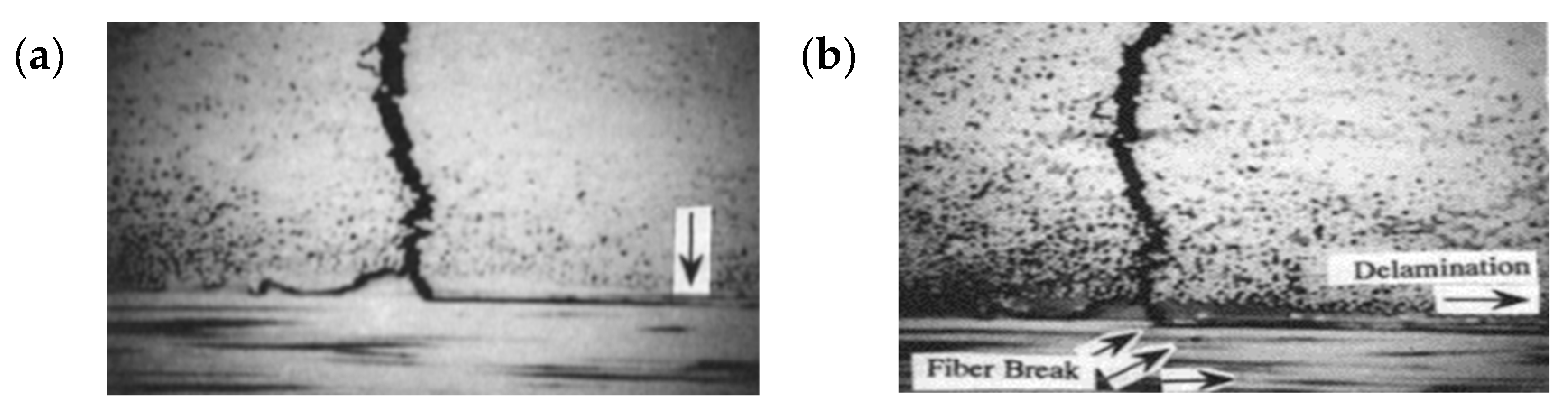
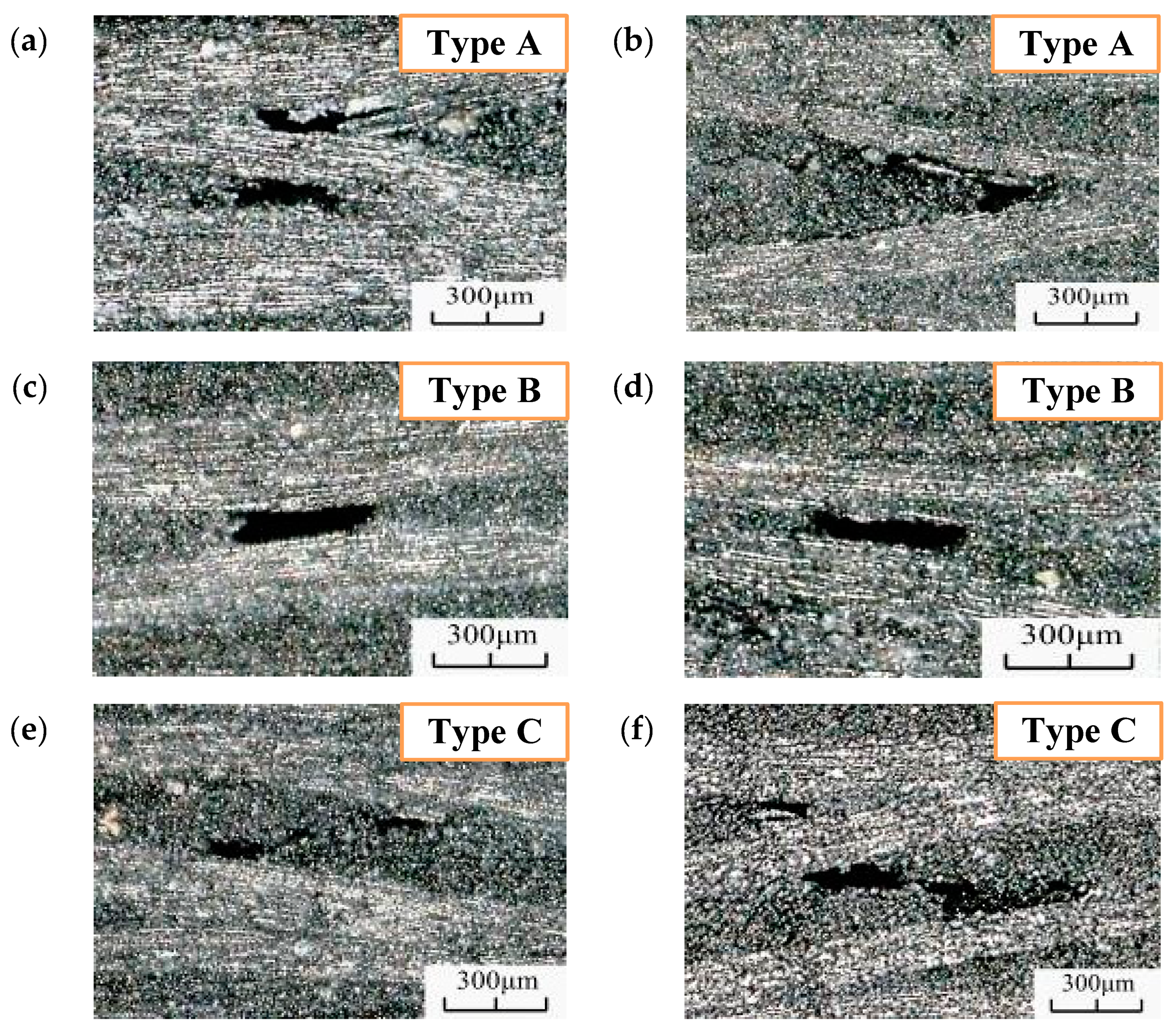
3.2.1. Damage Morphology of the CFRP
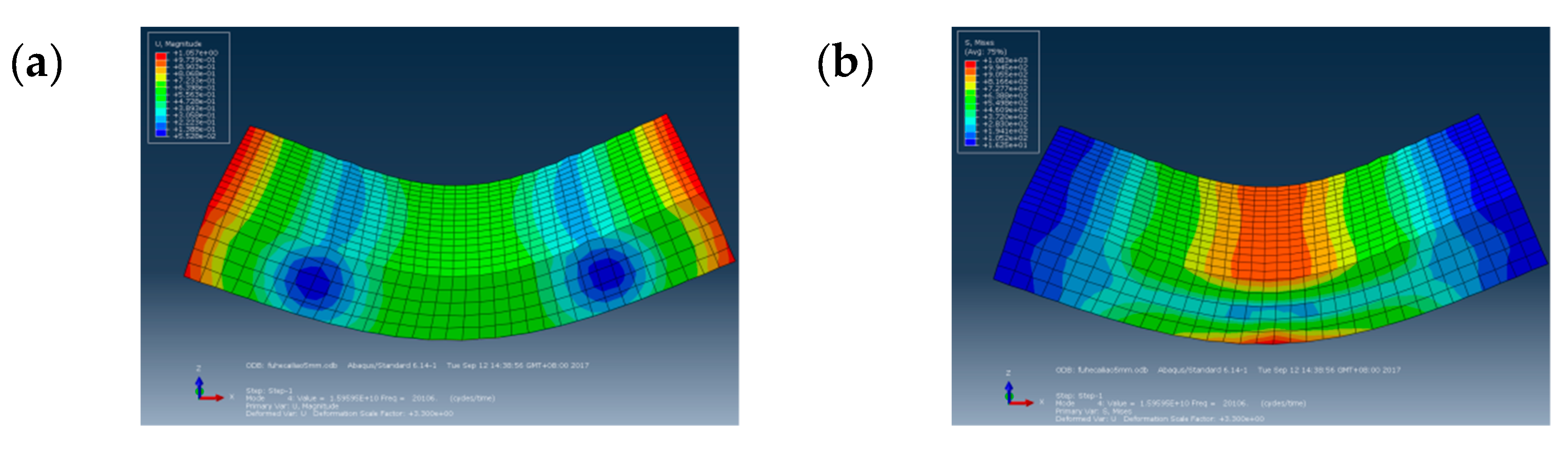
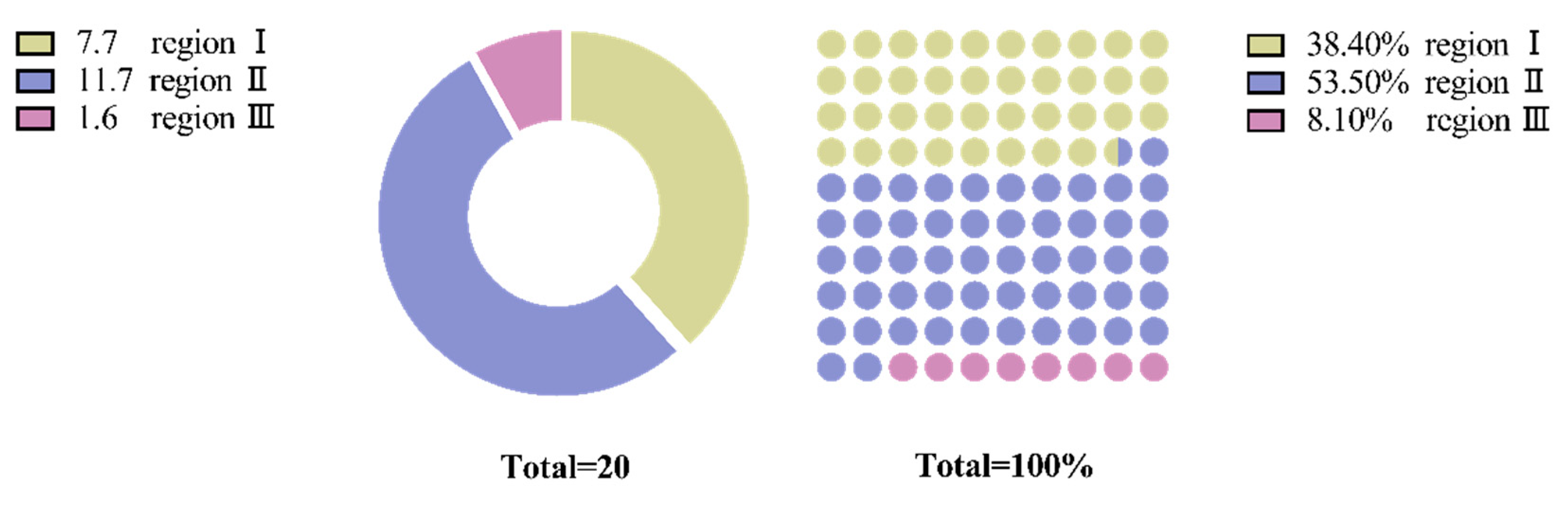
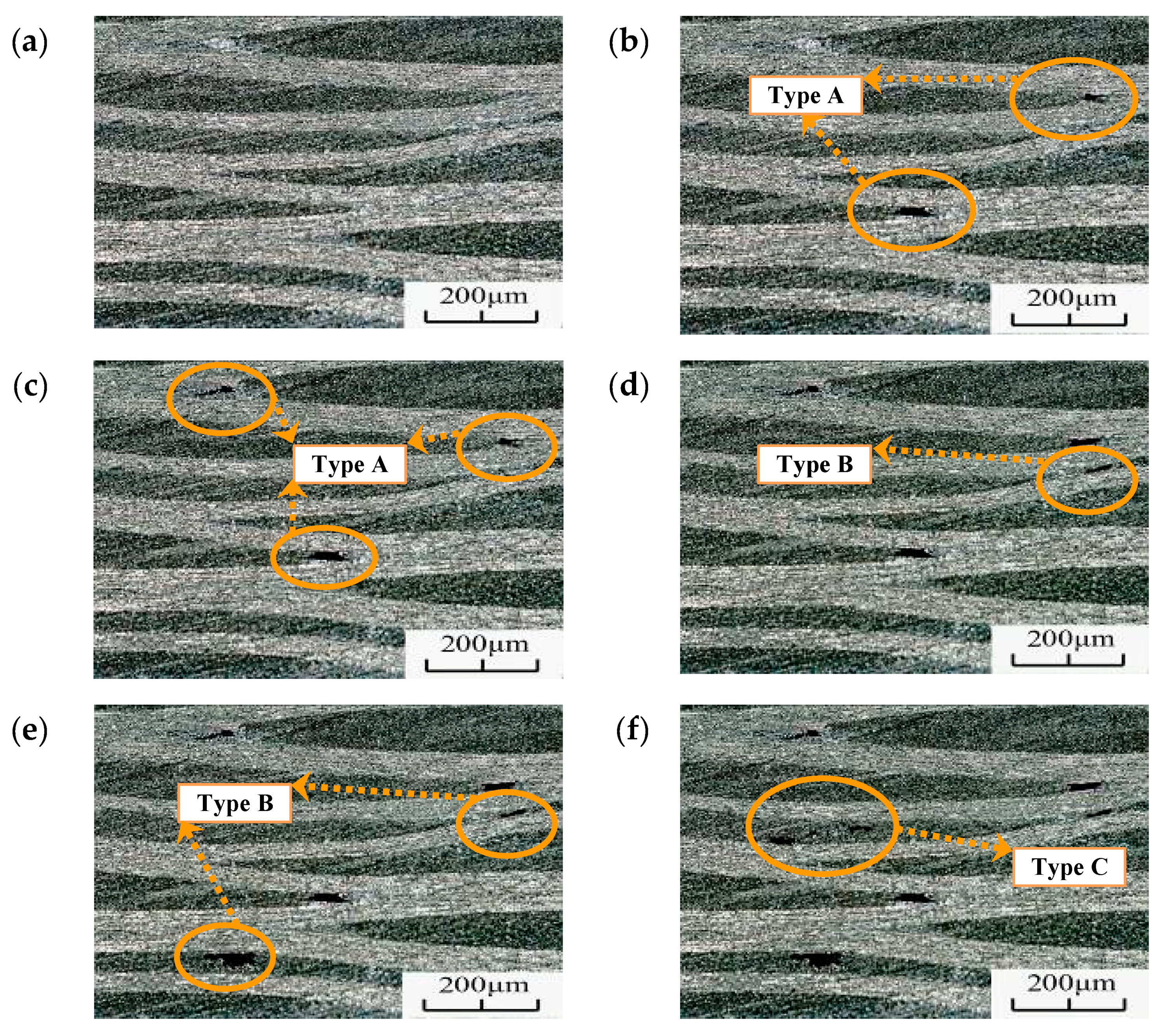
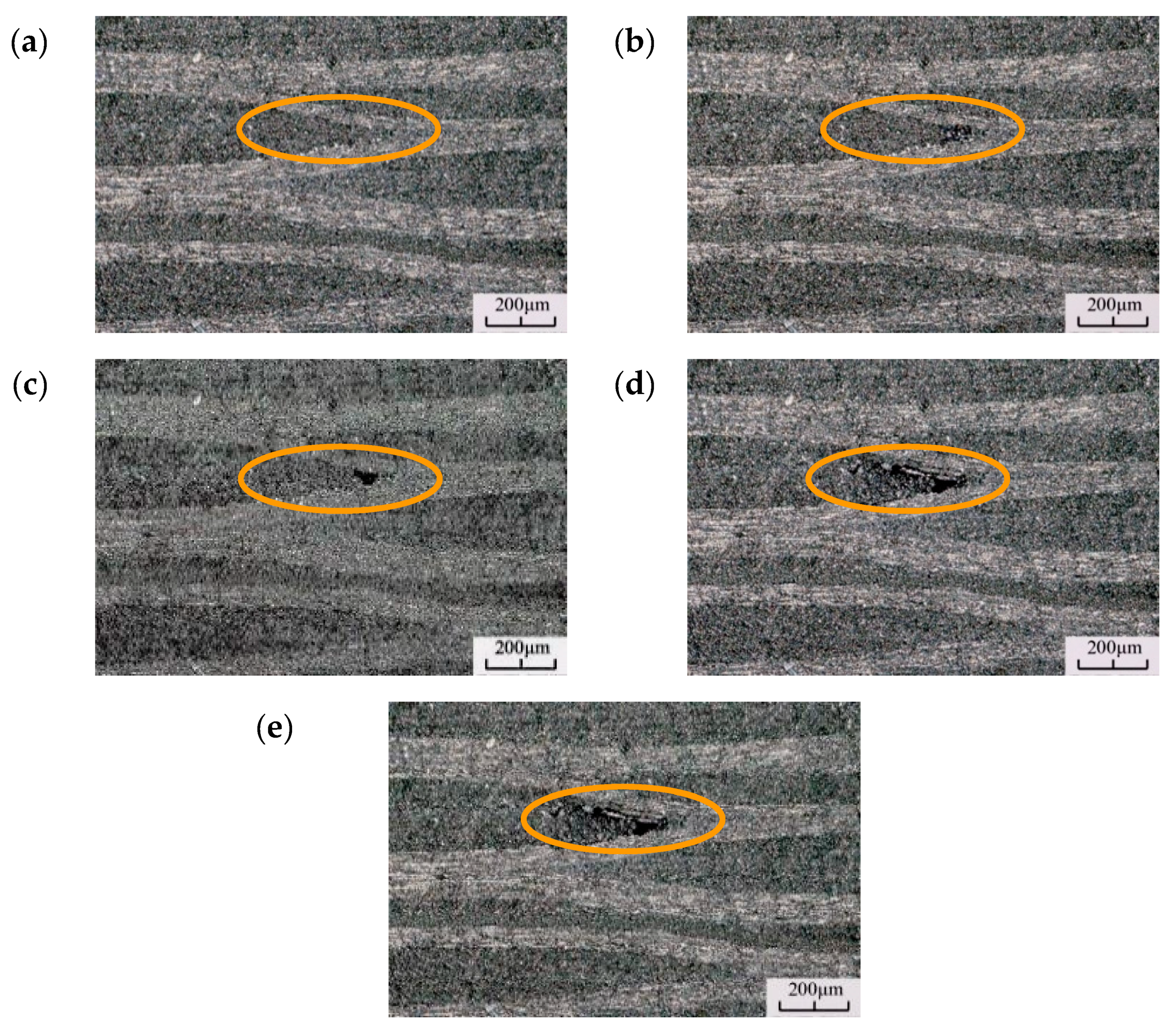
3.2.2. Damage Evolution in the CFRP Specimens
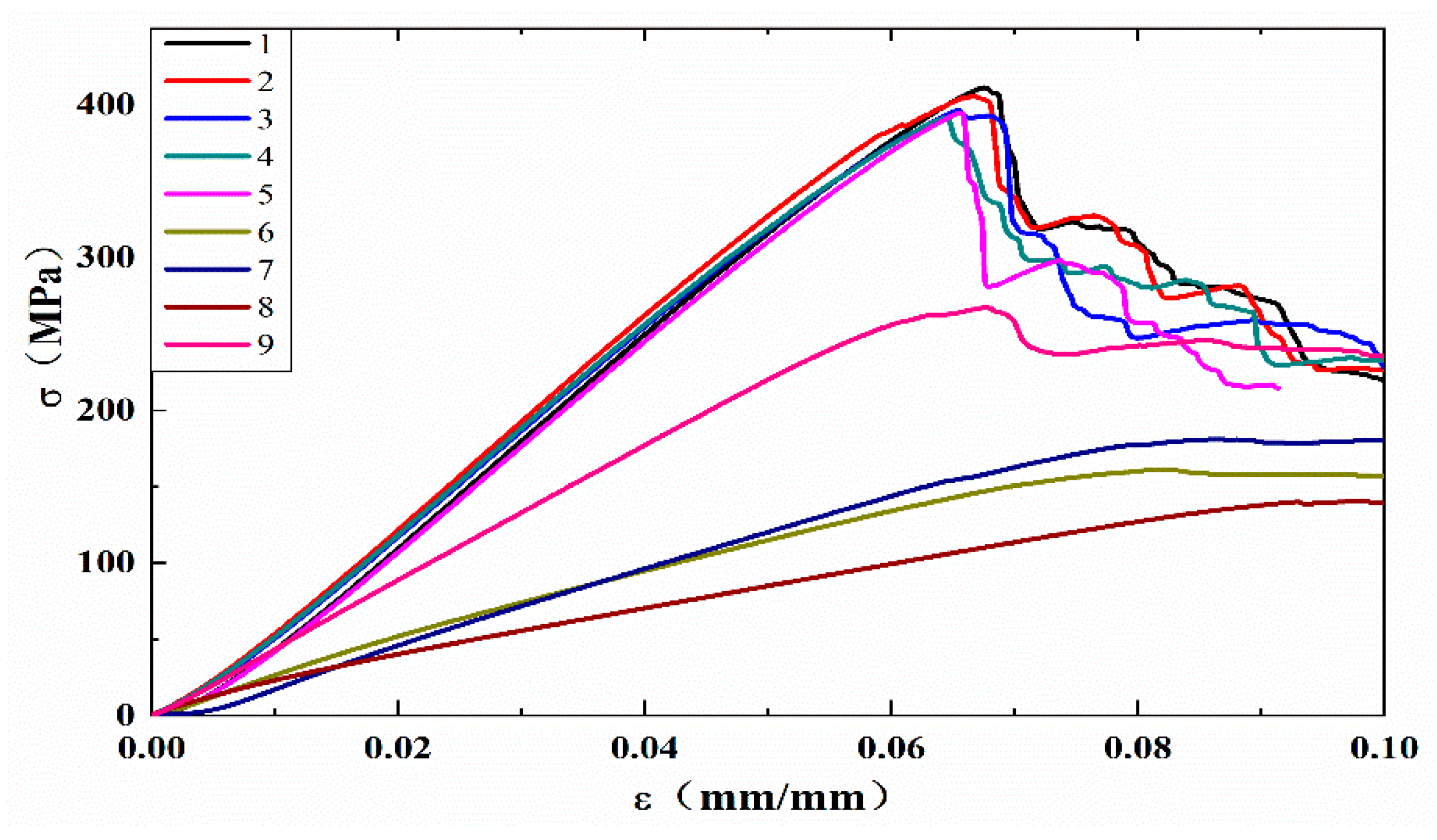
3.3. Mechanical Properties
3.4. Evolution Threshold
4. Conclusions
- (1)
- A liquid nitrogen cooling device was designed and its efficiency was compared to that of compressed cold air cooling and intermittent loading.
- (2)
- According to the S-N curve of CFRP material, the evolution process and competition mechanism of CFRP from high cycle fatigue to very high cycle fatigue are revealed, and the evolution threshold is established.
- (3)
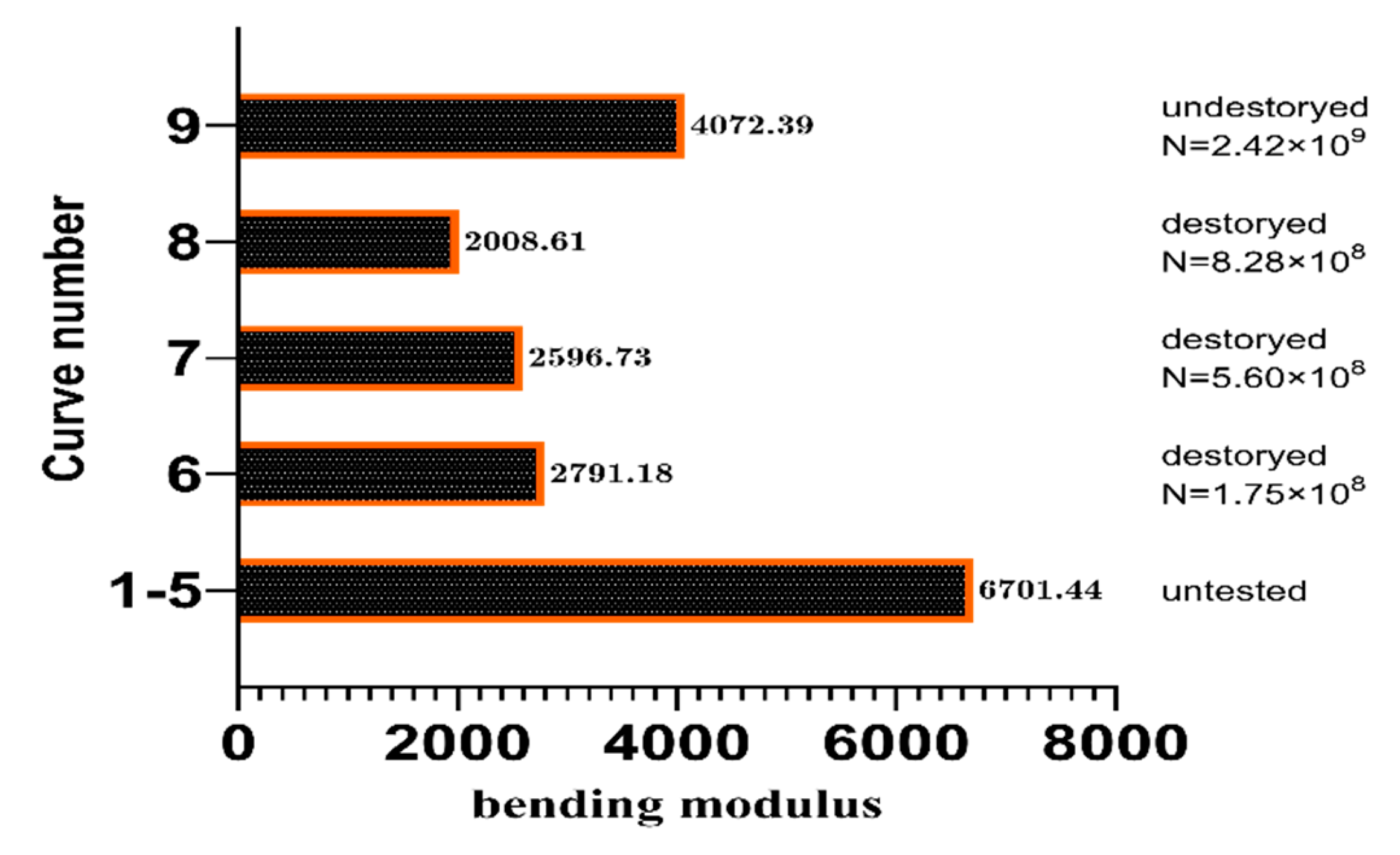
- The comparison of the flexural modulus of the specimens before and after the test indicated that very high cycle fatigue significantly reduced the flexural modulus of the specimen. Consequently, the influence of VHCF on the material properties was manifested as a significant decrease in the bending modulus of the specimen.
- (4)
- In situ microscopic observations showed that a very high cycle fatigue failure morphology was obtained in the CFRP. The different fatigue failure morphologies were generated in a different order.
Author Contributions
Funding
Conflicts of Interest
References
- Paris, P.; Bathias, C. Gigacycle Fatigue in Mechanical Practice // Ultrasonic Fatigue Concepts; CRC Press: Boca Raton, FL, USA, 2004. [Google Scholar]
- Backe, D.; Balle, F.; Helfen, T.; Rabe, U.; Hirsekorn, S.; Sklarczyk, C.; Eifler, D.; Boiler, C. Ultrasonic Fatigue Testing System Combined with Online Nondestructive Testing for Carbon Fiber Reinforced Composites. Suppl. Proc. Mater. Prop. Charact. Model. Vol. 2012, 2, 855–862. [Google Scholar]
- Papakyriacou, M.; Schijve, J.; Stanzl-Tschegg, S.E. Fatigue crack growth behaviour of fiber-metal laminate glare-1 and metal laminate 7475 with different blunt notches. Fatigue Fract. Eng. Mater. Struct. 1997, 20, 1573–1584. [Google Scholar] [CrossRef]
- Komanduri, R. Machining fiber-reinforced composites. (includes related article). Mach. Sci. Technol. 1997, 1, 113–152. [Google Scholar] [CrossRef]
- Flore, D.; Wegener, K.; Mayer, H.; Karr, U.; Oetting, C.C. Investigation of the high and very high cycle fatigue behaviour of continuous fibre reinforced plastics by conventional and ultrasonic fatigue testing. Compos. Sci. Technol. 2017, 141, 130–136. [Google Scholar] [CrossRef]
- Mathieson, H.; Fam, A. High cycle fatigue under reversed bending of sandwich panels with GFRP skins and polyurethane foam core. Compos. Struct. 2014, 113, 31–39. [Google Scholar] [CrossRef]
- Kennedy, R.C.; Bradaigh, O.M.C.; Leen, B.S. A multiaxial fatigue damage model for fibre reinforced polymer composites. Compos Struct. 2013, 106, 201–210. [Google Scholar] [CrossRef] [Green Version]
- Cheng, L.; Jiao, S.B.; Li, Q.T.; Chen, J. Very High Cyclefatigue and Fracture; National Defense Industry Press: Beijing, China, March 2017. [Google Scholar]
- Adam, T.J.; Horst, P. Experimental investigation of the very high cycle fatigue of GFRP [90/0]s cross-ply specimens subjected to high-frequency four-point bending. Compos. Sci. Technol. 2014, 101, 62–70. [Google Scholar] [CrossRef]
- Koch, I.; Just, G.; Koschichow, R.; Hanke, U.; Gude, M. Guided bending experiment for the characterisation of CFRP in VHCF-loading. Polym. Test. 2016, 54, 12–18. [Google Scholar] [CrossRef]
- Carlile, D.; Leach, D.; Moore, D.; Zahlan, N. Mechanical Properties of the Carbon Fibre/PEEK Composite APC-2/AS4 for Structural Applications; ASTM STP 1044; ASTM: Philadelphia, PA, USA, 1989; pp. 199–212. [Google Scholar]
- Curtis, D.; Davies, M.; Moore, D.; Slater, B. Fatigue Behaviour of Continuous Carbon Fiber-Reinforced PEEK; ASTM STP 1110; ASTM: Philadelphia, PA, USA, 1991; pp. 581–595. [Google Scholar]
- Couillard, R.; Schwartz, P. Bending fatigue of carbon-fiber-reinforced epoxy composite strands. Compos. Sci. Technol. 1997, 57, 229–235. [Google Scholar] [CrossRef]
- Silvain, A.M.; Rolf, K.; Hans, J.M. Fatigue strength of carbon fibre composites up to the gigacycle regime (gigacycle-composites). Int. J. Fatigue 2006, 28, 261–270. [Google Scholar]
- Gude, M.; Hufenbach, W.; Koch, I.; Koschichow, R. Fatigue Testing of Carbon Fibre Reinforced Polymers under VHCF Loading. Procedia Mater. Sci. 2013, 2, 18–24. [Google Scholar] [CrossRef] [Green Version]
- Backe, D.; Balle, F.; Eifler, D. Fatigue testing of CFRP in the Very High Cycle Fatigue (VHCF) regime at ultrasonic frequencies. Compos. Sci. Technol. 2015, 106, 93–99. [Google Scholar] [CrossRef]
- Zhang, Y.T.; Zou, B.C. Research on vibration frequency of full-prestressed concrete beam based on anisotropic complex material. J. Railw. Eng. Soc. 2006, 98, 34–42. [Google Scholar]
- Horst, P.; Adam, T.J.; Lewandrowski, M.; Begemann, B.; Nolte, F. Very High Cycle Fatigue—Testing Methods. IOP Conf. Ser. Mater. Sci. Eng. 2018, 388, 012004. [Google Scholar] [CrossRef]
- Xue, H.Q. Ultrasonic Bending Fatigue Test Device. Chinese Patent CN 101819114 B, 30 July 2012. [Google Scholar]
- Backe, D.; Balle, F.; Eifler, D. Three Point Bending Fatigue of Carbon Fiber Fabric Reinforced Polyphenylensulfide in the Very High Cycle Fatigue Regime. Key Eng. Mater. 2015, 664, 47–54. [Google Scholar] [CrossRef]
- Bathias, C. Piezoelectric fatigue testing machines and devices. Int. J. Fatigue 2006, 28, 1438–1445. [Google Scholar] [CrossRef]
- Hosoi, A.; Takamura, K.; Sato, N.; Kawada, H. Quantitative evaluation of fatigue damage growth in CFRP laminates that changes due to applied stress level. Int. J. Fatigue 2011, 33, 781–787. [Google Scholar] [CrossRef]
- Hosoi, A.; Arao, Y.; Karasawa, H.; Kawada, H. High-cycle fatigue characteristics of quasi-isotropic CFRP laminates. Adv. Compos. Mater. 2007, 16, 151–166. [Google Scholar] [CrossRef] [Green Version]
- Hosoi, A.; Kawada, H.; Yoshino, H. Fatigue characteristic of quasi-isotropic CFRP laminates subjected to variable amplitude cyclic two-stage loading. Int. J. Fatigue 2006, 28, 1284–1289. [Google Scholar] [CrossRef]
- Xiao, X.R.; Al-Hmouz, I. Effect of load frequency on the tensile fatigue behaviour of angle-ply AS4/PEEK. In Proceedings of the 11th International Conference on Composite Materials, ICCM-11, Gold Coast, Australia, 14–18 July 1997; pp. 124–134. [Google Scholar]
- Holmes, J.W.; Shuler, S.F. Temperature rise during fatigue of fibre-reinforced ceramics. J. Mater. Sci. Lett. 1990, 9, 1290–1291. [Google Scholar] [CrossRef]
- Staehler, J.M.; Mall, S.; Zawada, L.P. Frequency dependence of high cycle fatigue behavior of CVI C/SiC at room temperature. Compos. Sci. Technol. 2003, 63, 2121–2131. [Google Scholar] [CrossRef]
- Backe, D.; Balle, F. Ultrasonic fatigue and microstructural characterization of carbon fiber fabric reinforced polyphenylene sulfide in the very high cycle fatigue regime. Compos. Sci. Technol. 2003, 126, 115–121. [Google Scholar] [CrossRef]
- Nobuo, T.; Shinji, O. Initiation and growth of delamination from the tips of transverse cracks in CFRP cross-ply laminates. Compos. Sci. Technol. 1994, 52, 309–318. [Google Scholar]
- Wong, A.K.; Kirby, G.C. A hybrid numerical/experimental technique for determining the heat dissipated during low cycle fatigue. Eng. Fract. Mech. 1990, 37, 493–504. [Google Scholar] [CrossRef]
- Lotter, R.E.; Santare, M.H. Analysis of mode 1 and mode 2 interlaminar fracture specimen by a comparative finite dement method. Compos Sci. Technol. 1991, 40, 87–107. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| E1/GPa | E2/GPa | E3/GPa | υ12 | υ13 | υ23 | G1/GPa | G2/GPa | G3/GPa |
|---|---|---|---|---|---|---|---|---|
| 144.70 | 9.65 | 9.65 | 0.30 | 0.30 | 0.45 | 5.2 | 5.2 | 3.4 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cui, W.; Chen, X.; Chen, C.; Cheng, L.; Ding, J.; Zhang, H. Very High Cycle Fatigue (VHCF) Characteristics of Carbon Fiber Reinforced Plastics (CFRP) under Ultrasonic Loading. Materials 2020, 13, 908. https://doi.org/10.3390/ma13040908
Cui W, Chen X, Chen C, Cheng L, Ding J, Zhang H. Very High Cycle Fatigue (VHCF) Characteristics of Carbon Fiber Reinforced Plastics (CFRP) under Ultrasonic Loading. Materials. 2020; 13(4):908. https://doi.org/10.3390/ma13040908
Chicago/Turabian StyleCui, Wenbin, Xuan Chen, Chao Chen, Li Cheng, Junliang Ding, and Hui Zhang. 2020. "Very High Cycle Fatigue (VHCF) Characteristics of Carbon Fiber Reinforced Plastics (CFRP) under Ultrasonic Loading" Materials 13, no. 4: 908. https://doi.org/10.3390/ma13040908
APA StyleCui, W., Chen, X., Chen, C., Cheng, L., Ding, J., & Zhang, H. (2020). Very High Cycle Fatigue (VHCF) Characteristics of Carbon Fiber Reinforced Plastics (CFRP) under Ultrasonic Loading. Materials, 13(4), 908. https://doi.org/10.3390/ma13040908