Biocomposites from Rice Straw Nanofibers: Morphology, Thermal and Mechanical Properties


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of Rice Fibers
2.3. Preparation of Rice Nanofibers
2.4. Characterization of Rice Nanofibers
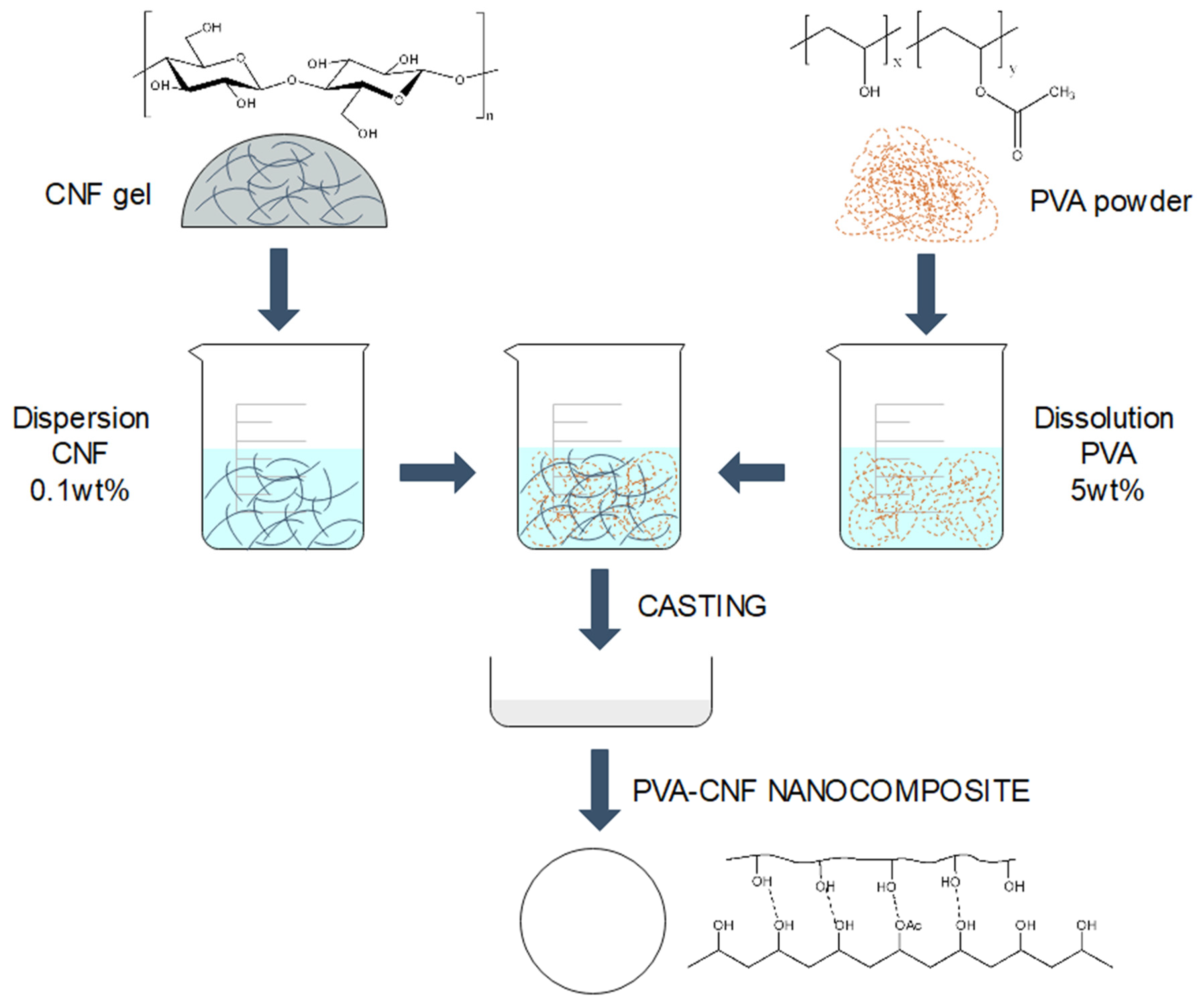
2.5. Preparation of PVA-Rice Nanocomposites
2.6. Characterization of PVA-Rice Nanocomposites
3. Results and Discussion
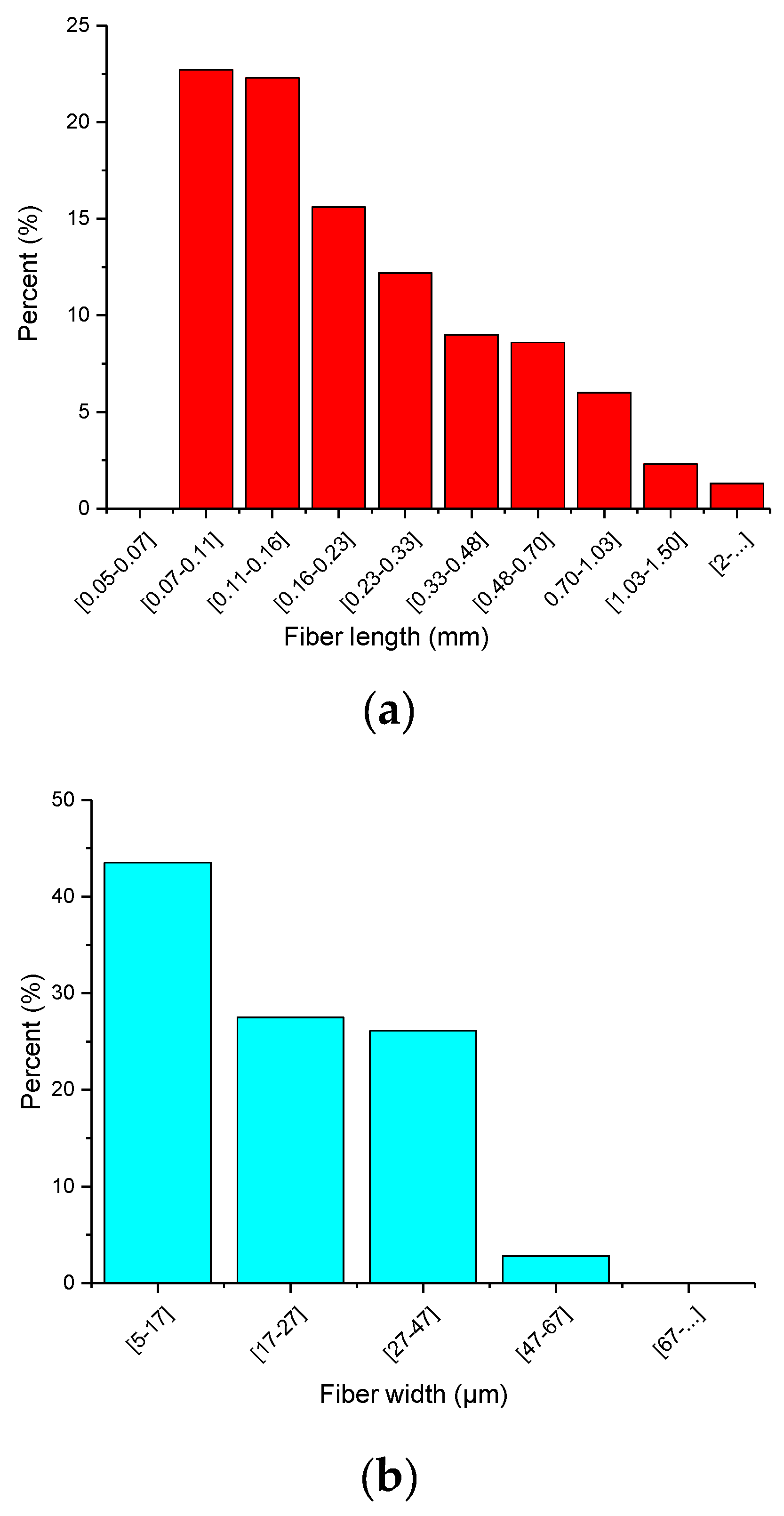
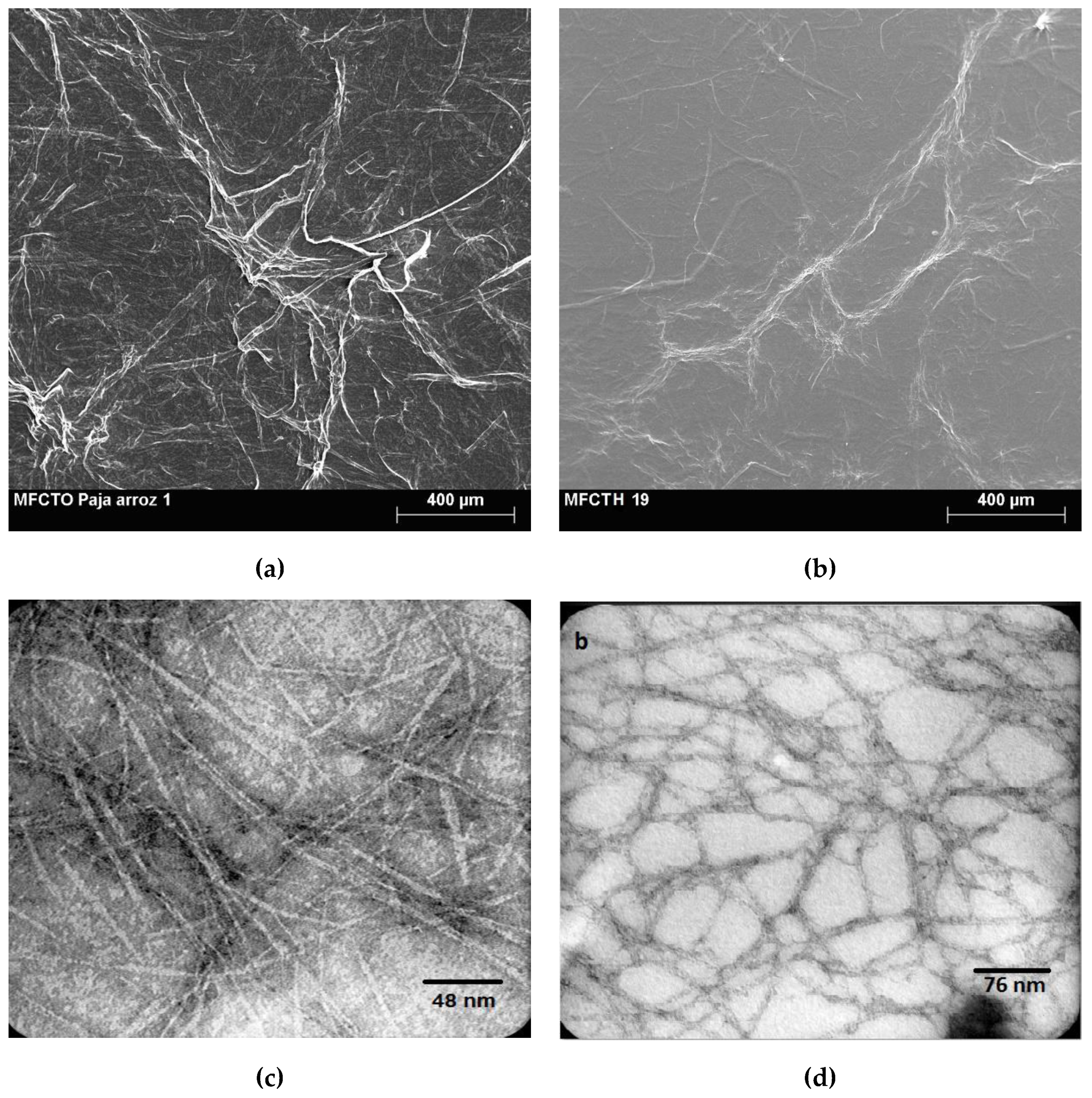
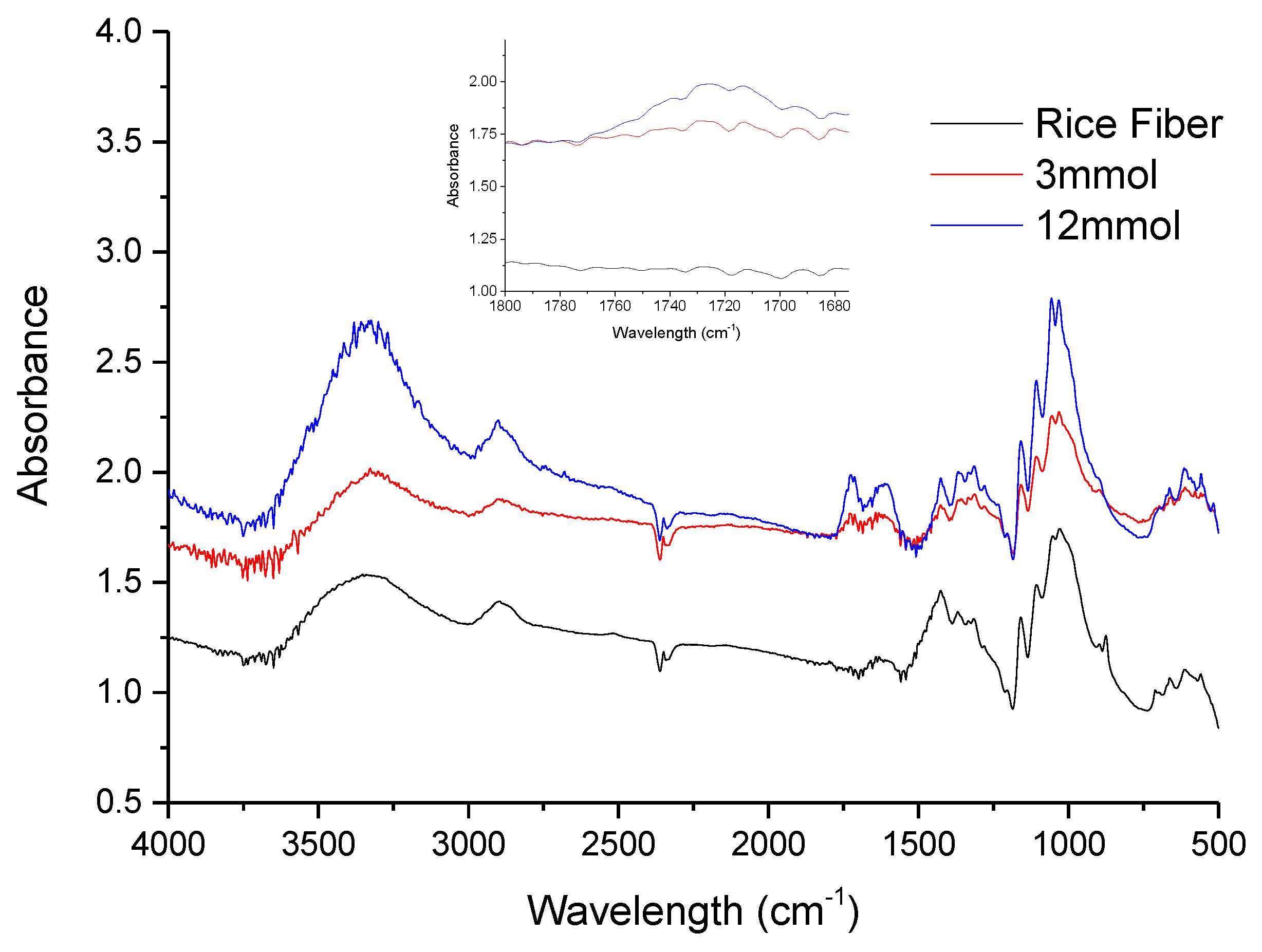
3.1. Rice Straw Fibers and Nanofibers
3.2. PVA–Rice Nanocomposites
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Bentsen, N.S.; Felby, C.; Thorsen, B.J. Agricultural residue production and potentials for energy and materials services. Prog. Energy Combust. Sci. 2014, 40, 59–73. [Google Scholar] [CrossRef]
- Lal, R. World crop residues production and implications of its use as a biofuel. Environ. Int. 2005, 31, 575–584. [Google Scholar] [CrossRef] [PubMed]
- El-Tayeb, T.S.; Abdelhafez, A.A.; Ali, S.H.; Ramadan, E.M. Effect of acid hydrolysis and fungal biotreatment on agro-industrial wastes for obtainment of free sugars for bioethanol production. Braz. J. Microbiol. 2012, 43, 1523–1535. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Bakker, R.; Elbersen, W.; Poppens, R.; Lesschen, J. Rice Straw and Wheat Straw. Potential Feedstocks for the Biobased Economy; NL Agency Ministry of Economic Affairs (Netherlands): The Hague, The Netherlands, 2013; pp. 6–30. Available online: http://english.rvo.nl/sites/default/files/2013/12/Straw report AgNL June 2013.pdf (accessed on 13 April 2020).
- Guilherme, J.; Martin, P.; Porto, E.; Corrêa, C.B.; De Aquino, L.M. Antimicrobial potential and chemical composition of agro-industrial wastes. J. Nat. Prod. 2012, 5, 27–36. [Google Scholar]
- Nigam, P.S.; Gupta, N.; Anthwal, A. Pre-treatment of Agro-Industrial Residues. In Biotechnology for Agro-Industrial Residues Utilisation; Springer: Dordrecht, The Netherlands, 2009; p. 17. [Google Scholar]
- Motte, J.C.; Trably, E.; Escudié, R.; Hamelin, J.; Steyer, J.P.; Bernet, N.; Delgenes, J.P.; Dumas, C. Total solids content: A key parameter of metabolic pathways in dry anaerobic digestion. Biotechnol. Biofuels 2013, 6, 164. [Google Scholar] [CrossRef] [Green Version]
- Moser, C.; Henriksson, G.; Lindström, M.E. Structural Aspects on the Manufacturing of Cellulose. BioResources 2019, 14, 2269–2276. [Google Scholar]
- Khattab, M.M.; Abdel-Hady, N.A.; Dahman, Y. Cellulose Nanocomposites: Opportunities, Challenges, and Applications; Elsevier Ltd.: Amsterdam, The Netherlands, 2017. [Google Scholar] [CrossRef]
- Ramaraj, B. Crosslinked Poly(vinyl alcohol) and Starch Composite Films. II. Physicomechanical, Thermal Properties and Swelling Studiesitle. J. Appl. Polym. Sci. 2007, 103, 909–916. [Google Scholar] [CrossRef]
- Roohani, M.; Habibi, Y.; Belgacem, N.M.; Ebrahim, G.; Karimi, A.N.; Dufresne, A. Cellulose whiskers reinforced polyvinyl alcohol copolymers nanocomposites. Eur. Polym. J. 2008, 44, 2489–2498. [Google Scholar] [CrossRef]
- Tan, B.K.; Ching, Y.C.; Poh, S.C.; Abdullah, L.C.; Gan, S.N. A Review of Natural Fiber Reinforced Poly(Vinyl Alcohol) Based Composites: Application and Opportunity. Polymers (Basel) 2015, 7, 2205–2222. [Google Scholar] [CrossRef] [Green Version]
- Tan, B.K.; Ching, Y.C.; Gan, S.N.; Ramesh, S.; Rahman, M.R. Water absorption properties of kenaf fibre–poly(vinyl alcohol) composites. Mater. Res. Innov. 2014, 18, S6-144–S6-146. [Google Scholar] [CrossRef]
- Zhang, L.; Zhang, G.; Lu, J.; Liang, H. Preparation and Characterization of Carboxymethyl Cellulose/Polyvinyl Alcohol Blend Film as a Potential Coating Material. Polym.-Plast. Technol. Eng. 2013, 52, 163–167. [Google Scholar] [CrossRef]
- Kvien, I.; Oksman, K. Orientation of cellulose nanowhiskers in polyvinyl alcohol. Appl. Phys. A Mater. Sci. Process. 2007, 87, 641–643. [Google Scholar] [CrossRef]
- Zheng, Q.; Cai, Z.; Gong, S. Green synthesis of polyvinyl alcohol (PVA)–cellulose nanofibril (CNF) hybrid aerogels and their use as superabsorbents. J. Mater. Chem. A 2014, 2, 3110–3118. [Google Scholar] [CrossRef]
- Lu, J.; Wang, T.; Drzal, L.T. Preparation and properties of microfibrillated cellulose polyvinyl alcohol composite materials. Compos. Part A Appl. Sci. Manuf. 2008, 39, 738–746. [Google Scholar] [CrossRef]
- Isogai, A.; Saito, T.; Fukuzumi, H. TEMPO-oxidized cellulose nanofibers. Nanoscale 2011, 3, 71–85. [Google Scholar] [CrossRef]
- Saito, T.; Isogai, A. TEMPO-Mediated Oxidation of Native Cellulose. The Effect of Oxidation Conditions on Chemical and Crystal Structures of the Water-Insoluble Fractions. Biomacromolecules 2004, 5, 1983–1989. [Google Scholar] [CrossRef]
- Besbes, I.; Alila, S.; Boufi, S. Nanofibrillated cellulose from TEMPO-oxidized eucalyptus fibres: Effect of the carboxyl content. Carbohydr. Polym. 2011, 84, 975–983. [Google Scholar] [CrossRef]
- Fras, L.; Stana-Kleinschek, K. Quantitative determination of carboxyl groups in cellulose by complexometric titration. Lenzing. Ber. 2002, 81, 80–88. [Google Scholar]
- Vilaseca, F.; Serra, A.; Kochumalayil, J.J. Xyloglucan coating for enhanced strength and toughness in wood fibre networks. Carbohydr. Polym. 2020, 229, 115540. [Google Scholar] [CrossRef]
- Henriksson, M.; Berglund, L.; Isaksson, P.; Lindström, T.; Nishino, T. Cellulose Nanopaper Structures of High Toughness Cellulose Nanopaper Structures of High Toughness. Biomacromolecules 2008, 9, 1579–1585. [Google Scholar] [CrossRef]
- Marx-Figini, M. The control of molecular weight and molecular-weight distribusion in the biogenesis of cellulose. In Cellulose and Other Natural Polymer Systems; Springer: Boston, MA, USA, 1982; pp. 243–271. [Google Scholar]
- Berglund, L.; Noël, M.; Aitomäki, Y.; Öman, T.; Oksman, K. Production potential of cellulose nanofibers from industrial residues: Efficiency and nanofiber characteristics. Ind. Crop. Prod. 2016, 92, 84–92. [Google Scholar] [CrossRef]
- Feng, Y.H.; Cheng, T.Y.; Yang, W.G.; Ma, P.T.; He, H.Z.; Yin, X.C.; Yu, X.X. Characteristics and environmentally friendly extraction of cellulose nanofibrils from sugarcane bagasse. Ind. Crop. Prod. 2018, 111, 285–291. [Google Scholar] [CrossRef]
- Hassan, M.; Berglund, L.; Hassan, E.; Abou-Zeid, R.; Oksman, K. Effect of xylanase pretreatment of rice straw unbleached soda and neutral sulfite pulps on isolation of nanofibers and their properties. Cellulose 2018, 25, 2939–2953. [Google Scholar] [CrossRef]
- Rodriguez, A.; Moral, A.; Serrano, L.; Labidi, J.; Jiménez, L. Rice straw pulp obtained by using various methods. Bioresour. Technol. 2008, 99, 2881–2886. [Google Scholar] [CrossRef] [PubMed]
- Boufi, S.; Gandini, A. Triticale crop residue: A cheap material for high performance nanofibrillated cellulose. RSC Adv. 2015, 5, 3141–3151. [Google Scholar] [CrossRef]
- Claro, P.I.C.; Corrêa, A.C.; de Campos, A.; Rodrigues, V.B.; Luchesi, B.R.; Silva, L.E.; Mattoso, L.H.C.; Marconcini, J.M. Curaua and eucalyptus nanofibers films by continuous casting: Mechanical and thermal properties. Carbohydr. Polym. 2018, 181, 1093–1101. [Google Scholar] [CrossRef]
- Abe, K.; Yano, H. Comparison of the characteristics of cellulose microfibril aggregates of wood, rice straw and potato tuber. Cellul. 2009, 16, 1017–1023. [Google Scholar] [CrossRef]
- Hospodarova, V.; Singovszka, E.; Števulová, N. Characterization of Cellulosic Fibers by FTIR Spectroscopy for Their Further Implementation to Building Materials. Am. J. Anal. Chem. 2018, 9, 303–310. [Google Scholar] [CrossRef] [Green Version]
- Shinoda, R.; Saito, T.; Okita, Y.; Isogai, A. Relationship between Length and Degree of Polymerization of TEMPO-Oxidized Cellulose Nanofibrils. Biomacromolecules 2012, 13, 842–849. [Google Scholar] [CrossRef]
- Peresin, M.S.; Habibi, Y.; Zoppe, J.O.; Pawlak, J.J.; Rojas, O.J. Nanofiber Composites of Polyvinyl Alcohol and Cellulose Nanocrystals: Manufacture and Characterization. Biomacromolecules 2010, 11, 674–681. [Google Scholar] [CrossRef]
- Qua, E.H.; Hornsby, P.R.; Sharma, H.S.S.; Lyons, G.; McCall, R.D. Preparation and characterization of poly(vinyl alcohol) nanocomposites made from cellulose nanofibers. J. Appl. Polym. Sci. 2009, 113, 2238–2247. [Google Scholar] [CrossRef]
- Lavoratti, A.; Scienza, L.C.; Zattera, A.J. Dynamic Mechanical Analysis of Cellulose Nanofiber/Polyester Resin Composites. In Proceedings of the ICCM International Conference on Composite Materials, Copenhagen, Denmark, 19–24 July 2015. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Agro-Industrial Waste | Chemical Composition (% w/w) | Ref. | |||
|---|---|---|---|---|---|
| Cellulose | Hemicellulose | Lignin | Ash | ||
| Sugarcane bagasse | 30.2 | 56.7 | 13.4 | 1.9 | [3] |
| Rice straw | 36.2 | 23.5 | 15.6 | 12.4 | [4] |
| Corn stalks | 61.2 | 19.3 | 6.9 | 10.8 | [3] |
| Sawdust | 45.1 | 28.1 | 24.2 | 1.2 | [3,5] |
| Sugar beet waste | 26.3 | 18.5 | 2.5 | 4.8 | [3] |
| Barley straw | 33.8 | 21.9 | 13.8 | 11 | [6] |
| Cotton stalks | 58.5 | 14.4 | 21.5 | 10 | [6] |
| Oat straw | 39.4 | 27.1 | 17.5 | 8 | [5] |
| Soya stalks | 34.5 | 24.8 | 19.8 | 10.4 | [7] |
| Sunflower stalks | 42.1 | 29.7 | 13.4 | 11.2 | [7] |
| Wheat straw | 32.9 | 24.0 | 8.9 | 6.7 | [5,6] |
| α-Cellulose | Pentosan | Klason Lignin | Benzene-Ethanol Extractives | Hot-Water Extractives | Ashes |
|---|---|---|---|---|---|
| 41.2 | 19.5 | 21.9 | 0.56 | 7.3 | 9.2 |
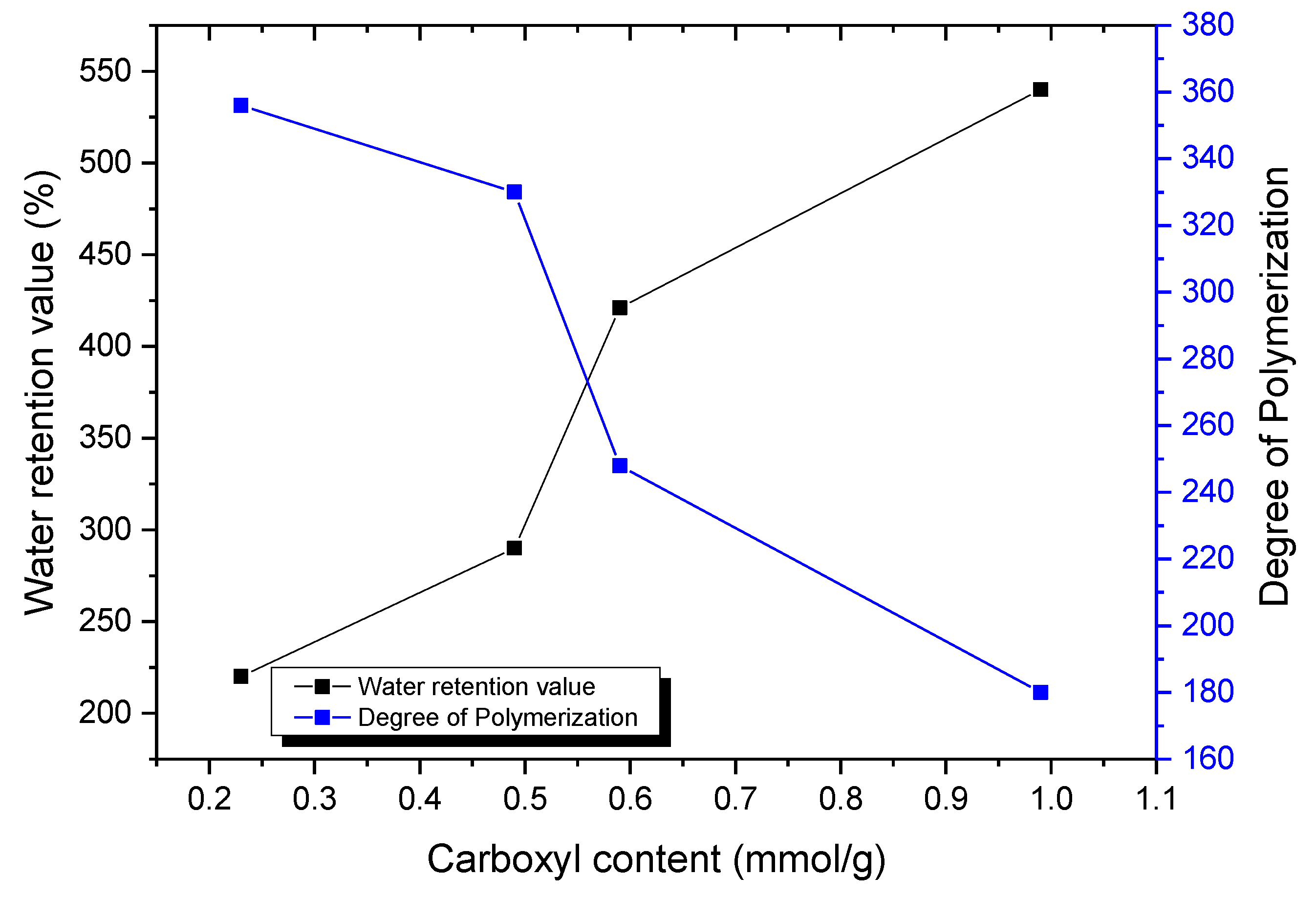
| Amount of NaClO (mmol/g) | Oxidation Time (min) | Water Retention Value (%) | Carboxylic Groups (mmol/g) | Degree of Polymerization DP | Viscous Molecular Weight (g/mol) |
|---|---|---|---|---|---|
| 3 | 110 | 220 | 0.23 | 356 | 57,600 |
| 5 | 140 | 290 | 0.49 | 330 | 48,600 |
| 8 | 190 | 421 | 0.59 | 248 | 40,300 |
| 12 | 220 | 540 | 0.99 | 180 | 29,200 |
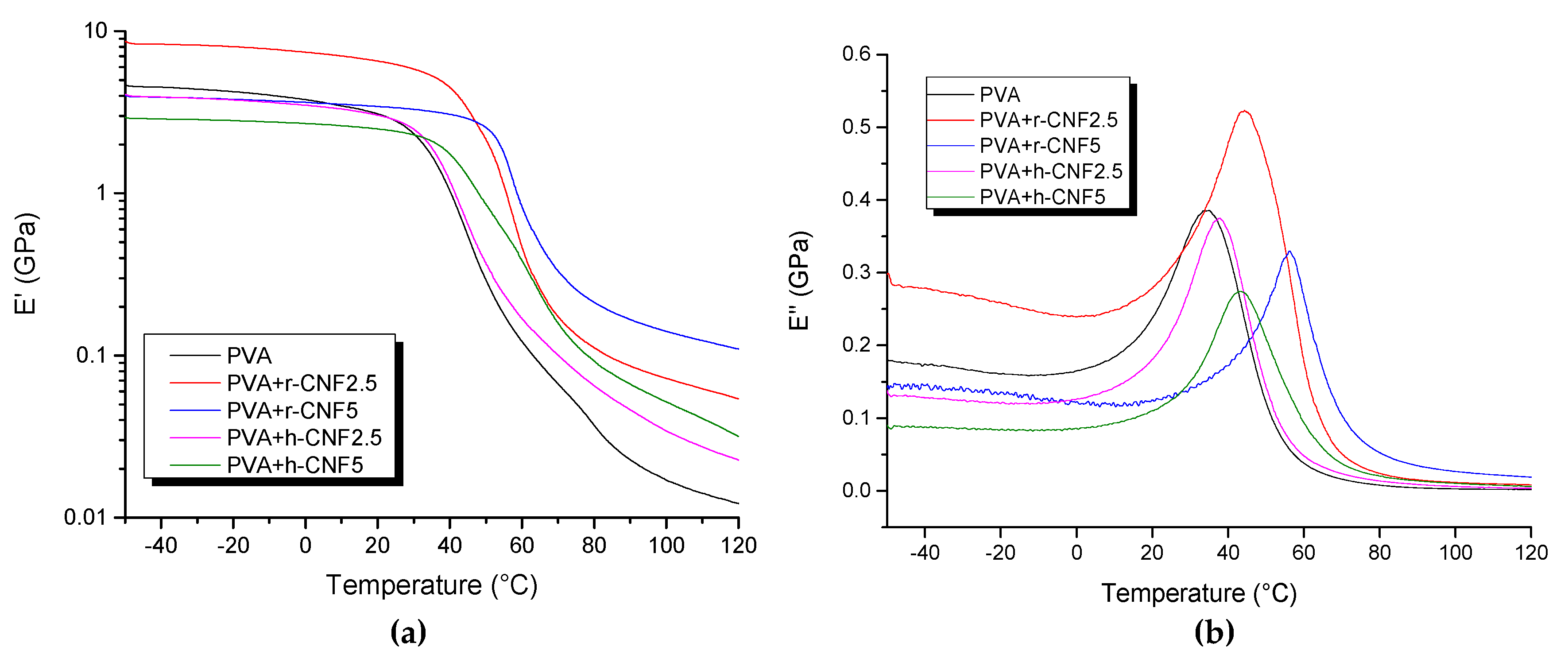
| Sample | |||||||
|---|---|---|---|---|---|---|---|
| PVA | 67.9 | 193.2 | 167.8 | 54.69 | 30.47 | 39.3 | 21.9 |
| PVA/r-CNF2.5 | 69.0 | 194.8 | 176.9 | 27.73 | 30.84 | 19.9 | 22.2 |
| PVA/r-CNF5 | 69.3 | 194.8 | 178.7 | 28.36 | 35.85 | 20.4 | 25.8 |
| PVA/h-CNF2.5 | 69.7 | 194.9 | 171.1 | 27.22 | 25.66 | 19.6 | 18.5 |
| PVA/h-CNF5 | 70.2 | 194.3 | 175.4 | 26.23 | 25.02 | 18.9 | 18.0 |
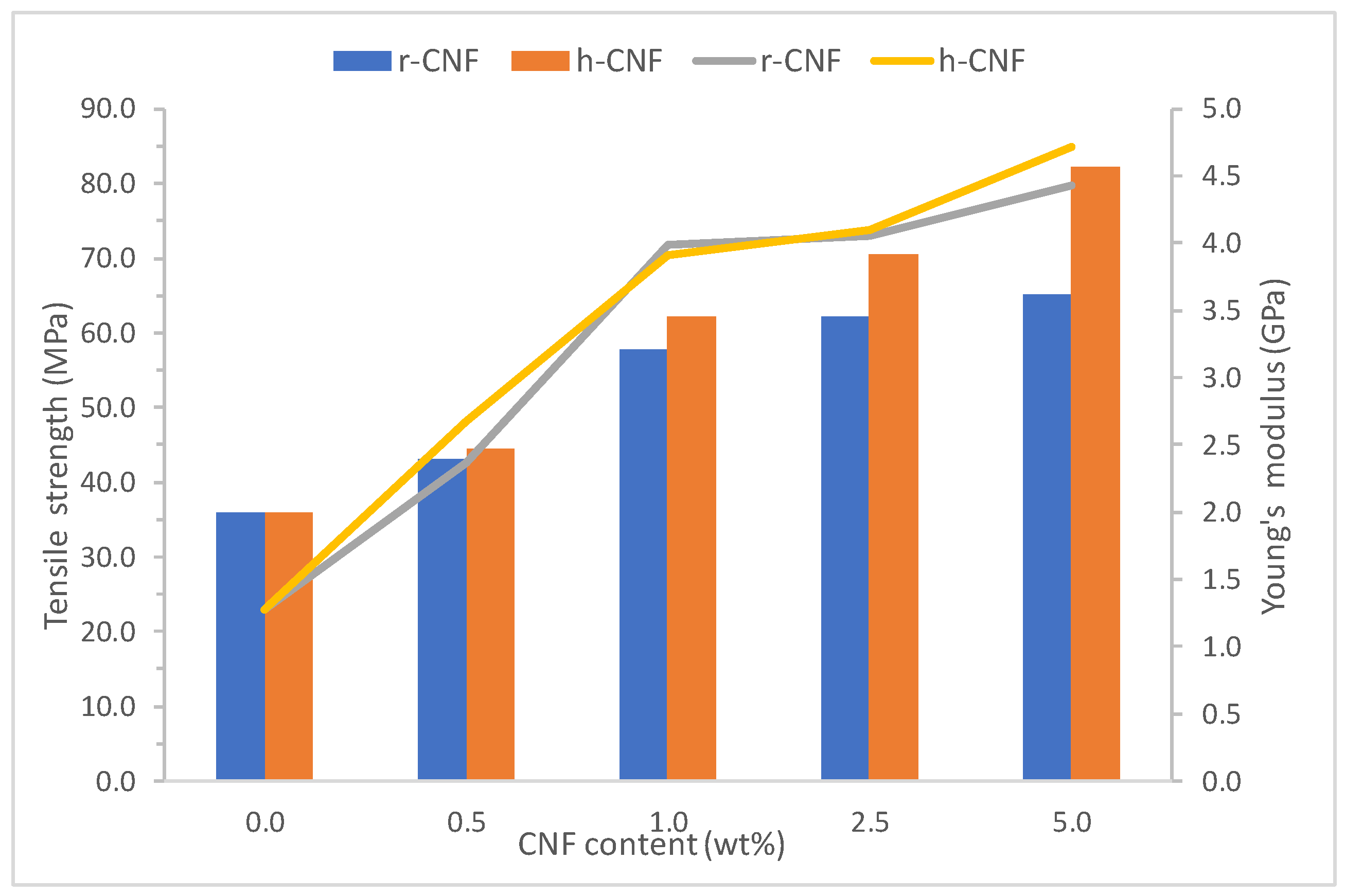
| Sample | σ(MPa) | ||
|---|---|---|---|
| PVA | 1.27 ± 0.1 | 35.9 ± 1.5 | 136.5 ± 10.5 |
| PVA/r-CNF0.5 | 2.37 ± 0.3 | 43,1 ± 2.0 | 105.1 ± 5.2 |
| PVA/r-CNF1 | 3.99 ± 0.1 | 57.8 ± 1.3 | 2.54 ± 1.7 |
| PVA/r-CNF2.5 | 4.05 ± 0.1 | 62.1 ± 2.0 | 1.90 ± 1.2 |
| PVA/r-CNF5 | 4.43 ± 0.2 | 65.1 ± 1.1 | 1.76 ± 0.5 |
| PVA/h-CNF0.5 | 2.67 ± 0.2 | 44.6 ± 2.9 | 128.8 ± 7.7 |
| PVA/h-CNF1 | 3.91 ± 0.1 | 62.1 ± 2.0 | 2.99 ± 2.5 |
| PVA/h-CNF2.5 | 4.10 ± 0.1 | 70.6 ± 2.1 | 3.42 ± 1.3 |
| PVA/h-CNF5 | 4.72 ± 0.2 | 82.2 ± 1.4 | 3.66 ± 0.8 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Alcántara, J.C.; González, I.; Pareta, M.M.; Vilaseca, F. Biocomposites from Rice Straw Nanofibers: Morphology, Thermal and Mechanical Properties. Materials 2020, 13, 2138. https://doi.org/10.3390/ma13092138
Alcántara JC, González I, Pareta MM, Vilaseca F. Biocomposites from Rice Straw Nanofibers: Morphology, Thermal and Mechanical Properties. Materials. 2020; 13(9):2138. https://doi.org/10.3390/ma13092138
Chicago/Turabian StyleAlcántara, José Carlos, Israel González, M. Mercè Pareta, and Fabiola Vilaseca. 2020. "Biocomposites from Rice Straw Nanofibers: Morphology, Thermal and Mechanical Properties" Materials 13, no. 9: 2138. https://doi.org/10.3390/ma13092138
APA StyleAlcántara, J. C., González, I., Pareta, M. M., & Vilaseca, F. (2020). Biocomposites from Rice Straw Nanofibers: Morphology, Thermal and Mechanical Properties. Materials, 13(9), 2138. https://doi.org/10.3390/ma13092138