
Microstructure and Abrasive Wear Resistance of Metal Matrix Composite Coatings Deposited on Steel Grade AISI 4715 by Powder Plasma Transferred Arc Welding Part 2. Mechanical and Structural Properties of a Nickel-Based Alloy Surface Layer Reinforced with Particles of Tungsten Carbide and Synthetic Metal–Diamond Composite


Abstract
:1. Introduction
2. Experimental Section
2.1. Objective of the Study
2.2. Materials and Methods
2.3. Testing Methodology
3. Results and Discussion
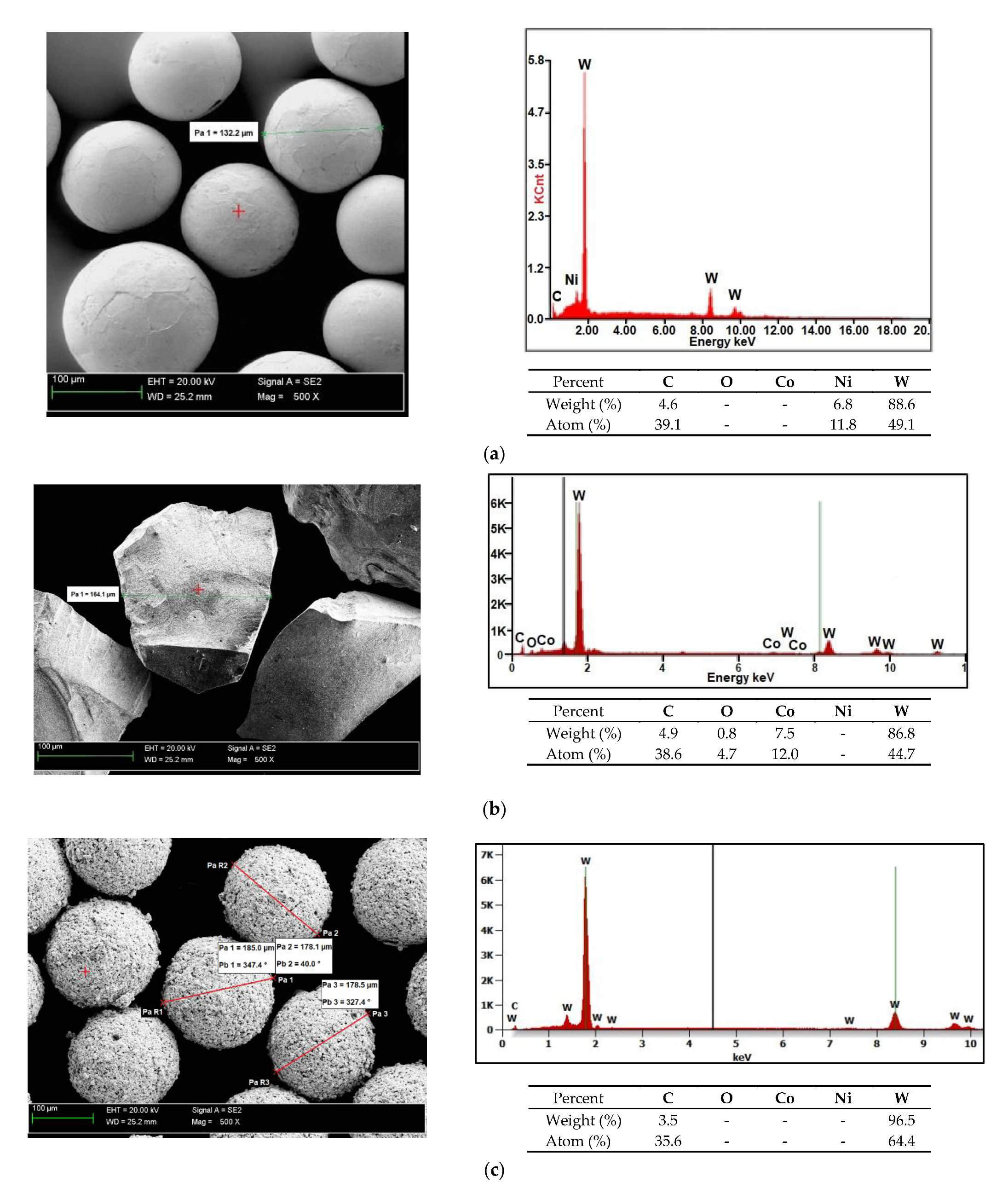
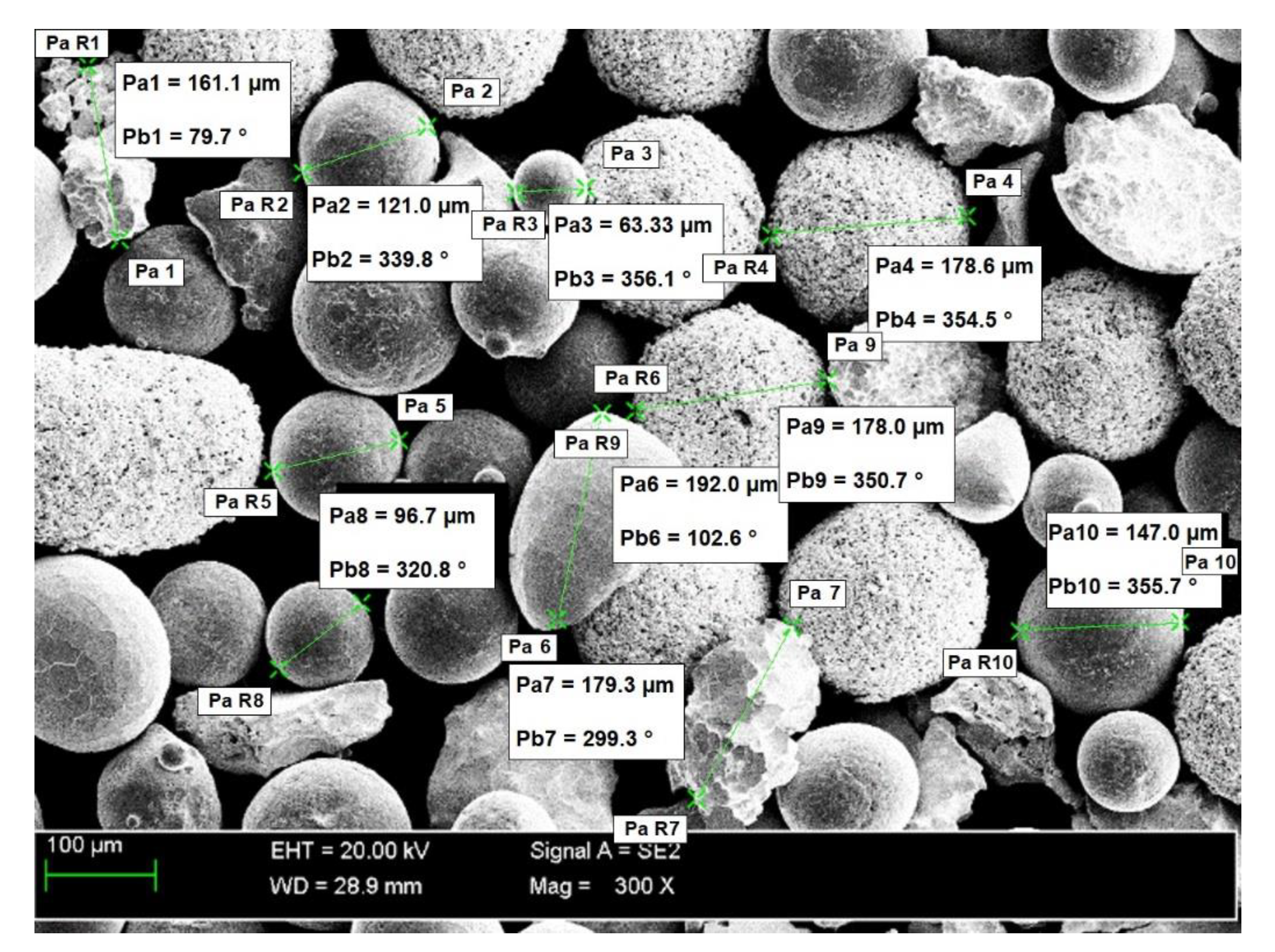
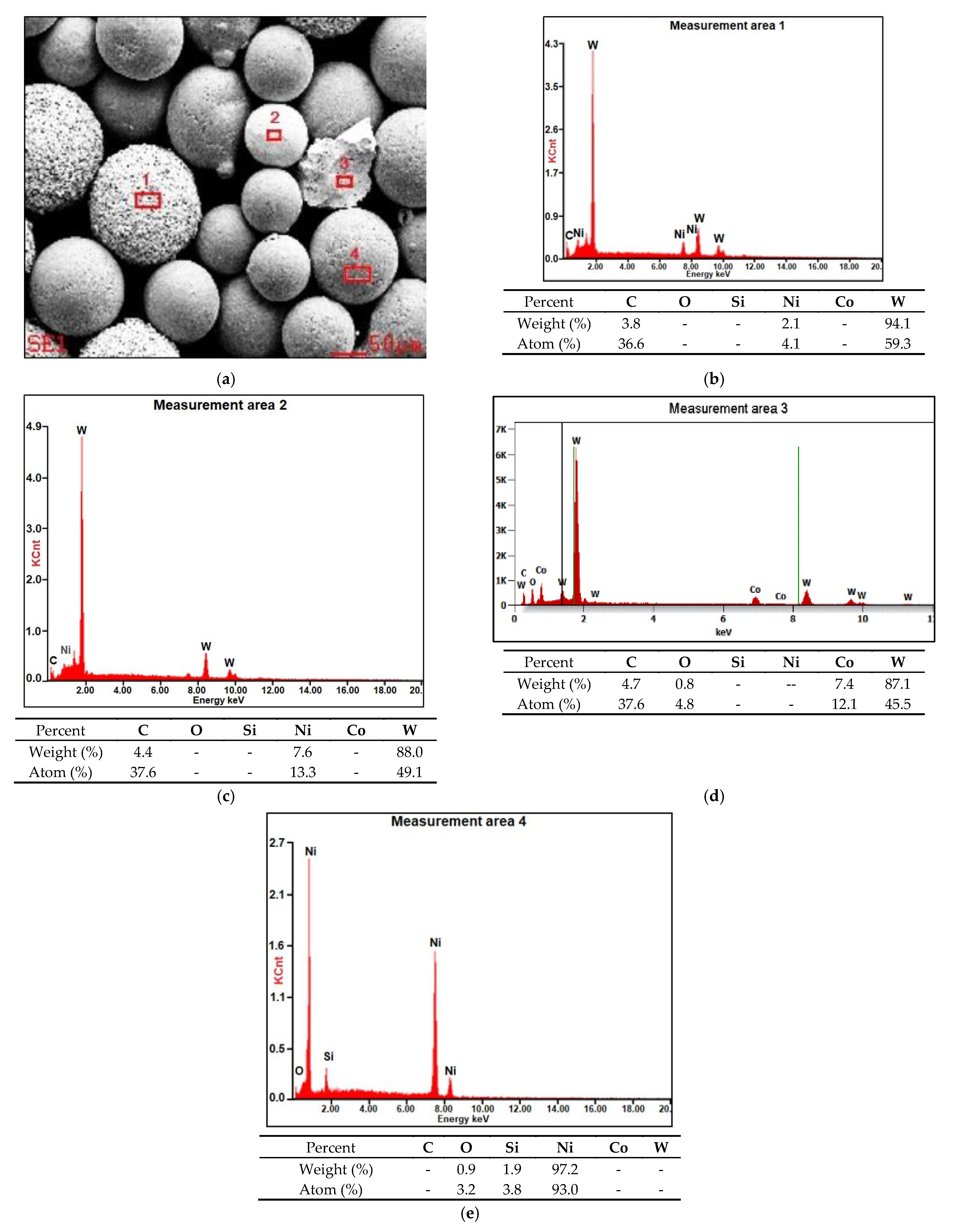
3.1. Composite Powder Morphology
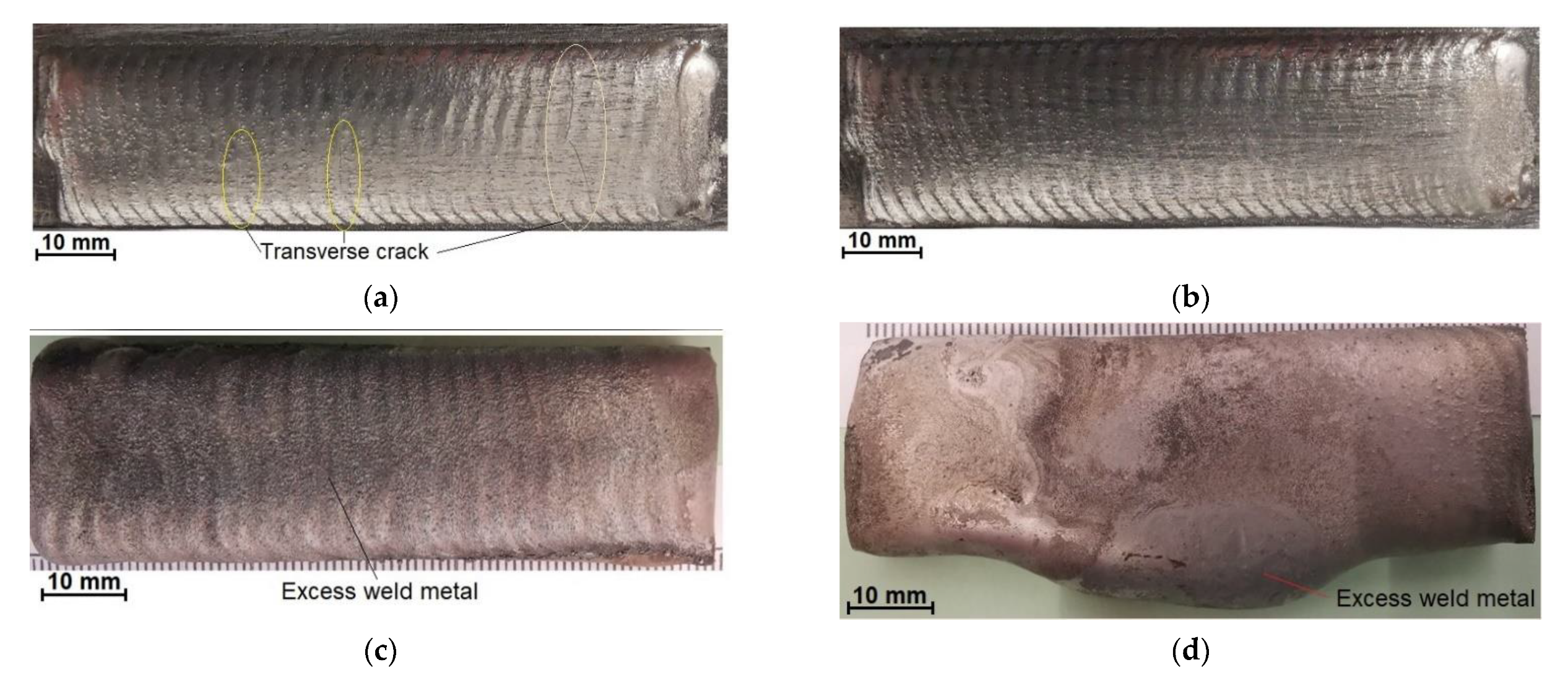
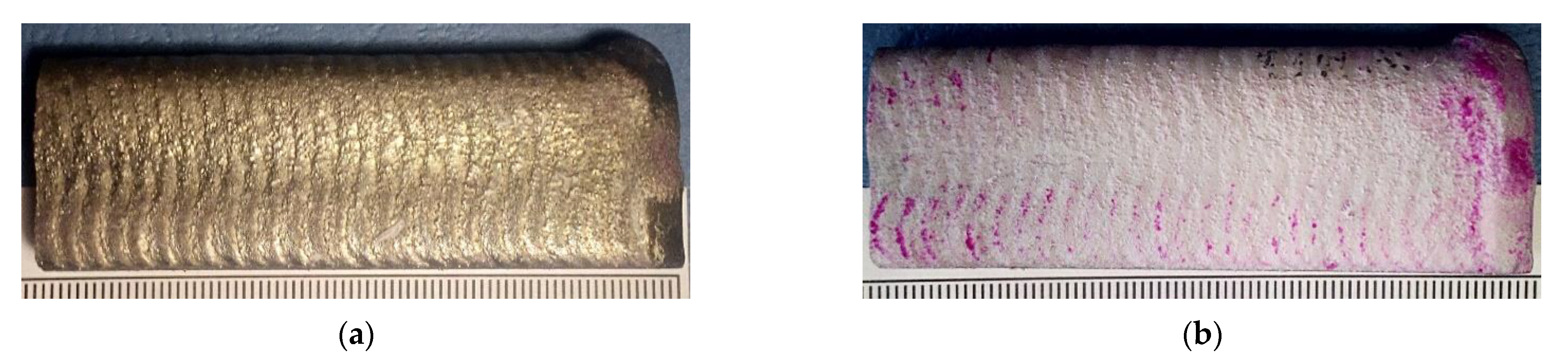
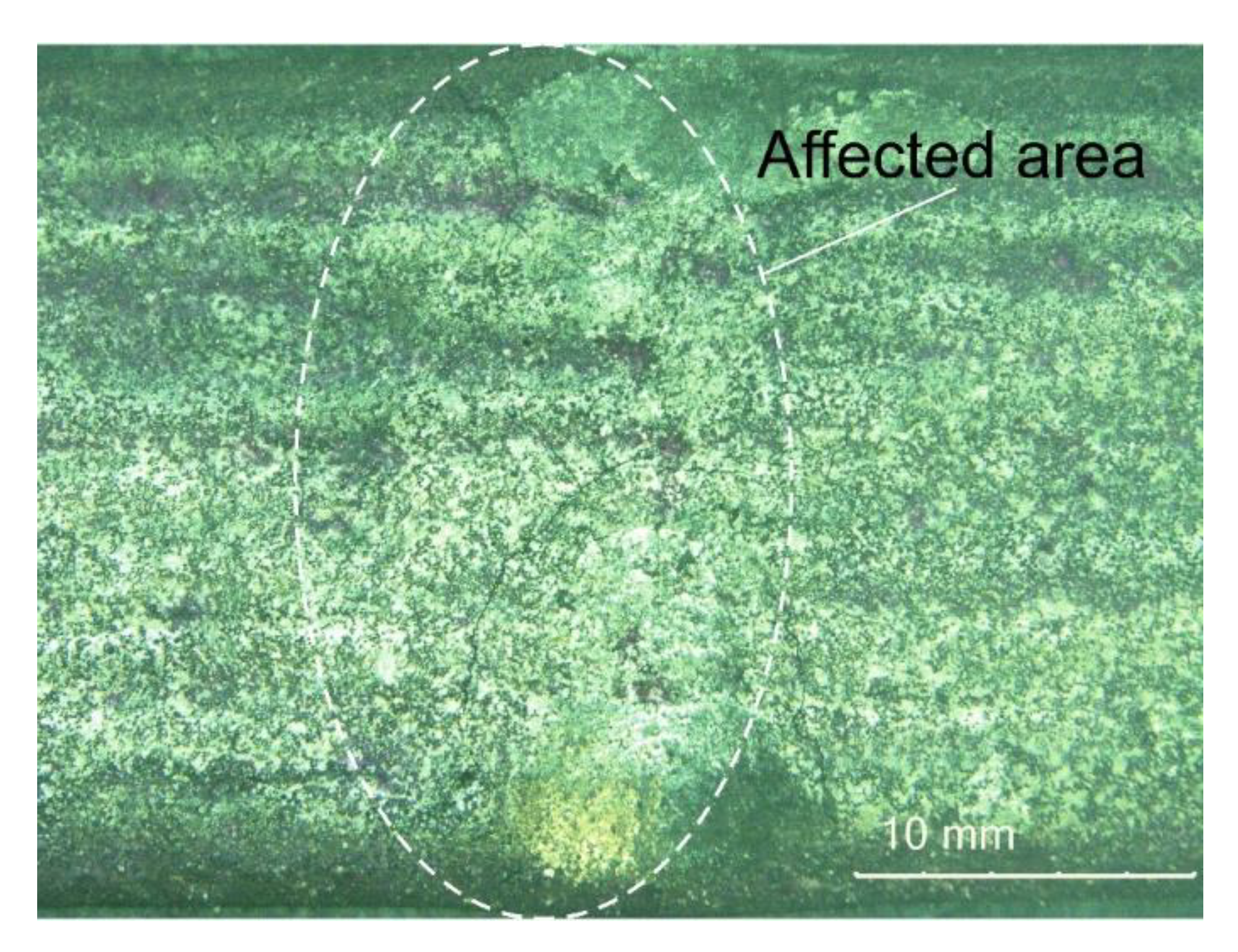
3.2. Non-Destructive Tests—Visual Test Results
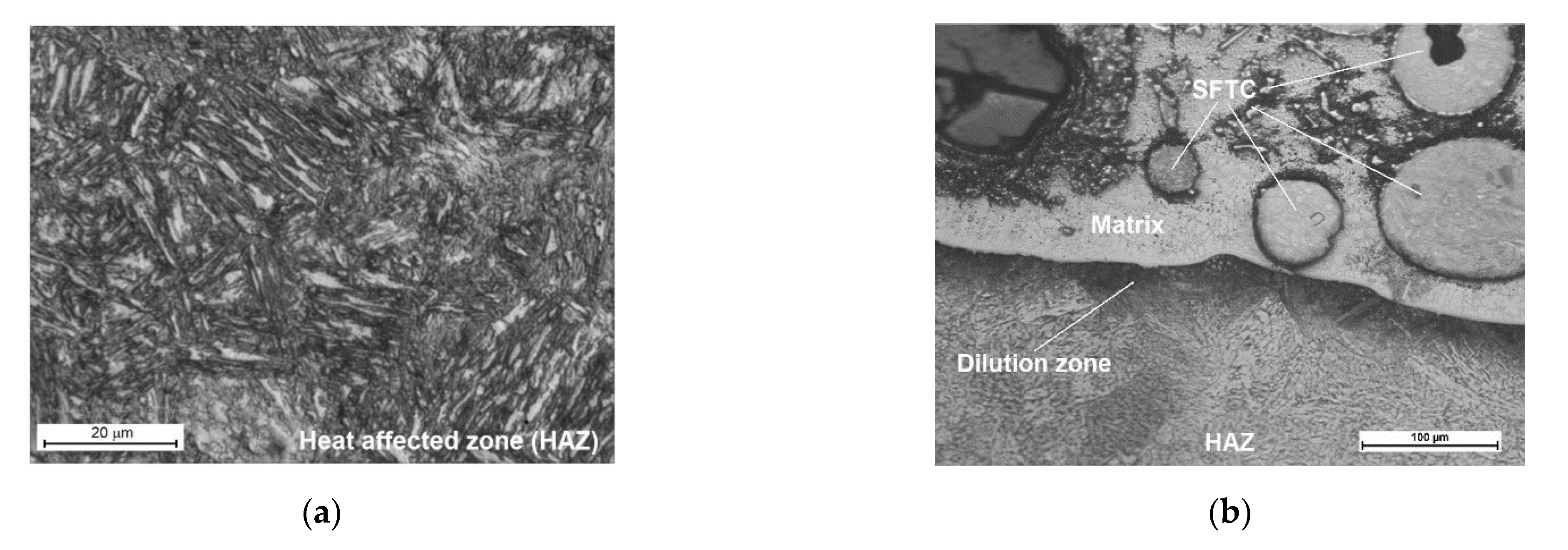
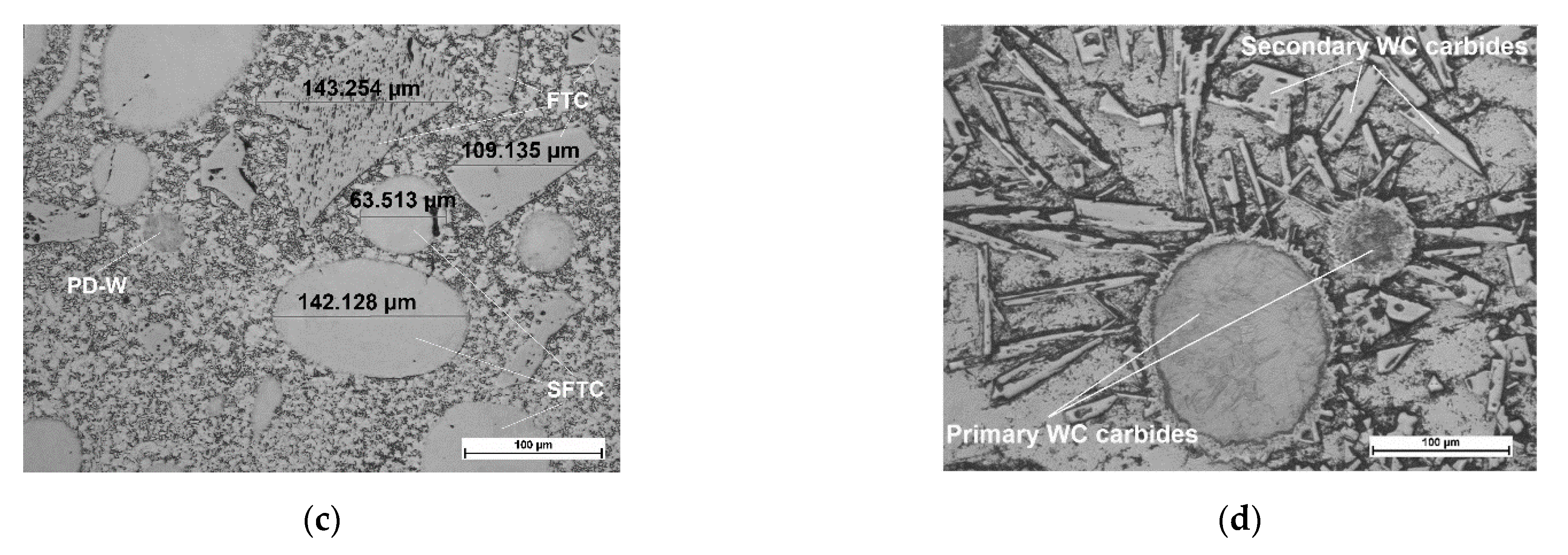
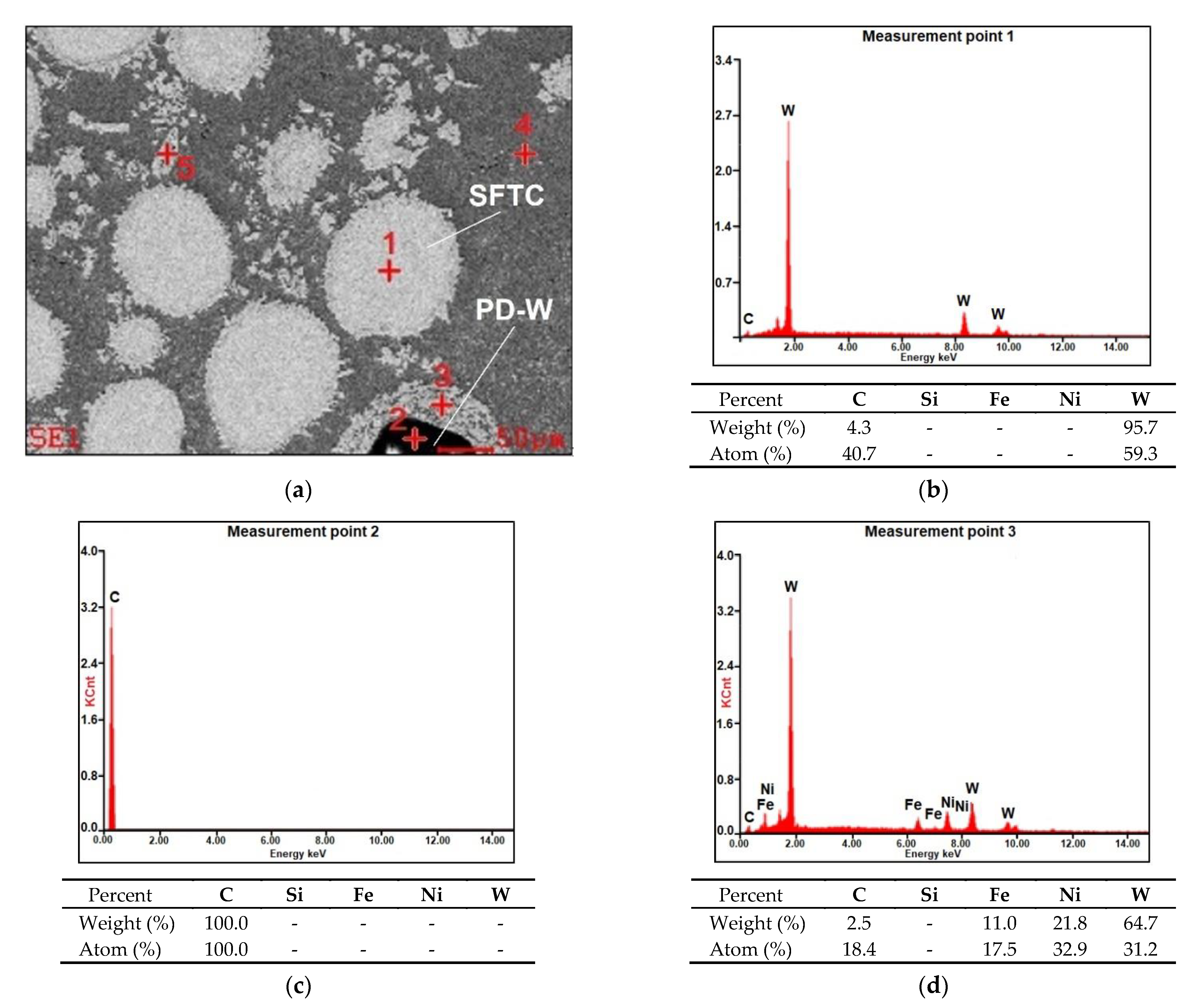
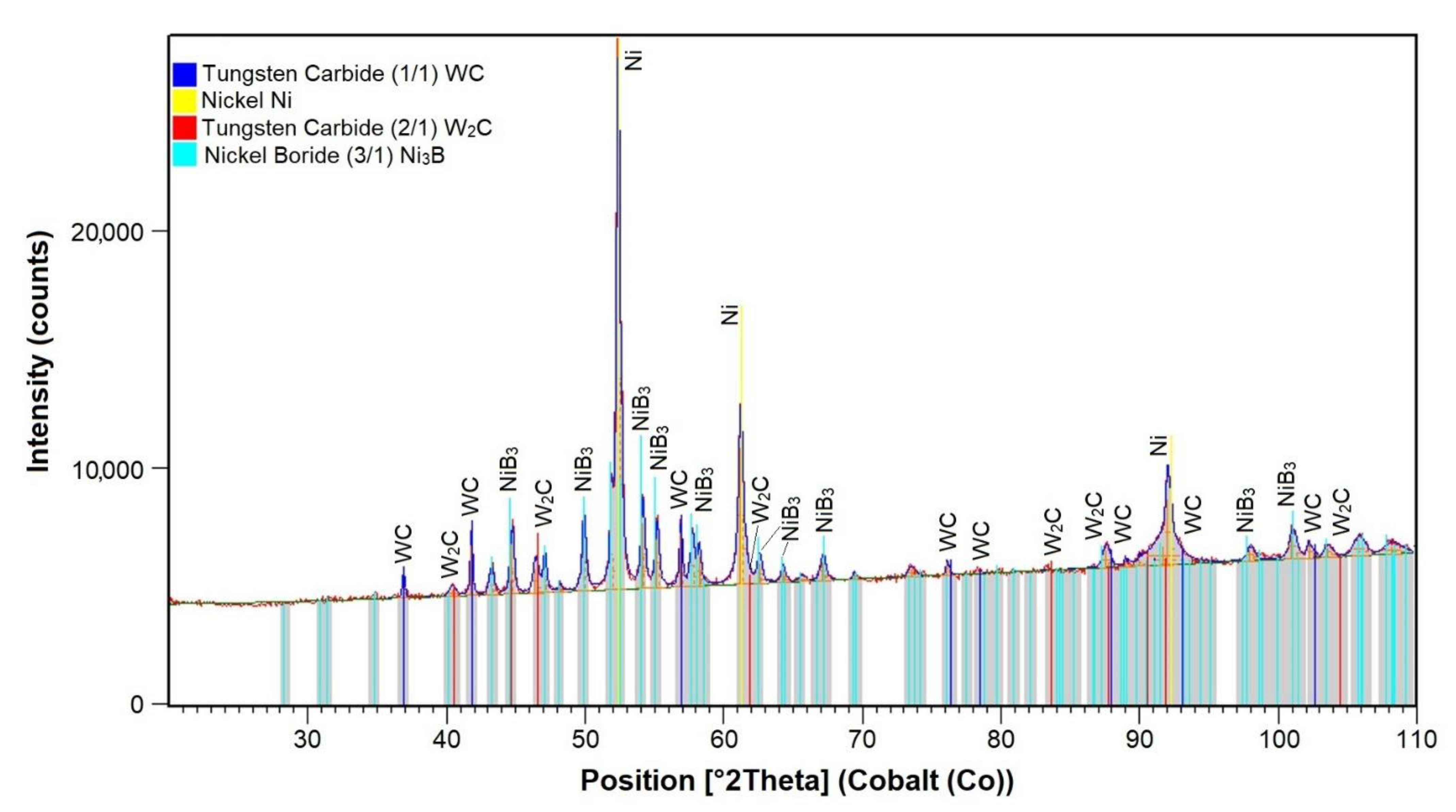
3.3. Metallographic Test Results and Results of the XRD Analysis
3.4. Density and Porosity of the Deposited Layer
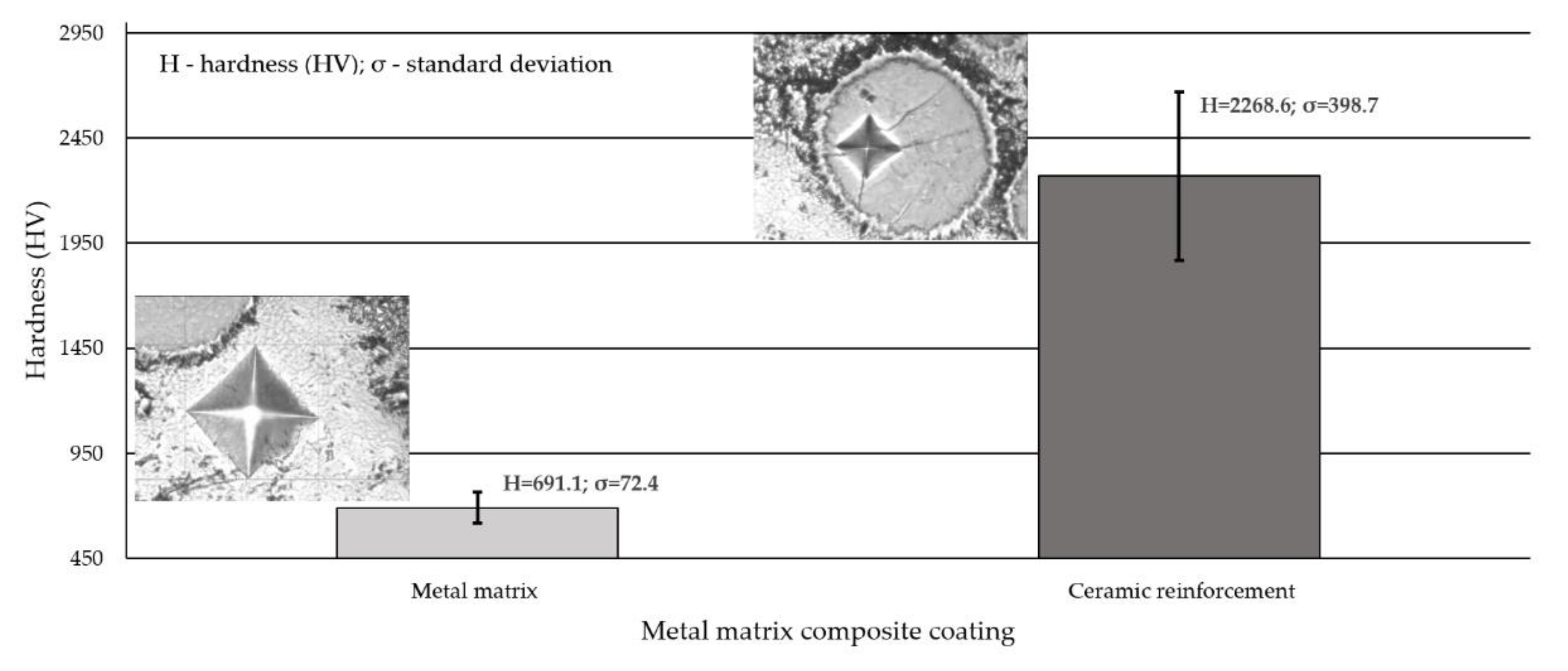
3.5. Hardness Measurements Test Results
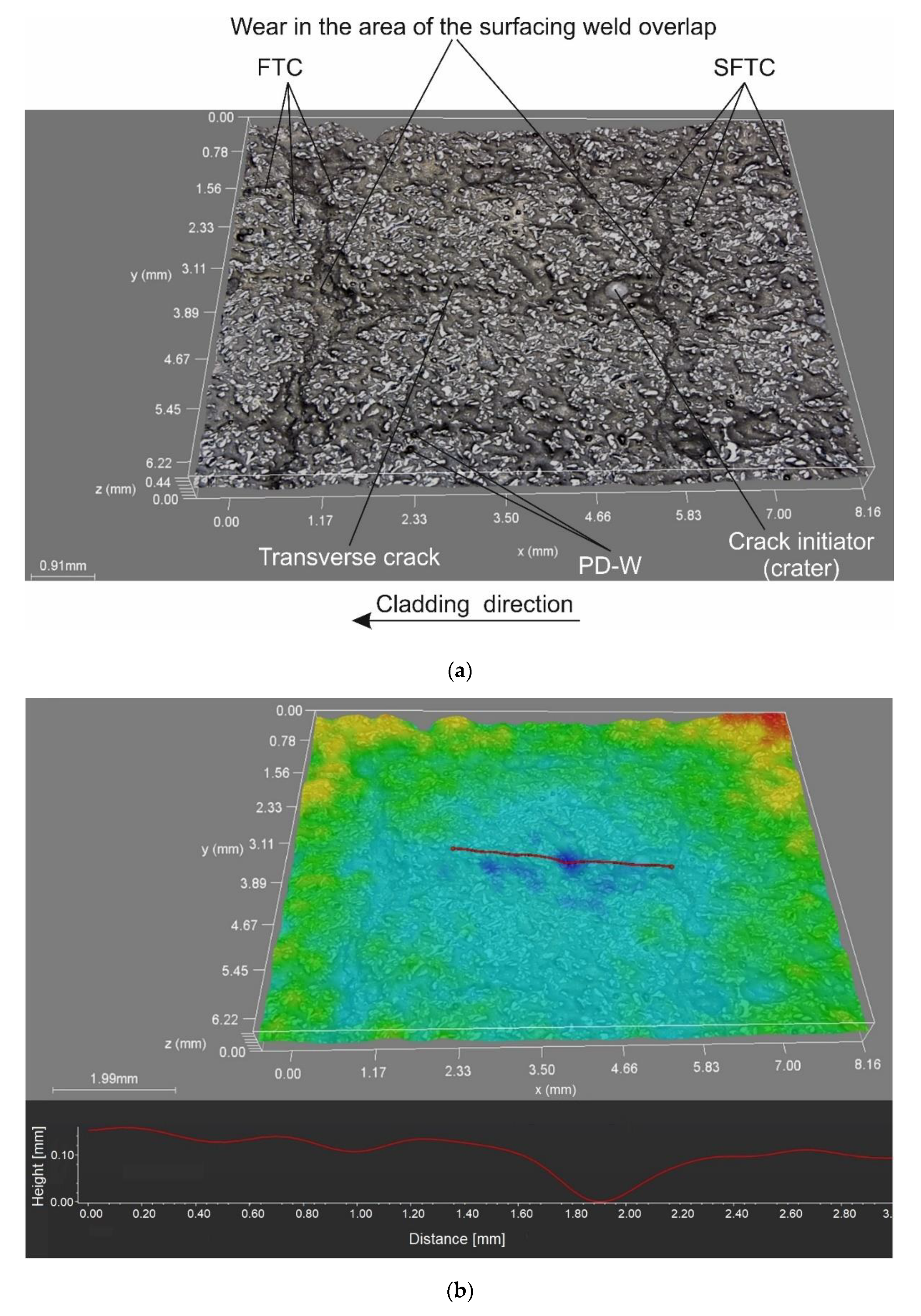
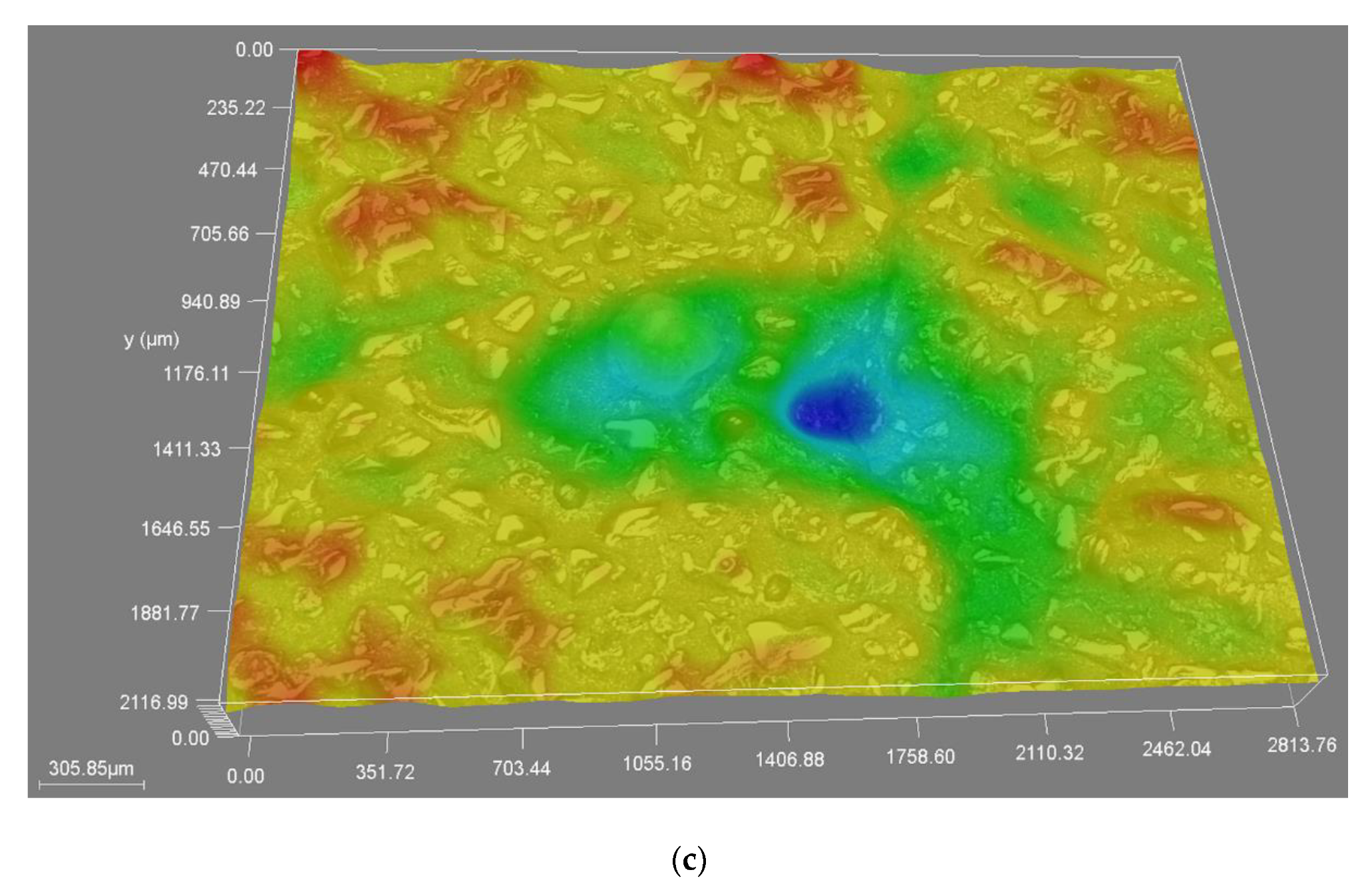
3.6. Abrasive Wear Test Results
3.7. Impact Resistance Test Results
4. Conclusions
- The obtained layer was characterised by the classical composite structure and the uniform distribution of reinforcement composed of primary tungsten carbides (WC-W2C) and the particles of synthetic metal–diamond sinter in the matrix composed of the γ-Ni solid solution and the γ-Ni/Ni3B eutectic phase.
- The applied powder plasma transferred arc (PPTAW) metal deposition method favours the maintaining of the structural and thermal stability of the particles of the ceramic reinforcement of the matrix having the form of tungsten-coated synthetic metal–diamond composite (PD-W). The partial surface melting of the primary spherical tungsten carbides (WC) did not significantly increase the force of the diffusive bond between the hard phase and the matrix. During the abrasion test, the spherical particles of the carbide reinforcement (WC) underwent peeling, likely because of the insufficient wetting of the particle surface with the metal of the matrix.
- The absolute porosity of the composite layer slightly exceeded 11%, whereas its specific density amounted to 9.34 g/cm3. The average hardness of the composite matrix amounted to 691 HV0.5, whereas tungsten carbides were characterised by a hardness of approximately 2268 HV0.5.
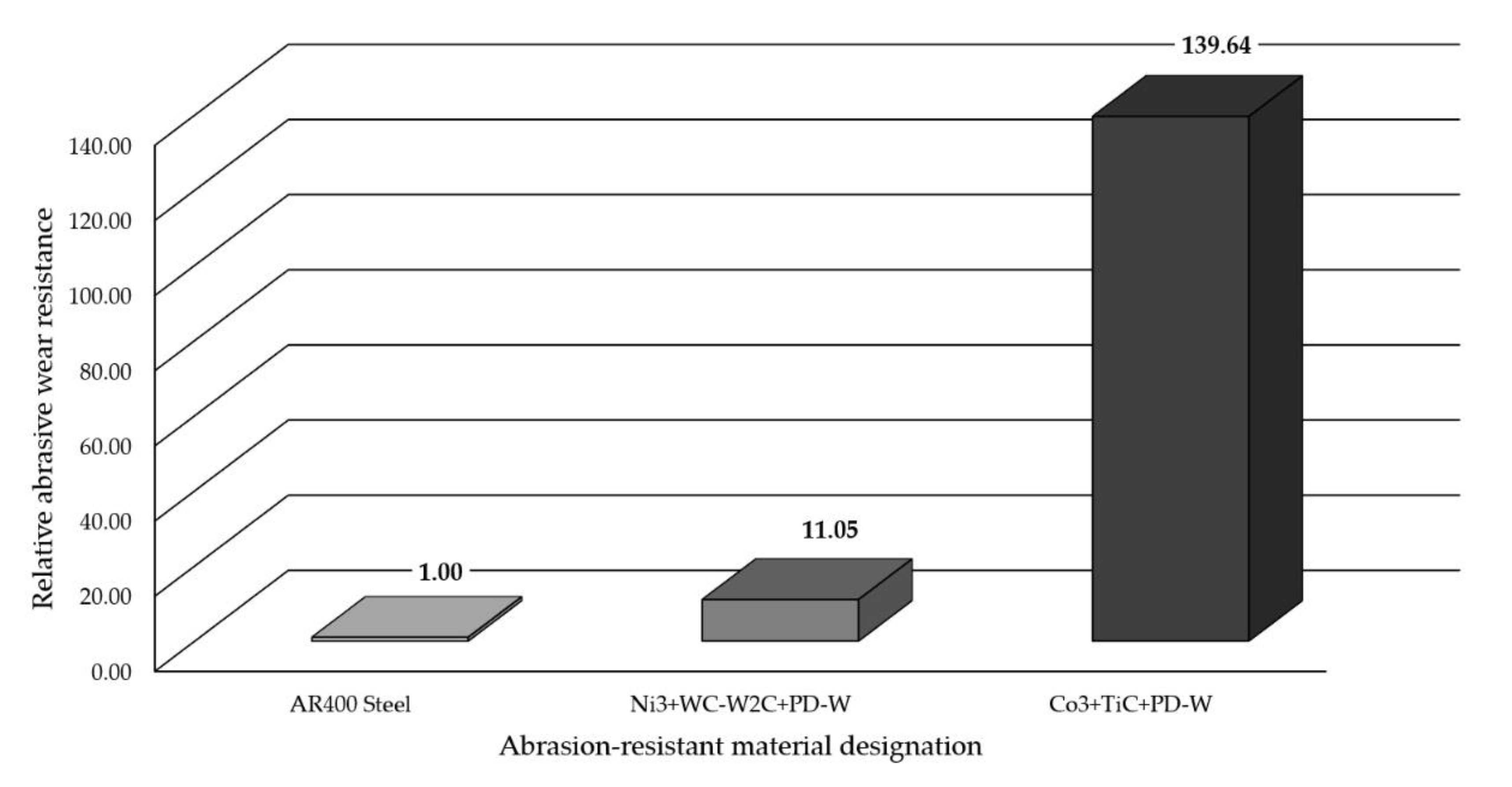
- The relative metal–mineral abrasive wear resistance of the deposited composite layer obtained using the Ni3+WC-W2C+PD-W powder was more than 11 times higher than that of abrasion-resistant steel AR400 and more than 14 times lower than the abrasive wear resistance of the layer obtained using the Co3+TiC+PD-W powder [22].
- The very high resistance of the composite layer to moderate dynamic impact loads appears very promising as regards to its application as the preventive protection of work surfaces of drilling tools used in the extractive industry.
Funding
Data Availability Statement
Conflicts of Interest
References
- Yildiz, T.; Kaya Gür, A. Microstructural characteristic of N2 shielding gas in coating FeCrC composite to the surface of AISI 1030 steel with PTA method. Arch. Metall. Mater. 2011, 56, 723–729. [Google Scholar] [CrossRef] [Green Version]
- Brezinová, J.; Viňáš, J.; Guzanová, A.; Živčák, J.; Brezina, J.; Sailer, H.; Vojtko, M.; Džupon, M.; Volkov, A.; Kolařík, L.; et al. Selected Properties of Hardfacing Layers Created by PTA Technology. Metals 2021, 11, 134. [Google Scholar] [CrossRef]
- Bober, M. Composite coatings deposited by the plasma transferred arc—Characterization and coating formation. Weld. Technol. Rev. 2011, 83, 43–47. [Google Scholar]
- Cherepova, T.; Dmitrieva, G.; Tisov, G.; Dukhota, O.; Kindrachuk, M. Research on the properties of Co-TiC and Ni-TiC HIP-sintered alloys. Acta Mech. Autom. 2019, 13, 57–67. [Google Scholar] [CrossRef] [Green Version]
- Toth, L.E. Transition Metal Carbides and Nitrides; Academic Press: New York, NY, USA; London, UK, 1971. [Google Scholar]
- Katsich, C.; Badisch, E. Effect of carbide degradation in a Ni-based hardfacing under abrasive and combined impact/abrasive conditions. Surf. Coat. Technol. 2011, 206, 1062–1068. [Google Scholar] [CrossRef]
- Kulu, P.; Surzhenkov, A.; Tarbe, R.; Saarna, M.; Tarraste, M.; Viljus, M. Hardfacings for Extreme Wear Applications. In Proceedings of the XXVIII International Conference on Surface Modification Technologies, Tampere, Finland, 16–18 June 2014. [Google Scholar]
- Bober, M.; Senkara, J. Study of the structure of composite coatings Ni-WC deposited by plasma transferred arc. Weld. Technol. Rev. 2016, 88, 67–70. [Google Scholar]
- Oyama, S.T. The Chemistry of Transition Metal Carbides and Nitrides; Balckie Academic & Professional, Chapman & Hall: London, UK, 1996. [Google Scholar]
- Poloczek, T.; Czupryński, A.; Żuk, M.; Chruściel, M. Structure and tribological properties of wear-resistant layers produced in process of plasma powder surfacing. Weld. Technol. Rev. 2019, 91, 35–41. [Google Scholar] [CrossRef] [Green Version]
- Bober, M.; Senkara, J. Formation of nickel-based weld overlays strengthened with transition metal carbides. Inst. Weld. Bull. 2010, 54, 103–107. [Google Scholar]
- Czupryński, A. Comparison of Properties of Hardfaced Layers Made by a Metal-Core-Covered Tubular Electrode with a Special Chemical Composition. Materials 2020, 13, 5445. [Google Scholar] [CrossRef]
- Sobolev, A.; Mirzoev, A. Structure and stability of (Cr, Fe)7C3 ternary carbides in solid and liquid state. J. Alloys Compd. 2019, 804, 566–572. [Google Scholar] [CrossRef]
- Chukwuma, C.; Onuoha, X.; Chenxin, J.; Zoheir, N.F.; Georges, J.K.; Kevin, P.P. The effects of TiC grain size and steel binder content on the reciprocating wear behaviour of TiC-316L stainless steel cermets wear. Wear 2016, 350, 116–129. [Google Scholar]
- Sakamoto, T.; Kurishita, H.; Matsuo, S.; Arakawa, H.; Takahashi, S.; Tsuchida, M.; Kobayashi, S.; Nakai, K.; Terasawa, M.; Yamasaki, T.; et al. Development of nanostructured SUS316L-2%TiC with superior tensile properties. J. Nucl. Mater. 2015, 466, 468–476. [Google Scholar] [CrossRef]
- Hung, F.Y.; Yan, Z.Y.; Chen, L.H.; Lui, T.S. Microstructural characteristics of PTA-overlayed NbC on pure Ti. Surf. Coat. Technol. 2006, 200, 6881–6887. [Google Scholar] [CrossRef]
- Smirnov, A.; Kozlov, E.; Radchenko, M.; Knyaz’kov, K.; Knyaz’kov, V. State of Ni–Cr–B–Si–Fe/WC coatings after plasma powder surfacing with nanopowder modifier. Steel Transl. 2016, 46, 251–255. [Google Scholar] [CrossRef]
- Ozel, S.; Kurt, B.; Somunkiran, I.; Orhan, N. Microstructural characteristic of NiTi coating on stainless Steel by plasma transferred arc process. Surf. Coat. Technol. 2008, 202, 3633–3637. [Google Scholar] [CrossRef]
- Bober, M. Formation and structure of the composite coatings Ni-NbC deposited by plasma transferred arc. Weld. Technol. Rev. 2018, 90, 65–69. [Google Scholar]
- Liu, Y.F.; Han, J.M.; Li, R.H.; Li, W.J.; Xu, X.Y.; Wang, J.H.; Yang, S.Z. Microstructure and dry-sliding wear resistance of PTA cald (Cr, Fe)7C3/γ-Fe ceramal composite coating. Appl. Surf. Sci. 2006, 252, 7539–7544. [Google Scholar] [CrossRef]
- Wang, X. The metallurgical behavior of B4C in the iron-based surfacing alloy during PTA powder surfacing. Appl. Surf. Sci. 2005, 252, 2021–2028. [Google Scholar] [CrossRef]
- Czupryński, A. Microstructure and Abrasive Wear Resistance of Metal Matrix Composite Coatings Deposited on Steel Grade AISI 4715 by Powder Plasma Transferred Arc Welding Part 1. Mechanical and Structural Properties of a Cobalt-Based Alloy Surface Layer Reinforced with Particles of Titanium Carbide and Synthetic Metal–Diamond Composite. Materials 2021, 14, 2382. [Google Scholar] [CrossRef]
- Aoh, J.N.; Jeng, Y.R.; Chu, E.L.; Wu, L.T. On the wear behavior of surface clad layers under high temperature. Wear 1999, 225, 1114–1122. [Google Scholar] [CrossRef]
- Wu, J.B.C.; Redman, J.E. Hardfacing with Cobalt and Nickel Alloys. Weld. J. 1994, 73, 63–68. [Google Scholar]
- Durejko, T.; Łazińska, M.; Dworecka-Wójcik, J.; Lipiński, S.; Varin, R.A.; Czujko, T. The Tribaloy T-800 Coatings Deposited by Laser Engineered Net Shaping (LENSTM). Materials 2019, 12, 1366. [Google Scholar] [CrossRef] [Green Version]
- Deuis, R.L.; Subramanian, C.; Yellup, J.M. Abrasive wear of composite coatings in a saline sand slurry environment. Wear 1997, 203, 119–128. [Google Scholar] [CrossRef]
- Mele, C.; Lionetto, F.; Bozzini, B. An Erosion-Corrosion Investigation of Coated Steel for Applications in the Oil and Gas Field, Based on Bipolar Electrochemistry. Coatings 2020, 10, 92. [Google Scholar] [CrossRef] [Green Version]
- EN 14700. Welding Consumables. Welding Consumables for Hard-Facing; CEN: Brussels, Belgium, 2014. [Google Scholar]
- Zygmuntowicz, J.; Miazga, A.; Konopka, K.; Jędrysiak, K.; Kaszuwara, W. Alumina matrix ceramic-nickel composites formed by centrifugal slip casting. Process. Appl. Ceram. 2015, 9, 199–202. [Google Scholar] [CrossRef]
- Yao, S.H. Tribological behaviour of NiCrBSi–WC(Co) coatings. Mater. Res. Innov. 2014, 18, 332–337. [Google Scholar] [CrossRef]
- Mele, C.; Bozzini, B. Localised corrosion processes of austenitic stainless steel bipolar plates for polymer electrolyte membrane fuel cells. J. Power Sources 2010, 195, 3590–3596. [Google Scholar] [CrossRef]
- Yahiaoui, M.; Paris, J.-Y.; Delbé, K.; Denape, J.; Gerbaud, L.; Colin, C.; Ther, O.; Dourfaye, A. Quality and wear behavior of graded polycrystalline diamond compact cutters. Int. J. Refract. Met. Hard Mater. 2016, 56, 87–95. [Google Scholar] [CrossRef]
- Cheng, H.; Yi, J.; Fang, Z.; Dai, S.; Zhao, X. Tribology Property of Laser Cladding Crack Free Ni/WC Composite Coating. Mater. Trans. 2013, 54, 50–55. [Google Scholar] [CrossRef] [Green Version]
- Wu, P.; Du, H.M.; Chen, X.L.; Li, Z.Q.; Bai, H.L.; Jiang, E.Y. Influence of WC particle behavior on the wear resistance properties of Ni-WC composite coatings. Wear 2004, 257, 142–147. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Base Material | Powder Filler Material | Powder Grain (μm) | References | |
|---|---|---|---|---|
| Matrix | Reinforcement | |||
| Structural steel | Ni–Cr–B–Si | 69% WC/Co | 53–106 | [17] |
| Structural steel | Ni–base alloy | 30% Cr3C2 | 75–185 | [18] |
| Structural steel | Ni–base alloy | NbC | 50–150 | [19] |
| Structural steel | Fe–Cr–C–Ni | Chromium (II) carbide Cr3C2, Cr7C3, and Cr23C6 | 70–140 | [20] |
| Structural steel | Fe–C–B–Mn–Si | 20% B4C | 50–150 | [21] |
| Structural steel | Co–Cr–W–C | 60% TiC+PD-W | 60–250 | [22] |
| Structural steel | Co–Cr–W–C | 30% Cr3C2 | 60–145 | [23] |
| Stainless steel | Co–Cr–W–C | 50% Cr3C2, 20% WC, 50% TiC, 40% NbC | 53–180 | [24] |
| Stainless steel | Co–Mo–Cr–Si–Fe–Ni | 35% WC 35% (WC−12% Cr) | 53–180 | [25] |
| Aluminium | Al–Ni | Al2O3, SiC, TiC | 70 | [26] |
| Titanium | Ti | 50% NbC | 80–120 | [16] |
| Chemical Composition of AISI 4715 Low-Alloy Structural Steel, wg. % | |||||||||
| C | Mn | S | P | Si | Cr | Mo | Ni | Fe | |
| 0.12–0.18 | 0.65–0.95 | ≤0.015 | ≤0.015 | 0.15–0.35 | 0.40–0.70 | 0.45–0.60 | 0.65–1.00 | Bal. | |
| Chemical composition of the Ni3 alloy, wg. % | Ceramic reinforcement of the matrix, wg. % | ||||||||
| C | Si | Mn | Cr | B | Fe | Ni | SFTC | FTC | PD-W |
| ≤0.05 | 2.4 | 0.5 | 2.0 | ≤1.4 | ≤0.5 | Bal. | 70 | 10 | 20 |
| Process Parameters | Value of Parameter |
|---|---|
| Current, I (A) | 80 |
| Voltage, U (V) | 25 |
| Travel speed, S (mm/s) | 3 |
| Powder feed rate, q (g/min) | 18 |
| Heat input, Eu(1) (J/mm) | 400 |
| ICSD Card No | Phase Name | Chemical Formula | Crystalline Structure |
|---|---|---|---|
| 98-007-7568 | Tungsten carbide (2/1) | W2C | Hexagonal (P 63/m m c) |
| 98-026-0166 | Tungsten carbide (1/1) | WC | Hexagonal (P m 2) |
| 98-026-0172 | Nickel | Ni | Regular (F m m) |
| 98-002-4306 | Nickel boride (3/1) | Ni3B | Orthorhombic (P n m a) |
| Physical Quantity | Average Value of the Measured Quantity |
|---|---|
| Density ρ (measured using the Archimedes method), g/cm3 | 9.3425 |
| Absorbability A, % | 1.3856 |
| Open porosity Po, % | 11.2421 |
| Closed porosity Pc, % | 0.0082 |
| Apparent density ρa, g/cm3 | 8.9729 |
| Total porosity Pc, % | 11.2503 |
| Hardness (HV10) | ||||||||
|---|---|---|---|---|---|---|---|---|
| Specimen Designation | Specimen Number | Measurement Point Number | Average Hardness of the Tested Samples | Average Hardness of the Tested Materials | ||||
| 1 | 2 | 3 | 4 | 5 | ||||
| Ni3+WC-W2C+PD-W | N 01 | 634 | 746 | 883 | 545 | 733 | 708.2 | 702.5 |
| N 02 | 615 | 686 | 773 | 746 | 664 | 696.8 | ||
| AR400 Steel | S 01 | 430 | 421 | 420 | 429 | 424 | 424.8 | 424.1 |
| S 02 | 421 | 424 | 422 | 421 | 429 | 423.4 | ||
| Specimen Designation | Spec. Number | Mass Before Test, g | Mass After Test, g | Mass Loss, g | Average Mass Loss, g | Clad Layer Density, g/cm3 | Average Volume Loss, mm3 | Relative (1) Abrasive Wear Resistance |
|---|---|---|---|---|---|---|---|---|
| Composite Coating | ||||||||
| Ni3+WC-W2C +PD-W | N 01 | 173.2112 | 173.0283 | 0.1829 | 0.1894 | 9.3425 | 20.2730 | 11.05 |
| N 02 | 162.8753 | 162.6794 | 0.1959 | |||||
| Reference Material | ||||||||
| AR400 Steel | S 01 | 123.9290 | 122.2067 | 1.7223 | 1.7429 | 7.7836 | 223.9195 | 1 |
| S 02 | 121.7386 | 119.9752 | 1.7634 | |||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Czupryński, A. Microstructure and Abrasive Wear Resistance of Metal Matrix Composite Coatings Deposited on Steel Grade AISI 4715 by Powder Plasma Transferred Arc Welding Part 2. Mechanical and Structural Properties of a Nickel-Based Alloy Surface Layer Reinforced with Particles of Tungsten Carbide and Synthetic Metal–Diamond Composite. Materials 2021, 14, 2805. https://doi.org/10.3390/ma14112805
Czupryński A. Microstructure and Abrasive Wear Resistance of Metal Matrix Composite Coatings Deposited on Steel Grade AISI 4715 by Powder Plasma Transferred Arc Welding Part 2. Mechanical and Structural Properties of a Nickel-Based Alloy Surface Layer Reinforced with Particles of Tungsten Carbide and Synthetic Metal–Diamond Composite. Materials. 2021; 14(11):2805. https://doi.org/10.3390/ma14112805
Chicago/Turabian StyleCzupryński, Artur. 2021. "Microstructure and Abrasive Wear Resistance of Metal Matrix Composite Coatings Deposited on Steel Grade AISI 4715 by Powder Plasma Transferred Arc Welding Part 2. Mechanical and Structural Properties of a Nickel-Based Alloy Surface Layer Reinforced with Particles of Tungsten Carbide and Synthetic Metal–Diamond Composite" Materials 14, no. 11: 2805. https://doi.org/10.3390/ma14112805
APA StyleCzupryński, A. (2021). Microstructure and Abrasive Wear Resistance of Metal Matrix Composite Coatings Deposited on Steel Grade AISI 4715 by Powder Plasma Transferred Arc Welding Part 2. Mechanical and Structural Properties of a Nickel-Based Alloy Surface Layer Reinforced with Particles of Tungsten Carbide and Synthetic Metal–Diamond Composite. Materials, 14(11), 2805. https://doi.org/10.3390/ma14112805