
Influence of Ground Calcium Carbonate Waste on the Properties of Green Self-Consolidating Concrete Prepared by Low-Quality Bagasse Ash and Rice Husk Ash



Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
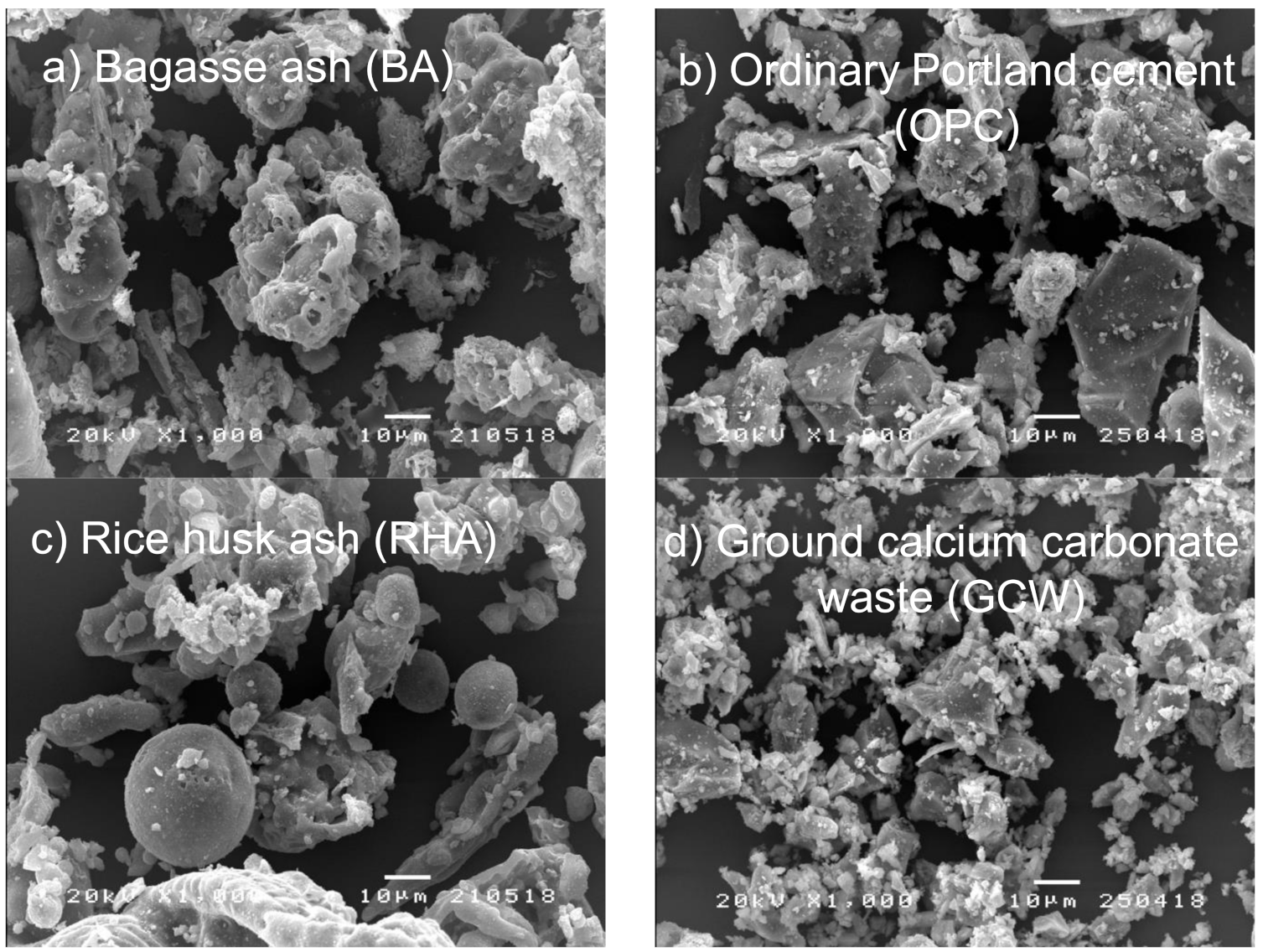
2.1.1. Ordinary Portland Cement (OPC)
2.1.2. Bagasse Ash (BA)
2.1.3. Rice Husk Ash (RHA)
2.1.4. Ground Calcium Carbonate Waste (GCW)
2.1.5. Aggregates
2.2. Mix Proportions of Green Self-Consolidating Concrete (gSCC)
2.3. Sample Preparation and Testing
2.3.1. Workability of gSCC
- Filling ability: The concrete’s ability to fully fill the formworks and deform under its weight while maintaining homogeneity is known as the filling ability. Using ASTM C1611 [22], the filling ability was estimated.
- Passing ability: The concrete’s ability to flow via a confined area without overcrowding due to aggregate concretes is known as the passing ability. The concretes were tested using J-Rings to analyze the blocking behaviors and the passing ability of SCCs according to ASTM C1621 [23].
2.3.2. Mechanical Properties
3. Results and Discussions
3.1. Physical Properties of Fresh gSCC
3.1.1. Water Requirements Regarding w/b for Accomplishing gSCC
3.1.2. Fresh Density
3.1.3. Workability
Filling Ability
Passing Ability
3.2. Mechanical Properties
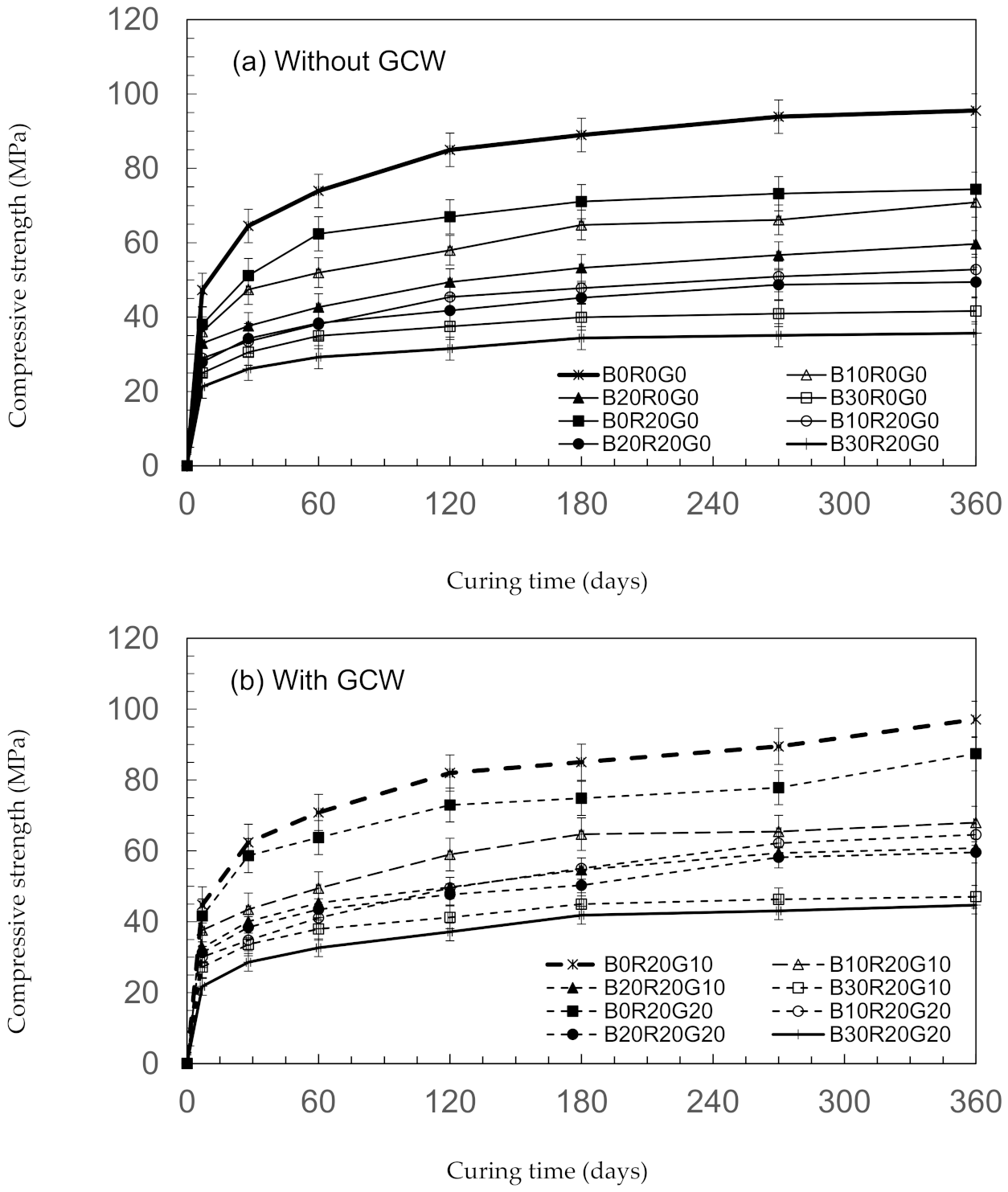
3.2.1. Compressive Strength
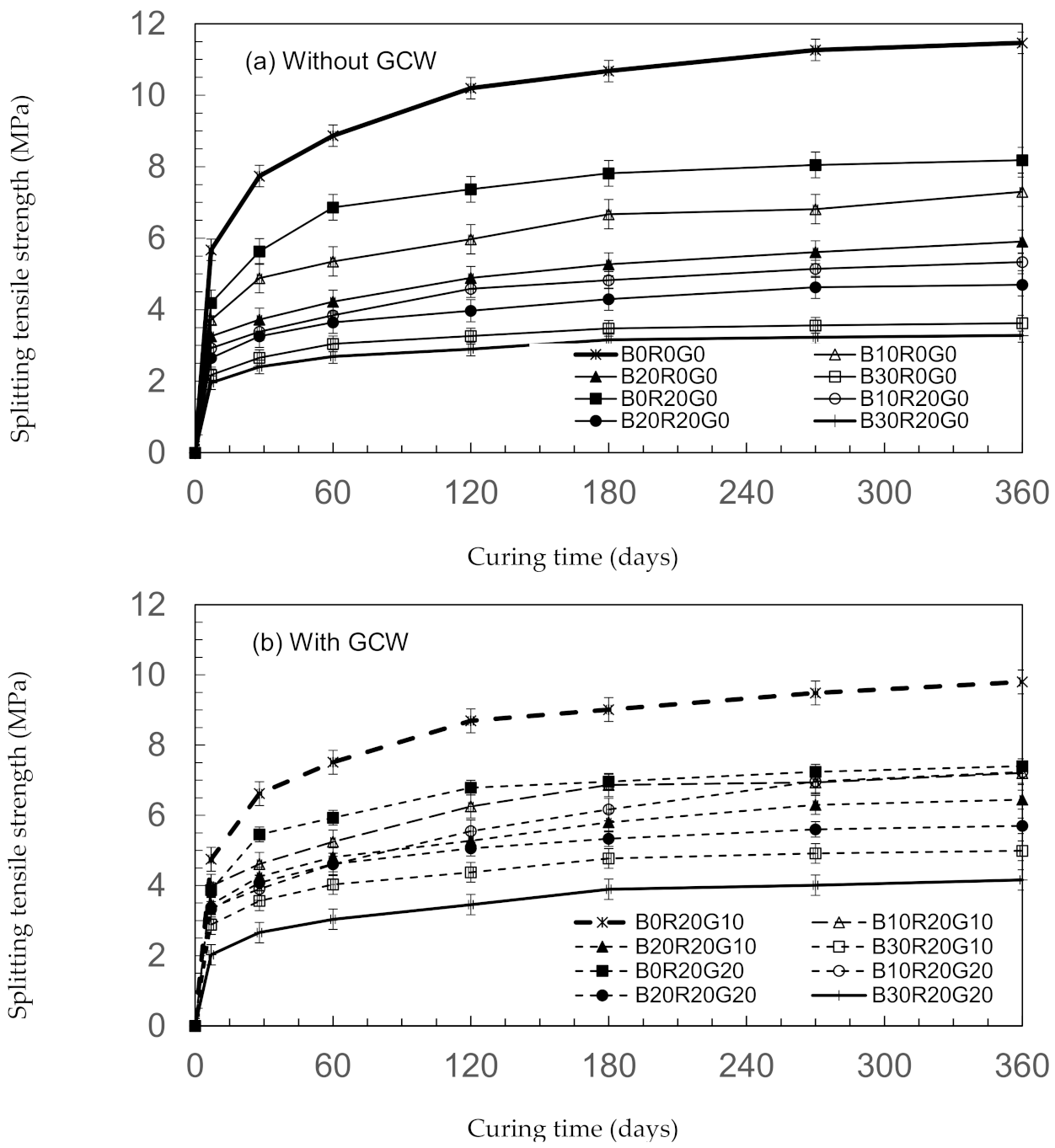
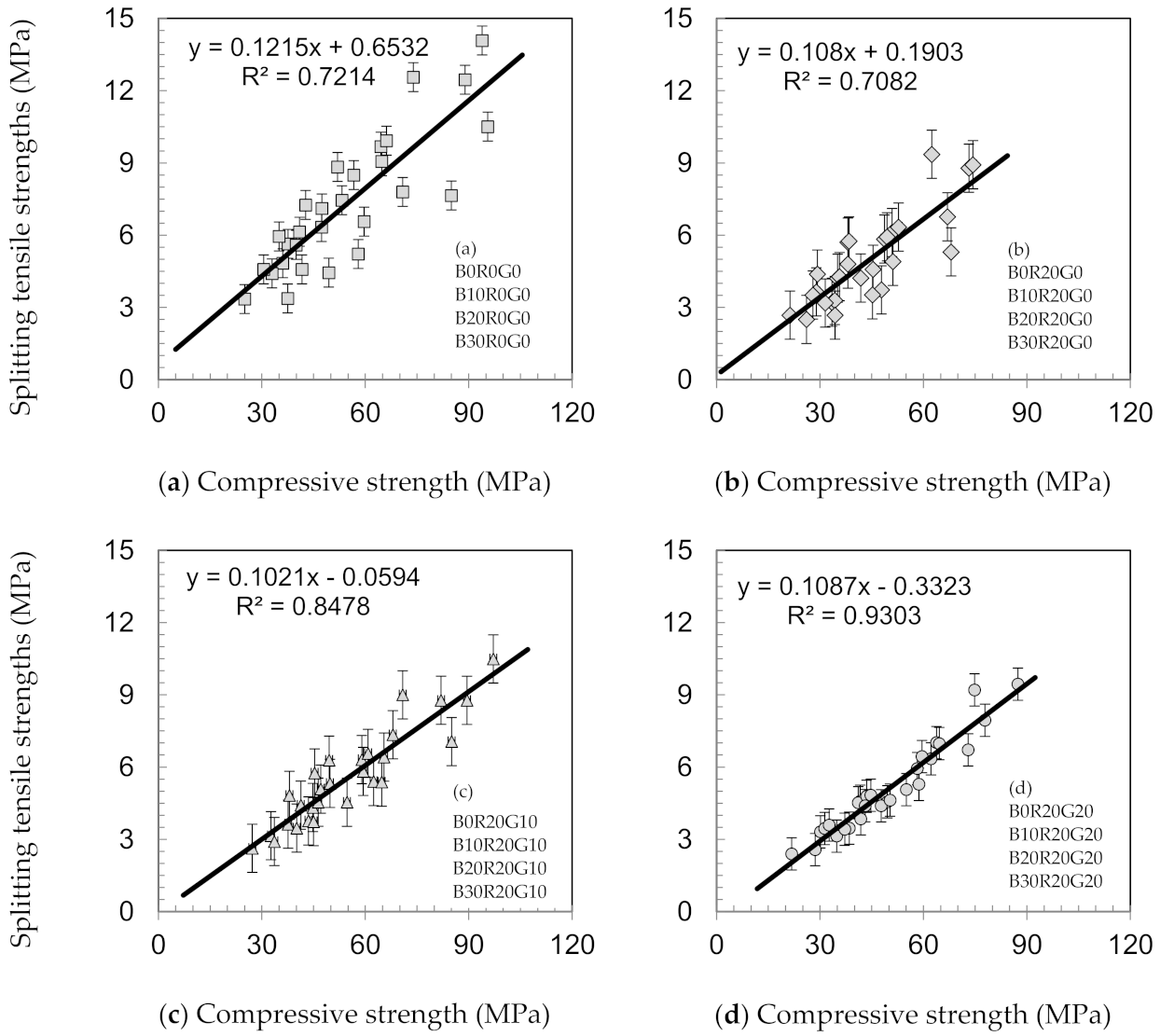
3.2.2. Splitting Tensile Strength
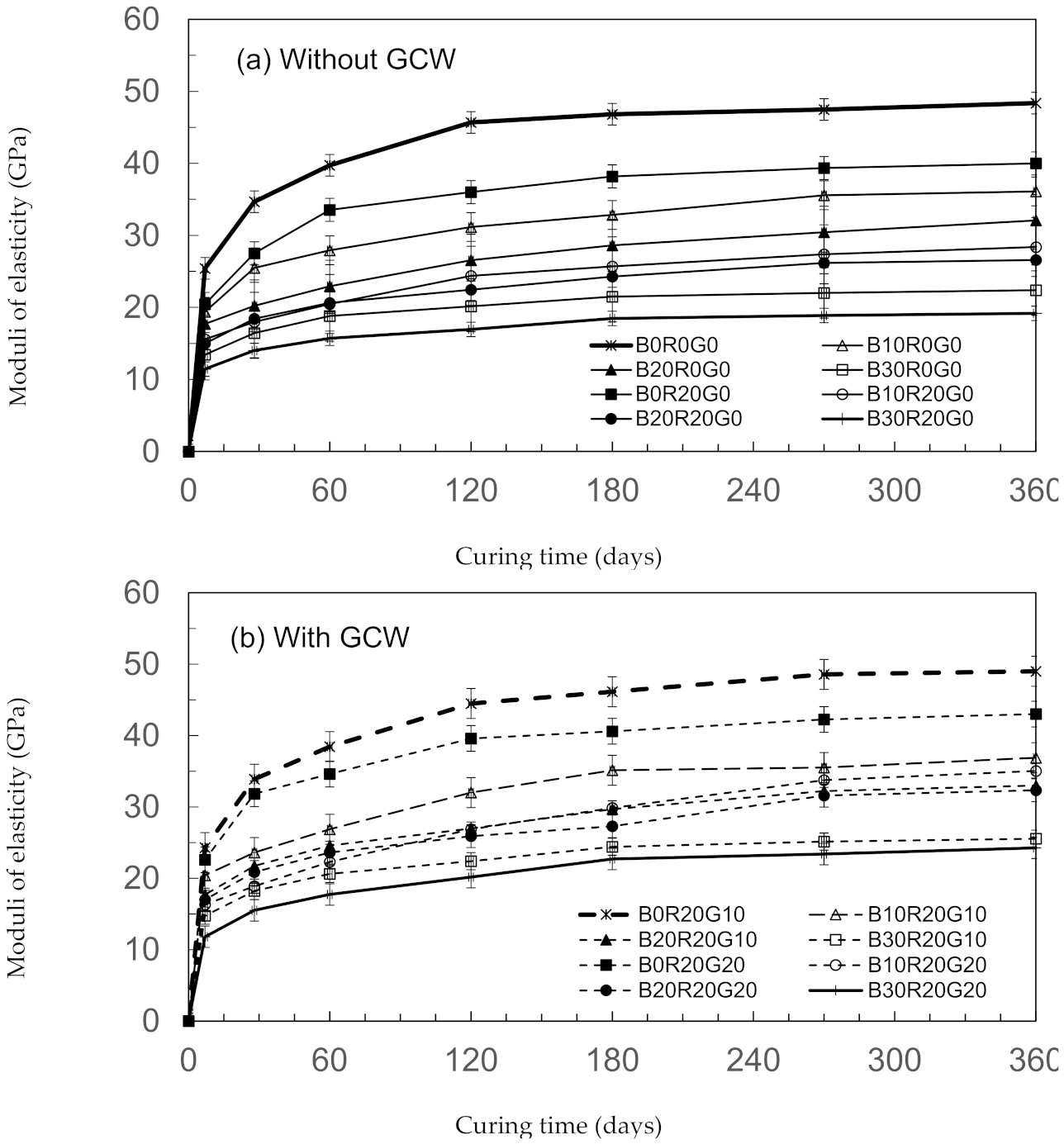
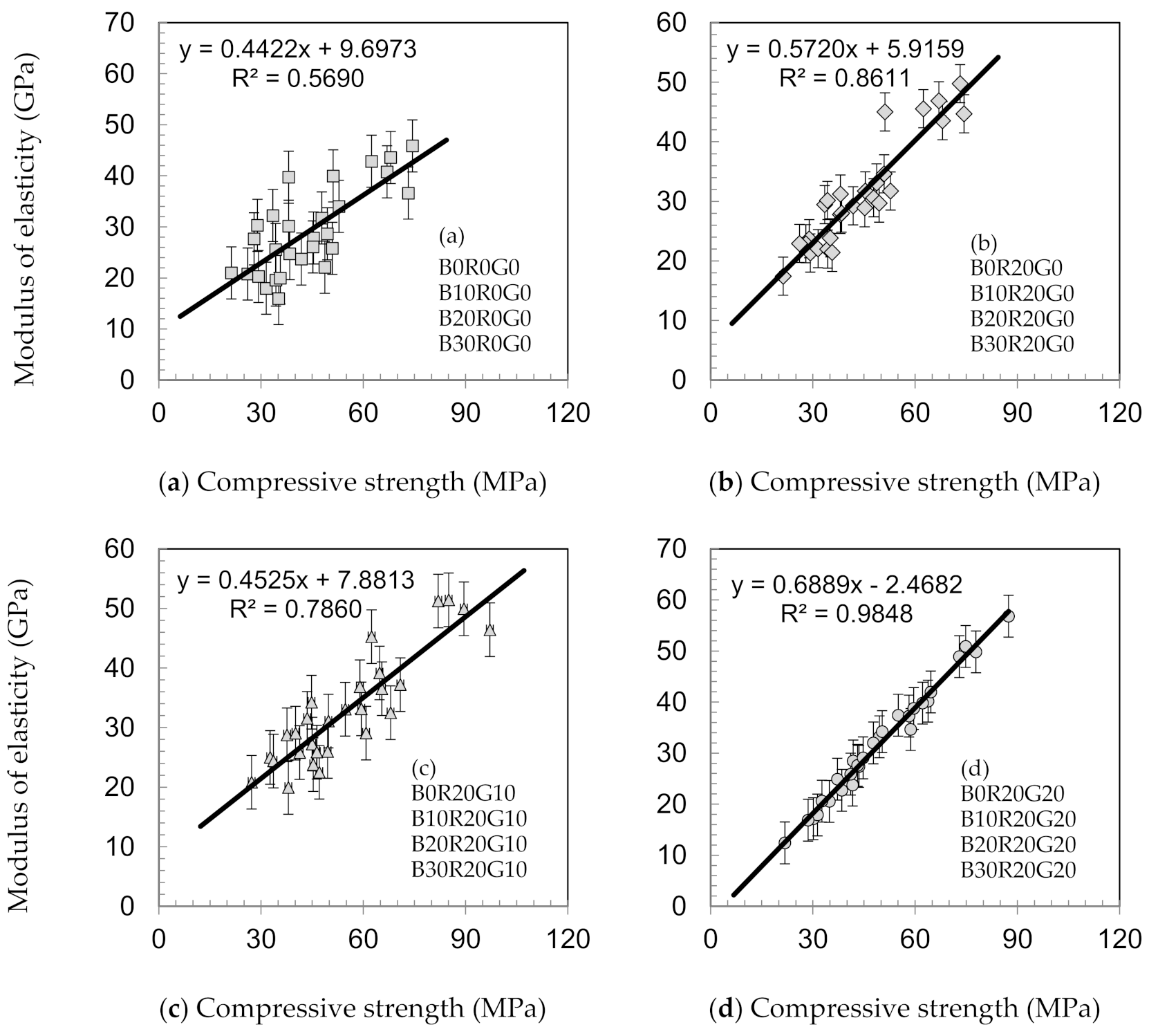
3.2.3. Moduli of Elasticity (MOE)
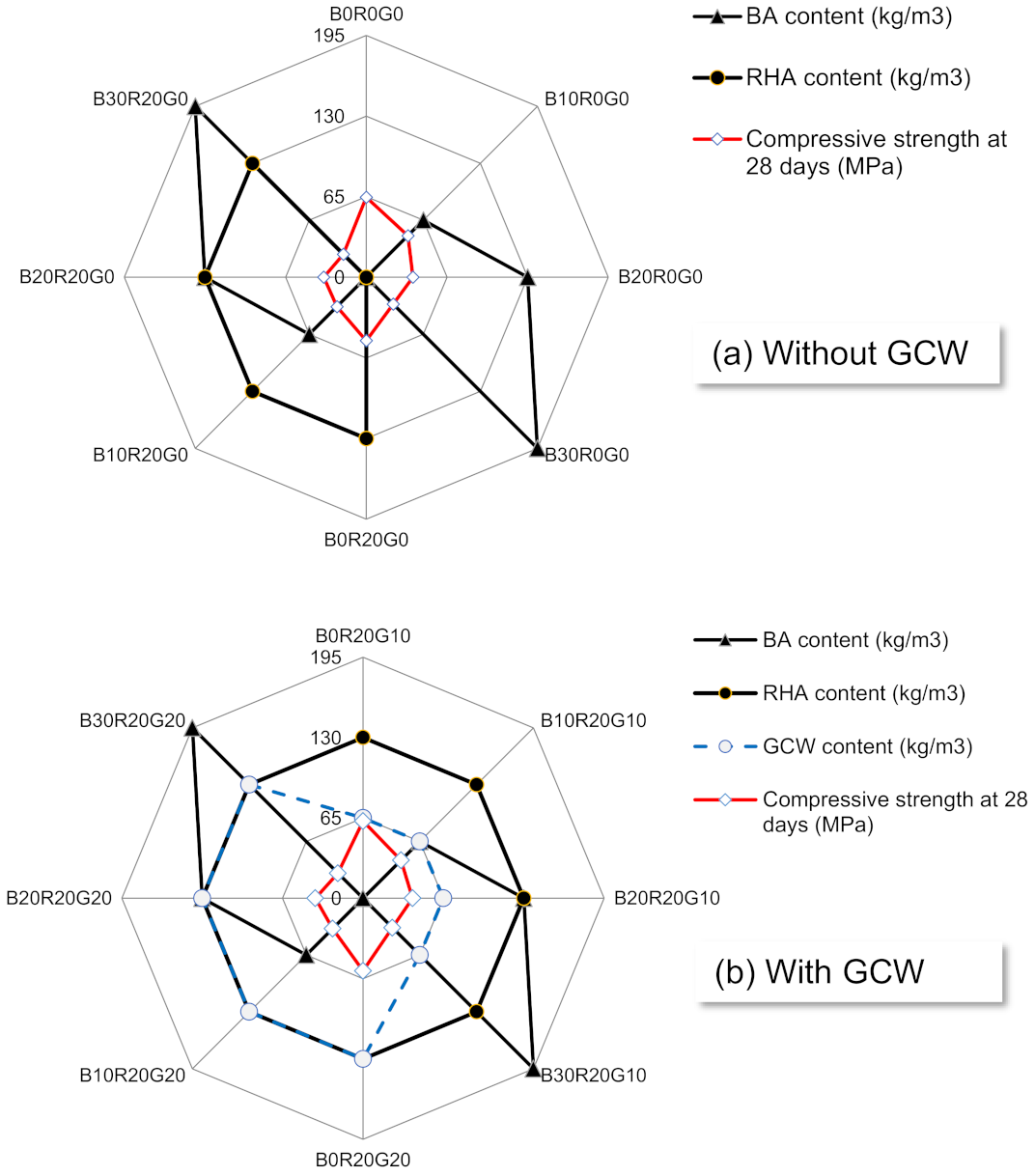
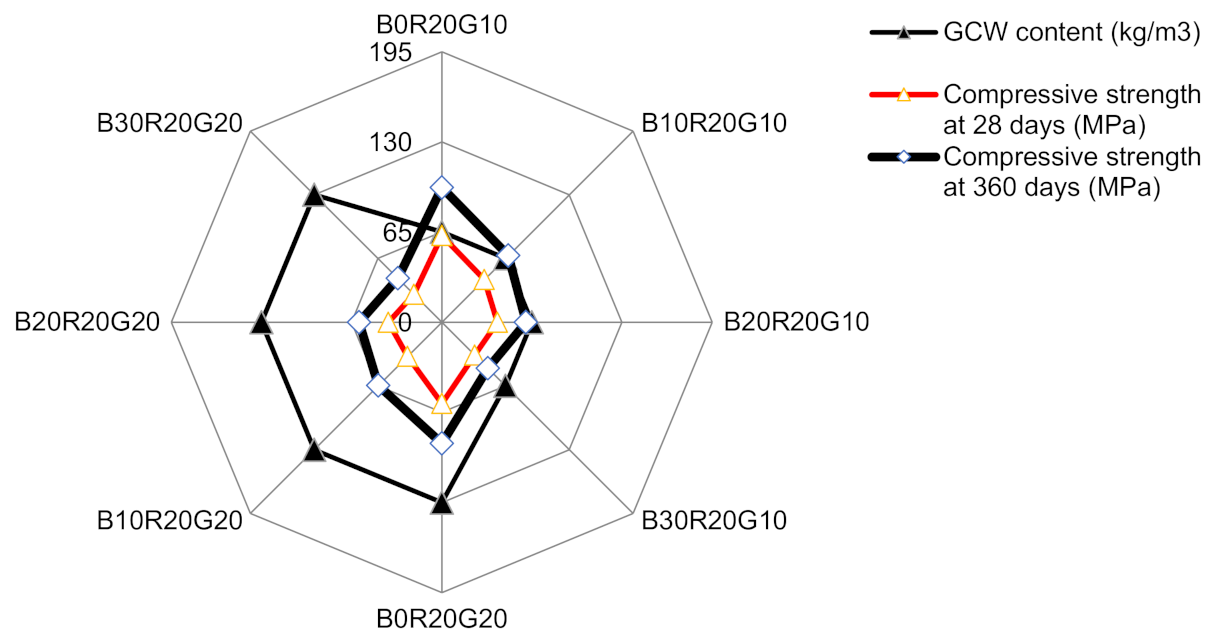
4. Optimal Content of GCW
5. Statistically Descriptive and ANOVA Analyses of the gSCC Mixtures Based on Compressive Strength Development (CSD)
6. Conclusions
- In order to maintain the controlled slump flows of gSCC at a 70.0 ± 2.5 cm diameter, the w/b ratios of the gSCC mixtures incorporating BA and RHA varied in the range between 0.48 and 0.54 and 0.49 and 0.56, respectively. The required w/b ratios for the gSCC with BA and RHA were greater than those for SCCs without RHA. With BA and RHA incorporating GCW, the gSCC had lower w/b ratios than those without BA and RHA, but had higher w/b ratios than the control SCCs.
- When the amounts of GCW increased, the fresh densities of the gSCC mixtures incorporating BA and RHA decreased with a GCW content of 10 wt%. The fresh densities of the gSCC with mixtures of RHA also decreased when increasing the amount of GCW.
- The majority of the mixtures retained acceptable flow times considering the SCC workability. The differences in the levels of GCW substitution and the V-funnel flow results showed general correlations with the increase in GCW. In addition, gSCC prepared by BA needed more w/b to sustain similar workability as compared to that of the control SCC.
- The mechanical performance of the gSCC continuously developed in comparison to the control SCC, as the binder contents could minimize the consumption of OPC by up to 40%. The gSCC mixtures of the GCW with BA and RHA as binder decreased the concrete’s compressive strength at 360 days.
- The greatest compressive strength was achieved in the mixtures of the gSCC prepared with 10 wt% GCW in 10 wt% BA and 20 wt% RHA, which were consistent with descriptive and ANOVA analyses of the gSCC mixtures based on compressive strength development.
- Compared to the gSCC that required 390 kg/m3 of OPC, the gSCC prepared with 10 wt% GCW associated with 10 wt% BA and 20 wt% RHA was improved, with the properties of workability including filling and passing abilities.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kolias, S.; Kasselouri-Rigopoulou, V.; Karahalios, A. Stabilisation of clayey soils with high calcium fly ash and cement. Cem. Conr. Comp. 2005, 27, 301–313. [Google Scholar] [CrossRef]
- Chao, L.C.; Kuo, C.P. Ternary blends of high aluminate cement, fly ash and blast-furnace slag for sewerage lining mortar. IOP Conf. Ser. Mater. Sci. Eng. 2018, 303, 12023. [Google Scholar] [CrossRef]
- Clark, M.W.; Despland, L.M.; Lake, N.J.; Yee, L.H.; Anstoetz, M.; Arif, E.; Doumit, P. High-efficiency cogeneration boiler bagasse-ash geochemistry and mineralogical change effects on the potential reuse in synthetic zeolites, geopolymers, cements, mortars, and concretes. Heliyon 2017, 3, e00294. [Google Scholar] [CrossRef] [Green Version]
- Hoshino, S.; Negishi, K.; Honda, A. Mechanism of alkalinity lowering and chemical equilibrium model of high fly ash silica fume cement. Concr. Res. Tech. 2014, 25, 97–107. [Google Scholar] [CrossRef]
- Rubin, J.B.; Taylor, C.; Sivils, L.D.; Carey, J.W. Radioactive wastes dispersed in stabilized ash cements. In Proceedings of the International Ash Utilization Symposium, Lexington, KY, USA, 31 December 1997. [Google Scholar]
- Mallisa, H.; Turuallo, G. The maximum percentage of fly ash to replace part of original Portland cement (OPC) in producing high strength concrete. AIP Conf. Proc. 2017, 1903, 30012. [Google Scholar]
- Makul, N.; Sua-iam, G. Effect of granular urea on the properties of self-consolidating concrete incorporating untreated rice husk ash: Flowability, compressive strength and temperature rise. Constr. Build. Mater. 2018, 162, 489–502. [Google Scholar] [CrossRef]
- Makul, N. Combined use of untreated-waste rice husk ash and foundry sand waste in high-performance self-consolidating concrete. Results Mater. 2019, 1, 100014. [Google Scholar] [CrossRef]
- Malhotra, V.M.; Mehta, P.K. Pozzolanic and Cementitious Materials; CRC Press: London, UK, 1996. [Google Scholar]
- Lertwattanaruk, P.; Sua-Iam, G.; Makul, N. Effects of calcium carbonate powder on the fresh and hardened properties of self-consolidating concrete incorporating untreated rice husk ash. J. Clean. Prod. 2018, 172, 3265–3278. [Google Scholar] [CrossRef]
- Sua-Iam, G.; Makul, N. Utilization of coal-and biomass-fired ash in the production of self-consolidating concrete: A literature review. J. Clean. Prod. 2015, 100, 59–76. [Google Scholar] [CrossRef]
- Turuallo, G.; Mallisa, H. Using cementitious materials such as fly ash to replace a part of cement in producing high strength concrete in hot weather. IOP Conf. Ser. Mater. Sci. Eng. 2018, 316, 12039. [Google Scholar] [CrossRef]
- EFNARC. Specification and Guidelines for Self-compacting Concrete; European Federation of Producers and Applicators of Specialist Products for Structures (EFNARC): Surrey, UK, 2002. [Google Scholar]
- Feng, S.; Gong, L.; Cheng, L.; Wang, B.; Wang, L. Radiobiological waste treatment: Ashing treatment and immobilization with cement. In Proceedings of the Seminar on radioactive waste management practices and issues in developing countries, Beijing, China, 10–14 October 1994; pp. 255–260. [Google Scholar]
- Genazzini, C.; Zerbino, R.; Ronco, A.; Batic, O.; Giaccio, G. Hospital waste ashes in Portland cement mortars. Cem. Concr. Res. 2003, 33, 1643–1650. [Google Scholar] [CrossRef]
- Kerkhoff, B. Effects of Substances on Concrete and Guide to Protective Treatments; Portland Cement Association: Skokie, IL, USA, 2007. [Google Scholar]
- ASTM C188. Standard Test. Method for Density of Hydraulic Cement; ASTM International: West Conshohocken, PA, USA, 2017. [Google Scholar]
- ASTM C430. Standard Test. Method for Fineness of Hydraulic Cement by the 45-μm (No. 325) Sieve; ASTM International: West Conshohocken, PA, USA, 2017. [Google Scholar]
- ASTM C150. Standard Specification for Portland Cement; ASTM International: West Conshohocken, PA, USA, 2020. [Google Scholar]
- ASTM C618. Standard Specification for Coal Fly Ash and Raw or Calcined Natural Pozzolan for Use in Concrete; ASTM International: West Conshohocken, PA, USA, 2019. [Google Scholar]
- ASTM C33. Standard Specification for Concrete Aggregates; ASTM International: West Conshohocken, PA, USA, 2018. [Google Scholar]
- ASTM C1611. Standard Test. Method for Slump Flow of Self-Consolidating Concrete; ASTM International: West Conshohocken, PA, USA, 2018. [Google Scholar]
- ASTM C1621. Standard Test. Method for Passing Ability of Self-Consolidating Concrete by J.-Ring; ASTM International: West Conshohocken, PA, USA, 2017. [Google Scholar]
- ASTM C39. Standard Test. Method for Compressive Strength of Cylindrical Concrete Specimens; ASTM International: West Conshohocken, PA, USA, 2020. [Google Scholar]
- ASTM C496. Standard Test. Method for Splitting Tensile Strength of Cylindrical Concrete Specimens; ASTM International: West Conshohocken, PA, USA, 2017. [Google Scholar]
- ASTM C469. Standard Test. Method for Static Modulus of Elasticity and Poisson’s Ratio of Concrete in Compression; ASTM International: West Conshohocken, PA, USA, 2014. [Google Scholar]
- Beixing, L.; Jiliang, W.; Mingkai, Z. Effect of limestone fines content in manufactured sand on durability of low- and high-strength concretes. Constr. Build. Mater. 2009, 23, 2846–2850. [Google Scholar]
- Ali, E.E.; Al–Tersawy, S.H. Recycled glass as a partial replacement for fine aggregate in self–compacting concrete. Constr. Build. Mater. 2012, 35, 785–791. [Google Scholar] [CrossRef]
- Arel, H.S. The effect of lignosulfonates on concretes produced with cements of variable fineness and calcium aluminate content. Constr. Build. Mater. 2017, 131, 347–360. [Google Scholar] [CrossRef]
- Aydın, S.; Aytaç, A.H.; Ramyar, K. Effects of fineness of cement on polynaphthalene sulfonate based superplasticizer–cement interaction. Constr. Build. Mater. 2009, 23, 2402–2408. [Google Scholar] [CrossRef]
- Atis, C.D.; Kilic, A.; Sevim, U.K. Strength and shrinkage properties of mortar containing a nonstandard high-calcium fly ash. Cem. Concr. Res. 2004, 34, 99–102. [Google Scholar] [CrossRef]
- Binici, H.; Aksogan, O.; Cagatay, I.H.; Tokyay, M.; Emsen, E. The effect of particle size distribution on the properties of blended cements incorporating GGBFS and natural pozzolan (NP). Powd. Tech. 2007, 177, 140–147. [Google Scholar] [CrossRef]
- Carro-López, D.; González-Fonteboa, B.; Brito, J.D.; Martínez-Abella, F.; González-Taboada, I.; Silva, P. Study of the rheology of self-consolidating concrete with fine recycled concrete aggregates. Constr. Build. Mater. 2015, 96, 491–501. [Google Scholar] [CrossRef]
- Chang, J.; Li, Y.; Cao, M.; Fang, Y. Influence of magnesium hydroxide content and fineness on the carbonation of calcium hydroxide. Constr. Build. Mater. 2014, 55, 82–88. [Google Scholar] [CrossRef]
- Binici, H.; Temiz, H.; Kose, M.M. The effect of fineness on the properties of the blended cements incorporating ground granulated blast furnace slag and ground basaltic pumice. Constr. Build. Mater. 2007, 21, 1122–1128. [Google Scholar] [CrossRef]
- Bilir, T.; Gencel, O.; Topcu, I.B. Properties of mortars with fly ash as fine aggregate. Constr. Build. Mater. 2005, 93, 782–789. [Google Scholar] [CrossRef]
- Chen, J.J.; Kwan, A.K.H.; Jiang, Y. Adding limestone fines as cement paste replacement to reduce water permeability and sorptivity of concrete. Constr. Build. Mater. 2014, 56, 87–93. [Google Scholar] [CrossRef]
- Chindaprasirt, P.; Chotithanorm, C.; Cao, H.T.; Sirivivatnanon, V. Influence of fly ash fineness on the chloride penetration of concrete. Constr. Build. Mater. 2007, 21, 356–361. [Google Scholar] [CrossRef]
- Yaşar, E.; Atiş, C.D.; Kiliç, A. High strength lightweight concrete made with ternary mixtures of cement-fly ash-silica fume and scoria as aggregate. Turk. J. Eng. Environ. Sci. 2004, 28, 95–100. [Google Scholar]
- Antiohos, S.K.; Papadakis, V.G.; Tsimas, S. Rice husk ash (RHA) effectiveness in cement and concrete as a function of reactive silica and fineness. Cem. Concr. Res. 2014, 61–62, 20–27. [Google Scholar] [CrossRef]
- Sua-Iam, G.; Makul, N. Properties of Self-Consolidating Concrete with Rice Husk Ash and Calcium Carbonate Powder. ACI Mater. J. 2018, 115, 675–684. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Mean Particle Size (µm) (Average ± SD) | Specific Gravity (Average ± SD) | Retained on a 45 µm Sieve (No.325) (%) (Average ± SD) | Pozzolanic Actvity (mg CaO/g Sample) (Average ± SD) |
|---|---|---|---|---|
| OPC | 14.61 ± 1.38 | 3.14 ± 0.02 | 3.53 ± 0.98 | None |
| BA | 25.70 ± 4.22 | 2.27 ± 0.01 | 14.53 ± 1.02 | 179.44 ± 8.24 |
| RHA | 17.31 ± 2.56 | 2.32 ± 0.01 | 10.06 ± 3.11 | 433.29 ± 1.39 |
| GCW | 3.02 ± 0.26 | 2.42 ± 0.01 | 1.12 ± 0.34 | 512.85 ± 10.26 |
| Chemical Components (% by mass) | OPC (Mean ± SD) | BA (Mean ± SD) | RHA (Mean ± SD) | GCW (Mean ± SD) |
|---|---|---|---|---|
| Loss on ignition (LOI) | 0.92 ± 0.05 | 19.62 ± 3.06 | 6.31 ± 0.72 | 36.16 ± 2.11 |
| Sulfur tri-oxide (SiO3) | 2.72 ± 0.02 | 2.27 ± 0.23 | 0.03 ± 0.01 | 0.12 ± 0.02 |
| Potassium oxide (K2O) | 0.31 ± 0.01 | 1.21 ± 0.19 | 1.34 ± 0.03 | 0.11 ± 0.01 |
| Sodium oxide (Na2O) | 0.22 ± 0.01 | 0.25 ± 0.02 | 0.12 ± 0.01 | 0.21 ± 0.01 |
| Magnesium oxide (MgO) | 1.26 ± 0.02 | 0.93 ± 0.04 | 0.30 ± 0.02 | 1.72 ± 0.03 |
| Calcium oxide (CaO) | 65.83 ± 3.82 | 11.49 ± 1.87 | 0.92 ± 0.04 | 56.53 ± 8.19 |
| 32Iron oxide (Fe2O3) | 3.44 ± 0.12 | 4.12 ± 0.32 | 0.14 ± 0.01 | 0.98 ± 0.07 |
| Aluminum oxide (Al2O3) | 4.78 ± 0.06 | 5.16 ± 0.44 | 0.47 ± 0.02 | 0.42 ± 0.06 |
| Silicon dioxide (SiO2) | 21.99 ± 2.35 | 55.06 ± 5.23 | 91.42 ± 6.81 | 4.38 ± 0.18 |
| Mixture | Binder (kg/m3) | OPC (kg/m3) | BA (kg/m3) | RHA (kg/m3) | GCW (kg/m3) | Sand (kg/m3) | Crushed Limestone (kg/m3) | w/b | HRWR (%) |
|---|---|---|---|---|---|---|---|---|---|
| B0R0G0 [1] (Control SCC) | 650 | 650 | 0 | 0 | 0 | 737 | 657 | 0.40 | 2.04 |
| B10R0G0 | 650 | 585 | 65 | 0 | 0 | 737 | 657 | 0.48 | 2.04 |
| B20R0G0 | 650 | 520 | 130 | 0 | 0 | 737 | 657 | 0.50 | 2.04 |
| B30R0G0 | 650 | 455 | 195 | 0 | 0 | 737 | 657 | 0.54 | 2.04 |
| B0R20G0 | 650 | 520 | 0 | 130 | 0 | 737 | 657 | 0.45 | 2.04 |
| B10R20G0 | 650 | 455 | 65 | 130 | 0 | 737 | 657 | 0.49 | 2.04 |
| B20R20G0 | 650 | 390 | 130 | 130 | 0 | 737 | 657 | 0.51 | 2.04 |
| B30R20G0 | 650 | 325 | 195 | 130 | 0 | 737 | 657 | 0.56 | 2.04 |
| B0R20G10 | 650 | 455 | 0 | 130 | 65 | 737 | 657 | 0.42 | 2.04 |
| B10R20G10 | 650 | 390 | 65 | 130 | 65 | 737 | 657 | 0.45 | 2.04 |
| B20R20G10 | 650 | 325 | 130 | 130 | 65 | 737 | 657 | 0.48 | 2.04 |
| B30R20G10 | 650 | 260 | 195 | 130 | 65 | 737 | 657 | 0.49 | 2.04 |
| B0R20G20 | 650 | 390 | 0 | 130 | 130 | 737 | 657 | 0.43 | 2.04 |
| B10R20G20 | 650 | 325 | 65 | 130 | 130 | 737 | 657 | 0.44 | 2.04 |
| B20R20G20 | 650 | 260 | 130 | 130 | 130 | 737 | 657 | 0.45 | 2.04 |
| B30R20G20 | 650 | 195 | 195 | 130 | 130 | 737 | 657 | 0.47 | 2.04 |
| Mixture | Targeted Flow Slump (cm) | T50 (s) | J−Ring Test (Initial) (cm) | Difference (Initial) (cm) | Blocking Assessment [1] | V-Funnel Flow Time (s) | Fresh Density | |
|---|---|---|---|---|---|---|---|---|
| Value (kg/m3) | % Control | |||||||
| B0R0G0 | 67.5 | 2 | 67.0 | 0.5 | Not visible | 6 | 2483.2 | 100.00 |
| B10R0G0 | 65.5 | 3 | 63.5 | 2.0 | Not visible | 8 | 2454.6 | −1.15 |
| B20R0G0 | 65.0 | 4 | 62.5 | 2.5 | Noticeable | 18 | 2425.9 | −2.31 |
| B30R0G0 | 63.5 | 5 | 58.0 | 5.5 | Extreme blocking | 45 | 2397.3 | −3.46 |
| B0R20G0 | 66.5 | 4 | 64.5 | 2.0 | Not visible | 10 | 2427.2 | −2.26 |
| B10R20G0 | 64.5 | 5 | 61.0 | 3.5 | Noticeable | 14 | 2398.5 | −3.41 |
| B20R20G0 | 63.5 | 6 | 57.0 | 6.5 | Extreme blocking | 36 | 2369.9 | −4.56 |
| B30R20G0 | 62.5 | 7 | 55.0 | 7.5 | Extreme blocking | 82 | 2341.3 | −5.72 |
| B0R20G10 | 67.5 | 3 | 66.5 | 1.0 | Not visible | 8 | 2459.4 | −0.96 |
| B10R20G10 | 67.0 | 5 | 65.5 | 1.5 | Not visible | 10 | 2430.8 | −2.11 |
| B20R20G10 | 66.5 | 5 | 64.5 | 2.0 | Not visible | 11 | 2402.1 | −3.26 |
| B30R20G10 | 66.0 | 6 | 62.5 | 3.5 | Noticeable | 12 | 2373.5 | −4.42 |
| B0R20G20 | 66.5 | 2 | 64.5 | 2.0 | Not visible | 4 | 2432.5 | −2.04 |
| B10R20G20 | 65.0 | 3 | 62.5 | 2.5 | Noticeable | 6 | 2403.9 | −3.19 |
| B20R20G20 | 65.0 | 3 | 60.5 | 4.5 | Noticeable | 9 | 2375.3 | −4.35 |
| B30R20G20 | 64.0 | 4 | 59.0 | 5.0 | Noticeable | 12 | 2346.6 | −5.50 |
| (a) gSCCs prepared without GCW | |||||||||
| Mixture | B0R0G0 | B10R0G0 | B20R0G0 | B30R0G0 | B0R20G0 | B10R20G0 | B20R20G0 | B30R20G0 | |
| Age | |||||||||
| 0 day | 0.00000 | 0.00000 | 0.00000 | 0.00000 | 0.00000 | 0.00000 | 0.00000 | 0.00000 | |
| 7 days | 1.00000 | 0.76276 | 0.69624 | 0.52832 | 0.80533 | 0.61193 | 0.59019 | 0.44963 | |
| 28 days | 1.00000 | 0.73490 | 0.58304 | 0.47351 | 0.79332 | 0.51898 | 0.53125 | 0.40411 | |
| 60 days | 1.00000 | 0.70308 | 0.57759 | 0.47335 | 0.84439 | 0.51529 | 0.51959 | 0.39547 | |
| 120 days | 1.00000 | 0.68225 | 0.58128 | 0.44109 | 0.78817 | 0.53390 | 0.49187 | 0.37090 | |
| 180 days | 1.00000 | 0.72832 | 0.59831 | 0.44943 | 0.79861 | 0.53736 | 0.50801 | 0.38617 | |
| 270 days | 1.00000 | 0.70458 | 0.60326 | 0.43612 | 0.77934 | 0.54223 | 0.51844 | 0.37397 | |
| 360 days | 1.00000 | 0.74173 | 0.62444 | 0.43587 | 0.77852 | 0.55265 | 0.51743 | 0.37324 | |
| (b) gSCCs prepared with GCW | |||||||||
| Mixture | B0R20G10 | B10R20G10 | B20R20G10 | B30R20G10 | B0R20G20 | B10R20G20 | B20R20G20 | B30R20G20 | |
| Age | |||||||||
| 0 day | 0.00000 | 0.00000 | 0.00000 | 0.00000 | 0.00000 | 0.00000 | 0.00000 | 0.00000 | |
| 7 days | 1.00000 | 0.94688 | 0.79551 | 0.69052 | 0.57553 | 0.88060 | 0.63641 | 0.66290 | |
| 28 days | 1.00000 | 0.96784 | 0.67467 | 0.62156 | 0.52130 | 0.90977 | 0.53974 | 0.59670 | |
| 60 days | 1.00000 | 0.95880 | 0.66987 | 0.61312 | 0.51411 | 0.86292 | 0.55599 | 0.58859 | |
| 120 days | 1.00000 | 0.96493 | 0.69407 | 0.58533 | 0.48588 | 0.85879 | 0.58302 | 0.56192 | |
| 180 days | 1.00000 | 0.95587 | 0.72780 | 0.61469 | 0.50588 | 0.84117 | 0.61863 | 0.56551 | |
| 270 days | 1.00000 | 0.95312 | 0.69705 | 0.63250 | 0.49364 | 0.82922 | 0.66220 | 0.61985 | |
| 360 days | 1.00000 | 1.01657 | 0.71153 | 0.63643 | 0.49267 | 0.91492 | 0.67596 | 0.62371 | |
| (a) Influence of BA in gSCC (without RHA and GCW) | ||||||
| Mixture | Count | Sum (−) | Average (−) | Variance (−) | ||
| B10R0G0 | 7 | 5.057620997 | 0.722517285 | 0.000749467 | ||
| B20R0G0 | 7 | 4.264155899 | 0.609165128 | 0.001737440 | ||
| B30R0G0 | 7 | 3.237675198 | 0.462525028 | 0.001100864 | ||
| Source of Variation | SS | df | MS | F | p-value | F crit |
| Between Groups | 0.237878676 | 2 | 0.118939338 | 99.4539509 | 1.86627 ×10−10 | 3.554557146 |
| Within Groups | 0.021526627 | 18 | 0.001195924 | - | - | - |
| (b) Influence of BA in gSCC mixed with 20 wt% RHA (without GCW) | ||||||
| Mixture | Count | Sum (−) | Average (−) | Variance (−) | ||
| B10R20G0 | 7 | 3.812343666 | 0.544620524 | 0.001047734 | ||
| B20R20G0 | 7 | 3.676774698 | 0.525253528 | 0.000967302 | ||
| B30R20G0 | 7 | 2.753489456 | 0.393355637 | 0.000770578 | ||
| Source of Variation | SS | df | MS | F | p-value | F crit |
| Between Groups | 0.094857468 | 2 | 0.047428734 | 51.07894687 | 3.79911 × 10−8 | 3.554557146 |
| Within Groups | 103643.7358 | 24 | 4318.488992 | - | - | - |
| (c) Influence of GSW in gSCC mixed with 10 wt% BA and 20 wt% RHA | ||||||
| Mixture | Count | Sum (−) | Average (−) | Variance (−) | ||
| B10R20G0 | 7 | 3.812343666 | 0.544620524 | 0.001047734 | ||
| B10R20G10 | 7 | 4.970509880 | 0.710072840 | 0.001818456 | ||
| B10R20G20 | 7 | 4.271944572 | 0.610277796 | 0.002737935 | ||
| Source of Variation | SS | df | MS | F | p-value | F crit |
| Between Groups | 0.09717026 | 2 | 0.04858513 | 26.00858778 | 4.90469 × 10−6 | 3.554557146 |
| Within Groups | 0.033624753 | 18 | 0.001868042 | - | - | - |
| (d) Influence of GSW in gSCC mixed with 20 wt% BA and 20 wt% RHA | ||||||
| Mixture | Count | Sum (−) | Average (−) | Variance (−) | ||
| B20R20G0 | 7 | 3.676774698 | 0.525253528 | 0.000967302 | ||
| B20R20G10 | 7 | 4.394147722 | 0.627735389 | 0.001043431 | ||
| B20R20G20 | 7 | 4.219173057 | 0.602739008 | 0.001273434 | ||
| Source of Variation | SS | df | MS | F | p-value | F crit |
| Between Groups | 0.039973151 | 2 | 0.019986575 | 18.25720982 | 4.66498 × 10−5 | 3.554557146 |
| Within Groups | 0.019705002 | 18 | 0.001094722 | - | - | - |
| (e) Influence of GSW in gSCC mixed with 30 wt% BA and 20 wt% RHA | ||||||
| Mixture | Count | Sum (−) | Average (−) | Variance (−) | ||
| B30R20G0 | 7 | 2.753489456 | 0.393355637 | 0.000770578 | ||
| B30R20G10 | 7 | 3.589017400 | 0.512716771 | 0.000925573 | ||
| B30R20G20 | 7 | 3.180552613 | 0.454364659 | 0.000178851 | ||
| Source of Variation | SS | df | MS | F | p-value | F crit |
| Between Groups | 0.049873018 | 2 | 0.024936509 | 39.89837688 | 2.424 × 10−7 | 3.554557146 |
| Within Groups | 0.01125001 | 18 | 0.000625001 | - | - | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lertwattanaruk, P.; Makul, N. Influence of Ground Calcium Carbonate Waste on the Properties of Green Self-Consolidating Concrete Prepared by Low-Quality Bagasse Ash and Rice Husk Ash. Materials 2021, 14, 4232. https://doi.org/10.3390/ma14154232
Lertwattanaruk P, Makul N. Influence of Ground Calcium Carbonate Waste on the Properties of Green Self-Consolidating Concrete Prepared by Low-Quality Bagasse Ash and Rice Husk Ash. Materials. 2021; 14(15):4232. https://doi.org/10.3390/ma14154232
Chicago/Turabian StyleLertwattanaruk, Pusit, and Natt Makul. 2021. "Influence of Ground Calcium Carbonate Waste on the Properties of Green Self-Consolidating Concrete Prepared by Low-Quality Bagasse Ash and Rice Husk Ash" Materials 14, no. 15: 4232. https://doi.org/10.3390/ma14154232
APA StyleLertwattanaruk, P., & Makul, N. (2021). Influence of Ground Calcium Carbonate Waste on the Properties of Green Self-Consolidating Concrete Prepared by Low-Quality Bagasse Ash and Rice Husk Ash. Materials, 14(15), 4232. https://doi.org/10.3390/ma14154232