
Waste Wood Particles from Primary Wood Processing as a Filler of Insulation PUR Foams


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
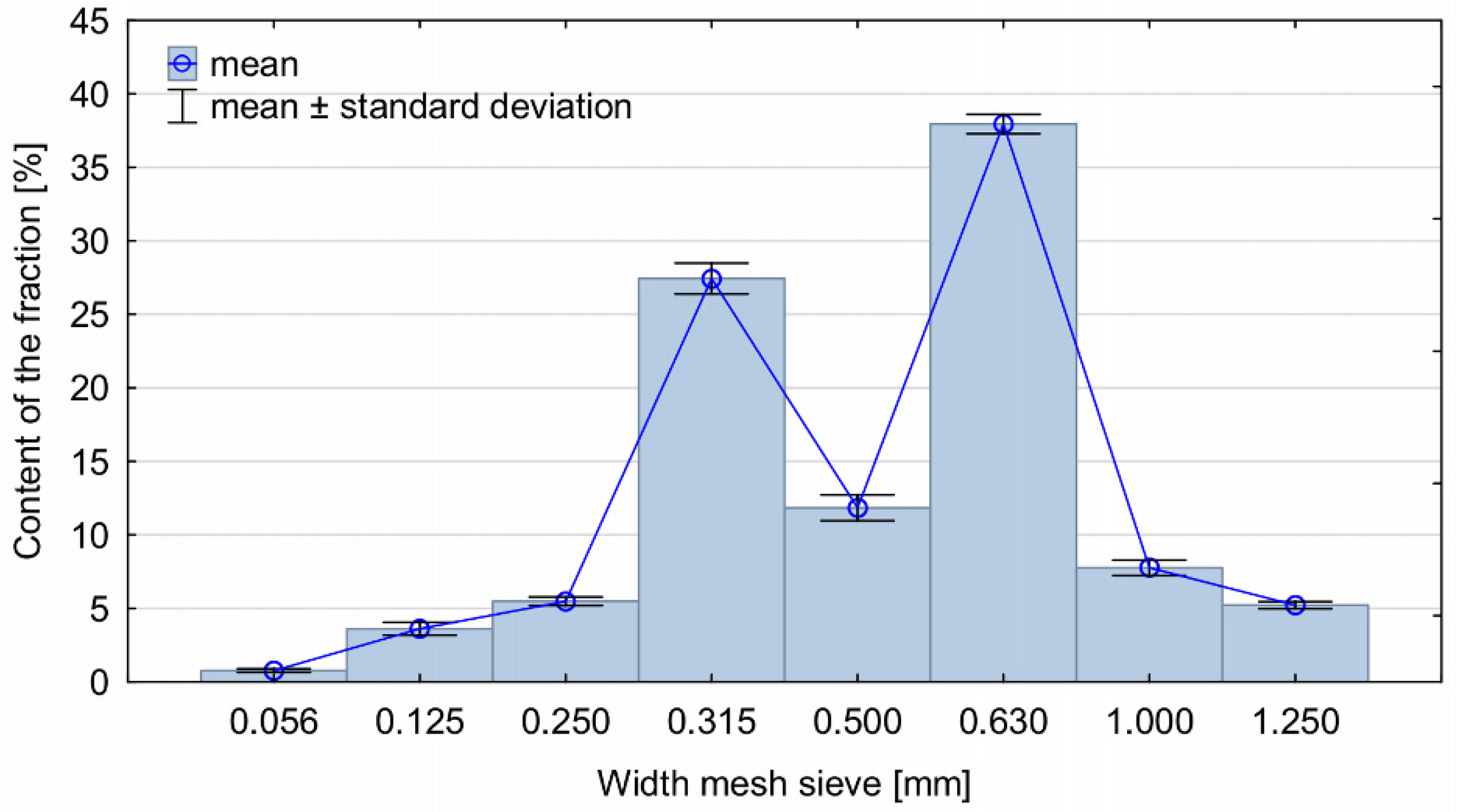
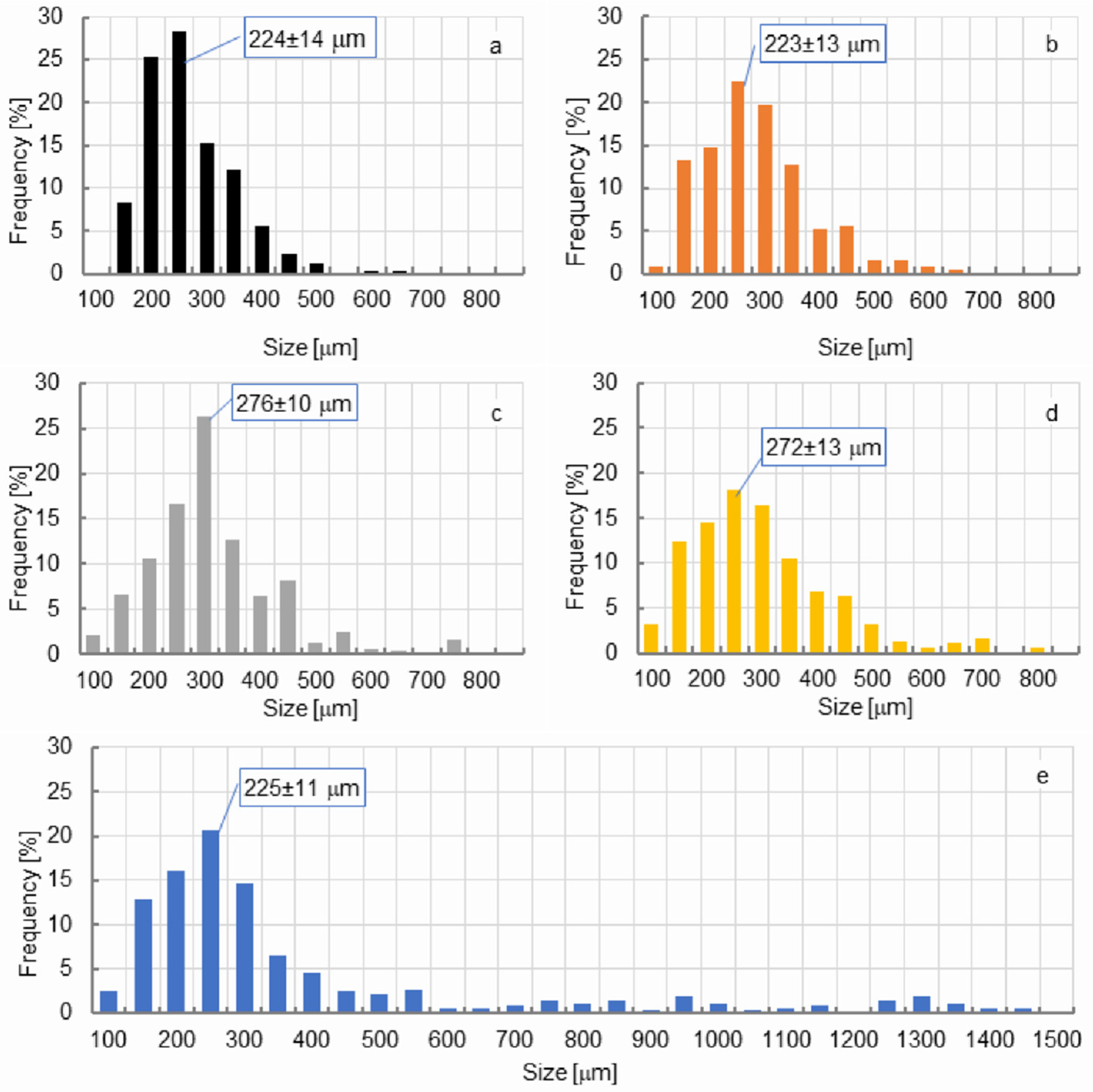
2.1. Materials
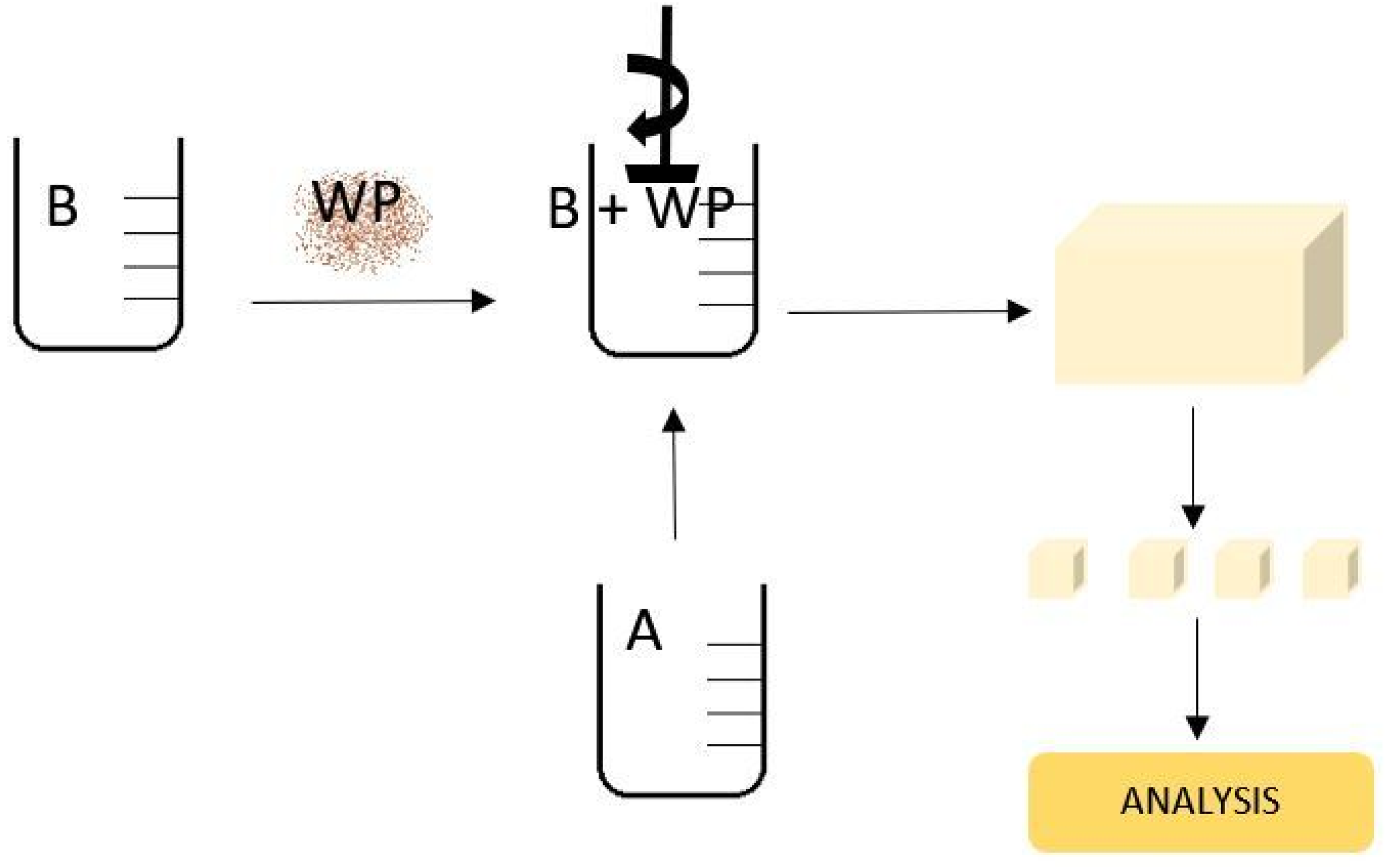
2.2. Synthesis of PUR Composite Foams
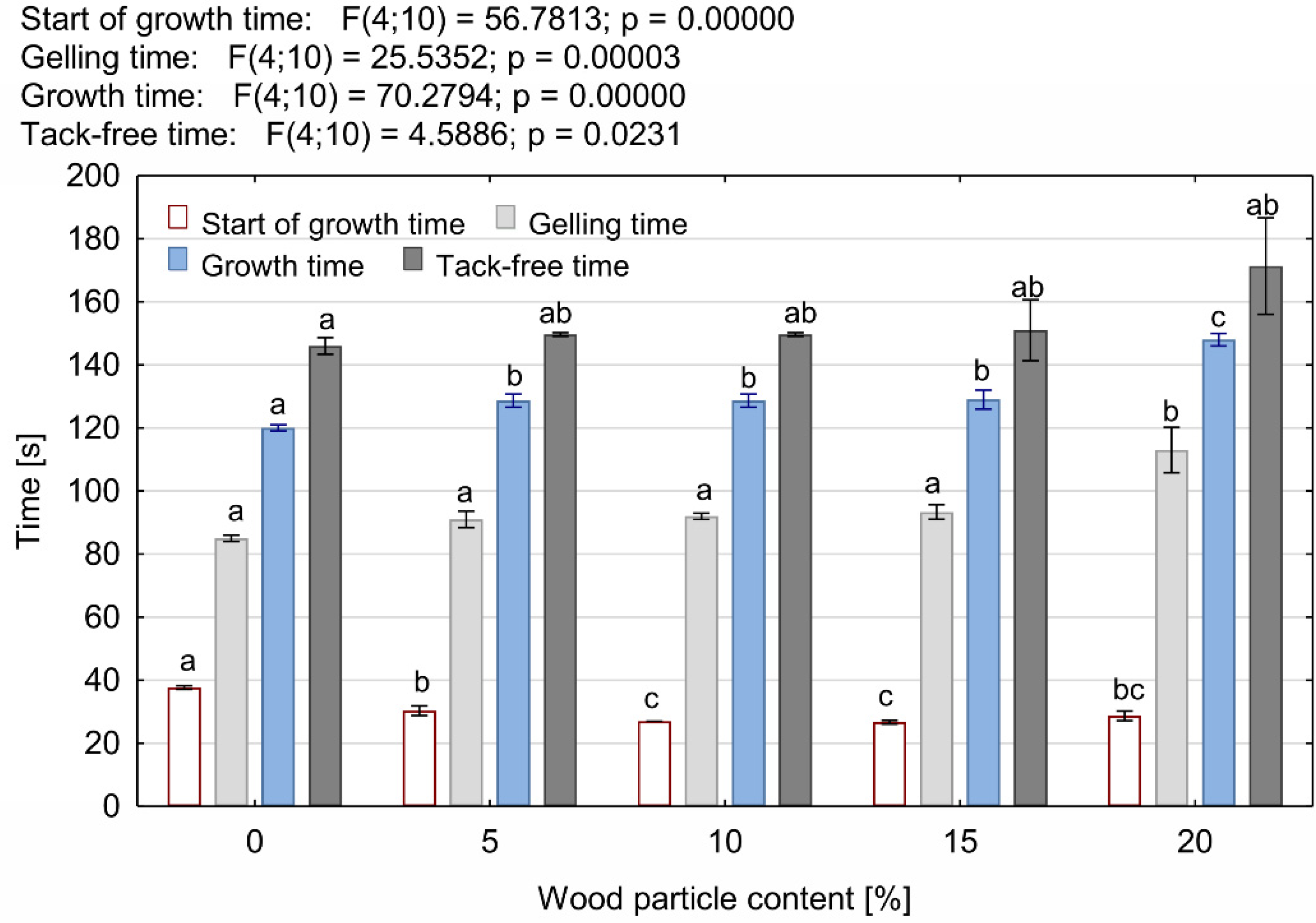
2.3. Kinetic of PUR Foaming
- start of growth—time when the volume of the reaction mixture started to increase;
- gelling—the time after which it was possible to remove the so-called “polyurethane thread”;
- growth—the time after which the maximum foam growth was achieved;
- tack-free—the time measured until the foam solidified completely.
2.4. Characterization of PUR Sample
3. Results and discussion
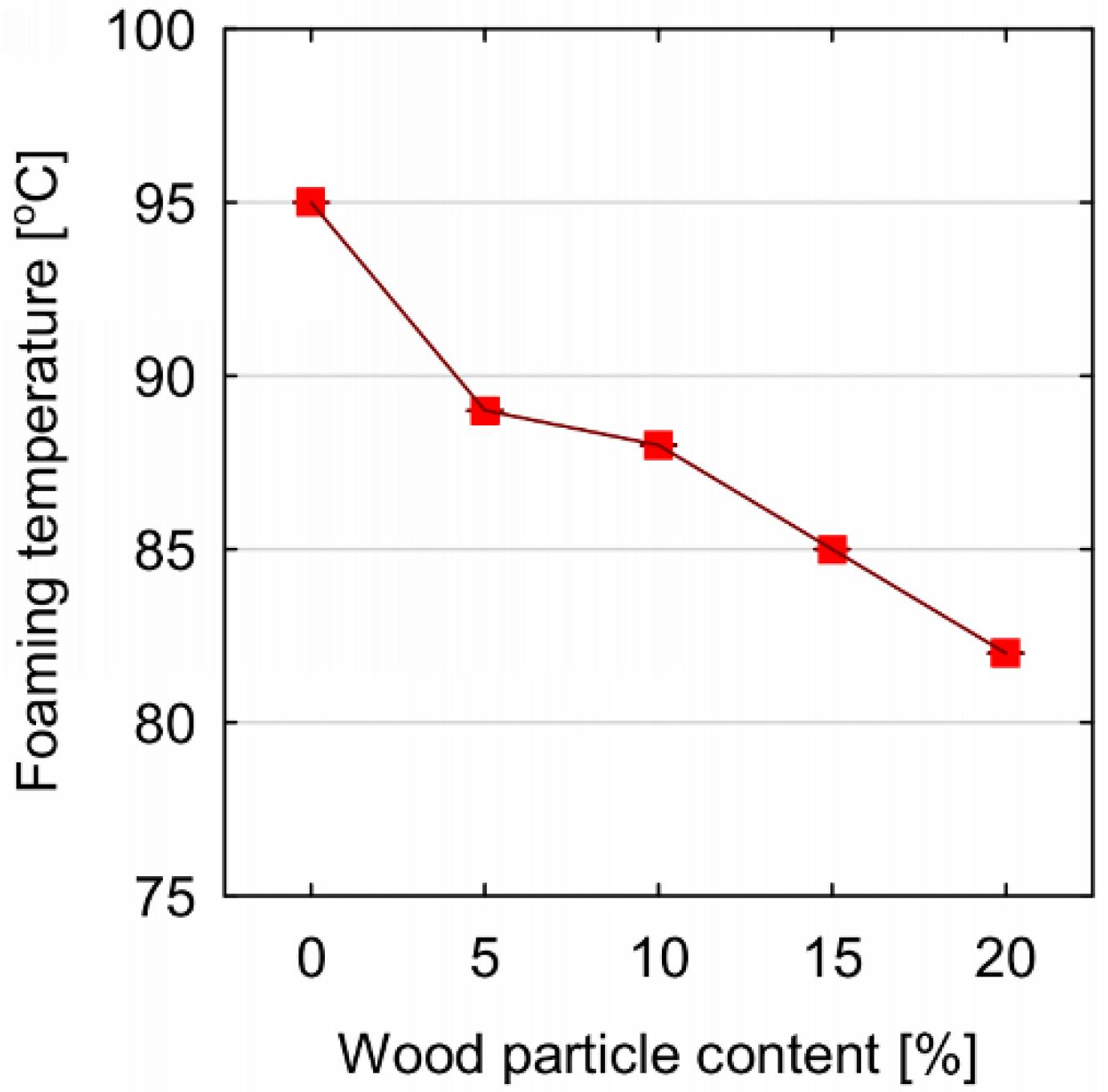
3.1. The Impact of WP Filler on PUR Foams Manufacture
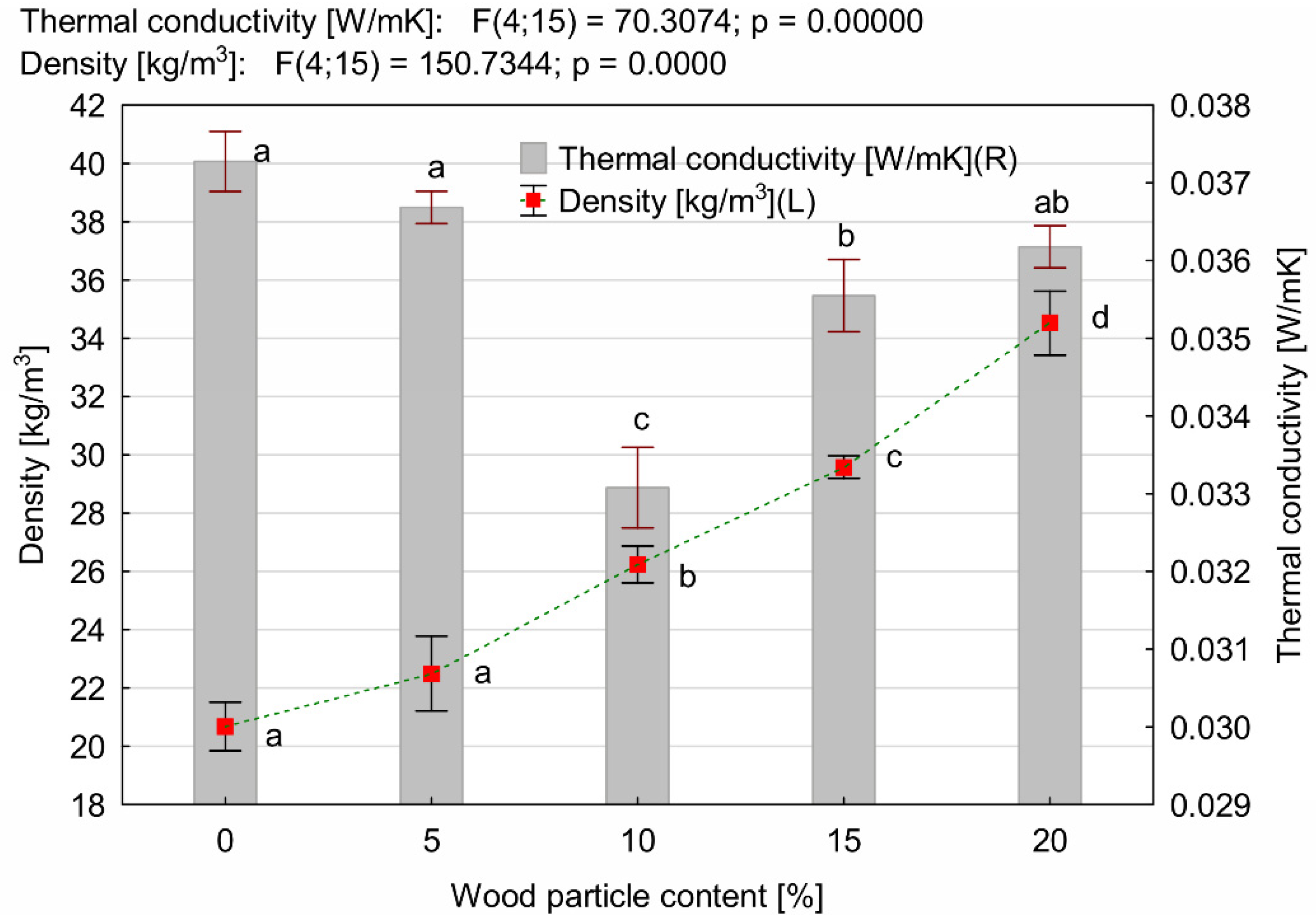
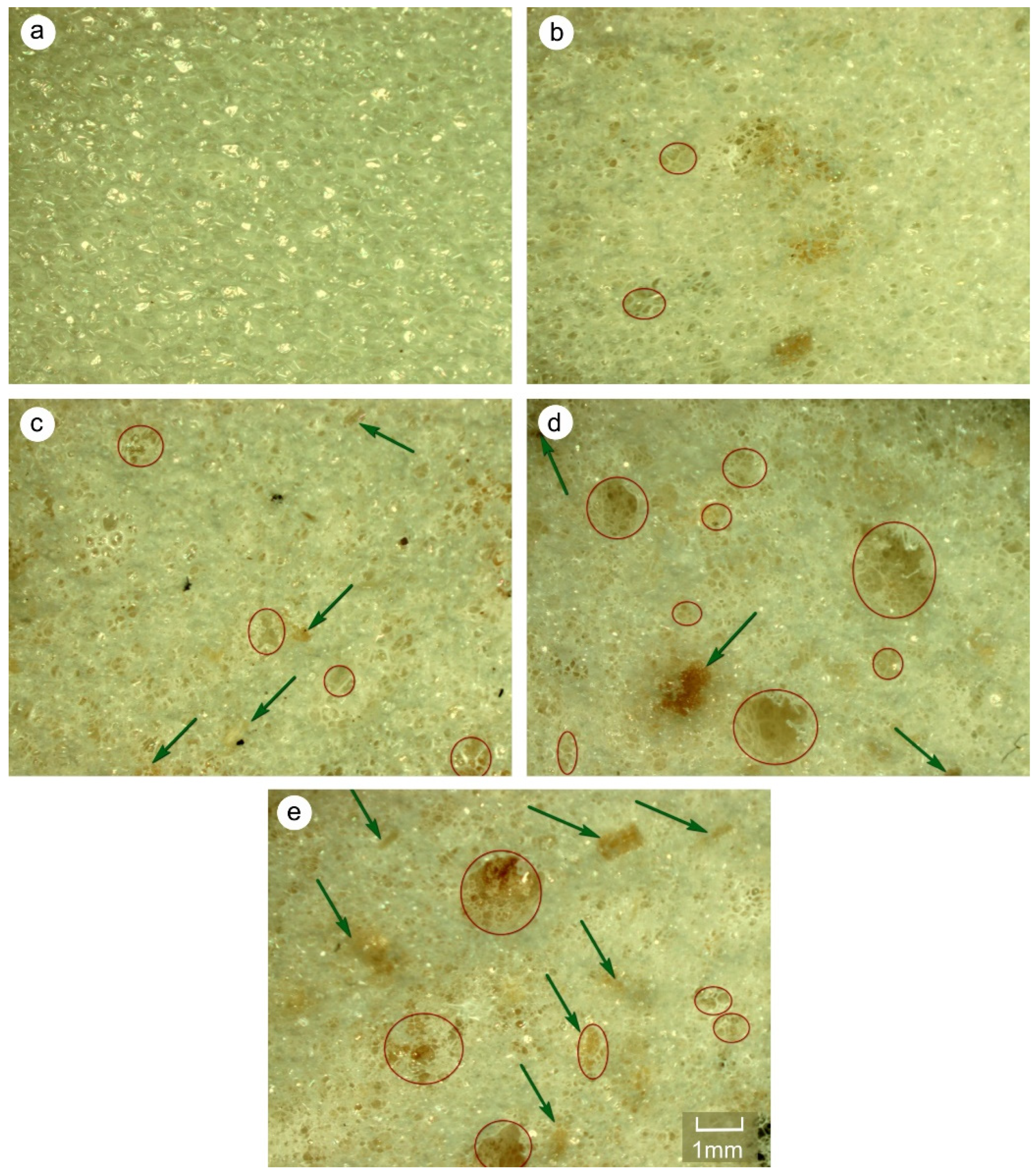
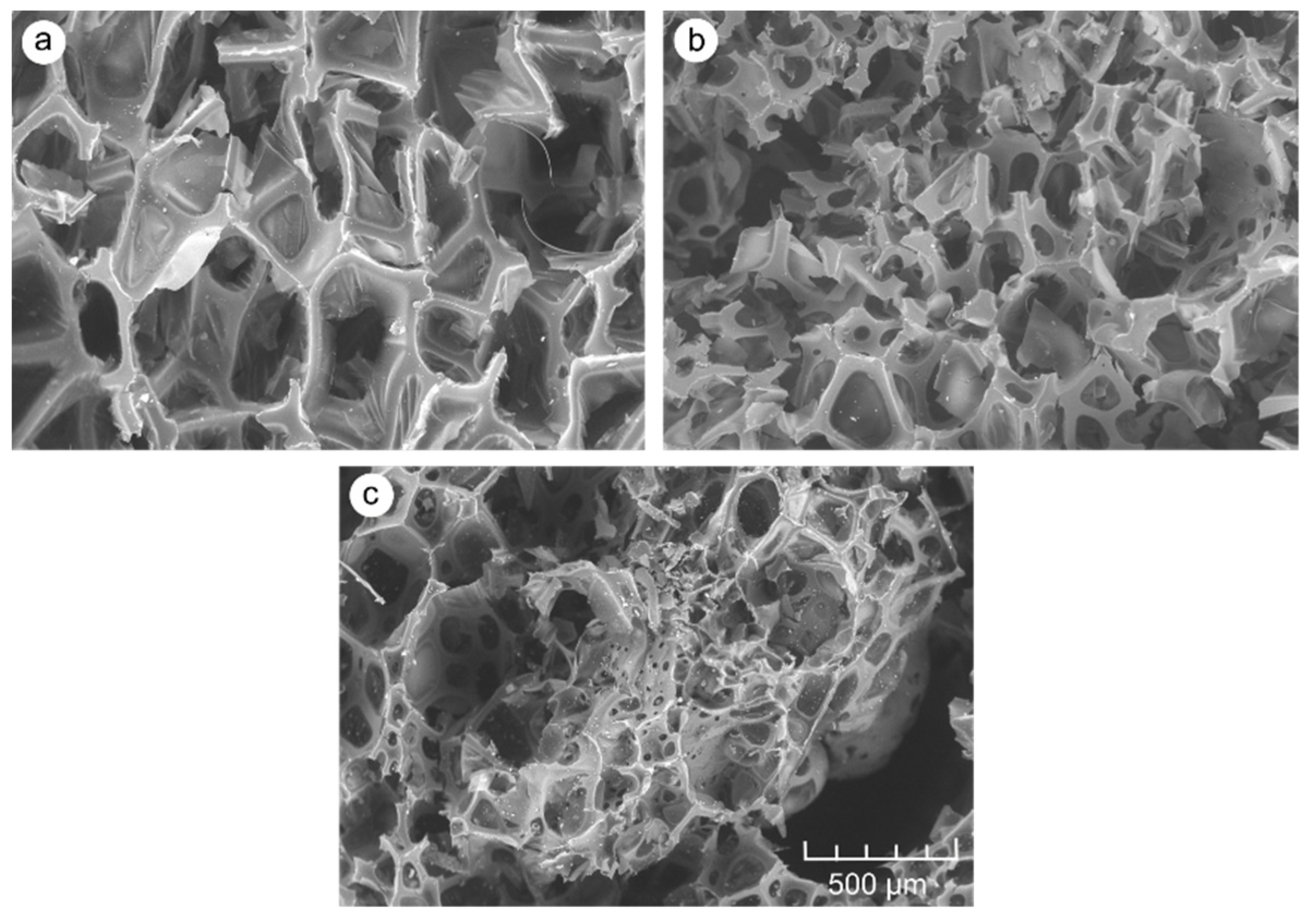
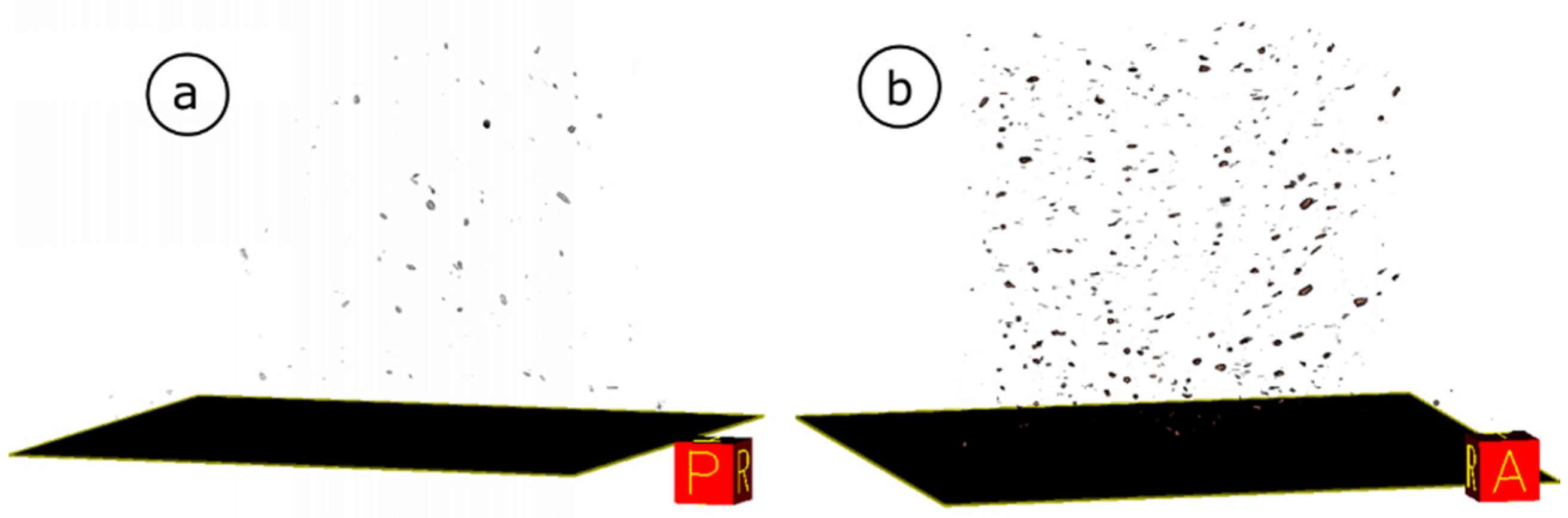
3.2. Density, Thermal Conductivity and Microstructure of PUR Foams
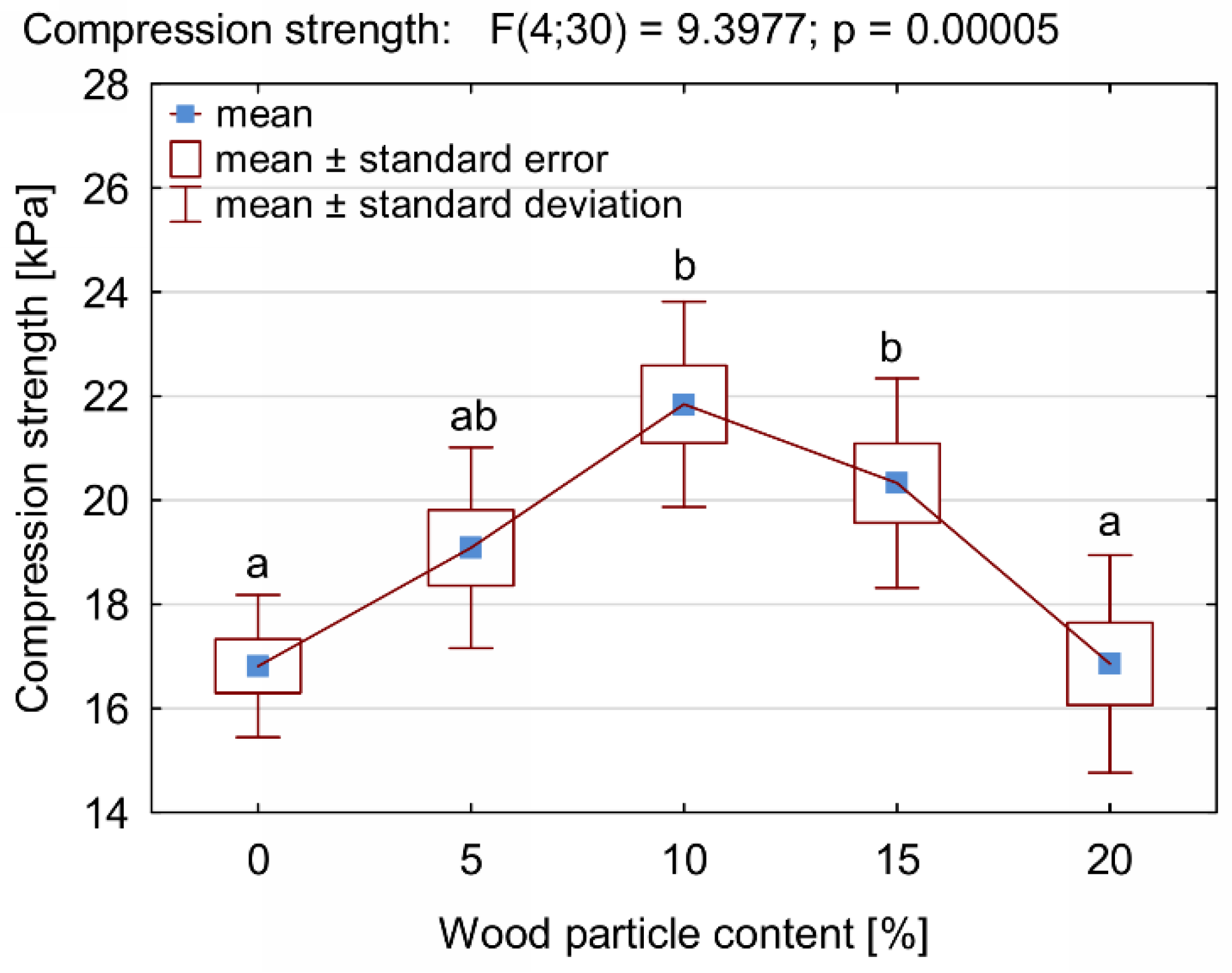
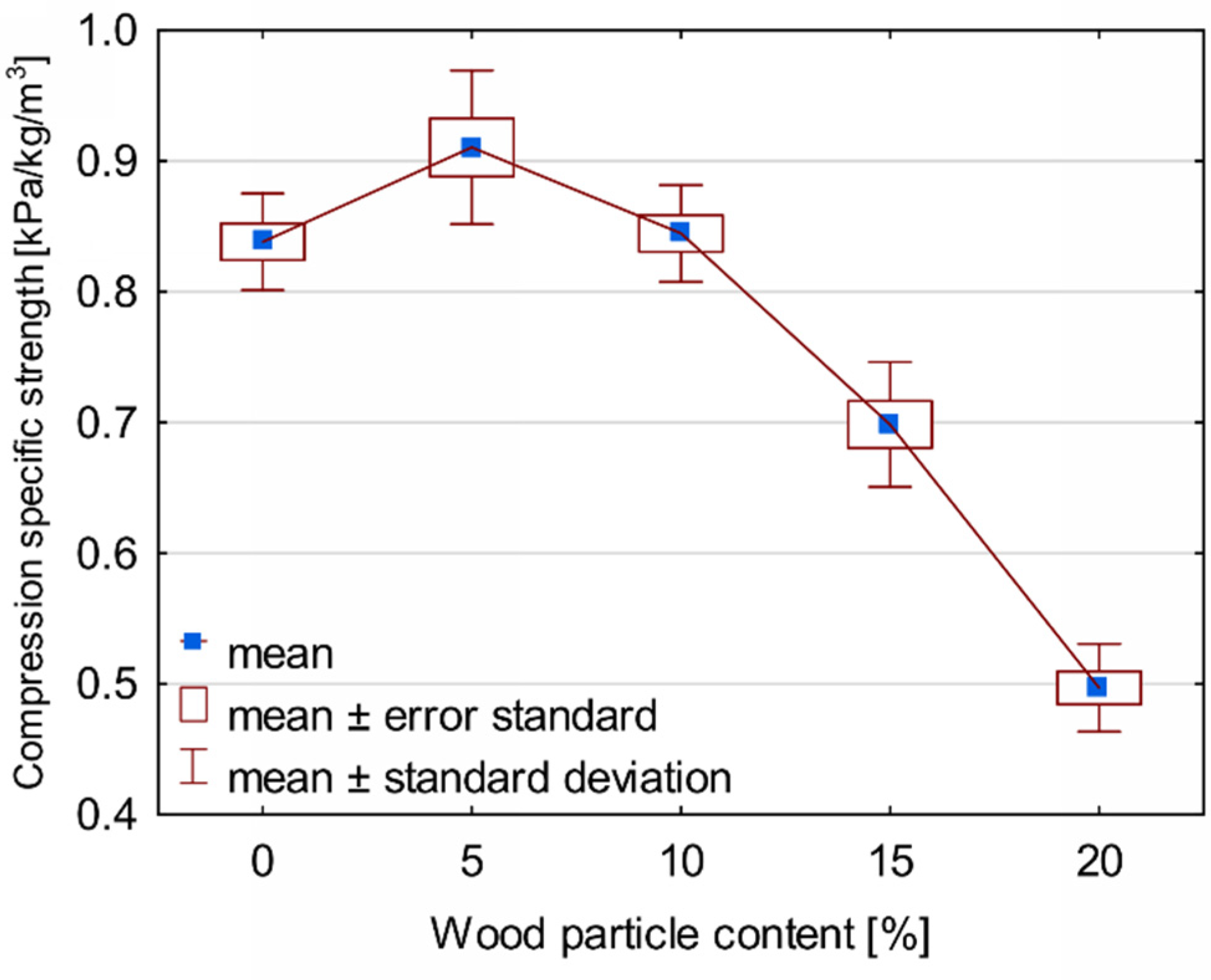
3.3. Compressive Strength
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Rowell, R.M. Handbook of Wood Chemistry and Wood Composites; CRC Press: Boca Raton, FL, USA, 2012. [Google Scholar]
- Żelaziński, T.; Ekielski, A.; Tulska, E.; Vladut, V.; Durczak, K. Wood dust application for improvement of selected properties of thermoplastic starch/wykorzystanie pyłu drzewnego do poprawy wybranych właściwości skrobi termoplastycznej. INMATEH—Agric. Eng. 2019, 58, 37–44. [Google Scholar] [CrossRef]
- Kariz, M.; Sernek, M.; Kuzman, M.K. Use of Wood Powder and Adhesive as a Mixture for 3D Printing. Eur. J. Wood Prod. 2016, 74, 123–126. [Google Scholar] [CrossRef]
- Velmurugan, P.; RavindraRraj, B.J. Effect on Strength Properties of M30 Grade of Concrete by Using Waste Wood Powder as Partial Replacement of Sand. Int. J. Eng. Manag. Res. (IJEMR) 2017, 7, 301–305. [Google Scholar]
- Alma, M.H.; Basturk, M.A.; Digrak, M. New Polyurethane-Type Rigid Foams from Liquified Wood Powders. J. Mater. Sci. Lett. 2003, 22, 1225–1228. [Google Scholar] [CrossRef]
- Augaitis, N.; Vaitkus, S.; Członka, S.; Kairytė, A. Research of Wood Waste as a Potential Filler for Loose-Fill Building Insulation: Appropriate Selection and Incorporation into Polyurethane Biocomposite Foams. Materials 2020, 13, 5336. [Google Scholar] [CrossRef] [PubMed]
- Ababsa, H.S.; Safidine, Z.; Mekki, A.; Grohens, Y.; Ouadah, A.; Chabane, H. Fire Behavior of Flame-Retardant Polyurethane Semi-Rigid Foam in Presence of Nickel (II) Oxide and Graphene Nanoplatelets Additives. J. Polym. Res. 2021, 28, 87. [Google Scholar] [CrossRef]
- Gurusamy Thangavelu, S.A.; Mukherjee, M.; Layana, K.; Dinesh Kumar, C.; Sulthana, Y.R.; Rohith Kumar, R.; Ananthan, A.; Muthulakshmi, V.; Mandal, A.B. Biodegradable Polyurethanes Foam and Foam Fullerenes Nanocomposite Strips by One-Shot Moulding: Physicochemical and Mechanical Properties. Mater. Sci. Semicond. Process. 2020, 112, 105018. [Google Scholar] [CrossRef]
- Czech-Polak, J.; Oliwa, R.; Oleksy, M.; Budzik, G. Sztywne Pianki Poliuretanowe o Zwiększonej Odporności Na Płomień. Polimery 2018, 63, 115–124. [Google Scholar] [CrossRef]
- Yuan, J.; Shi, S.Q. Effect of the Addition of Wood Flours on the Properties of Rigid Polyurethane Foam. J. Appl. Polym. Sci. 2009, 113, 2902–2909. [Google Scholar] [CrossRef]
- Kraemer, R.H.; Zammarano, M.; Linteris, G.T.; Gedde, U.W.; Gilman, J.W. Heat Release and Structural Collapse of Flexible Polyurethane Foam. Polym. Degrad. Stab. 2010, 95, 1115–1122. [Google Scholar] [CrossRef]
- Lefebvre, J.; Bastin, B.; Le Bras, M.; Duquesne, S.; Ritter, C.; Paleja, R.; Poutch, F. Flame Spread of Flexible Polyurethane Foam: Comprehensive Study. Polym. Test. 2004, 23, 281–290. [Google Scholar] [CrossRef]
- Lefebvre, J.; Bastin, B.; Le Bras, M.; Duquesne, S.; Paleja, R.; Delobel, R. Thermal Stability and Fire Properties of Conventional Flexible Polyurethane Foam Formulations. Polym. Degrad. Stab. 2005, 88, 28–34. [Google Scholar] [CrossRef]
- de Mello, D.; Pezzin, S.H.; Amico, S.C. The Effect of Post-Consumer PET Particles on the Performance of Flexible Polyurethane Foams. Polym. Test. 2009, 28, 702–708. [Google Scholar] [CrossRef]
- You, K.M.; Park, S.S.; Lee, C.S.; Kim, J.M.; Park, G.P.; Kim, W.N. Preparation and Characterization of Conductive Carbon Nanotube-Polyurethane Foam Composites. J. Mater. Sci. 2011, 46, 6850–6855. [Google Scholar] [CrossRef]
- Wolska, A.; Goździkiewicz, M.; Ryszkowska, J. Influence of Graphite and Wood-Based Fillers on the Flammability of Flexible Polyurethane Foams. J. Mater. Sci. 2012, 47, 5693–5700. [Google Scholar] [CrossRef] [Green Version]
- Paciorek-Sadowska, J.; Borowicz, M.; Isbrandt, M.; Czupryński, B.; Apiecionek, Ł. The Use of Waste from the Production of Rapeseed Oil for Obtaining of New Polyurethane Composites. Polymers 2019, 11, 1431. [Google Scholar] [CrossRef] [Green Version]
- Borowicz, M.; Paciorek-Sadowska, J.; Lubczak, J.; Czupryński, B. Biodegradable, Flame-Retardant, and Bio-Based Rigid Polyurethane/Polyisocyanurate Foams for Thermal Insulation Application. Polymers 2019, 11, 1816. [Google Scholar] [CrossRef] [Green Version]
- Członka, S.; Strąkowska, A.; Kairytė, A.; Kremensas, A. Nutmeg Filler as a Natural Compound for the Production of Polyurethane Composite Foams with Antibacterial and Anti-Aging Properties. Polym. Test. 2020, 86, 106479. [Google Scholar] [CrossRef]
- Hu, X.-M.; Wang, D.-M. Enhanced Fire Behavior of Rigid Polyurethane Foam by Intumescent Flame Retardants. J. Appl. Polym. Sci. 2013, 129, 238–246. [Google Scholar] [CrossRef]
- Funabashi, M.; Hirose, S.; Hatakeyama, T.; Hatakeyama, H. Effect of Filler Shape on Mechanical Properties of Rigid Polyurethane Composites Containing Plant Particles. Macromol. Symp. 2003, 197, 231–242. [Google Scholar] [CrossRef]
- Kerche, E.F.; Silva, V.D.d.; Jankee, G.d.S.; Schrekker, H.S.; Delucis, R.d.A.; Irulappasamy, S.; Amico, S.C. Aramid Pulp Treated with Imidazolium Ionic Liquids as a Filler in Rigid Polyurethane Bio-Foams. J. Appl. Polym. Sci. 2021, 138, 50492. [Google Scholar] [CrossRef]
- de Avila Delucis, R.; Fischer Kerche, E.; Gatto, D.A.; Magalhães Esteves, W.L.; Petzhold, C.L.; Campos Amico, S. Surface Response and Photodegradation Performance of Bio-Based Polyurethane-Forest Derivatives Foam Composites. Polym. Test. 2019, 80, 106102. [Google Scholar] [CrossRef]
- Strąkowska, A.; Członka, S.; Kairytė, A.; Strzelec, K. Effects of Physical and Chemical Modification of Sunflower Cake on Polyurethane Composite Foam Properties. Materials 2021, 14, 1414. [Google Scholar] [CrossRef] [PubMed]
- Zieleniewska, M.; Szczepkowski, L.; Krzyżowska, M.; Leszczyński, M.; Ryszkowska, J. Rigid Polyurethane Foam Composites with Vegetable Filler for Application in the Cosmetics Industry. Polimery 2016, 61, 807–814. [Google Scholar] [CrossRef]
- Olcay, H.; Kocak, E.D. Rice Plant Waste Reinforced Polyurethane Composites for Use as the Acoustic Absorption Material. Appl. Acoust. 2021, 173, 107733. [Google Scholar] [CrossRef]
- Irle, M.; Privat, F.; Couret, L.; Belloncle, C.; Déroubaix, G.; Bonnin, E.; Cathala, B. Advanced Recycling of Post-Consumer Solid Wood and MDF. Wood Mater. Sci. Eng. 2019, 14, 19–23. [Google Scholar] [CrossRef]
- Antov, P.; Mantanis, G.I.; Savov, V. Development of Wood Composites from Recycled Fibres Bonded with Magnesium Lignosulfonate. Forests 2020, 11, 613. [Google Scholar] [CrossRef]
- Antov, P.; Krišt’ák, L.; Réh, R.; Savov, V.; Papadopoulos, A.N. Eco-Friendly Fiberboard Panels from Recycled Fibers Bonded with Calcium Lignosulfonate. Polymers 2021, 13, 639. [Google Scholar] [CrossRef]
- Mirski, R.; Derkowski, A.; Dziurka, D.; Wieruszewski, M.; Dukarska, D. Effects of Chip Type on the Properties of Chip–Sawdust Boards Glued with Polymeric Diphenyl Methane Diisocyanate. Materials 2020, 13, 1329. [Google Scholar] [CrossRef] [Green Version]
- Mirski, R.; Dukarska, D.; Derkowski, A.; Czarnecki, R.; Dziurka, D. By-Products of Sawmill Industry as Raw Materials for Manufacture of Chip-Sawdust Boards. J. Build. Eng. 2020, 32, 101460. [Google Scholar] [CrossRef]
- Mirski, R.; Derkowski, A.; Dziurka, D.; Dukarska, D.; Czarnecki, R. Effects of a Chipboard Structure on Its Physical and Mechanical Properties. Materials 2019, 12, 3777. [Google Scholar] [CrossRef] [Green Version]
- Iždinský, J.; Vidholdová, Z.; Reinprecht, L. Particleboards from Recycled Wood. Forests 2020, 11, 1166. [Google Scholar] [CrossRef]
- Tao, Y.; Li, P.; Cai, L. Effect of Fiber Content on Sound Absorption, Thermal Conductivity, and Compression Strength of Straw Fiber-Filled Rigid Polyurethane Foams. BioResources 2016, 11, 4159–4167. [Google Scholar] [CrossRef] [Green Version]
- Kuranchie, C.; Yaya, A.; Bensah, Y.D. The Effect of Natural Fibre Reinforcement on Polyurethane Composite Foams—A Review. Sci. Afr. 2021, 11, e00722. [Google Scholar] [CrossRef]
- Dukarska, D.; Czarnecki, R.; Dziurka, D.; Mirski, R. Construction Particleboards Made from Rapeseed Straw Glued with Hybrid PMDI/PF Resin. Eur. J. Wood Wood Prod. 2017, 75, 175–184. [Google Scholar] [CrossRef]
- Mirski, R.; Dziurka, D.; Trociński, A. Insulation Properties of Boards Made from Long Hemp (Cannabis Sativa L.) Fibers. BioResources 2018, 13, 6591–6599. [Google Scholar] [CrossRef]
- Członka, S.; Bertino, M.F.; Strzelec, K. Rigid Polyurethane Foams Reinforced with Industrial Potato Protein. Polym. Test. 2018, 68, 135–145. [Google Scholar] [CrossRef]
- Członka, S.; Strąkowska, A.; Kairytė, A. Coir Fibers Treated with Henna as a Potential Reinforcing Filler in the Synthesis of Polyurethane Composites. Materials 2021, 14, 1128. [Google Scholar] [CrossRef] [PubMed]
- Ruijun, G.U.; Khazabi, M.; Sain, M. Fiber Reinforced Soy-Based Polyurethane Spray Foam Insulation. Part 2: Thermal and Mechanical Properties. BioResources 2011, 6, 3775–3790. [Google Scholar] [CrossRef]
- Sung, G.; Kim, J. Influence of filler surface characteristics on morphological, physical, acoustic properties of polyurethane composite foams filled with inorganic fillers. Compos. Sci. Technol. 2017, 146, 147–154. [Google Scholar] [CrossRef]
- Formela, K.; Hejna, A.; Zedler, Ł.; Przybysz, M.; Ryl, J.; Saeb, M.R.; Piszczyk, Ł. Structural, Thermal and Physico-Mechanical Properties of Polyurethane/Brewers’ Spent Grain Composite Foams Modified with Ground Tire Rubber. Ind. Crop. Prod. 2017, 108, 844–852. [Google Scholar] [CrossRef]
- Silva, N.G.; Cortat, L.I.; Orlando, D.; Mulinari, D.R. Evaluation of Rubber Powder Waste as Reinforcement of the Polyurethane Derived from Castor Oil. Waste Manag. 2020, 116, 131–139. [Google Scholar] [CrossRef] [PubMed]
- Paciorek-Sadowska, J.; Borowicz, M.; Czupryński, B.; Liszkowska, J. Kompozyty Sztywnych Pianek Poliuretanowo-Poliizocyjanurowych z Korą Dębu Szypułkowego. Polimery 2017, 62, 666–672. [Google Scholar] [CrossRef]












Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mirski, R.; Dukarska, D.; Walkiewicz, J.; Derkowski, A. Waste Wood Particles from Primary Wood Processing as a Filler of Insulation PUR Foams. Materials 2021, 14, 4781. https://doi.org/10.3390/ma14174781
Mirski R, Dukarska D, Walkiewicz J, Derkowski A. Waste Wood Particles from Primary Wood Processing as a Filler of Insulation PUR Foams. Materials. 2021; 14(17):4781. https://doi.org/10.3390/ma14174781
Chicago/Turabian StyleMirski, Radosław, Dorota Dukarska, Joanna Walkiewicz, and Adam Derkowski. 2021. "Waste Wood Particles from Primary Wood Processing as a Filler of Insulation PUR Foams" Materials 14, no. 17: 4781. https://doi.org/10.3390/ma14174781
APA StyleMirski, R., Dukarska, D., Walkiewicz, J., & Derkowski, A. (2021). Waste Wood Particles from Primary Wood Processing as a Filler of Insulation PUR Foams. Materials, 14(17), 4781. https://doi.org/10.3390/ma14174781