
Thermo-Mechanical Simulation of Underwater Friction Stir Welding of Low Carbon Steel


Abstract
:1. Introduction
2. Modeling of UFSW Process
2.1. Temperature Field
2.2. Boundary Conditions
2.3. Material Flow
2.4. Material Properties
3. Experimental Procedure
4. Results and Discussions
4.1. Thermal Study
4.2. Velocity of Material
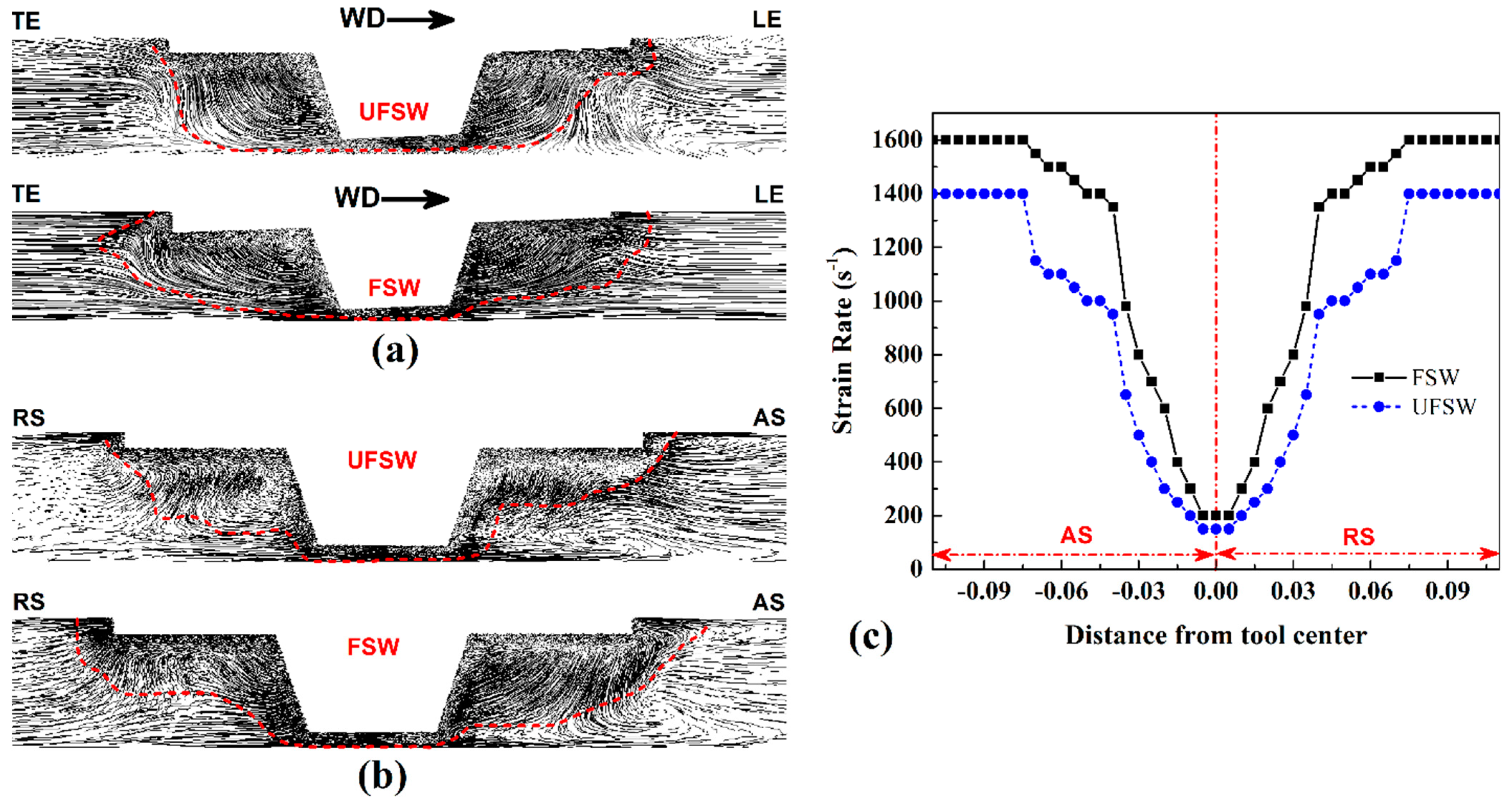
4.3. Streamlines and Strain Rate
4.4. Microstructure Changes
4.5. Mechanical Properties
5. Conclusions
- Due to recorded and simulated results, the heat production at the FSWed case (~1228 °C) was higher than the UFSWed (~1008 °C) joint. Owing to the smaller PHA at the leading edge of the tool and injecting the plasticized steel with higher viscosity into the SZ, the produced heat in the UFSW case decreased compared to the FSW sample. A close investigation showed that the main heat in UFSW case was produced by the tool shoulder.
- The obtained results from the simulation revealed that the generated heat by tool shoulder in the UFSW (900 °C) case was higher than the FSW (786 °C) case, which means the high viscosity materials that were imported into the SZ decreased the heat generated by the tool pin.
- The radiographic test from the FSWed and UFSWed joint lines did not show any defects. On the other hand, the results from the simulation of material velocity showed that the velocity of the plasticized steel in SZ of the FSWed (0.4 m/s) sample was 12% more than the UFSWed joint (~0.32 m/s). This conduct was caused in the lower flow ring angle of the material at the surface of the joint line in the underwater joint during the forward movement of the FSW tool.
- The simulation results revealed higher strain-rate and lower viscosity of steel in the underwater joint compared to the SFWed case.
- The investigation of welded samples microstructure showed that high cooling rate of the joint line in the underwater case decreased the grain size of the stir zone. The evaluation tensile strength of the welded samples specified a ~13.5 percent increase of ultimate tensile strength at the underwater joint compared to the regular FSW joint.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Khodabakhshi, F.; Derazkola, H.A.; Gerlich, A.P. Monte Carlo simulation of grain refinement during friction stir processing. J. Mater. Sci. 2020, 55, 13438–13456. [Google Scholar] [CrossRef]
- Derazkola, H.A.; Khodabakhshi, F.; Simchi, A. Evaluation of a polymer-steel laminated sheet composite structure produced by friction stir additive manufacturing (FSAM) technology. Polym. Test. 2020, 90, 106690. [Google Scholar] [CrossRef]
- Aghajani Derazkola, H.; Kordani, N.; Aghajani Derazkola, H. Effects of friction stir welding tool tilt angle on properties of Al-Mg-Si alloy T-joint. CIRP J. Manuf. Sci. Technol. 2021, 33, 264–276. [Google Scholar] [CrossRef]
- Derazkola, H.A.; Khodabakhshi, F. A novel fed friction-stir (FFS) technology for nanocomposite joining. Sci. Technol. Weld. Join. 2020, 25. [Google Scholar] [CrossRef]
- Janeczek, A.; Tomków, J.; Fydrych, D. The Influence of Tool Shape and Process Parameters on the Mechanical Properties of AW-3004 Aluminium Alloy Friction Stir Welded Joints. Materials 2021, 14, 3244. [Google Scholar] [CrossRef] [PubMed]
- Aghajani Derazkola, H.; Eyvazian, A.; Simchi, A. Submerged friction stir welding of dissimilar joints between an Al-Mg alloy and low carbon steel: Thermo-mechanical modeling, microstructural features, and mechanical properties. J. Manuf. Process. 2020, 50, 68–79. [Google Scholar] [CrossRef]
- Memon, S.; Paidar, M.; Mehrez, S.; Cooke, K.; Ojo, O.O.; Lankarani, H.M. Effects of materials positioning and tool rotational speed on metallurgical and mechanical properties of dissimilar modified friction stir clinching of AA5754-O and AA2024-T3 sheets. Results Phys. 2021, 22, 103962. [Google Scholar] [CrossRef]
- Mehta, K.P.; Patel, R.; Vyas, H.; Memon, S.; Vilaça, P. Repairing of exit-hole in dissimilar Al-Mg friction stir welding: Process and microstructural pattern. Manuf. Lett. 2020, 23, 67–70. [Google Scholar] [CrossRef]
- Memon, S.; Paidar, M.; Mehta, K.P.; Babaei, B.; Lankarani, H.M. Friction Spot Extrusion Welding on Dissimilar Materials AA2024-T3 to AA5754-O: Effect of Shoulder Plunge Depth. J. Mater. Eng. Perform. 2021, 30, 334–345. [Google Scholar] [CrossRef]
- Paidar, M.; Memon, S.; Samusenkov, V.O.; Babaei, B.; Ojo, O.O. Friction spot extrusion welding-brazing of copper to aluminum alloy. Mater. Lett. 2021, 285, 129160. [Google Scholar] [CrossRef]
- Paidar, M.; Mehrez, S.; Babaei, B.; Memon, S.; Ojo, O.O.; Lankarani, H.M. Dissimilar welding of AA5083 to AZ31 Mg alloys using modified friction stir clinching brazing. Mater. Lett. 2021, 301, 129764. [Google Scholar] [CrossRef]
- Talebizadehsardari, P.; Musharavati, F.; Khan, A.; Sebaey, T.A.; Eyvaziana, A.; Derazkola, H.A. Underwater friction stir welding of Al-Mg alloy: Thermo-mechanical modeling and validation. Mater. Today Commun. 2021, 26, 101965. [Google Scholar] [CrossRef]
- Aghajani Derazkola, H.; Garcia, E.; Elyasi, M. Underwater friction stir welding of PC: Experimental study and thermo-mechanical modelling. J. Manuf. Process. 2021, 65, 161–173. [Google Scholar] [CrossRef]
- Bijanrostami, K.; Barenji, R.V.; Hashemipour, M. Effect of Traverse and Rotational Speeds on the Tensile Behavior of the Underwater Dissimilar Friction Stir Welded Aluminum Alloys. J. Mater. Eng. Perform. 2017, 26, 909–920. [Google Scholar] [CrossRef]
- Baillie, P.; Campbell, S.W.; Galloway, A.M.; Cater, S.R.; McPherson, N.A. Friction stir welding of 6 mm thick carbon steel underwater and in air. Sci. Technol. Weld. Join. 2015, 20, 585–593. [Google Scholar] [CrossRef] [Green Version]
- Derazkola, H.A.; Khodabakhshi, F. Underwater submerged dissimilar friction-stir welding of AA5083 aluminum alloy and A441 AISI steel. Int. J. Adv. Manuf. Technol. 2019, 102, 4383–4395. [Google Scholar] [CrossRef]
- Liu, H.J.; Zhang, H.J.; Yu, L. Homogeneity of Mechanical Properties of Underwater Friction Stir Welded 2219-T6 Aluminum Alloy. J. Mater. Eng. Perform. 2011, 20, 1419–1422. [Google Scholar] [CrossRef]
- Liu, H.J.; Zhang, H.J.; Yu, L. Effect of welding speed on microstructures and mechanical properties of underwater friction stir welded 2219 aluminum alloy. Mater. Des. 2011, 32, 1548–1553. [Google Scholar] [CrossRef]
- Liu, H.; Zhang, H.; Huang, Y.; Yu, L. Mechanical properties of underwater friction stir welded 2219 aluminum alloy. Trans. Nonferr. Met. Soc. China 2010, 20, 1387–1391. [Google Scholar] [CrossRef]
- Sree Sabari, S.; Malarvizhi, S.; Balasubramanian, V.; Madusudhan Reddy, G. Experimental and numerical investigation on under-water friction stir welding of armour grade AA2519-T87 aluminium alloy. Def. Technol. 2016, 12, 324–333. [Google Scholar] [CrossRef] [Green Version]
- Tan, Y.B.; Wang, X.M.; Ma, M.; Zhang, J.X.; Liu, W.C.; Fu, R.D.; Xiang, S. A study on microstructure and mechanical properties of AA 3003 aluminum alloy joints by underwater friction stir welding. Mater. Charact. 2017, 127, 41–52. [Google Scholar] [CrossRef]
- Kishta, E.E.; Darras, B. Experimental investigation of underwater friction-stir welding of 5083 marine-grade aluminum alloy. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2014, 230, 458–465. [Google Scholar] [CrossRef]
- Hajinezhad, M.; Azizi, A. Numerical analysis of effect of coolant on the transient temperature in underwater friction stir welding of Al6061-T6. Int. J. Adv. Manuf. Technol. 2016, 83, 1241–1252. [Google Scholar] [CrossRef]
- Zhao, Y.; Wang, Q.; Chen, H.; Yan, K. Microstructure and mechanical properties of spray formed 7055 aluminum alloy by underwater friction stir welding. Mater. Des. 2014, 56, 725–730. [Google Scholar] [CrossRef]
- Mahto, R.P.; Gupta, C.; Kinjawadekar, M.; Meena, A.; Pal, S.K. Weldability of AA6061-T6 and AISI 304 by underwater friction stir welding. J. Manuf. Process. 2019, 38, 370–386. [Google Scholar] [CrossRef]
- Mohan, D.G.; Tomków, J.; Gopi, S. Induction assisted hybrid friction stir welding of dissimilar materials AA5052 aluminium alloy and X12Cr13 stainless steel. Adv. Mater. Sci. 2021, 21, 17–30. [Google Scholar]
- Eyvazian, A.; Hamouda, A.; Tarlochan, F.; Derazkola, H.A.; Khodabakhshi, F. Simulation and experimental study of underwater dissimilar friction-stir welding between aluminium and steel. J. Mater. Res. Technol. 2020, 9, 3767–3781. [Google Scholar] [CrossRef]
- Zhang, J.; Shen, Y.; Yao, X.; Xu, H.; Li, B. Investigation on dissimilar underwater friction stir lap welding of 6061-T6 aluminum alloy to pure copper. Mater. Des. 2014, 64, 74–80. [Google Scholar] [CrossRef]
- Zhao, Y.; Jiang, S.; Yang, S.; Lu, Z.; Yan, K. Influence of cooling conditions on joint properties and microstructures of aluminum and magnesium dissimilar alloys by friction stir welding. Int. J. Adv. Manuf. Technol. 2016, 83, 673–679. [Google Scholar] [CrossRef]
- Zhao, Y.; Lu, Z.; Yan, K.; Huang, L. Microstructural characterizations and mechanical properties in underwater friction stir welding of aluminum and magnesium dissimilar alloys. Mater. Des. 2015, 65, 675–681. [Google Scholar] [CrossRef]
- Miyamori, T.; Sato, Y.; Kokawa, H. Influence of Underwater Operation on Friction Stir Welding of Medium Carbon Steel BT—Friction Stir Welding and Processing IX; Hovanski, Y., Mishra, R., Sato, Y., Upadhyay, P., Yan, D., Eds.; Springer International Publishing: Cham, Switzerland, 2017; pp. 23–28. [Google Scholar]
- Wang, Z.W.; Ma, G.N.; Yu, B.H.; Xue, P.; Xie, G.M.; Zhang, H.; Ni, D.R.; Xiao, B.L.; Ma, Z.Y. Improving mechanical properties of friction-stir-spot-welded advanced ultra-high-strength steel with additional water cooling. Sci. Technol. Weld. Join. 2020, 25, 336–344. [Google Scholar] [CrossRef]
- Salimi, S.; Bahemmat, P.; Haghpanahi, M. Study on residual stresses caused by underwater friction stir welding: FE modeling and ultrasonic measurement. Proc. Inst. Mech. Eng. Part E J. Process Mech. Eng. 2018, 233, 118–137. [Google Scholar] [CrossRef]
- Mirzaei, M.; Asadi, P.; Fazli, A. Effect of Tool Pin Profile on Material Flow in Double Shoulder Friction Stir Welding of AZ91 Magnesium Alloy. Int. J. Mech. Sci. 2020, 183, 105775. [Google Scholar] [CrossRef]
- Iqbal, M.P.; Tripathi, A.; Jain, R.; Mahto, R.P.; Pal, S.K.; Mandal, P. Numerical modelling of microstructure in friction stir welding of aluminium alloys. Int. J. Mech. Sci. 2020, 185, 105882. [Google Scholar] [CrossRef]
- Zhao, W.; Wu, C.; Shi, L. Acoustic induced antifriction and its effect on thermo-mechanical behavior in ultrasonic assisted friction stir welding. Int. J. Mech. Sci. 2021, 190, 106039. [Google Scholar] [CrossRef]
- Aghajani Derazkola, H.; Khodabakhshi, F. Intermetallic compounds (IMCs) formation during dissimilar friction-stir welding of AA5005 aluminum alloy to St-52 steel: Numerical modeling and experimental study. Int. J. Adv. Manuf. Technol. 2019, 100, 2401–2422. [Google Scholar] [CrossRef]
- Eyvazian, A.; Hamouda, A.M.; Aghajani Derazkola, H.; Elyasi, M. Study on the effects of tool tile angle, offset and plunge depth on friction stir welding of poly(methyl methacrylate) T-joint. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2019, 234, 773–787. [Google Scholar] [CrossRef]
- Muhammad, N.A.; Wu, C. Evaluation of capabilities of ultrasonic vibration on the surface, electrical and mechanical behaviours of aluminium to copper dissimilar friction stir welds. Int. J. Mech. Sci. 2020, 183, 105784. [Google Scholar] [CrossRef]
- Hernández, C.A.; Ferrer, V.H.; Mancilla, J.E.; Martínez, L.C. Three-dimensional numerical modeling of the friction stir welding of dissimilar steels. Int. J. Adv. Manuf. Technol. 2017, 93, 1567–1581. [Google Scholar] [CrossRef]
- Yang, C.; Hou, X. Iterative two-layer thermal design strategy for step sandwich antenna of space solar power satellite using modified constrained multi-objective optimization. Aerosp. Sci. Technol. 2021, 118, 106987. [Google Scholar] [CrossRef]
- Yang, C.; Hou, X.; Chang, S. A synchronous placement and size-based multi-objective optimization method for heat dissipation design on antenna module of space solar power satellite. Sustain. Energy Technol. Assess. 2021, 45, 101183. [Google Scholar] [CrossRef]
- Lambiase, F.; Derazkola, H.A.; Simchi, A. Friction Stir Welding and Friction Spot Stir Welding Processes of Polymers—State of the Art. Materials 2020, 13, 2291. [Google Scholar] [CrossRef]
- Aghajani Derazkola, H.; Simchi, A. Experimental and thermomechanical analysis of friction stir welding of poly(methyl methacrylate) sheets. Sci. Technol. Weld. Join. 2017, 23, 209–218. [Google Scholar] [CrossRef]
- Aghajani Derazkola, H.; Simchi, A. Experimental and thermomechanical analysis of the effect of tool pin profile on the friction stir welding of poly(methyl methacrylate) sheets. J. Manuf. Process. 2018, 34, 412–423. [Google Scholar] [CrossRef]
- Derazkola, H.A.; Khodabakhshi, F.; Simchi, A. Friction-stir lap-joining of aluminium-magnesium/poly-methyl-methacrylate hybrid structures: Thermo-mechanical modelling and experimental feasibility study. Sci. Technol. Weld. Join. 2018, 23, 35–49. [Google Scholar] [CrossRef]
- Robe, H.; Claudin, C.; Bergheau, J.-M.; Feulvarch, E. R-ALE simulation of heat transfer during friction stir welding of an AA2xxx/AA7xxx joint on a large process window. Int. J. Mech. Sci. 2019, 155, 31–40. [Google Scholar] [CrossRef]
- Buffa, G.; Fratini, L.; Impero, F.; Masnata, A.; Scherillo, F.; Squillace, A. Surface and mechanical characterization of stationary shoulder friction stir welded lap joints: Experimental and numerical approach. Int. J. Mater. Form. 2020, 13, 725–736. [Google Scholar] [CrossRef]
- Rana, P.K.; Narayanan, R.G. Numerical and experimental response of FSSW of AA5052-H32/epoxy/AA5052-H32 sandwich sheets with varying core properties. Int. J. Mater. Form. 2020, 1–21. [Google Scholar] [CrossRef]
- Buffa, G.; Fratini, L.; Micari, F.; Shivpuri, R. Material Flow in FSW of T-joints: Experimental and Numerical Analysis. Int. J. Mater. Form. 2008, 1, 1283–1286. [Google Scholar] [CrossRef]
- Yu, P.; Wu, C.; Shi, L. Analysis and characterization of dynamic recrystallization and grain structure evolution in friction stir welding of aluminum plates. Acta Mater. 2021, 207, 116692. [Google Scholar] [CrossRef]
- Wang, X.; Gao, Y.; Liu, X.; McDonnell, M.; Feng, Z. Tool-workpiece stick-slip conditions and their effects on torque and heat generation rate in the friction stir welding. Acta Mater. 2021, 213, 116969. [Google Scholar] [CrossRef]
- Yang, H.; Zhao, H.; Xu, X.; Zhou, L.; Zhao, H.; Liu, H. Effect of Stirring Pin Rotation Speed on Microstructure and Mechanical Properties of 2A14-T4 Alloy T-Joints Produced by Stationary Shoulder Friction Stir Welding. Materials 2021, 14, 1938. [Google Scholar] [CrossRef]
- Gale, W.F.; Totemeier, T.C.B.T.-S.M.R.B. (Eds.) 14—General Physical Properties, 8th ed.; Butterworth-Heinemann: Oxford, UK, 2004; pp. 14–45. ISBN 978-0-7506-7509-3. [Google Scholar]
- Gale, W.F.; Totemeier, T.C.B.T.-S.M.R.B. (Eds.) 13—Diffusion in Metals, 8th ed.; Butterworth-Heinemann: Oxford, UK, 2004; pp. 13–120. ISBN 978-0-7506-7509-3. [Google Scholar]
- Gale, W.F.; Totemeier, T.C.B.T.-S.M.R.B. (Eds.) 3—General Physical and Chemical Constants, 8th ed.; Butterworth-Heinemann: Oxford, UK, 2004; pp. 3–11. ISBN 978-0-7506-7509-3. [Google Scholar]
- Gale, W.F.; Totemeier, T.C.B.T.-S.M.R.B. (Eds.) 12—Gas–Metal Systems, 8th ed.; Butterworth-Heinemann: Oxford, UK, 2004; pp. 12–28. ISBN 978-0-7506-7509-3. [Google Scholar]
- Huang, Y.; Xie, Y.; Meng, X.; Lv, Z.; Cao, J. Numerical design of high depth-to-width ratio friction stir welding. J. Mater. Process. Technol. 2018, 252, 233–241. [Google Scholar] [CrossRef]
- Yang, C. An adaptive sensor placement algorithm for structural health monitoring based on multi-objective iterative optimization using weight factor updating. Mech. Syst. Signal Process. 2021, 151, 107363. [Google Scholar] [CrossRef]
- CAO, Z.; SUN, Y.; ZHOU, C.; WAN, Z.; YANG, W.; REN, L.; HU, L. Cellular automaton simulation of dynamic recrystallization behavior in V-10Cr-5Ti alloy under hot deformation conditions. Trans. Nonferr. Met. Soc. China 2019, 29, 98–111. [Google Scholar] [CrossRef]
- Huang, G.Q.; Yan, Y.F.; Wu, J.; Shen, Y.F.; Gerlich, A.P. Microstructure and mechanical properties of fine-grained aluminum matrix composite reinforced with nitinol shape memory alloy particulates produced by underwater friction stir processing. J. Alloys Compd. 2019, 786, 257–271. [Google Scholar] [CrossRef]
- Yang, X.; Yan, Z.; Dong, P.; Cheng, B.; Zhang, J.; Zhang, T.; Zhang, H.; Wang, W. Surface modification of aluminum alloy by incorporation of AlCoCrFeNi high entropy alloy particles via underwater friction stir processing. Surf. Coat. Technol. 2020, 385, 125438. [Google Scholar] [CrossRef]
- Heirani, F.; Abbasi, A.; Ardestani, M. Effects of processing parameters on microstructure and mechanical behaviors of underwater friction stir welding of Al5083 alloy. J. Manuf. Process. 2017, 25, 77–84. [Google Scholar] [CrossRef]
- Wahid, M.A.; Khan, Z.A.; Siddiquee, A.N. Review on underwater friction stir welding: A variant of friction stir welding with great potential of improving joint properties. Trans. Nonferr. Met. Soc. China 2018, 28, 193–219. [Google Scholar] [CrossRef]
- Singh, V.P.; Patel, S.K.; Kuriachen, B. Mechanical and microstructural properties evolutions of various alloys welded through cooling assisted friction-stir welding: A review. Intermetallics 2021, 133, 107122. [Google Scholar] [CrossRef]
- Rathinasuriyan, C.; Pavithra, E.; Sankar, R.; Kumar, V.S.S. Current Status and Development of Submerged Friction Stir Welding: A Review. Int. J. Precis. Eng. Manuf. Technol. 2021, 8, 687–701. [Google Scholar] [CrossRef]
- Liang, H.; Yan, K.; Wang, Q.; Zhao, Y.; Liu, C.; Zhang, H. Improvement in Joint Strength of Spray-Deposited Al-Zn-Mg-Cu Alloy in Underwater Friction Stir Welding by Altered Temperature of Cooling Water. J. Mater. Eng. Perform. 2016, 25, 5486–5493. [Google Scholar] [CrossRef]
- MOAREF, A.; RABIEZADEH, A. Microstructural evaluation and tribological properties of underwater friction stir processed CP-copper and its alloy. Trans. Nonferr. Met. Soc. China 2020, 30, 972–981. [Google Scholar] [CrossRef]
- Tiwari, A.; Pankaj, P.; Suman, S.; Biswas, P. CFD Modelling of Temperature Distribution and Material Flow Investigation During FSW of DH36 Shipbuilding Grade Steel. Trans. Indian Inst. Met. 2020, 73, 2291–2307. [Google Scholar] [CrossRef]
- Hasan, A.F.; Bennett, C.J.; Shipway, P.H. A numerical comparison of the flow behaviour in Friction Stir Welding (FSW) using unworn and worn tool geometries. Mater. Des. 2015, 87, 1037–1046. [Google Scholar] [CrossRef]
- Colegrove, P.A.; Shercliff, H.R.; Zettler, R. Model for predicting heat generation and temperature in friction stir welding from the material properties. Sci. Technol. Weld. Join. 2007, 12, 284–297. [Google Scholar] [CrossRef] [Green Version]
- Sun, Z.; Wu, C.S. Influence of tool thread pitch on material flow and thermal process in friction stir welding. J. Mater. Process. Technol. 2020, 275, 116281. [Google Scholar] [CrossRef]
- Dong, J.; Zhang, D.; Luo, X.; Zhang, W.; Zhang, W.; Qiu, C. EBSD study of underwater friction stir welded AA7003-T4 and AA6060-T4 dissimilar joint. J. Mater. Res. Technol. 2020, 9, 4309–4318. [Google Scholar] [CrossRef]
- Yang, X.; Zhai, X.; Dong, P.; Yan, Z.; Cheng, B.; Zhang, H.; Wang, W. Interface characteristics of high-entropy alloy/Al-Mg composites by underwater friction stir processing. Mater. Lett. 2020, 275, 128200. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Si | Cu | Mn | C | P | S | Fe |
|---|---|---|---|---|---|---|---|
| Value | 0.4 | 0.2 | 1.0 | 0.22 | 0.04 | 0.05 | Balance |
| Parameter | Density | MP (Melting Point) | UTS (Ultimate Tensile Strength) | Elongation | Hardness |
|---|---|---|---|---|---|
| Value | 7800 Kg/m3 | 1450 °C | 580 MPa | 15% | 182 HV |
| Parameter | Tool Rotational Velocity | Tool Travelling Velocity | Tool Tilt Angle | Tool Plunge Depth |
|---|---|---|---|---|
| Value | 900 rpm | 60 mm/min | 2.5° | 0.2 mm |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Memon, S.; Tomków, J.; Derazkola, H.A. Thermo-Mechanical Simulation of Underwater Friction Stir Welding of Low Carbon Steel. Materials 2021, 14, 4953. https://doi.org/10.3390/ma14174953
Memon S, Tomków J, Derazkola HA. Thermo-Mechanical Simulation of Underwater Friction Stir Welding of Low Carbon Steel. Materials. 2021; 14(17):4953. https://doi.org/10.3390/ma14174953
Chicago/Turabian StyleMemon, Shabbir, Jacek Tomków, and Hesamoddin Aghajani Derazkola. 2021. "Thermo-Mechanical Simulation of Underwater Friction Stir Welding of Low Carbon Steel" Materials 14, no. 17: 4953. https://doi.org/10.3390/ma14174953
APA StyleMemon, S., Tomków, J., & Derazkola, H. A. (2021). Thermo-Mechanical Simulation of Underwater Friction Stir Welding of Low Carbon Steel. Materials, 14(17), 4953. https://doi.org/10.3390/ma14174953