
The Behavior of Supersonic Jets Generated by Combination Gas in the Steelmaking Process

Abstract
:1. Introduction
2. Apparatus and Experiment
3. Numerical Simulations
3.1. Governing Equations
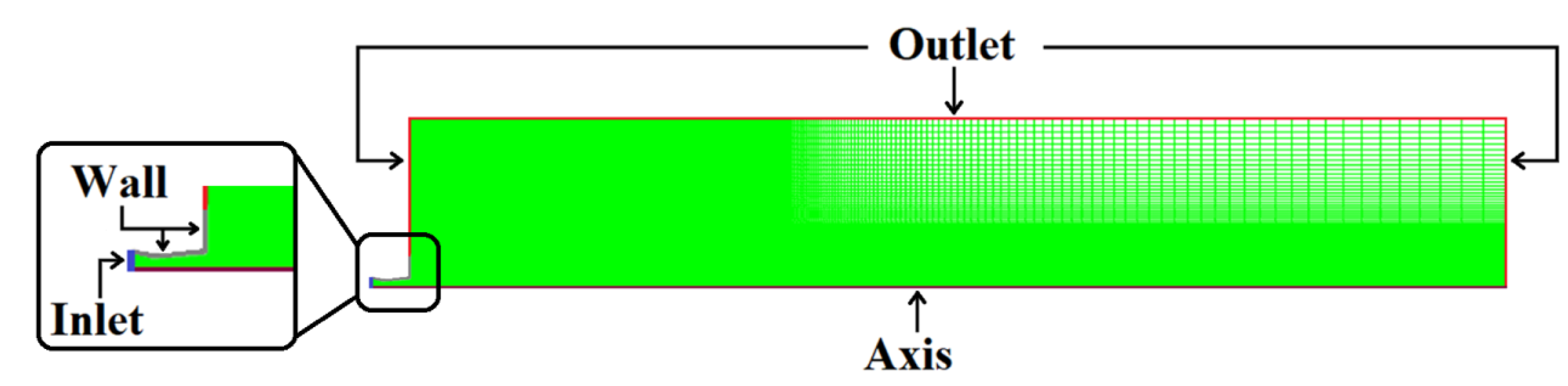
3.2. Simulation Details
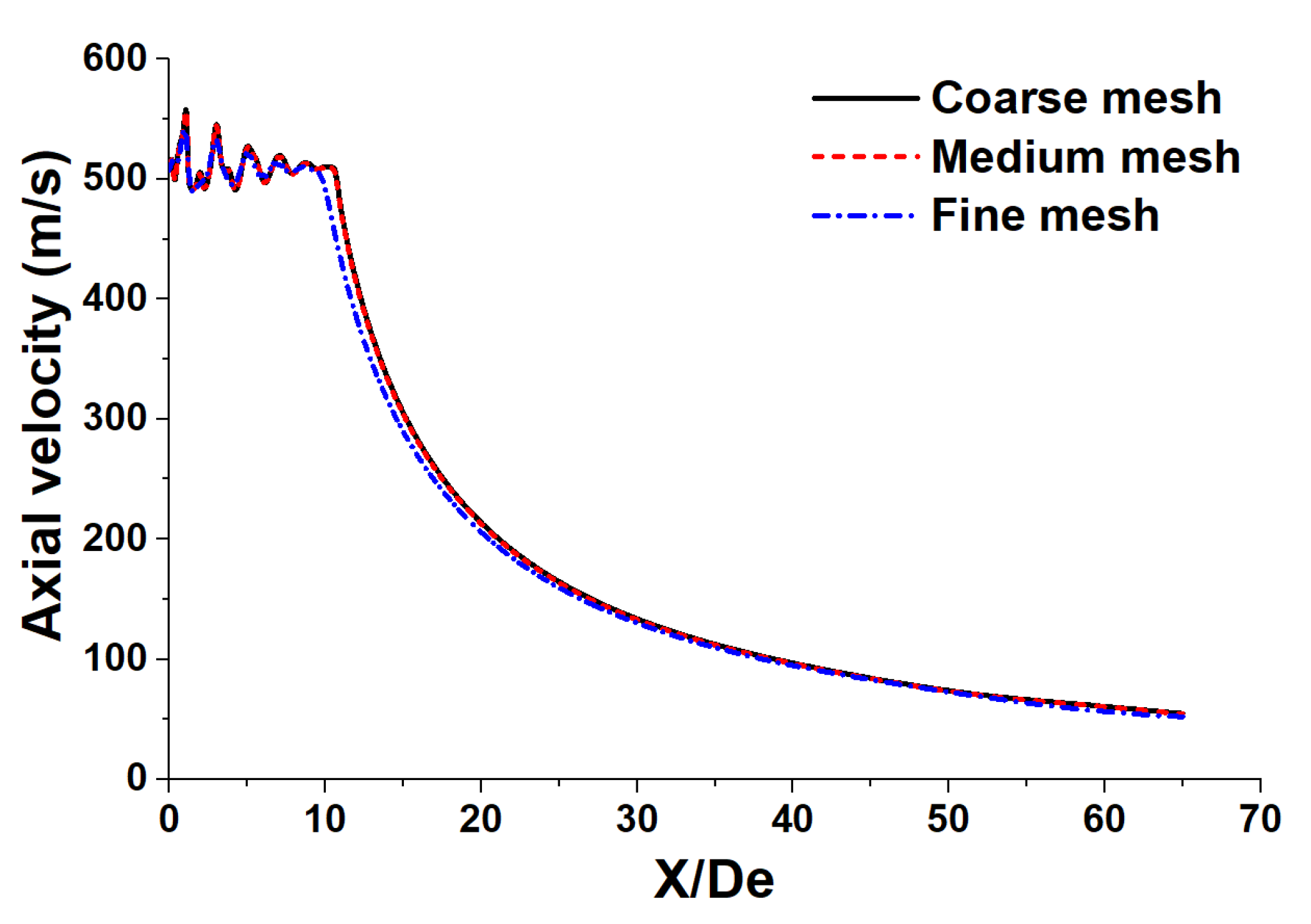
3.3. Mesh Independency Test
4. Results and Discussion
4.1. Axial Velocity Distribution
4.2. Oxygen Distribution and Utilization Rate
4.3. Droplet Generation
5. Conclusions
- (1)
- The potential core length of the axial velocity is prolonged as the flow rate of combination gas and ambient temperature grows. For a higher N2 flow rate, the viscosity of the combination gas is suppressed, resulting in a higher initial axial velocity at the exit of the Laval nozzle.
- (2)
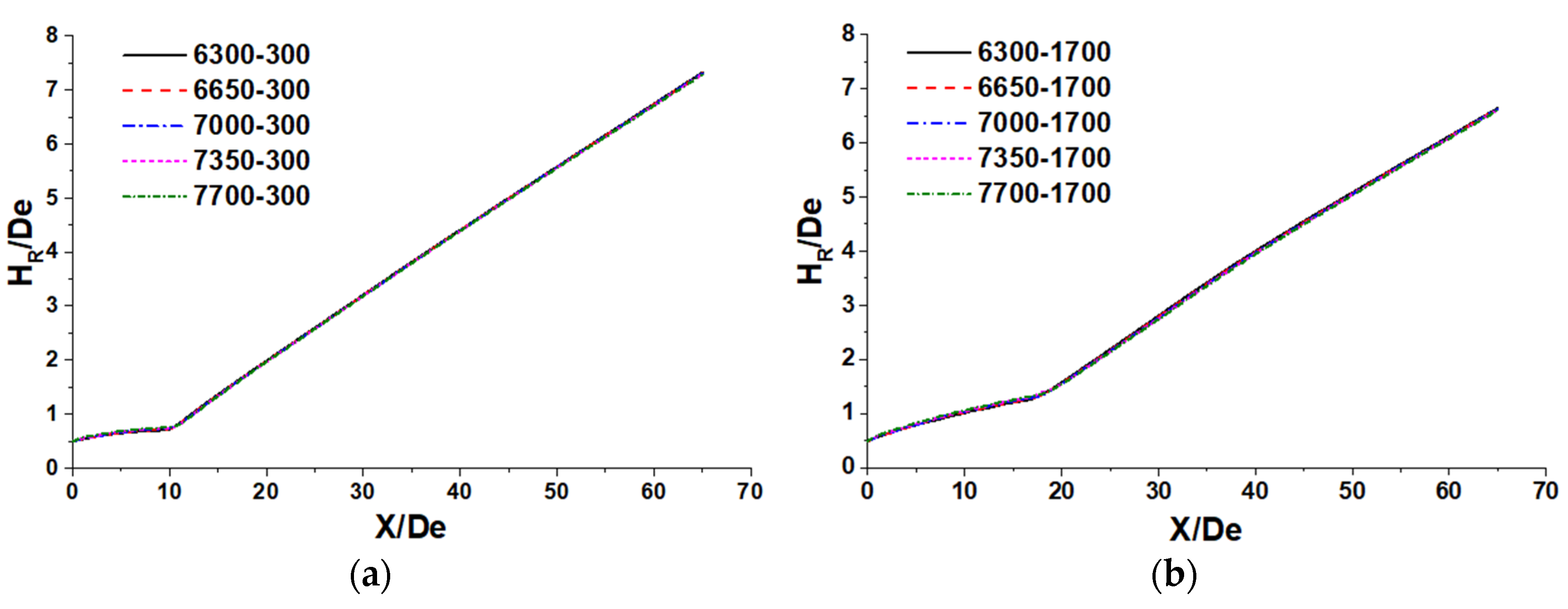
- The ambient temperature has more influence on the segment slope of the A segment slope than that of the B segment for the half-jet radius of the supersonic jet because the velocity gradient variation at the A segment is greater than that at the B segment.
- (3)
- Compared with room ambient temperature, the oxygen diffusion length is prolonged at the initial stage and then reduces as the N2 flow rate grows at high ambient temperatures.
- (4)
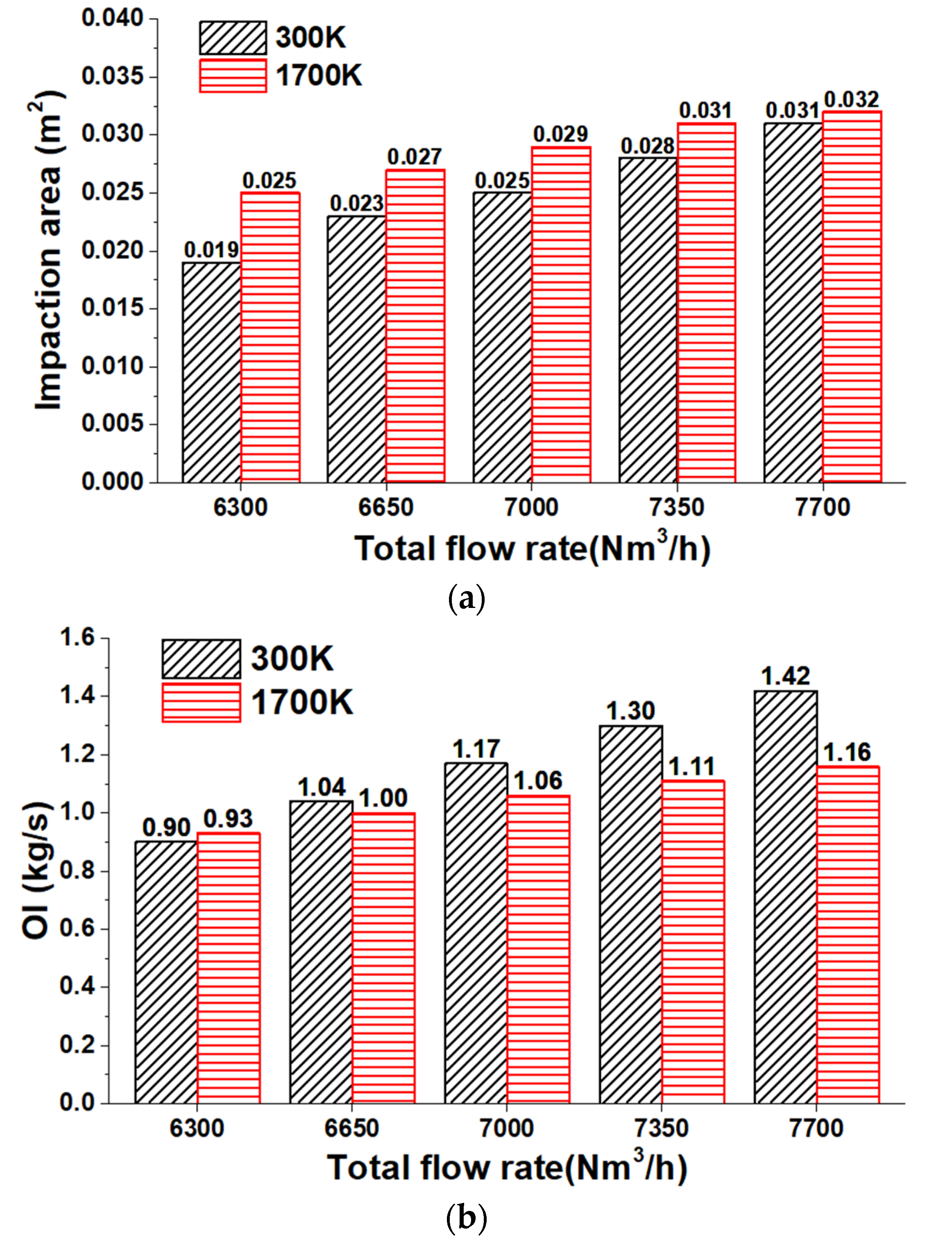
- Although the impact area increases with the ambient temperature, its rate would reduce as the total flow rate magnifies. Meanwhile, a growth of the N2 flow rate leads to the improvement of the oxygen utilization rate at different ambient temperatures; however, this issue is diminished at higher ambient temperatures.
- (5)
- The increasing rate of the R/F becomes lower for higher levels of the total flow rate, and such an increasing rate is further suppressed by a higher ambient temperature.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ogawa, Y.; Masataka, Y.; Ya, K.S.; Hiroshi, H. Development of the continuous dephosphorization and decarburization process using BOF. Steel Res. Int. 2003, 74, 70–76. [Google Scholar] [CrossRef]
- Lv, M.; Zhu, R.; Wang, H.; Bai, R. Simulation and application of swirl-type oxygen lance in vanadium extraction converter. Steel Res. Int. 2013, 84, 304–312. [Google Scholar] [CrossRef]
- Kitamura, S.Y.; Yonezawa, K.; Ogawa, Y.; Sasaki, N. Improvement of reaction efficiency in hot metal dephosphorization. Ironmak. Steelmak. 2002, 29, 121–124. [Google Scholar] [CrossRef]
- Naito, K.; Asahara, N.; Wakoh, M.; Matsumiya, T. Fundamental study on effects of various factors on fluid behavior during intermediate deslagging of MURC (Multi-Refining Converter) process. Tetsu-Hagane 2014, 100, 522–529. [Google Scholar] [CrossRef] [Green Version]
- Tanaka, Y.; Asahara, N.; Maruo, R.; Nakae, T.; Kaneyasu, T. Improvement of the efficiency of multi-refining converter (MURC) process in the steelmaking shop at Yawata Works. Iron Steel Technol. 2017, 14, 90–99. [Google Scholar]
- Ye, G.; Yang, J.; Zhang, R.; Yang, W.; Sun, H. Behavior of phosphorus enrichment in dephosphorization slag at low temperature and low basicity. Int. J. Miner. Metall. Mater. 2021, 28, 66–75. [Google Scholar] [CrossRef]
- Monaghan, B.J.; Pomfret, R.J.; Coley, K.S. The kinetics of dephosphorization of carbon-saturated iron using an oxidizing slag. Metall. Trans. B 1998, 29, 111–118. [Google Scholar] [CrossRef]
- Liu, F.; Zhu, R.; Wang, Q.; Bai, R. Simulation and application of top lance with various tilt angles in dephosphorization ladle furnace. ISIJ Int. 2015, 55, 1633–1641. [Google Scholar] [CrossRef] [Green Version]
- Mukawa, S.; Mizakami, Y. Effect of stirring energy and rate of oxygen supply on the rate of hot metal dephosphorization. ISIJ Int. 1995, 35, 1374–1380. [Google Scholar] [CrossRef]
- Wang, H.; Zhu, R.; Gu, Y.L.; Wang, C.J. Behaviours of supersonic oxygen jet injected from four-hole lance during top-blown converter steelmaking process. Can. Metall. Q. 2014, 53, 367–380. [Google Scholar] [CrossRef]
- Liu, F.; Zhu, R.; Dong, K.; Hu, S. The flow field characteristics of coherent jet with preheating oxygen under various ambient temperature. ISIJ Int. 2016, 56, 1519–1528. [Google Scholar] [CrossRef] [Green Version]
- Sambasivam, R.; Lenka, S.N.; Durst, F.; Bock, M.; Chandra, S.; Ajmani, S.K. A new lance design for BOF steelmaking. Metall. Trans. B 2007, 38, 45–53. [Google Scholar] [CrossRef]
- Feng, C.; Zhu, R.; Dong, K.; Wei, G.; Han, B.; Li, W.; Wu, W. Effect of nozzle exit wear on the fluid flow caracteristics of supersonic oxygen lance. Metall. Trans. B 2020, 51, 187–199. [Google Scholar] [CrossRef]
- Wang, X.; Liu, G.; Liu, K. Behaviors of supersonic double-parameter jets and their impingement onto molten bath in BOF steelmaking. AIP Adv. 2020, 10, 105307. [Google Scholar] [CrossRef]
- Odenthal, H.J.; Bader, J.; Nörthemann, R.; Reifferscheid, M.; Klioutchnikov, I.; Olivier, H. The Optimized SIS Injector for EAF Application; Association for Iron & Steel Technology: Indianapolis, IN, USA, 2014. [Google Scholar]
- Odenthal, H.; Bui, P.; Reifferscheid, M.; Hovestadt, E.; Nies, J.; Klioutchnikov, I.; Olivier, H. Advanced design of burner/injector systems in electric arc furnaces (EAF). In Proceedings of the 4th International Conference on Modelling and Simulation of Metallurgical Processes in Steelmaking, Düsseldorf, Germany, 27 June 2011. [Google Scholar]
- Wei, G.; Zhu, R.; Wu, X.; Yang, L.; Dong, K.; Cheng, T.; Tang, T. Study on the fluid flow characteristics of coherent jets with CO2 and O2 mixed injection in electric arc furnace steelmaking processes. Metall. Trans. B 2018, 49, 1405–1420. [Google Scholar] [CrossRef]
- Wu, X.; Zhu, R.; Wei, G.; Dong, K. Influence of the carrier gas species on CaO-Gas mixed injection in the EAF steelmaking process. Metall. Trans. B 2019, 50, 2389–2402. [Google Scholar] [CrossRef]
- Yuan, Z.; Pan, Y. Oxygen Lance Technology for Steelmaking, 1st ed.; Metallurgical Industry Press: Beijing, China, 2007. [Google Scholar]
- Anderson, J.D. Fundamentals of Aerodynamics, 5th ed.; McGraw-Hill Education: New York, NY, USA, 2010. [Google Scholar]
- Robert, B.J.; Chandrasekhara, B.J. Select experimental investigation of the penetration of a high-velocity gas jet through a liquid surface. Fluid Mech. 1963, 15, 13–34. [Google Scholar]
- Mente, F.R. Two-equation eddy-viscosity turbulence models for engineering applications. AIAA J. 1994, 32, 1598–1605. [Google Scholar] [CrossRef] [Green Version]
- Liu, F.; Sun, D.; Zhu, R.; Hu, S. Effect of shrouding Mach number and ambient temperature on the flow field of coherent jet with shrouding Laval nozzle structure. Can. Metall. Q. 2018, 58, 96–106. [Google Scholar] [CrossRef]
- Alam, M.; Naser, J.; Brooks, G. Computational fluid dynamics simulation of supersonic oxygen jet behavior at steelmaking temperature. Metall. Trans. B 2010, 41, 636–645. [Google Scholar] [CrossRef]
- Qian, F.; Mutharasan, R.; Farouk, B. Studies of interface deformations in single- and multi-layered liquid baths due to an impinging gas jet. Metall. Trans. B 1996, 27, 911–920. [Google Scholar] [CrossRef]
- Rout, B.K.; Brooks, G.; Subagyo, E.; Rhamdhani, M.A.; Li, Z. Modeling of droplet generation in a top blowing steelmaking process. Metall. Trans. B 2016, 47, 3350–3361. [Google Scholar] [CrossRef] [Green Version]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Design Total Flow Rate (Nm3/h) | Design N2 Flow Rate (Nm3/h) | Design O2 Flow Rate (Nm3/h) | Throat Diameter (mm) | Exit Diameter (mm) | Divergent Section Length (mm) |
|---|---|---|---|---|---|
| 6300 | 2800 | 3500 | 39.36 | 51.12 | 80.00 |
| 6650 | 3150 | 3500 | 39.28 | 51.02 | 80.00 |
| 7000 | 3500 | 3500 | 39.20 | 50.92 | 80.00 |
| 7350 | 3850 | 3500 | 39.14 | 50.84 | 80.00 |
| 7700 | 4200 | 3500 | 39.08 | 50.78 | 80.00 |
| Name of Boundary | Type of Boundary Conditions | Values |
|---|---|---|
| Main oxygen inlet | Mass flow rate | 2.2778 kg/s, 2.3889 kg/s, 2.5000 kg/s, 2.6111 kg/s and 2.7222 kg/s |
| O2 mass fractions | 61.0%, 58.1%, 55.6%, 53.2% and 51.0% | |
| N2 mass fractions | 39.0%, 41.9%, 44.4%, 46.8% and 49.0% | |
| Oxygen temperature | 298 K | |
| Outlet | Static pressure | 104,000 Pa |
| Mass fractions | O2 = 23%, N2 = 77% | |
| Ambient temperature | 300 K, 1700 K |
| Total Flow Rate (Nm3/h) | Room Ambient Temperature | High Ambient Temperature | ||
|---|---|---|---|---|
| A | B | A | B | |
| 6300 | 0.0299 | 0.1193 | 0.0513 | 0.1246 |
| 6650 | 0.0290 | 0.1191 | 0.0497 | 0.1244 |
| 7000 | 0.0282 | 0.1190 | 0.0485 | 0.1242 |
| 7350 | 0.0271 | 0.1188 | 0.0475 | 0.1239 |
| 7700 | 0.0264 | 0.1186 | 0.0465 | 0.1236 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, B.; Liu, F.; Zhu, R. The Behavior of Supersonic Jets Generated by Combination Gas in the Steelmaking Process. Materials 2021, 14, 5034. https://doi.org/10.3390/ma14175034
Zhang B, Liu F, Zhu R. The Behavior of Supersonic Jets Generated by Combination Gas in the Steelmaking Process. Materials. 2021; 14(17):5034. https://doi.org/10.3390/ma14175034
Chicago/Turabian StyleZhang, Binglong, Fuhai Liu, and Rong Zhu. 2021. "The Behavior of Supersonic Jets Generated by Combination Gas in the Steelmaking Process" Materials 14, no. 17: 5034. https://doi.org/10.3390/ma14175034
APA StyleZhang, B., Liu, F., & Zhu, R. (2021). The Behavior of Supersonic Jets Generated by Combination Gas in the Steelmaking Process. Materials, 14(17), 5034. https://doi.org/10.3390/ma14175034