4.1. Cryogenic Cooling
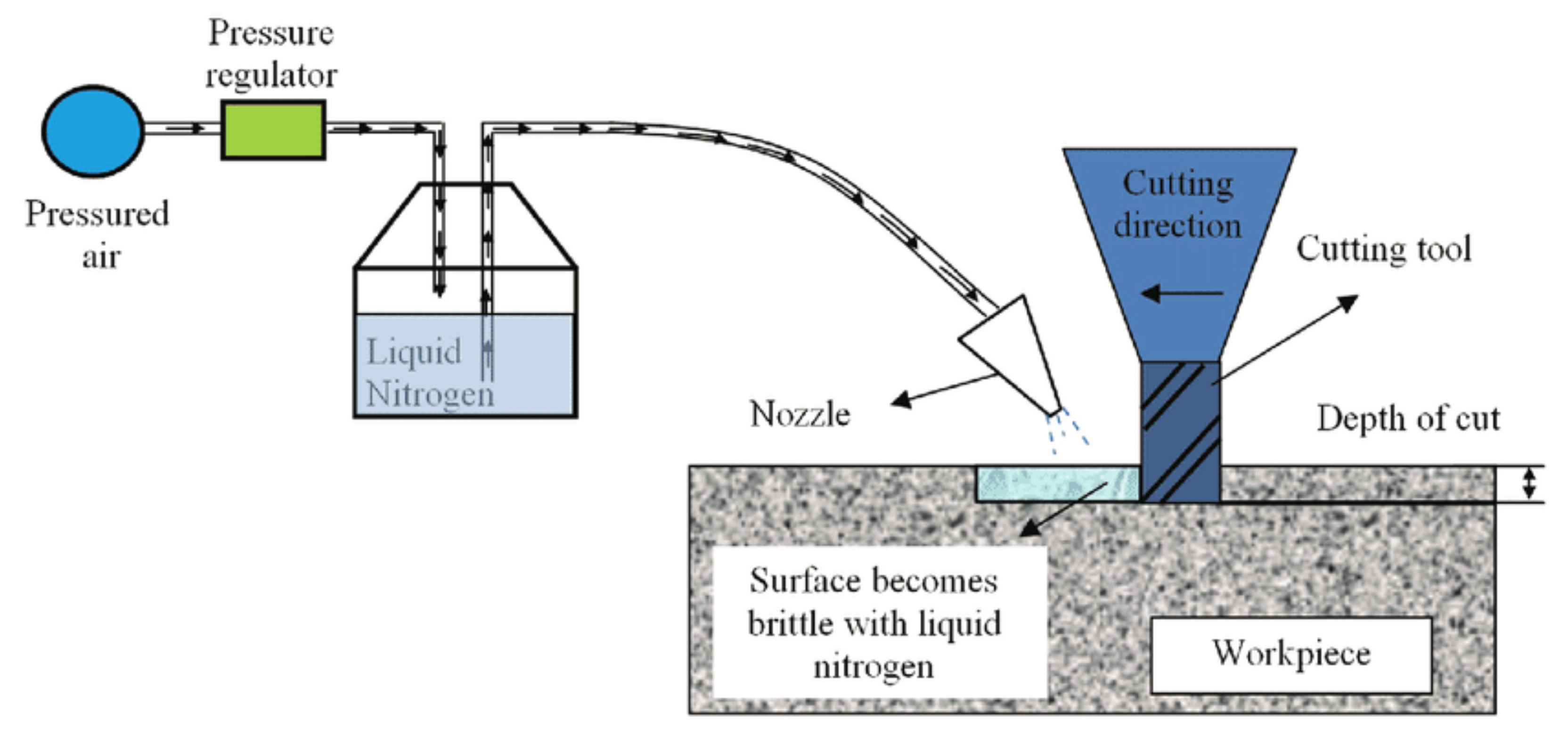
In cryogenic cooling, low temperature (below −150 °C) materials and medium are used for cooling purposes. Liquid nitrogen, whose boiling point is (−195.82 °C) and frozen carbon dioxide, whose sublimation point is (−78.5 °C), are two common media used in this process. Nitrogen is employed to cool down the temperature in the cutting zone because of exothermic conditions. The large amount of heat that is generated during machining causes tool failure and tends to alter the mechanical properties of the specimen. Therefore, to minimize the detrimental effects due to heat and elevated temperature, nitrogen is used, which decreases wear and tear as well as improves the build-up edge [
62]. Cryogenic is an eco-friendly technique that shows better results at higher cutting speeds. It is best to control machining temperature along with enhanced tool life [
63]. The schematic diagram of the cryogenic cooling setup is represented in
Figure 12.
It was noted during the comparison of dry cutting, MQL, and cryogenic machining that the cryogenic technique is better in increasing tool life with the reduction of cutting temperature. With this product, life improved due to better surface quality [
65].
The use of liquid nitrogen in hard turning caused the improvement in cutting speed, and higher productivity and greater tool life were achieved. All of the surface finishes also improved as it causes a decrease in machined surface temperature. Also, it is good for the environment and has no toxic properties [
66].
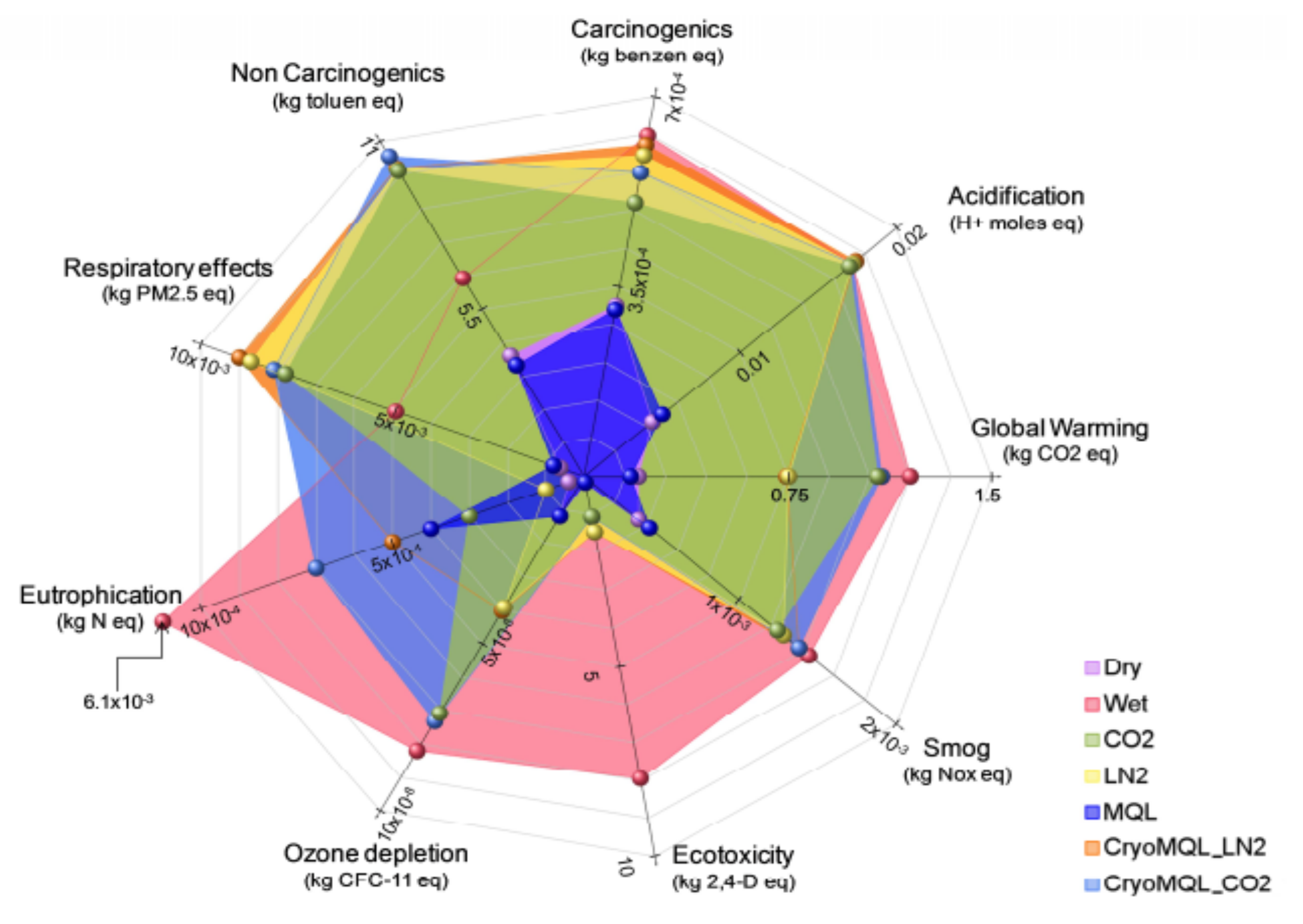
Figure 13 shows the environmental impact of different cooling techniques in the machining of AISI 304. Wet cooling has a tremendous impact on the environment, like ozone depletion, etc. Cryo MQL-CO
2 is best found in all these.
It was observed that cryogenic machining, which is suitable for environmental impact, may also have other benefits in terms of lesser tool life and low power consumption as compared to dry cutting.
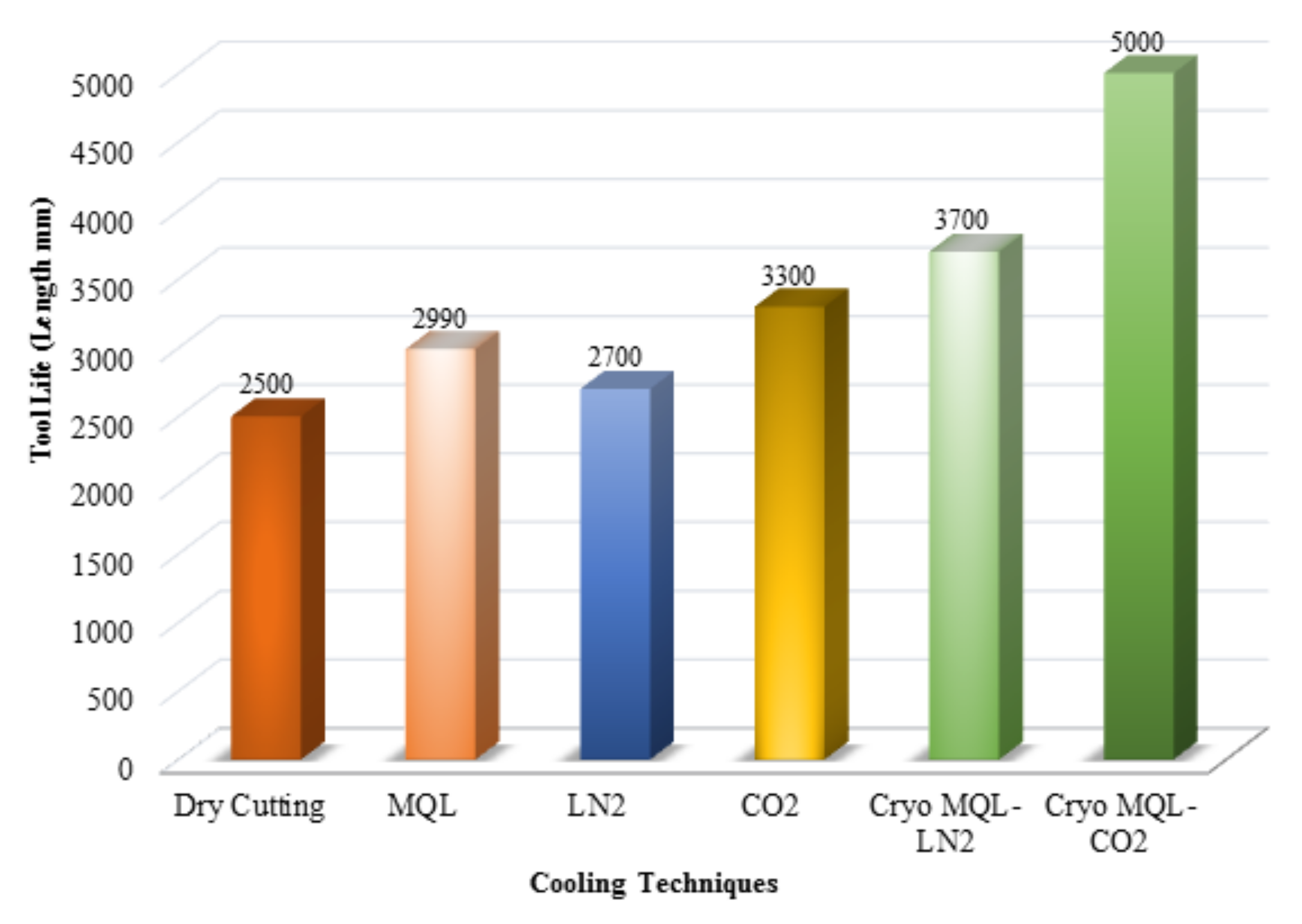
Figure 14 shows a graphical representation of tool life in different cooling techniques, which clearly depicts that tool life is longer in CryoMQL-CO
2 as compared to other techniques [
67]. In the milling of hardened AISI D3 steel, the effect of cryogenic cooling (liquid nitrogen) was noted for tool life, surface roughness, and cutting forces. Cutting forces were reduced by 20% to 27%, and surface roughness was decreased up to 16 to 29% due to less cutting temperature at the tool chip interface. Tool life was increased up to 26% to 35% as compared to dry cutting conditions [
68].
The cryo-cooling process consists of many input variables: cooling rate, soaking time and temperature, tempering temperature, and its required time [
69]. Gill et al. [
70] flourished that three of above parameters (cooling rate, soaking time, and soaking temperature) have been extensively increased the tool life upto 98% by compromising the mechanical characteristics of it. Stratton [
71] put forward that cooling rate must be low enough to avoid cracking and deforming in the material. Molinari et al. [
72] reported about soaking time that must be less than 35 h. It also stated that tool fracture mainly because of insufficient cooling rate, so the optimum value for cooling rate should be near to 30 °C/h. Barron [
73] had observed the effect of soaking temperature (189.15 K and 77.15 K) on the wear resistance property of M2 Steel. Besides, many researchers witnessed that increase in hardness, toughness, improving stability and resistance to corrosion is enhanced the tool life [
74,
75]. Dhar and Kamruzzaman [
76] have compared the dry, wet and cryogenic techniques for AISI-4037 Steel. They concluded that cryogenic has been proved as sustainable method followed by dry and wet method in terms of reduction in heat upto 673.15 K. SR is another important criterion to check whether the machining is sustainable or not. Rotella et al. [
77] carried out machining under dry, wet and cryogenic condition on Ti-6Al-4V. They noted that cryogenic machining is more prominent than dry and wet machining in term of getting high surface integrity. They also summarized that cryogenic machining has been proved as effective at high feed rates. Kumar and Dhananchezian [
64] also demonstrated the similar consideration about SR in cryogenic machining of Ti-6Al-4V. The 35% improvement in SR magnitude has been observed in comparison to dry and wet processing.
In the turning of 17-4 PH SS, different cooling techniques were used like cryogenic, MQL, and wet and dry turning. Different depth of cut (DOC) was used to check the optimum conditions for each technique. It was noted that the cryogenic technique was best in terms of cutting zone temperature decrement, improved surface integrity, and less tool wear. Chip thickness was also less, and also this technique was environmentally friendly.
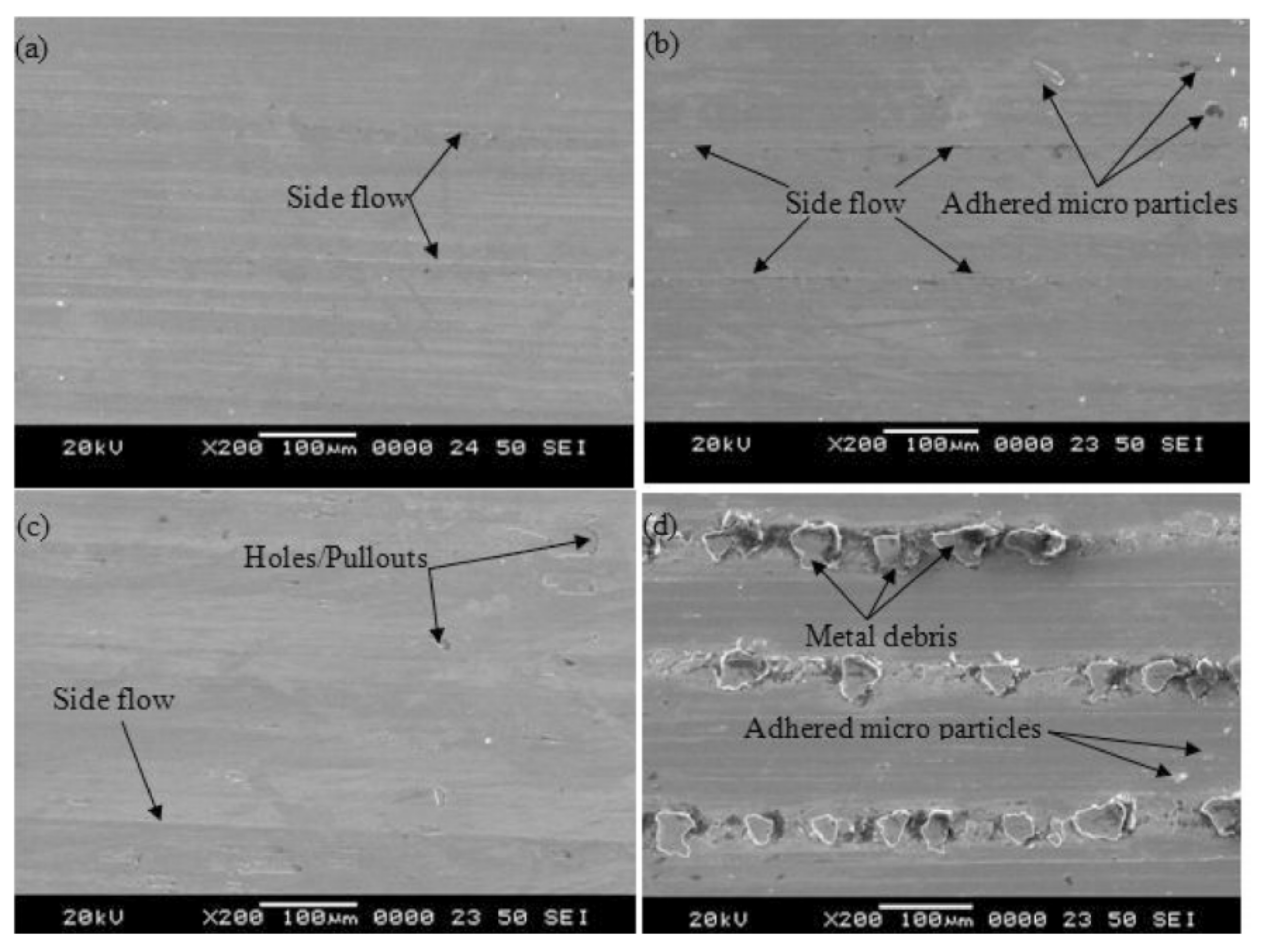
Figure 15 shows the surface morphology obtained after applying different cooling techniques. The surface was smoother in cryogenic as compared to dry machining [
78].
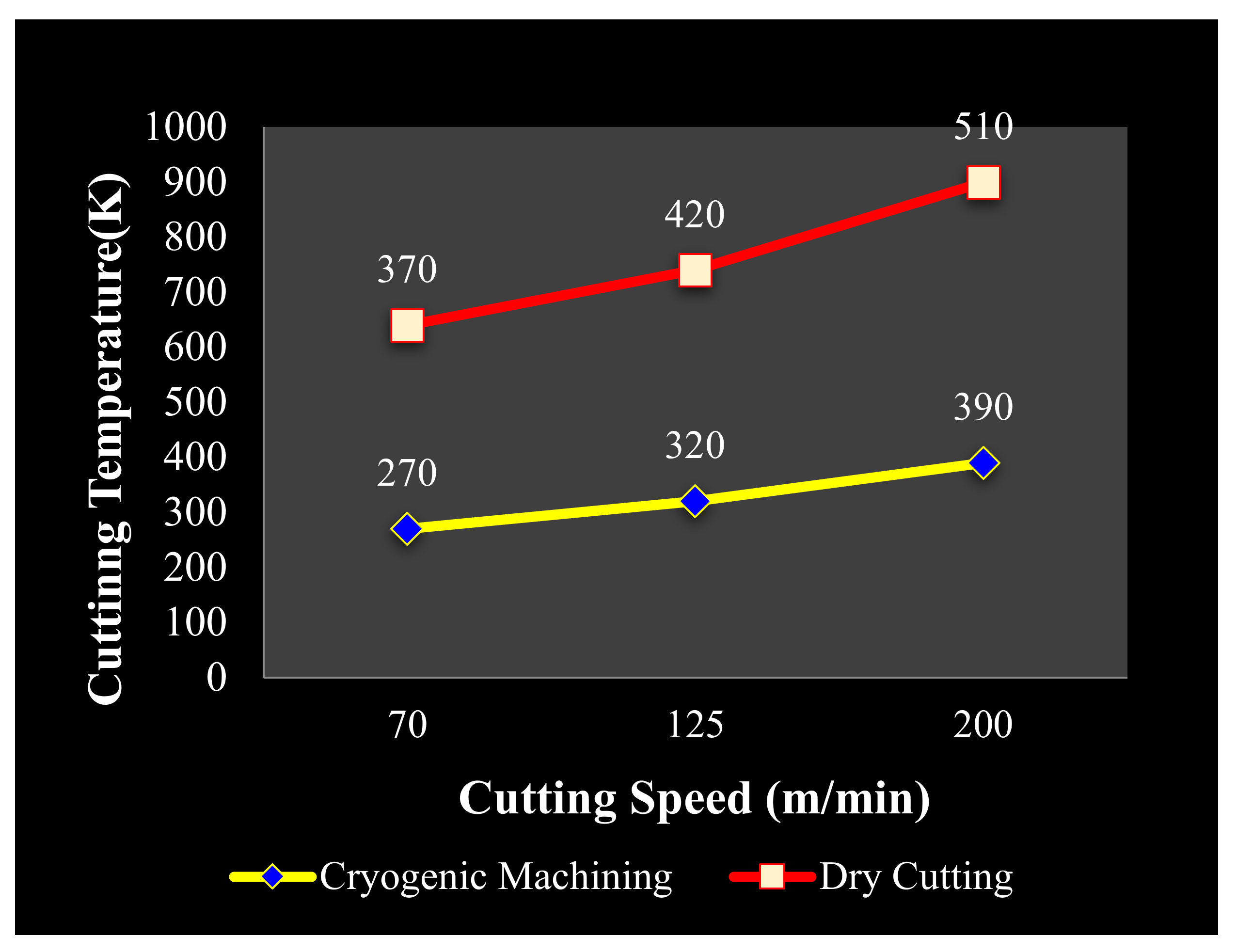
Figure 16 shows the cutting temperature according to the depth of cut increment, which is lower in cryogenic machining than dry, wet, and MQL machining. In machining AISI 52100 Bearing steel, the effect of cryogenic coolant compared to dry cutting on surface integrity was observed. It was noted that residual stresses and white layer formation were less. This layer is non-recommended because it causes fatigue of the product and affects its life. It became evident that it enhances the surface integrity of hard components in many aspects [
79]. In hard turning of 17-4 PH stainless steel, the effect of cryogenic machining was found to be positive. It reduced the cutting temperature by using liquid nitrogen as a cooling medium, and it is eco-friendly. This method can be effectively used in any type of hard material [
80].
Nitrogen is most commonly used as it is a safe, noncombustible, noncorrosive gas. The air we breathe has 78% nitrogen gas in it. Liquid nitrogen has the property of easy evaporation, so when it is used in cryogenic machining, it evaporates quickly, and no wastes remain on surfaces, tools, and machines, etc. It contributes to cost savings by avoiding disposal costs [
81]. Currently, cryogenic turning is being used to achieve deformation-induced surface hardening. For such purposes, the powerful coolant CO
2-snow is used due to its good wetting behavior [
82].
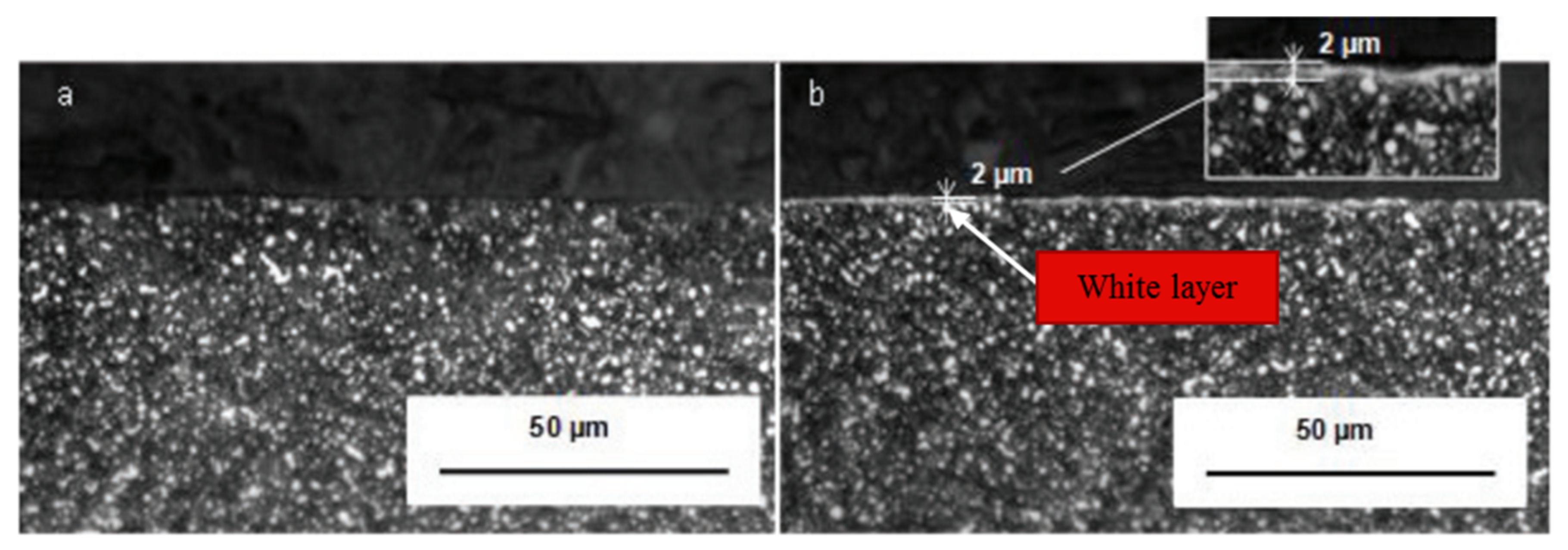
In hard turning of ASP23 steel, CO
2 cryogenic media was used with two types of inserts: one negative and one positive. Tool life was increased in the negative insert up to 19.96%, but in the positive insert, the value of improvement rose to 69.5%. The white layer was also checked. In the negative insert during CO
2 cryogenic machining, it produced a minimal thickness of 2 micrometers. In the positive insert, this layer was not produced. In
Figure 17, the microstructure of the material in which machining is done with negative insert using both techniques: dry turning and CO
2 machining [
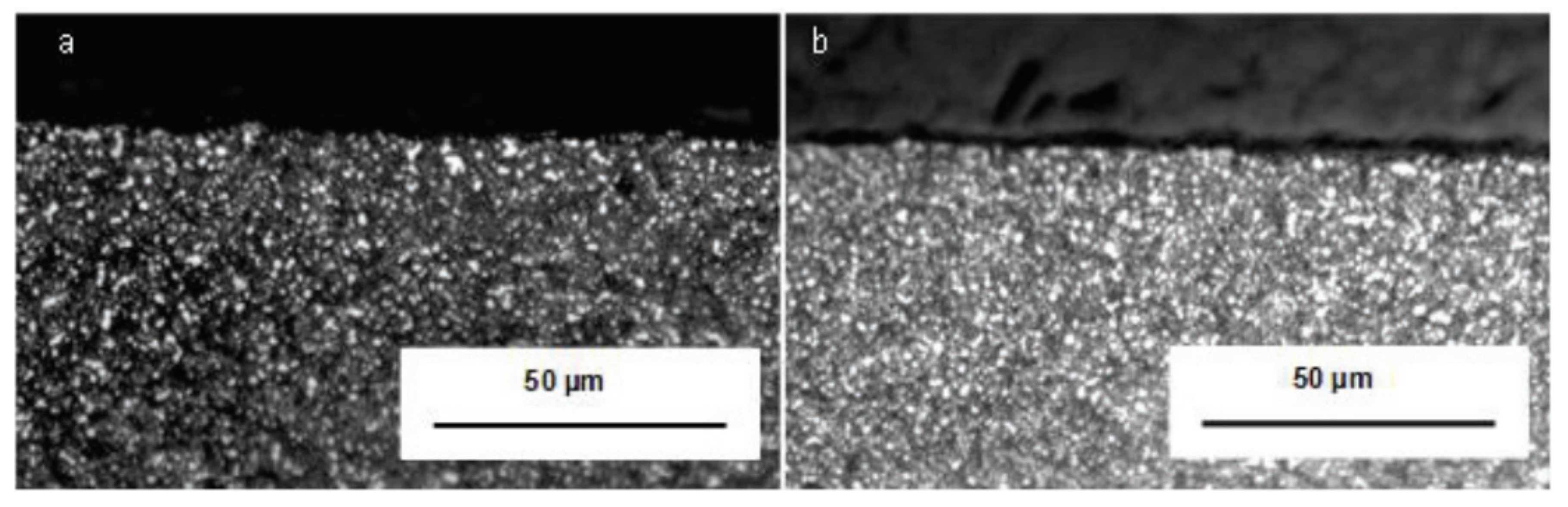
83], is shown. In
Figure 18, the microstructure is presented in which machining is done with positive insert using dry turning and CO
2 machining. The white layer is not produced, which indicates good structure.
In hard turning of AISI 420 steel, the effect of cryogenic cooling was noted compared to nano fluids. It was noted that tool life at a cutting speed of 75 m/min was increased by approximately 29%. This effect was increased as the speed was increased. Also, the temperature is reduced as compared to nano fluids. Chip morphology was better than nano fluids. It was noted that tool wear was also less [
84]. In the machining of AISI 4340, it was found that cutting powers are reduced in cryogenic (LN2) cooling as compared to other water-based cutting fluids. Material removal rate (MRR) was increased with a decrement in surface roughness, which was 0.97 micrometers in cryogenic cooling [
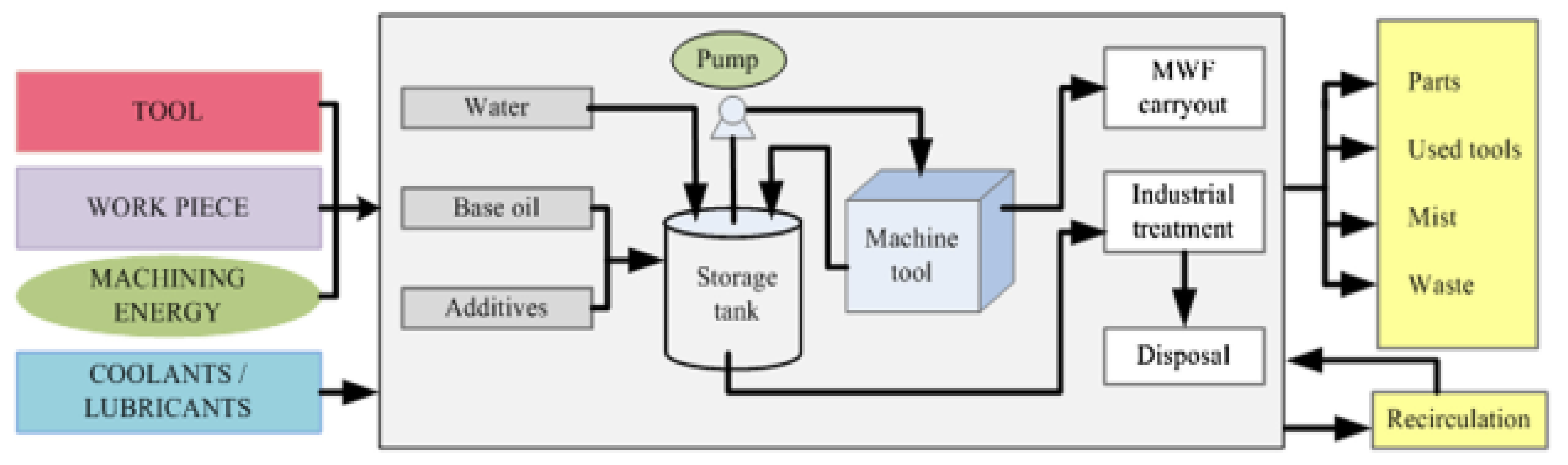
85]. The comparison is shown between conventional machining and cryogenic machining. In
Figure 19, a conventional machining setup is shown in which cooling and lubricants are required, and waste is generated.
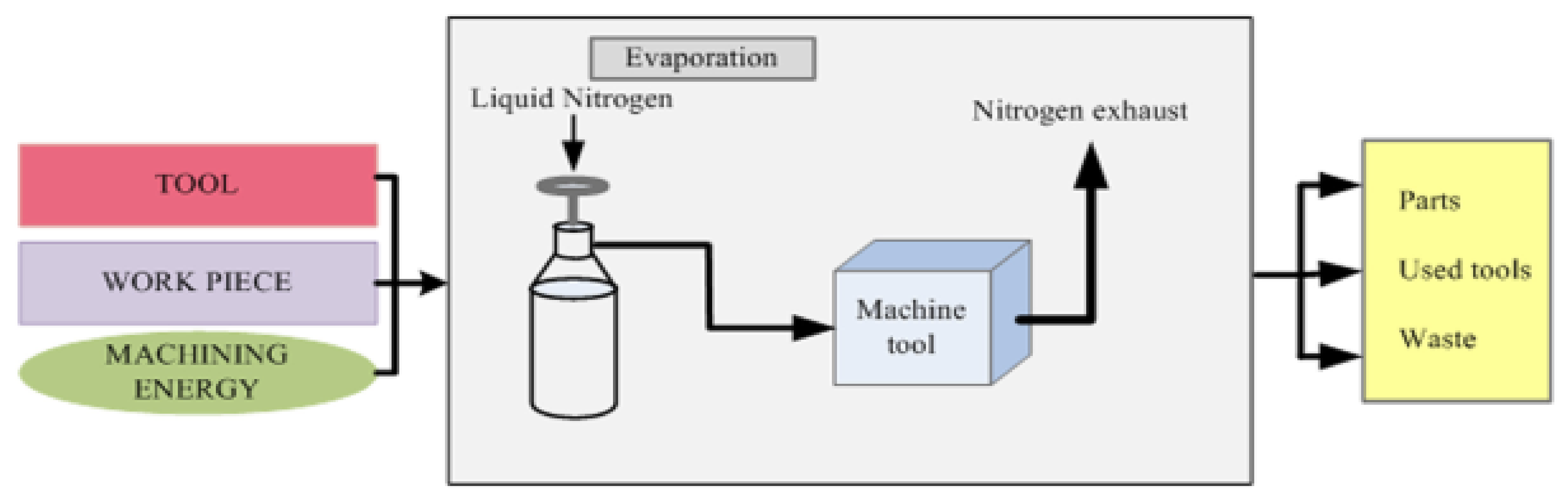
In
Figure 20, a cryogenic setup is shown. Unlike conventional machining, there is no need for lubricants, and no waste is generated, which is better for the environment and saves on the cost of the product. To observe the cryogenic effect in hard turning of AISI 4340, a setup was done on the shop floor of the CNC turning center. By this process, surface roughness was achieved up to 0.4 micrometers. Tool life of order was achieved 34 min. Cutting forces were reduced by 18%, and power consumption was decreased by about 320 W.
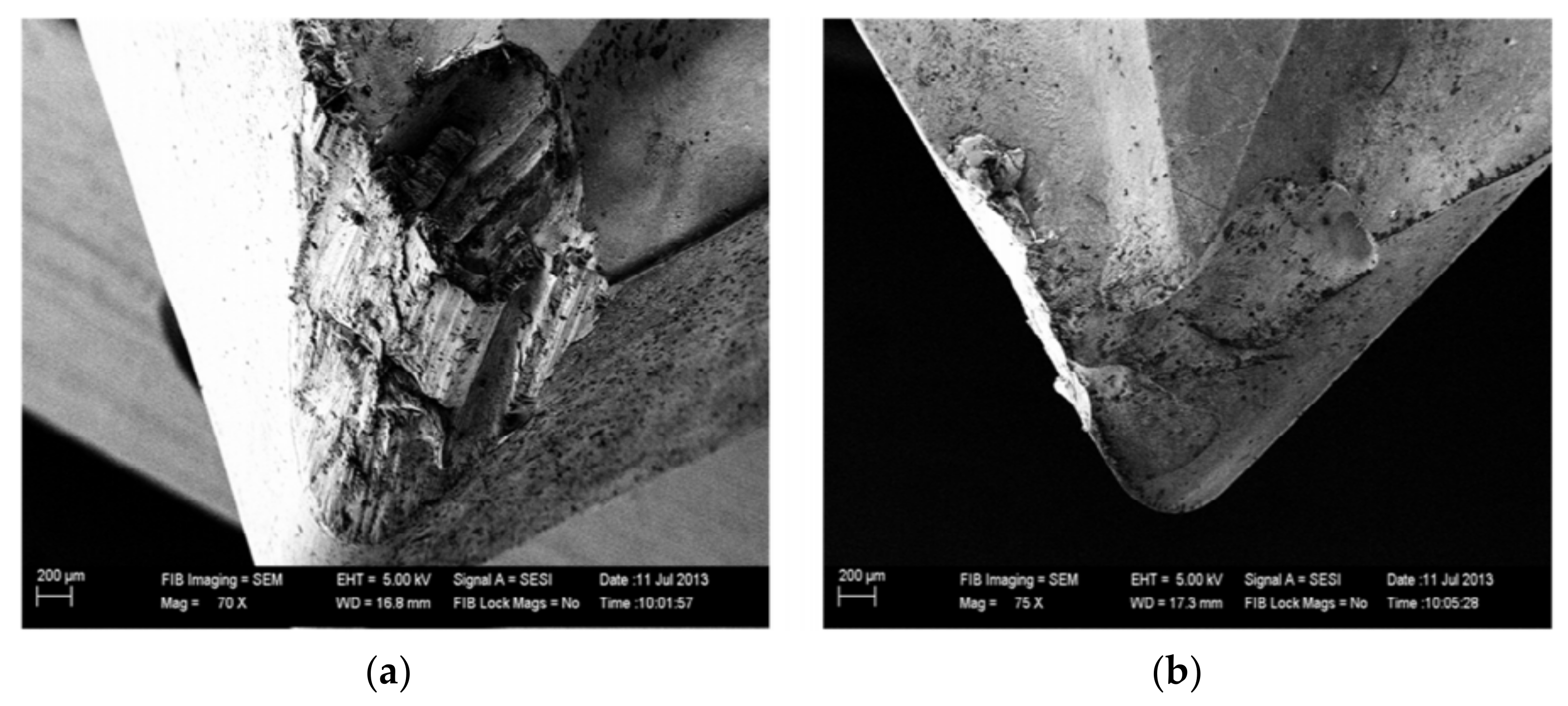
In
Figure 21, an SEM image was captured to check the flank and rake area of the cutting insert after machining. The insert was chipped off when flood cooling was used while in cryogenic machining abrasion type phenomenon observed at flank face [
87].
It was noted that power consumption in terms of electricity creates about 99% environmental impacts, which need to be minimized. It was done by choosing the optimal cutting conditions in terms of CO
2 emission, which leads to better environmental impacts [
88].
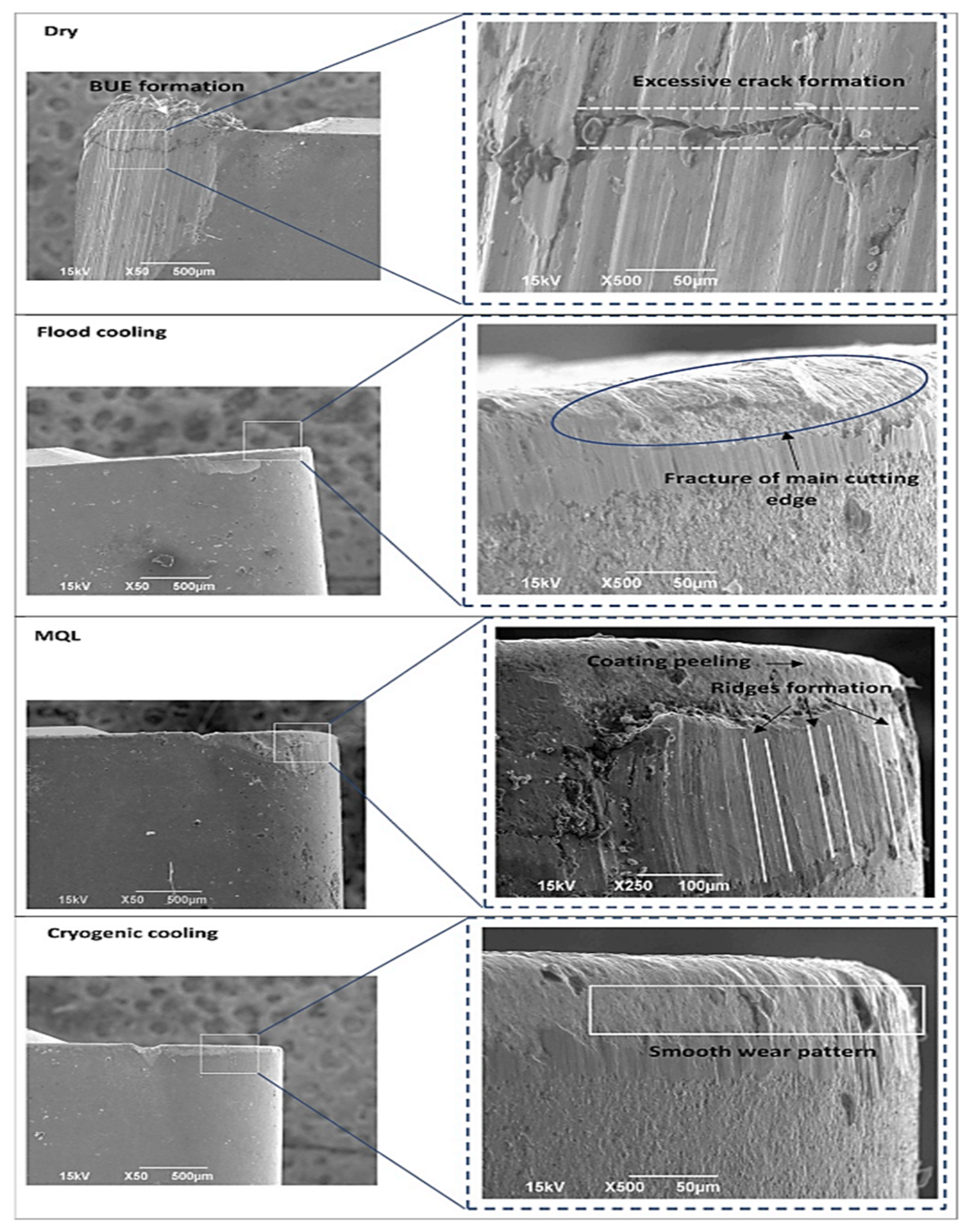
The effects of dry, MQL, flood, and cryogenic machining were observed during turning of 15-5 PH SS, and it was noted that cryogenic machining performed well in terms of tool life which was about 44% of flood and 68% of MQL cooling technique. Surface roughness was better in cryogenic and flood cooling as compared to MQL and dry cutting. In
Figure 22, SEM images show the smoothness in the wear pattern of the flank face of the tool in cryogenic as compared to other techniques [
89].
The growth of global production and the increase of cutting fluids application has caused intensive research concerning economic and environmental aspects of systems for cooling/lubricating the cutting zone. Thus, recently several cooling/lubrication techniques were developed in order to achieve sustainable manufacturing by reducing or eliminating cutting fluids. Currently, the most widely used cooling/lubricating techniques with a low negative effect on the environment and human operator’s health are dry cutting, cryogenic cooling, and minimum quantity lubrication (MQL), etc. [
90].
LN2 was found to be good in milling of P20 hardened steel as compared to dry and flood machining. Tool wear was less, about 15%, compared to dry machining, while about 5% compared to wet cooling. Also, it was noted that due to temperature reduction, chip curl was less, which leads to good surface morphology [
91]. In the machining of AISI D6 tool steel, a comparison was made between LN2 machining, dry, and wet machining. LN2 was good in surface integrity, and tool life was good, but the production cost for cryogenic setup was more compared to dry machining. This cost varied as the flow rate of LN2 increased [
92]. In the milling of AISI D2, the impact of cryogenic cooling was noted compared to a dry and wet cutting environment. Cutting zone temperature was reduced up to 44% by dry and about 36% by wet machining, while cutting forces were reduced by about 40% by dry and about 29% by wet machining [
93].
During the study, a comparison was done in the machining of normalized and hardened bearing steel AISI 52100. The response of cryogenic and conventional turning techniques like dry and flood cooling was checked in terms of tool life, surface finish, and productivity. Productivity was higher in cryogenic cooling, and tool life was about 315% in normalized while 15% in the hardened workpiece compared to other techniques. No white layer was formed in cryogenic that are not recommended for machining part.
Table 9 shows the MRR for both techniques, and it can be seen that it is about 23% more in cryogenic [
94].
During machining of duplex stainless steel, a comparison was conducted between cryogenic cooling and dry cutting. The tool which was used in the machining was coated carbide. Reduction of cutting zone temperature was observed in the case of cryogenic by 53–58%. Required cutting forces were decreased by 30–43%; also, it was noted that surface finish was improved by 18% to 23%. These results were in comparison with dry cutting.
Figure 23 shows the cutting temperature for cryogenic and dry machining, which is less in cryogenic machining [
95].
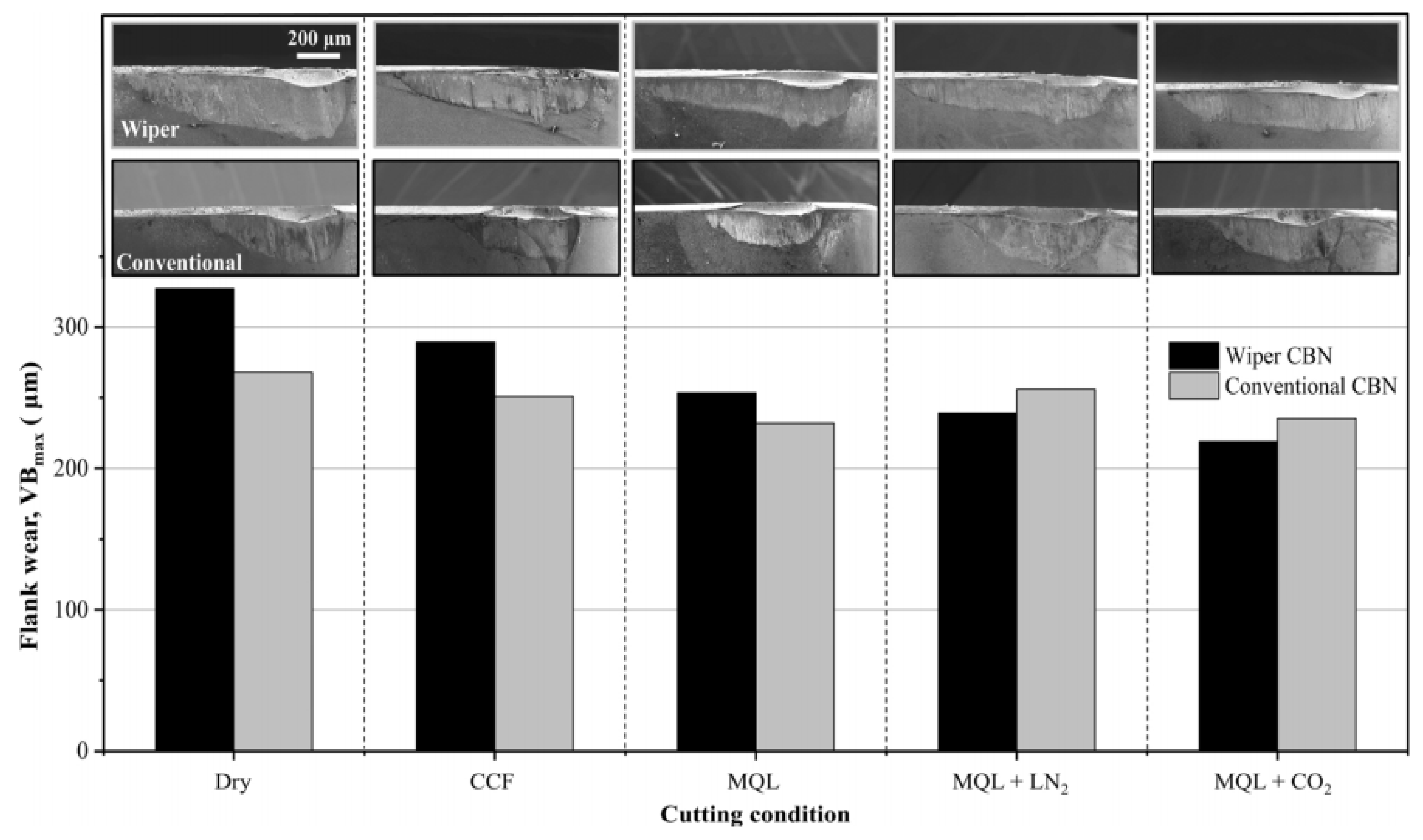
In the hard turning of AISI 52100 bearing steel, the impact of Cryo MQL with two different media (LN
2 and CO
2) was evaluated against conventional and dry turning. Machining was done with two different inserts: one was conventional cubic boron nitride (CBN), and the other was a wiper geometry insert. Less flank wear and crater wear were observed using MQL + CO
2. It was due to the combined effect of minimum quantity lubrication with cryogenic cooling. The surface finish was better, and this technique was found to be eco-friendly.
Figure 24 shows the wear pattern of the flank face, which is more in dry cutting, while in Cryo MQL + CO
2, better wear performance was observed, especially by using the wiper geometry insert [
96]. Cryogenic machining has major benefits in the sense of environment and product quality, but some limitations like lack of lubrication and chip cleaning. Also, a drawback is the coldness effect for the operator due to high cooling generation during this process [
97].
In a nutshell, the cryogenic cooling technique assists us in minimizing chip adherence on a tool. Its benefits include reduction of wear and tear, increase in tool life, improved surface finish, and a decrease in the coefficient of friction. Although some literature has stated that the cryogenic method is beneficial in all aspects, as mentioned earlier, it has certain limitations, as ascertained by Tushar and Suprabhat in their work [
98]. The drawbacks are: (1) cryogenic process demands extra control and monitoring over cooling process, (2) a large amount of machining cost belong to process, so any failure during operational hours lead to high maintenance expenses, (3) liquid nitrogen cannot be reused, (4) it is not acceptable for heat treatment processes, (5) and cryogenic fluid, when operated at low temperature, becomes reactive; therefore, it damages the workpiece by directly contacting it.
4.2. Minimum Quantity Lubrication
To avoid using a large amount of cutting fluids, a technique called minimum quantity lubrication, or near dry machining [
99], is used in which cutting fluid is supplied at the rate of 100 mL/h. Lawal et al. [
100] demonstrated that MQL is a highly competitive approach for a sustainable environment. They explained that minimum usage of cutting fluid in MQL reduces environmental and occupational health hazards. It is well known that metal cutting fluids cause environmental problems. In this case, the amount of cutting oils is greatly reduced which also reduces the environment problem. It was also pointed out that the use of vegetable oils improves the performance of the MQL process, especially in the machining of hard materials, by using water soluble oil in the presence of nano particles. There was no toxic effect generated by using this process which leads to sustainable machining process [
101].
Normally, machining is done in dry mode, but the problem which we face is shorter tool life, and sometimes, surface integrity suffers. On the other hand, flooded type coolant application has a higher cost. So, a tradeoff is required in the form of minimal application of lubricants (MQL) which will serve both purposes. In a comparison of wet and MQL, it was found that MQL had better results in tool wear, tool vibration, surface roughness, cutting forces, and cutting temperature during hard turning. About 1.3%, 6.7%, and 8.6% reduction were observed in surface roughness, tool wear, and tool vibration, respectively. Tool wear was less observed in the minimal cutting application as compared to others.
Figure 25 shows the surface morphology of three types of cutting techniques in which hard turning with minimal fluid (HTMF) produced the smoothest surface [
102].
To avoid cutting fluids, dry cutting can be adopted, but this results in shorter tool life at higher cutting parameters, so near dry machining is recommended. Using cutting oil at optimal speeds serves both economic and environmental [
103] purposes. In turning of AISI H13 hardened steel under the MQL method, it was noted that the surface finish was improved. This method also has the benefit of being environmentally friendly due to the minimal use of aerosols and cutting oils [
104]. An experiment was conducted on heat-treated AISI 4340 steel with a hardness of 52–54 HRC in MQL and dry turning conditions using different bio-cutting oils. It was observed that surface roughness improved as compared to dry turning. At higher cutting speeds, more than 240 m/min, sudden tool failure was observed under MQL conditions [
62].
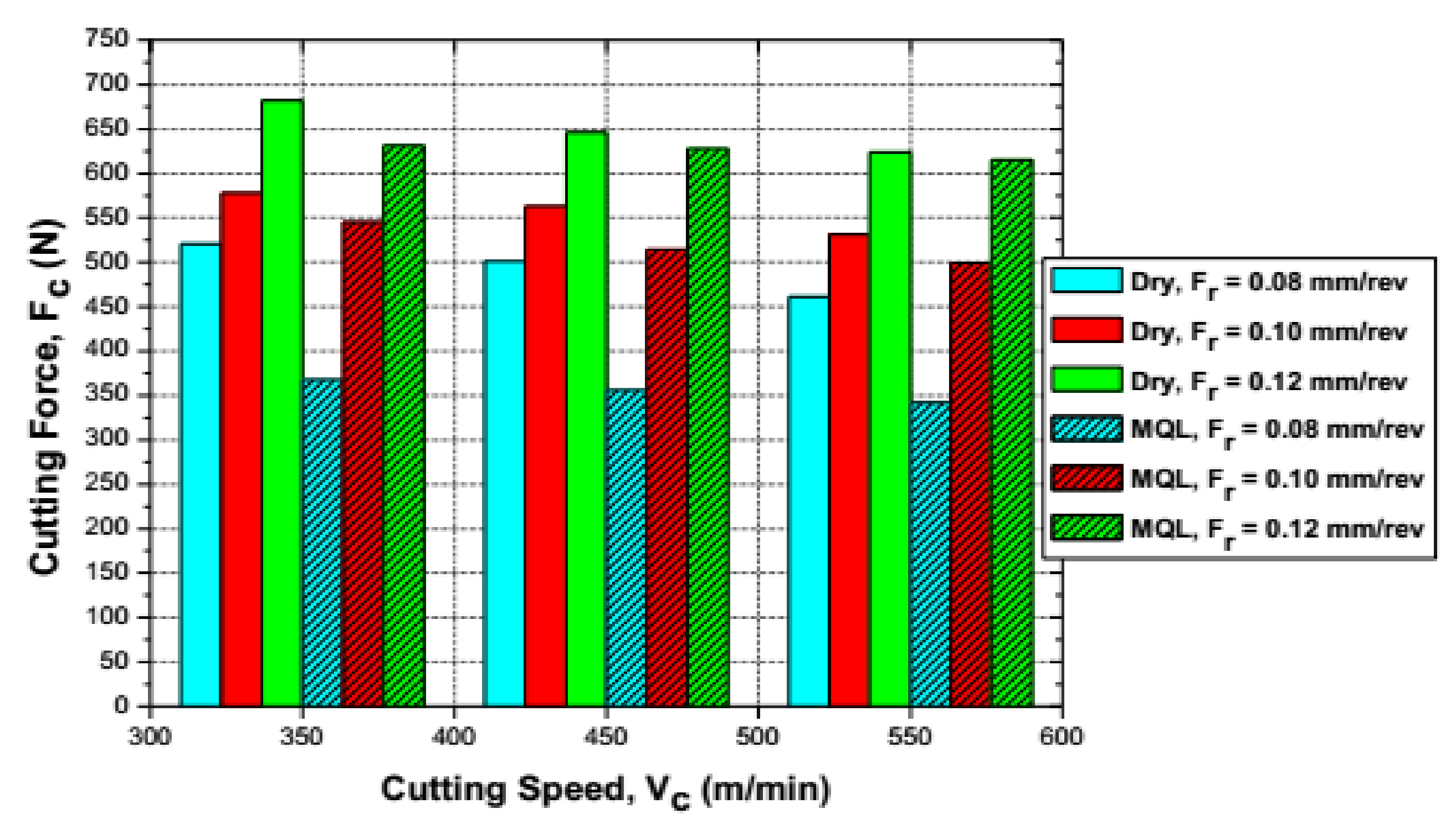
In the machining of AISI 1045, it was found that the cutting temperature and cutting forces were reduced by 10–30% and 5–28%, respectively, in MQL compared to dry machining (see details in
Figure 26). This reduction of temperature leads to better tool life and contributes to sustainable manufacturing [
105].
In turning of AISI D2 steel, the effect of the eco-friendly MQL system was observed compared to dry machining in terms of tool life, tool wear, and surface finish. Reduction of about 100 °C was noted in cutting zone temperature, and surface finish was improved up to 91% compared with dry machining. Tool wear was less and tool life was increased about 267% in chemical vapor deposition (CVD) coated tools [
106].
In a study [
107] to check the sustainability and effectiveness of different cooling and lubrication techniques, it was found that MQL nanofluids and cryogenic were the best techniques in terms of keeping a balance between the sustainable environment and not compromising machinability efficiency.
MQL technique is an efficient process when we compare it with wet machining. About 15% was saved using this technique. It was noted that it has a better effect in the form of a good surface finish and longer tool life compared to dry machining. When we used biodegradable oils, the effectiveness of this technique increased towards the sustainable point of view. Cutting temperature was reduced by about 50%, which reduced the cutting forces as well [
108].
Table 10 shows the different cost estimations of different techniques used in machining. MQL was found better in terms of initial setup and tool cost. Cleaning and disposal costs are comparable with other techniques [
109].
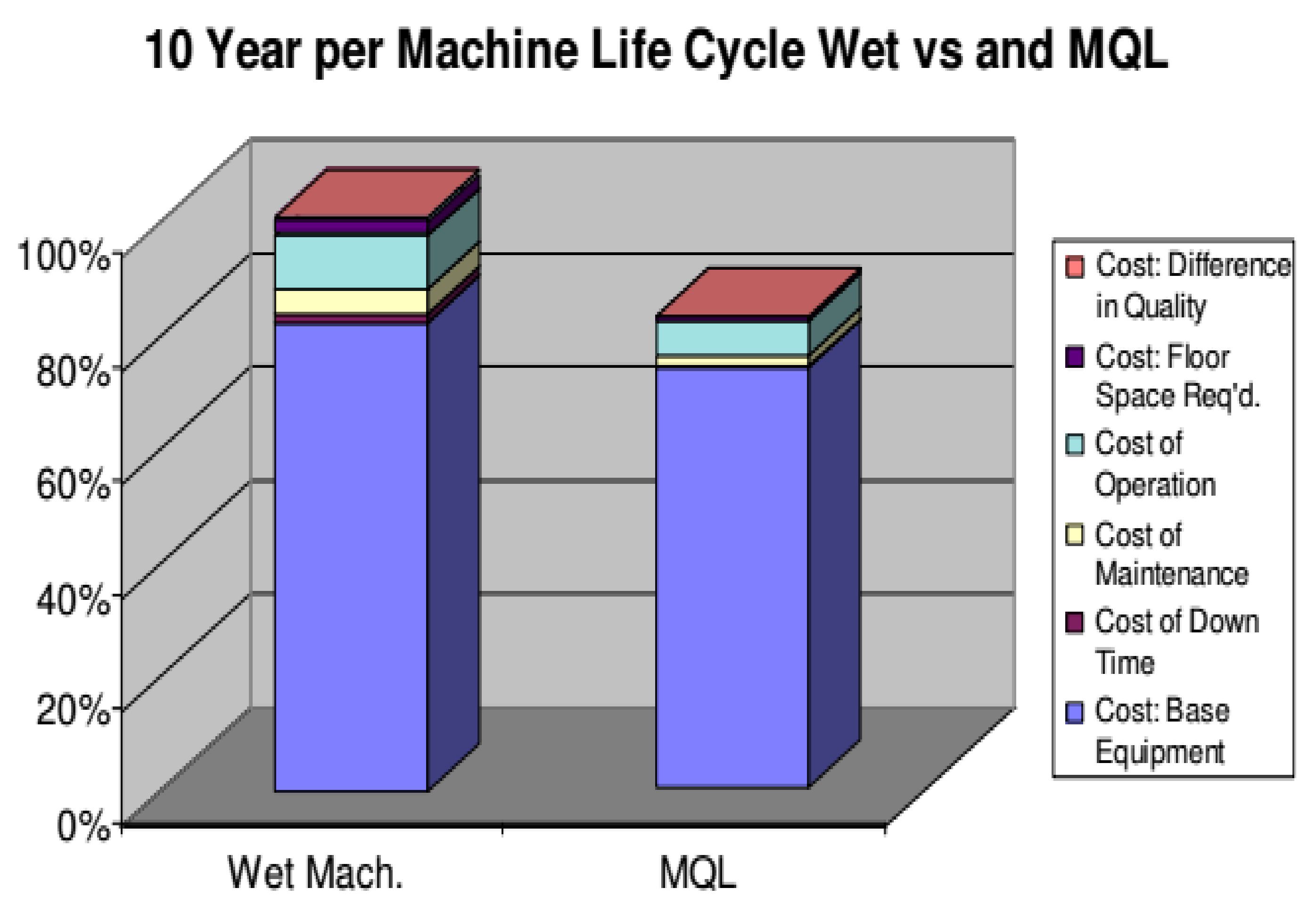
In an experiment performed on a transmission housing using MQL rather than wet machining, about 15% in savings were achieved. It was noted that due to the reduction of wastewater, it is a sustainable process. One problem is in MQL is the cleaning of chips during machining, especially of hard materials.
Figure 27 shows the cost comparison of two types of machining processes, MQL, and wet machining. Operation and maintenance costs are less using MQL. Equipment costs are also less, and the overall cost is about 78% than in wet machining [
110].
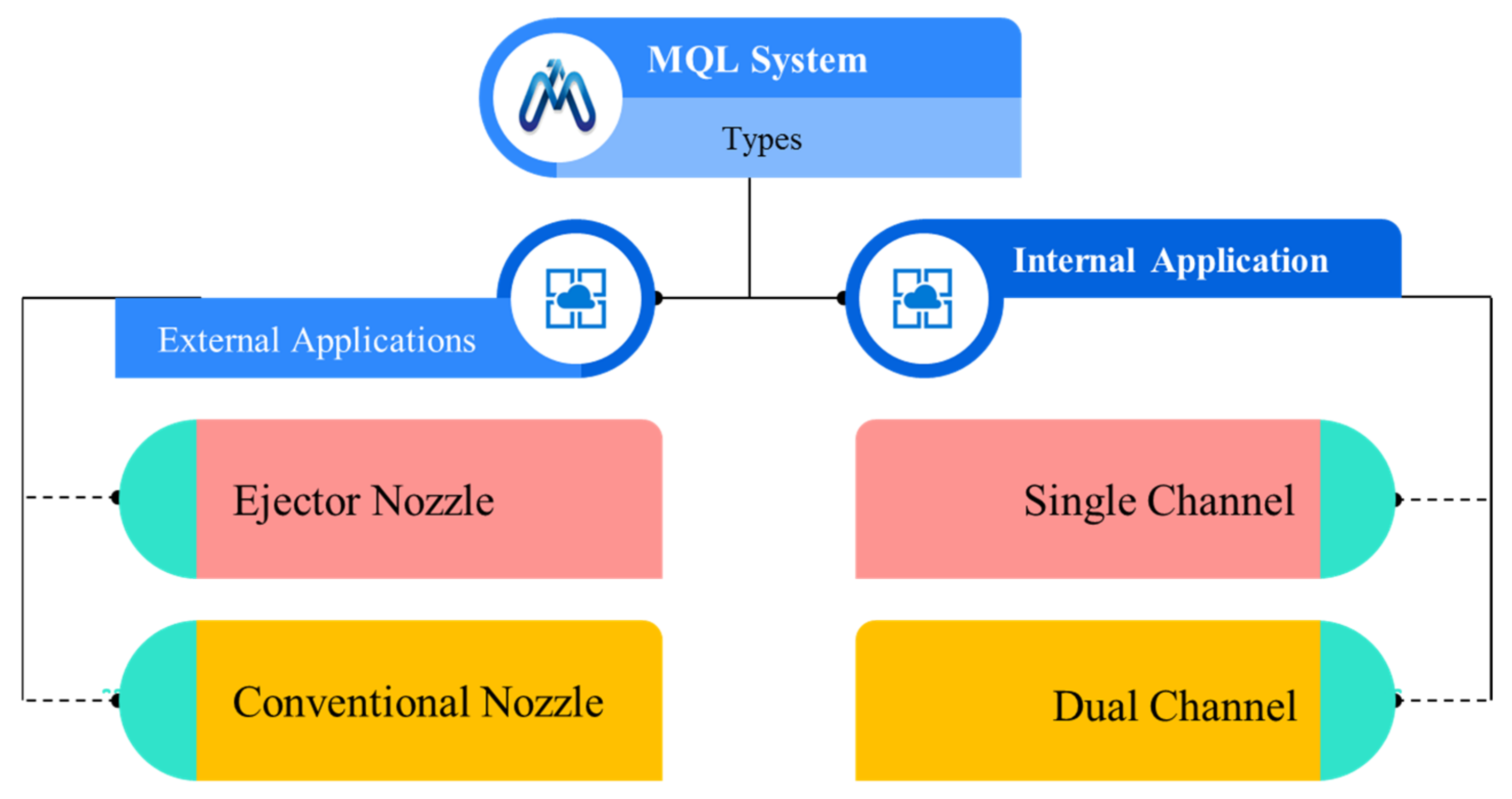
MQL can be applied in two types of application methods. Different types of MQL systems are shown in
Figure 28. In the external application, a compressed air and oil mixture is fed through an external nozzle to the cutting area from a chamber. There are two types of this system. One has an ejector nozzle in which air and oil are supplied separately to the ejector, and mixing is done after the nozzle. In conventional mixing, it is done before the feeding at the cutting zone. In internal application, the mixture is sent through the spindle and tool to the cutting area of the part [
111].
Using cutting fluids at a very large scale in machining creates many environmental problems, so it is necessary to adopt a strategy that minimizes the use of these oils but serves the purpose of machining. Also, governments have imposed restrictions on the disposal of such fluids as these cause damage to natural resources. To avoid environmental, regulatory, and health-related problems, MQL is a better technique that serves most of the purposes and also reduces costs [
112].
In the context of industry 4.0, sustainable manufacturing is very important. Research was conducted to check the sustainable aspects of MQL on the machining of difficult-to-cut materials, and it concluded that MQL is a tradeoff between flood type and dry cutting. It has more advantages for the environment and is more cost-effective than other techniques. Skin problems created by metalworking fluid (MWF) were reduced by using MQL [
113].
In the machining of a mold of tile industry, the impact of sustainable machining was observed. MQL technique was used for such purpose, and it was noted that by using optimal cutting parameters, a major improvement was achieved in the context of a safe cutting environment. There was an approximate 67% reduction in kg CO
2, and about 3357 liters of water were saved. Costs were reduced by about 60% [
114].
Four types of cooling techniques (dry, MQL, flood, and solid lubricants with compressed air) were investigated in the machining of AISI 1060 in terms of temperature and surface roughness. In all these, MQL was found to be the best from a sustainable point of view. This technique is responsible for lower manufacturing costs and fewer occupational health and safety problems [
115]. Due to sustainability, some properties possessed by MQL are high lubricity, high stability and should be biodegradable. Low consumption of oil is very common in these [
116,
117].
In addition to the above literature, some studies have also been carried out under vegetable oil mixed MQL conditions. Khan et al. [
118] machined low alloy steel of grade AISI 9310 using vegetable oil emulsion. They studied the effect of the MQL process on SR, cutting temperature, chip development, and electrode erosion in different cutting environments. They proposed that surface roughness and tool tip wear were extensively reduced under the MQL environment, and flank wear promisingly improved when machining was treated in vegetable oil. Likewise, some investigations are compiled based on conventional machining in MQL conditions. For instance, Braga et al. [
119] compared the results of two scenarios; one in MQL state and the second in the mixture of Al-Si (7% Si) alloy. They conducted a drilling process in both conditions and then measured the potency of each. The results yielded the same SR values in both of the aforementioned drilling conditions, which generally confirms the sustainability of vegetable oil-based machining. In another work, Kishawy et al. [
120] used Al alloy (Al-356) to examine the effect of high-speed face milling under dry, wet, and MQL setups at various cutting conditions such as speed of cutting up to 5225 m/min. They illustrated that high cutting forces were noted in the case of dry cutting while fewer cutting forces were observed in wet machining. Whereas in MQL, intermediate cutting forces were marked.
MQL has some disadvantages: (1) removal of chips from the machining zone is not carried out properly, (2) MQL permits corrosion in the work parts or in the chips, (3) there must be great care taken in nozzle adjustment, as it should be more than 1 or 2 inches from the tool, (4) MQL is limited to chip heat removal only, it does not cool down the workpiece and tool, (5) mist creation is also one of the major drawbacks of MQL [
121].
4.4. Cryogenic Treated Tools
Tool life is very important to increase the productivity of any machining industry. It is necessary to use tools that have a long tool life without the use of cutting oils for environmental protection. What are the requirements for sustainable machining? Cutting tools without any treatment wear very rapidly due to heat generation on the cutting zone. Cryogenic treatment is done on cutting tools to compensate for this. Cryogenic treatment is an add-on process that is required to improve tool life. The ultimate goal is to improve the performance, which cuts down the machining cost. It is a subzero heat treatment process that affects the entire cross-section area of cutting tools. Life enhancement of tools is accomplished by microstructure changes of the tool during cryogenic treatment. Two types of treatments are used; one is shallow, and the other is deep cryogenic treatment. Shallow treatment: −80 °C to −145 °C. Deep cryogenic treatment: −145 °C or below. It was noted that the performance of deep cryogenic treatment is more effective than shallow treatment [
131].
Cryogenic treatment is an advanced process for increasing tool life, reducing wear resistance, improving the strength and microstructure of the tool [
132,
133,
134]. With the help of cryogenic treatment on the tool, productivity in terms of tool durability is escalated satisfactorily. Much past literature based on cryogenic treatment has been enlisted. For example, Ramji et al. [
135] studied the effect of drilling processes on non-treated and cryogenically treated tools, and a combination of cryogenically treated and heat-treated carbide tipped drills on thrust, SR, and torque of drilled holes in diverse cutting conditions. They concluded that cutting forces, thrust, and torque were reduced when cryogenic treated and a combination of heat-treated carbide insert was used. Gill et al. [
136] evaluated the effect of cryogenic treatment of tools on cooling rate. They demonstrated that when cooling and heating are performed at different rates (say 0.5 °C/min and 1 °C/min), then the wear resistance of the tool and micro-cracks on the surface was improved, respectively. Another study conducted by Silva et al. [
74] reported the impact of cryogenic treatment of M2 HSS tools and said that 65–34.3% improvement was observed in the reduction of tool fracture while drilling on steel. Cryogenic treatment has numerous benefits in traditional machining, including milling, drilling, and turning. It has been extensively used outside the conventional machining zone for microstructure analysis and wear resistance tests for increasing tool life [
136,
137,
138,
139,
140].
Furthermore, an experiment was done to check the impact of cryogenic treatment on Tungsten carbide inserts. It was noted that the inserts’ life was increased up to 36% with deep cryogenic treatment compared to non-treated inserts. Cutting forces were lesser, and performance was more consistent. Tool life was about 56% in deep cryogenic treatment than by non-treated insert at cutting speed of 110 m/min [
92,
93].
Cryogenic treatment has many benefits due to its enhancement of cutting tool properties by changing the austenite phase to the marten site phase by heat treatment. By doing this, the hardness and toughness of cutting tools improved [
141,
142,
143]. In the machining of PHSS, cryogenic treat inserts were used. Due to lesser flank wear, tool life was improved as compared to non-treated tools. These tools resulted in lesser cutting forces, enhanced surface finish with longer tool life [
144]. In the machining of 15-5 PHSS cryo- treated inserts were used, and it was noted that cutting forces were reduced, and due to high hardness and strength, the wear of the tool was less as compared to conventional types of tools [
145].
Deep cryogenic treatment in hard turning of AISI D2 steel with ceramic cutting tools improves the surface roughness by 32.97%, and improvement in tool life was observed 21.79% [
146]. In the turning of C 45 steel, the impact of cryo-treated tungsten carbide inserts was noted compared to non-treated inserts. Treated inserts were found best in machinability and long tool life. Tool tip temperature was decreased due to higher thermal conductivity by cryogenic treatment. This treatment is limited to smooth turning [
147]. Contrarily, in cryogenic treatment of cutting tools, machinability increases, and due to good thermal conductivity, cutting temperature decreased. These types of tools are not preferable for interrupted cutting due to breakage problems. This statement indirectly limits the use of cryogenic treatment of tools.
4.5. Solid Lubricants
In the solid lubricant-assisted machining of hardened steel, it was found that this technique is suitable for an ecofriendly environment with less cost of production and helps in the reduction of waste as well as occupational health and safety. It was noted that as demand for sustainable machining is increasing day by day, so solid lubricant assisted machining is emerging as a sustainable alternative machining process [
148].
It was noted in a review that the performance of solid lubricants at higher cutting parameters is high, which leads to enhanced productivity. Also, it was observed that there is no negative impact while using these, but the issue is selecting the right type of solid lubricant [
136].
In the turning of hardened steel, the effect of solid lubricants was noted, and it was discovered that Molybdenum disulfide is better than graphite. It was observed that solid lubricants are better than dry or wet turning in terms of improved surface finish and from an environmental point of view. The good lubricating effect of these solid lubricants caused the reduction of cutting zone temperature and tool wear. This is becoming a good alternative to dry and wet turning [
149].
In the turning of AISI 1040 steel, the impact of solid lubricants (MoS
2) was noted in terms of toxic effect, surface finish, and machinability efficiency. It was concluded that the surface finish was improved by 5% to 30%. The chip thickness ratio was reduced. The friction was reduced in this process, so the material removal rate was high, which leads to high productivity. Also, not using cutting fluids leads to better environmental impact [
150].
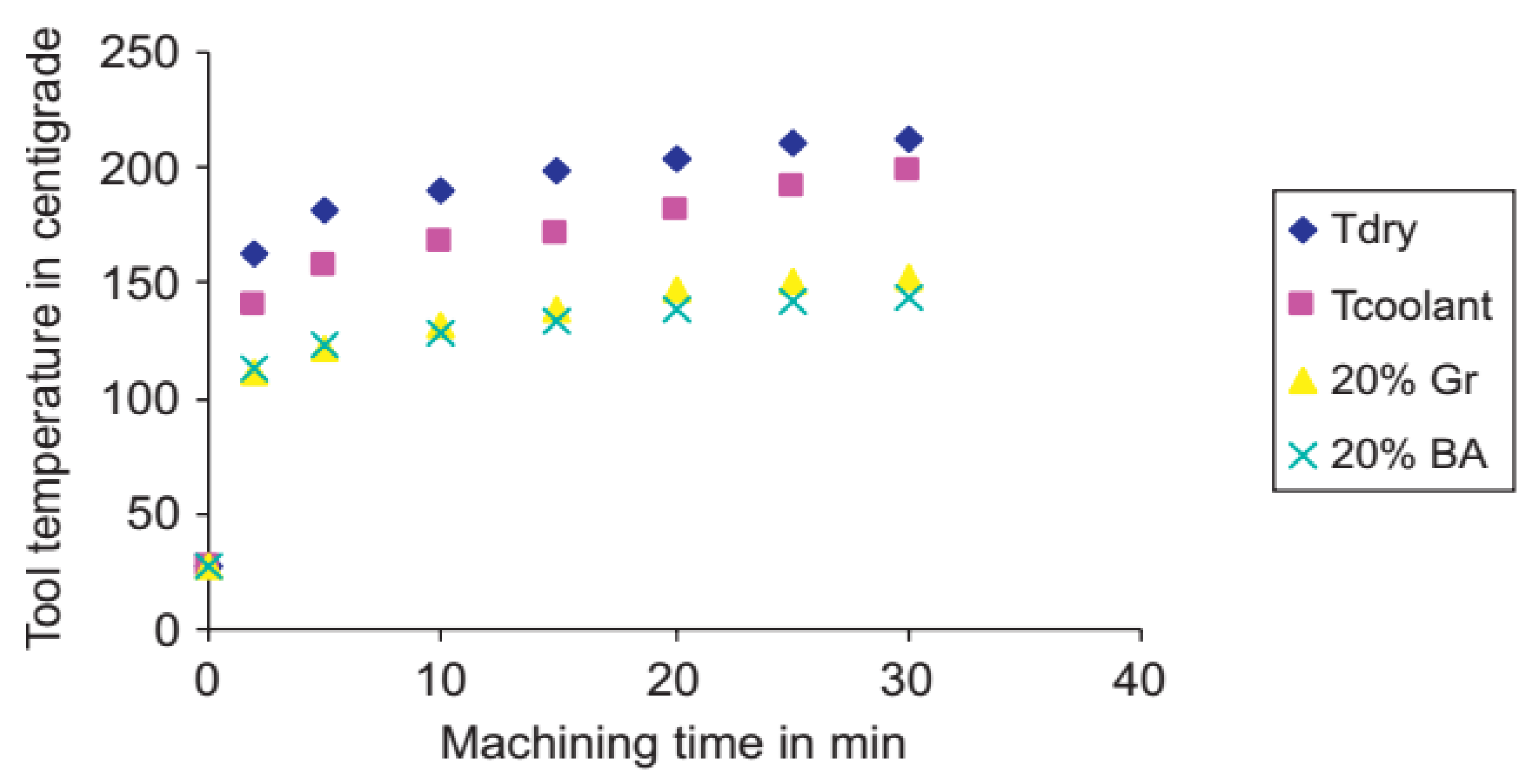
In machining, the effect of SAE 40 oil with different percentages of graphite and boric acid was studied. It resulted that the boric acid (20%) in SAE 40 oil was performing well. The surface finish was improved, and less tool wear and lesser cutting forces were observed to boric acid lubricious film formation, which lessens the friction forces and cutting temperature.
Figure 29 shows the impact of boric acid and graphite on cutting temperature compared to dry and wet cooling. Boric acid and graphite were comparable, and with the passage of cutting time, the performance of Boric acid fond good [
151]. Graphite was used in grinding, and it was found that it had numerous effects on the process. The major difference was in the surface finish of the workpiece as in other conventional cutting oils, which were very much improved [
152].
In the machining of AISI 1040, the effect of nanoparticles in cutting fluid was noted, and it was found that thermal conductivity increased, and heat transfer rate increased about 6%, which increased tool life. It was found that about 1% addition of nanoparticles in cutting fluids is optimal [
153].
Different types of solid lubricants like MoS
2, CuO, SiO
2, and CaF
2, etc., are useful due to the low strength of bonding between these shears off rapidly. They are also nontoxic and produce a good lubricity effect [
154]. In the turning of bearing steel, the effect of Cu nano-fluid with vegetable oil under minimum quantity lubrication was noted. It was found that surface roughness was improved by about 51% due to self-laminated film formation between the tool and workpiece, which reduced the friction. Due to the better thermal conductivity of Cu nanofluid, a reduction in cutting zone temperature was observed, about 21%, compared to vegetable oil machining [
155]. Solid lubricant-assisted machining is an ecofriendly technique that contributes to improving the economical aspect of any industry. Improved tool life and higher productivity were observed in the machining of AISI 304 steel. Surface roughness was improved up to 39%, which was improved due to less wear of the tool tip [
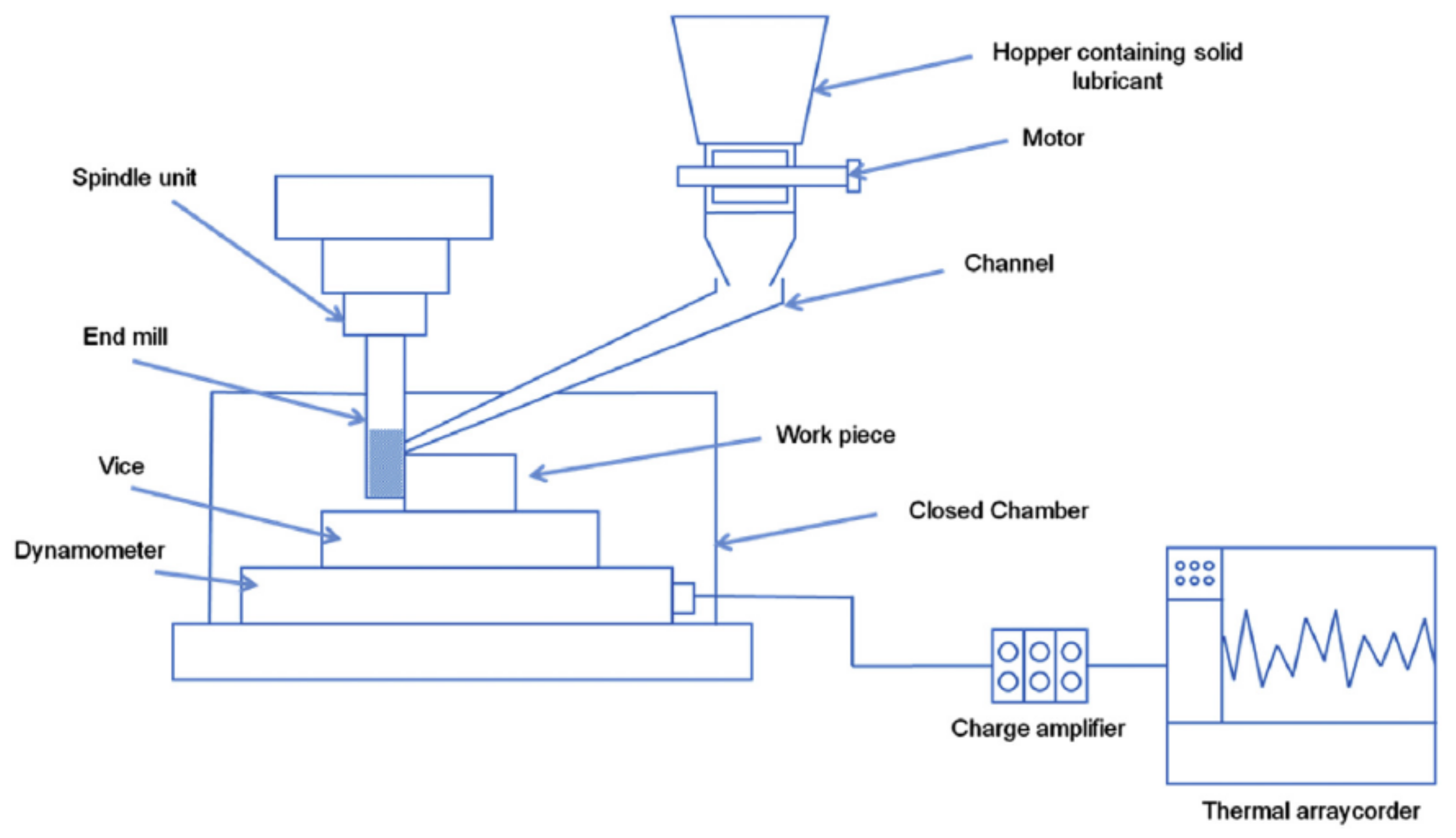
156]. All lubricants were supplied to the machining area with the help of a special feeding system, as shown in
Figure 30 [
157]. Solid lubricants have several drawbacks over other sustainable techniques such as (i) high wear rate with a high coefficient of friction, (ii) some lubricants have poor heat dissipation due to low thermal conductivity, like polymers lubricants, (iii) comprises poor self-absorption of heat ability which disturbs the durability of lubricants [
158].
4.7. Air/Gas/Vapor Cooling
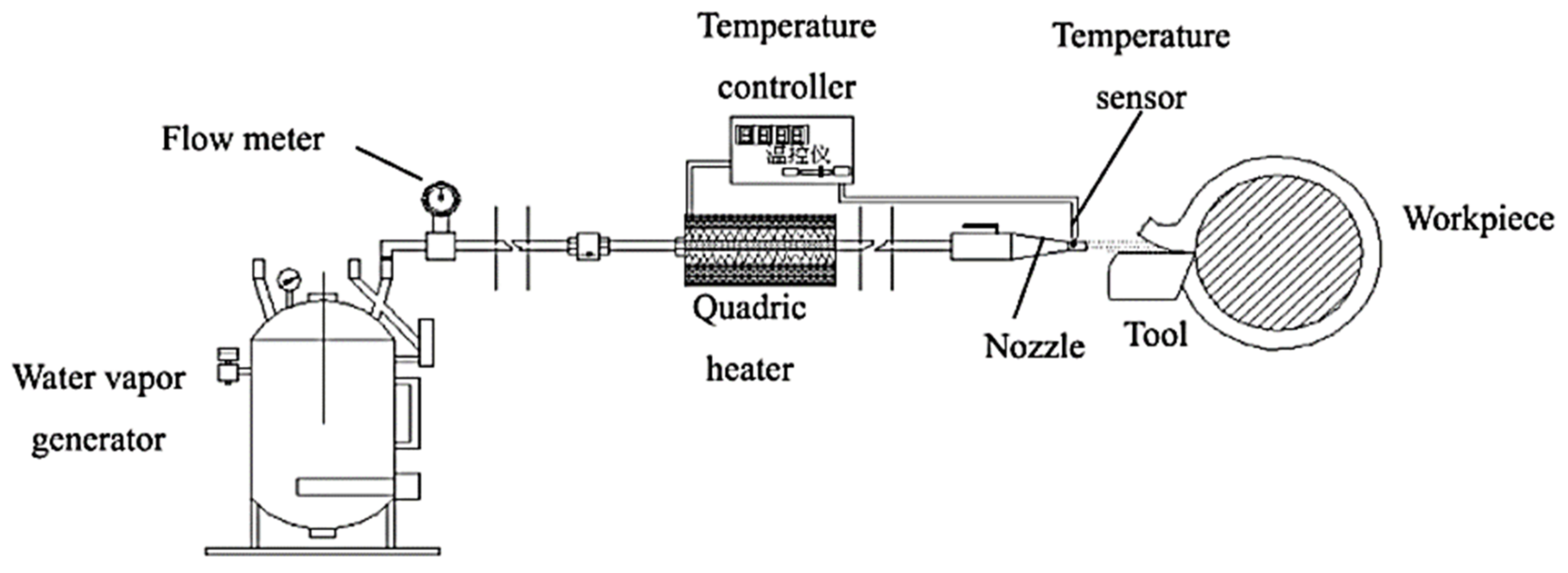
The use of cutting fluids causes environmental damage and health-related issues. In order to avoid these issues, a green cutting environment is being created. In this environment, the use of water vapor plays a major role because there is no need for recycling or disposal, and it is non-toxic and environmentally friendly. The setup diagram is below in
Figure 31.
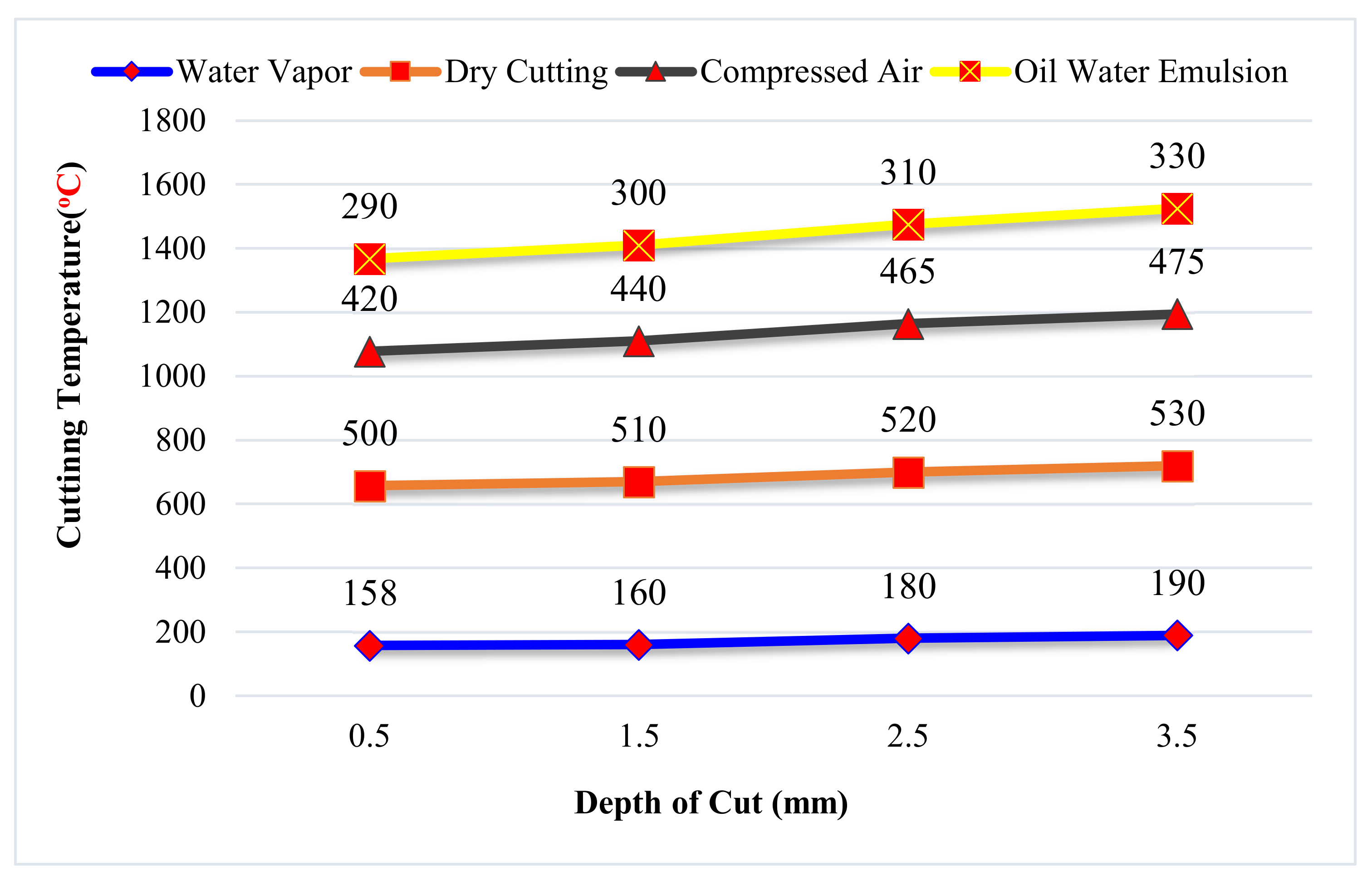
Temperature reduction, cutting force reduction and improvement in the surface finish is a positive impact of this technology. Below,
Figure 32 shows the temperature comparison between different modes of cutting lubrication techniques in which the use of water vapor is the best technique compared to dry cutting, compressed air, and oil-water emulsion [
173].
Cold air cooling is best during machining as it mitigates the environmental and health issues caused due to use of coolants. Energy consumption increased by 20%, but coolant cost was reduced by 80%, which is an economically good impact [
174]. In the literature, different gases have been exploited as a coolant for sustainable machining of steel, i.e., carbon dioxide (CO
2), argon, water vapor, oxygen, and nitrogen, as depicted by Kim et al. [
175] and Yamazaki et al. [
176] in their investigations. Contrarily, it comprises some drawbacks; for example, rough turning is not appropriate for the gas/air cooling method. It also acquires an additional setup for the supplement of gas particles to the machining area. As a coolant, compressed air is not suitable for machining a superalloy like Inconel alloy. From an environmental perspective, CO
2 as a gas is not compatible for greenhouse effect.
The past studies warrant the use of air or gas as a coolant to sustain the process environmentally. Liu et al. [
177] performed machining on ANSI 1045 steel against a P10 carbide tool under different concentrations of gases and oils. For instance, water vapors (WV), a mixture of CO
2 and O
2, a combination of WV and CO
2, a grouping of WV and O
2, dry machining, and wet machining under oil-H
2O emulsion were prepared for processing. They deduced that cutting forces improved significantly with increased tool life up to 4 to 5 times and 2 to 3 times with CO
2 state and WV, respectively. Junyan et al. [
178] collated the two different machining contexts; process under WV and state of dry machining. They evaluated the impact of the K20 carbide insert on the performance of ANSI 304 stainless steel in the aforementioned two machining situations. They extrapolated that better results were obtained with WV followed by dry machining in terms of improvement in tool life, a reduction in cutting forces of 25 to 30%, and modification in surface integrity.
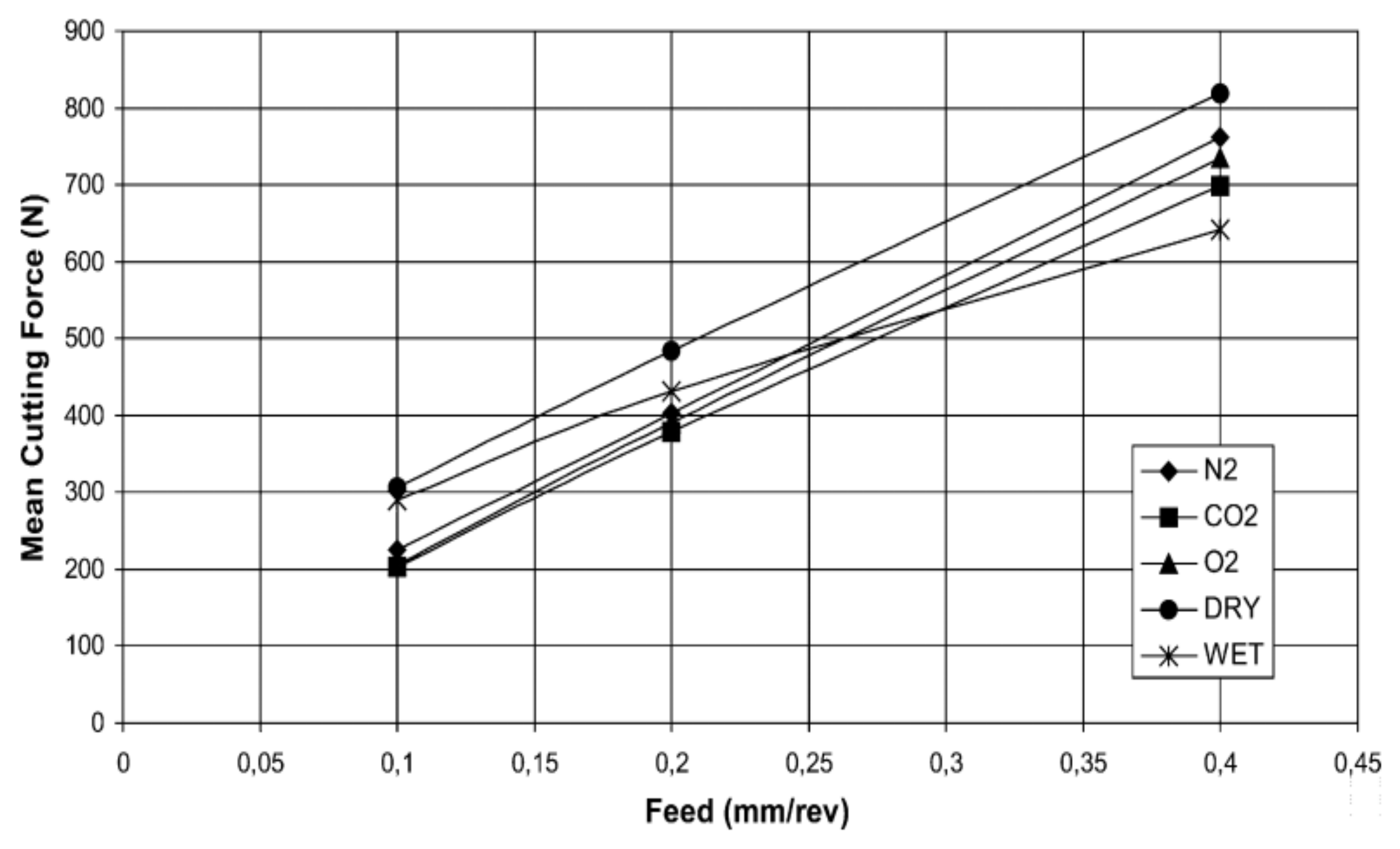
In the machining of AISI 1040, the comparison was carried out between gases applications, wet and dry machining. Three gases were taken, oxygen, nitrogen, and carbon dioxide. It was found that gas application had better result in surface quality, cutting zone temperature, and cutting forces, etc. CO
2 had a better cooling effect than other gases used, and the cutting forces and thrust forces were less using this gas compared to other gases. At lower feed, good surface quality was achieved with gas compared to wet machining, in which surface quality improved at a high feed.
Figure 33 shows the relation of mean cutting force with feed in dry, wet, and different gases. CO
2 was best in all other techniques [
179].



 ,
, 





































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}