
Process Window for Highly Efficient Laser-Based Powder Bed Fusion of AlSi10Mg with Reduced Pore Formation


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
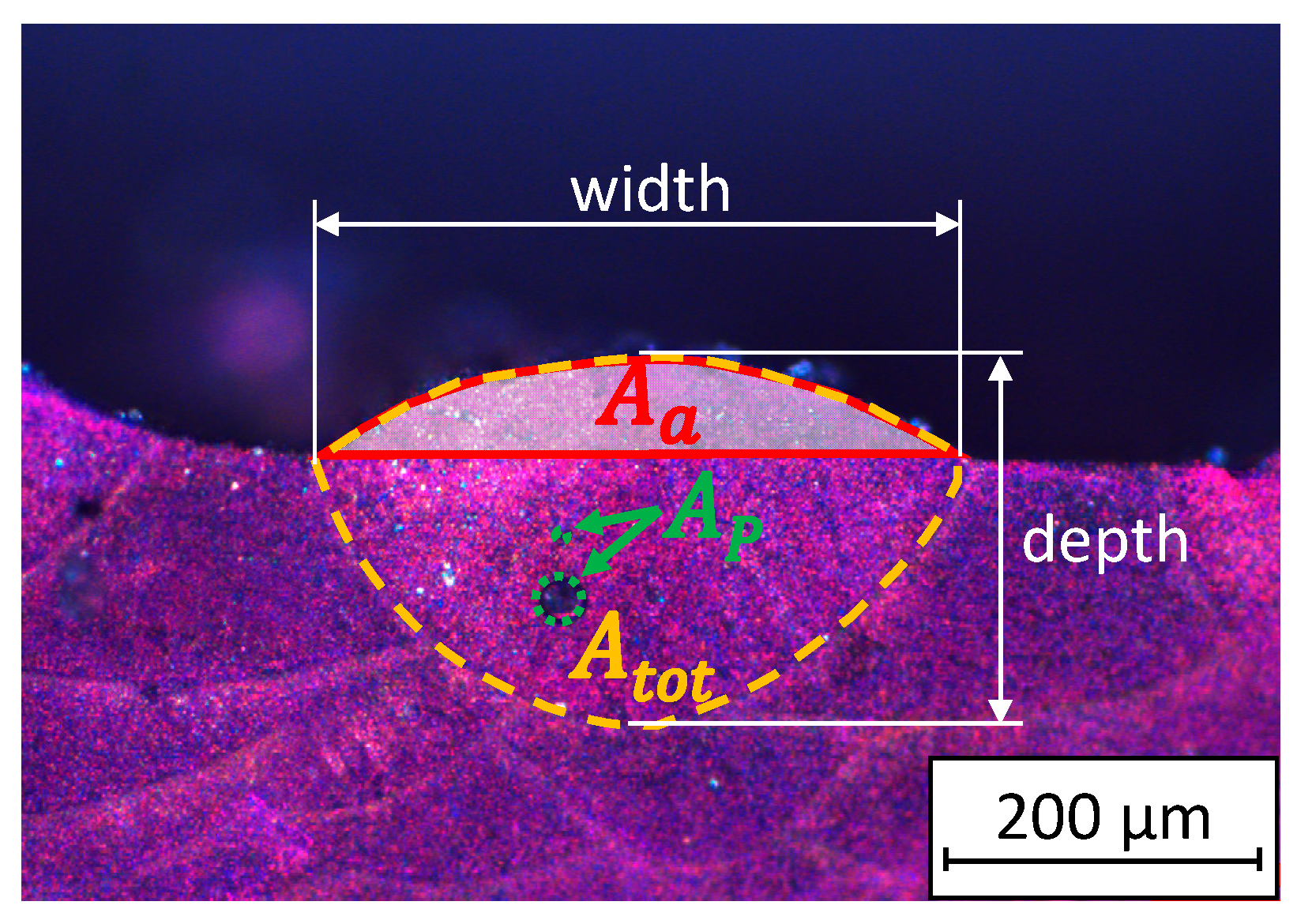
| db in μm | v in m/s | PL in W | Cross-Sectional Area of the Melt Bead Atot in μm2 | Cross-Sectional Area of the Added Material Aa in μm2 | Pore Area Inside the Melt Bead Ap in μm2 | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| avg | − | + | avg | − | + | avg | − | + | |||
| 35 | 0.7 | 10.8 | N/A | N/A | N/A | N/A | N/A | N/A | N/A | N/A | N/A |
| 57.1 | 2986.3 | 2386.3 | 9724.3 | 2771.7 | 2555.6 | 10,824.9 | 72.9 | 0 | 0 | ||
| 87.9 | 4360.6 | 3259.4 | 5487.9 | 2014.2 | 2014.2 | 3852.5 | 228.3 | 59.7 | 59.7 | ||
| 118.9 | 13,515.2 | 10,778.5 | 6390.6 | 4072 | 4072 | 7358.7 | 55.9 | 42.3 | 56.7 | ||
| 149.8 | 18,592 | 4594 | 5826.3 | 15,575 | 15,575 | 86,535.5 | 208 | 148 | 452.1 | ||
| 180.7 | 26,601.9 | 4419.4 | 4369.3 | 6127 | 6127 | 5128.3 | 175.8 | 74 | 48.9 | ||
| 1078 | 394,554 | 60,312.3 | 54,651.3 | 29,120 | 15,737 | 14,748.1 | 4737.3 | 4227 | 18,794 | ||
| 1 | 48.3 | N/A | N/A | N/A | N/A | N/A | N/A | N/A | N/A | N/A | |
| 70.3 | 3371.8 | 3243.7 | 6909.3 | 4084.1 | 3914 | 5828.4 | 95.3 | 79.4 | 52 | ||
| 92.4 | 5068.2 | 3946.3 | 4419.2 | 4711.3 | 4692.2 | 3797.4 | 98.6 | 72.3 | 57.5 | ||
| 114.4 | 6455.1 | 5404.3 | 6287.2 | 4437.8 | 4253.5 | 8582.7 | 393.8 | 0 | 0 | ||
| 136.5 | 11,876 | 5274.7 | 4968 | 5332.7 | 4451.9 | 6278.1 | 161.1 | 77.8 | 213.2 | ||
| 158.7 | 16,407.2 | 6510.5 | 5267.3 | 6952 | 4521.7 | 6868.2 | 286.9 | 204.7 | 309.8 | ||
| 180.7 | 19,727.7 | 7524.7 | 6490 | 5456.1 | 2934.8 | 4876.3 | 232.1 | 186.2 | 247.1 | ||
| 1.3 | 13.5 | N/A | N/A | N/A | N/A | N/A | N/A | N/A | N/A | N/A | |
| 43.9 | N/A | N/A | N/A | N/A | N/A | N/A | N/A | N/A | N/A | ||
| 57.1 | N/A | N/A | N/A | N/A | N/A | N/A | N/A | N/A | N/A | ||
| 87.9 | 3657.6 | 3157.6 | 5467.6 | 2735 | 2580.8 | 5724.3 | 15.9 | 0 | 0 | ||
| 118.9 | 2495.5 | 2350.4 | 2821.4 | 1354.5 | 1306.1 | 2514.1 | 17.7 | 15.3 | 18.4 | ||
| 149.8 | 9888.2 | 1926.1 | 4574.1 | 6921.6 | 5496.3 | 12,076.9 | 212.4 | 61.7 | 92.1 | ||
| 180.7 | 11,299.3 | 6016.4 | 3564.5 | 6975 | 6591.5 | 4593.1 | 49.9 | 22.6 | 34 | ||
| 1078 | 180,400 | 23,820 | 23,068.8 | 16,237 | 9070.8 | 27,598.7 | 4697.5 | 3835 | 11,011 | ||
| 100 | 0.7 | 43.9 | N/A | N/A | N/A | N/A | N/A | N/A | N/A | N/A | N/A |
| 105.6 | 10,222.6 | 9143.3 | 14,254.9 | 8416.5 | 8416.5 | 14,820.7 | 50 | 42.7 | 51.8 | ||
| 167.6 | 14,416.6 | 8736.3 | 11,531.5 | 10,619 | 9202.4 | 14,568.5 | 123.8 | 10.8 | 13.3 | ||
| 228.2 | 13,804.1 | 5865.7 | 8237.1 | 4809.2 | 3576.9 | 5773 | 188.3 | 120.3 | 186.9 | ||
| 292.9 | 26,456.1 | 15,295.4 | 9902 | 9336.9 | 6394.5 | 10,465.4 | 260.6 | 79.2 | 105.4 | ||
| 352.3 | 45,789.7 | 8098.3 | 11,834.4 | 39,395 | 25,877 | 150,726 | 310.4 | 163.3 | 325.4 | ||
| 698.9 | 138,837 | 17,793 | 14,695.7 | 29,148 | 11,730 | 22,574.4 | 3336.3 | 2010 | 2817.3 | ||
| 1363 | 357,209 | 66,947.2 | 52,143 | 42,018 | 19,432 | 27,513.7 | 8367.8 | 6808 | 7119 | ||
| 1632 | 426,680 | 56,238.2 | 105,876 | 29,120 | 15,737 | 14,748.1 | 2574.2 | 858.3 | 611.6 | ||
| 1 | 41.2 | N/A | N/A | N/A | N/A | N/A | N/A | N/A | N/A | N/A | |
| 63.3 | N/A | N/A | N/A | N/A | N/A | N/A | N/A | N/A | N/A | ||
| 85.1 | 1943.5 | 1427.6 | 2160.2 | 529 | 529 | 1587 | N/A | N/A | N/A | ||
| 107 | 1773.6 | 1738.2 | 3495.8 | 1879.3 | 1563.2 | 2562.7 | 81.9 | 0 | 0 | ||
| 128.9 | 8852.1 | 7674.6 | 9953.4 | 7112.6 | 7112.6 | 7495.2 | 105 | 63.6 | 63.6 | ||
| 150.8 | 9946.5 | 9026.1 | 5845.2 | 8702.2 | 8043 | 10,820.4 | 99.4 | 90.6 | 82.4 | ||
| 191.2 | 9337.3 | 4400.5 | 3945.2 | 5970.4 | 4204.9 | 2584.4 | 219.5 | 184.2 | 177.9 | ||
| 263.1 | 26,178.3 | 6434.4 | 8174.3 | 13,790 | 8417.5 | 9140.5 | 219.2 | 141.3 | 133.4 | ||
| 307 | 35,349.2 | 14,604.2 | 12,119.2 | 14,822 | 10,375 | 11,245.5 | 462.7 | 446.5 | 1337.4 | ||
| 350.8 | 45,550.7 | 45,097.2 | 38,301.8 | 10,472 | 10,472 | 14,050.3 | 698.5 | 609.2 | 2418.2 | ||
| 438.5 | 67,637.7 | 12,136.8 | 14,550.1 | 13,077 | 8823.7 | 14,668.9 | 877.8 | 688.8 | 3060.3 | ||
| 657.8 | 113,805 | 26,788.1 | 22,695.1 | 12,060 | 11,286 | 18,066.9 | 1426.7 | 1105 | 3237 | ||
| 788.4 | 152,694 | 36,831.1 | 44,772.8 | 19,731 | 19,731 | 25,206.4 | 2794.4 | 2687 | 6906.3 | ||
| 1316 | 230,919 | 107,119 | 146,329 | 30,949 | 30,949 | 119,632 | 15,056 | 12,600 | 27,450 | ||
| 1.3 | 43.9 | N/A | N/A | N/A | N/A | N/A | N/A | N/A | N/A | N/A | |
| 105.6 | N/A | N/A | N/A | N/A | N/A | N/A | N/A | N/A | N/A | ||
| 167.6 | 8069.2 | 7006.8 | 7445.9 | 6855.5 | 6462 | 9754.2 | 45 | 0 | 0 | ||
| 228.2 | 10,912.9 | 2660.2 | 3216.5 | 5898.5 | 2875.6 | 1188.4 | 110.2 | 33.7 | 54.6 | ||
| 292.9 | 18,373.8 | 10,166.8 | 19,173.7 | 10,641 | 9546.6 | 22,828.9 | 76 | 48.5 | 35.2 | ||
| 352.3 | 22,394.3 | 10,133.2 | 8331.2 | 12,061 | 8877.2 | 11,105.8 | 63 | 0 | 0 | ||
| 698.9 | 60,945.6 | 16,900.7 | 8415.1 | 18,309 | 10,050 | 10,857 | 852.4 | 0 | 0 | ||
| 1363 | 155,761 | 18,977.9 | 25,489 | 16,574 | 14,712 | 18,713.2 | 1286.5 | 1018 | 904.4 | ||
| 200 | 0.7 | 43.9 | N/A | N/A | N/A | N/A | N/A | N/A | N/A | N/A | N/A |
| 176.4 | 14,325.7 | 12,556 | 11,009.4 | 11,071 | 10,194 | 9206.4 | 209.5 | 168.4 | 171.8 | ||
| 310 | 25,673.7 | 11,811 | 26,850.3 | 16,096 | 15,562 | 34,363.1 | 456 | 52.7 | 41.9 | ||
| 439.7 | 36,922.1 | 13,300.9 | 15,975.2 | 16,854 | 11,725 | 12,943.7 | 517.1 | 478.1 | 977 | ||
| 567.8 | 52,721.1 | 19,365.4 | 21,517.8 | 17,113 | 10,508 | 17,117.9 | 497 | 289.7 | 396.3 | ||
| 698.9 | 71,496.9 | 27,106 | 20,464.6 | 18,126 | 10,099 | 16,031.8 | 1027.2 | 784 | 1999.8 | ||
| 869.4 | 107,717 | 14,561.1 | 21,598.6 | 31,041 | 12,651 | 13,346.5 | 561 | 106.6 | 165.3 | ||
| 1632 | 337,112 | 53,493.1 | 108,988 | 53,807 | 27,673 | 43,281 | 3012.7 | 1692 | 2944.8 | ||
| 1 | 43.9 | N/A | N/A | N/A | N/A | N/A | N/A | N/A | N/A | N/A | |
| 87.7 | N/A | N/A | N/A | N/A | N/A | N/A | N/A | N/A | N/A | ||
| 175.4 | 10,882.4 | 10,237 | 27,552.9 | 8403.9 | 7911.6 | 27,943 | 56.3 | 13.8 | 13.8 | ||
| 263.1 | 24,372.5 | 23,224.3 | 32,500.1 | 19,571 | 18,959 | 35,598.6 | 146.7 | 124.6 | 105.2 | ||
| 350.8 | 28,002.3 | 11,134.8 | 9602 | 12,829 | 12,330 | 14,220.7 | 116.9 | 87.9 | 279.8 | ||
| 438.5 | 37,578.8 | 13,561.5 | 15,953.1 | 17,500 | 9785.3 | 10,491.4 | 57.8 | 22.2 | 30.4 | ||
| 526.2 | 44,453.9 | 16,253.8 | 13,343.4 | 14,465 | 7233.9 | 8611.7 | 516.6 | 449.6 | 1043.3 | ||
| 657.8 | 62,643.4 | 18,639.3 | 26,984.1 | 19,702 | 6519.6 | 16,267.1 | 399 | 332.8 | 370.7 | ||
| 1316 | 171,002 | 33,319.2 | 82,957.2 | 46,390 | 30,134 | 36,824.5 | 4057.6 | 3798 | 10,391 | ||
| 1754 | 266,381 | 41,890.5 | 20,669.7 | 28,720 | 13,913 | 40,968.8 | 1203.9 | 736.7 | 807.9 | ||
| 1.3 | 43.9 | N/A | N/A | N/A | N/A | N/A | N/A | N/A | N/A | N/A | |
| 176.4 | N/A | N/A | N/A | N/A | N/A | N/A | N/A | N/A | N/A | ||
| 310 | 17,392.2 | 14,826.3 | 15,837.5 | 13,252 | 11,963 | 17,503.3 | 235 | 152.3 | 203.9 | ||
| 439.7 | 21,598.9 | 6957.5 | 18,684.6 | 10,862 | 9847.9 | 21,240.9 | 320.5 | 95.7 | 95.7 | ||
| 567.8 | 26,891.1 | 23,175.6 | 9934.9 | 14,008 | 10,574 | 14,564.1 | 208.3 | 143.5 | 156.6 | ||
| 698.9 | 50,002.9 | 8281.3 | 14,579.8 | 29,866 | 12,860 | 17,493.9 | 472.7 | 0 | 0 | ||
| 869.4 | 33,793.6 | 12,451.3 | 20,467.7 | 17,677 | 17,677 | 22,919.4 | 495.5 | 372.6 | 453.8 | ||
| 1635 | 131,138 | 34,559.2 | 24,945.7 | 35,506 | 24,488 | 34,417.5 | 3588.4 | 2876 | 8015 | ||
| db in μm | v in m/s | PL in W | Péclet-Number Pe in 1 | Depth of the Melt Bead in μm | Width of the Melt Bead in μm | ||||
|---|---|---|---|---|---|---|---|---|---|
| avg | − | + | avg | − | + | ||||
| 35 | 0.7 | 10.8 | 0.4 | N/A | N/A | N/A | N/A | N/A | N/A |
| 57.1 | 0.4 | 39.3 | 14.3 | 116.2 | 69.3 | 44.4 | 123 | ||
| 87.9 | 0.4 | 53.3 | 27.4 | 99 | 101 | 60.6 | 147.2 | ||
| 118.9 | 0.4 | 97.5 | 34.7 | 146.2 | 148 | 69.4 | 198.8 | ||
| 149.8 | 0.4 | 125 | 71.3 | 203 | 170 | 143 | 222.3 | ||
| 180.7 | 0.4 | 161 | 92 | 261.1 | 218 | 184 | 387.3 | ||
| 1078 | 0.4 | 825 | 177 | 1540 | 440 | 353 | 526.7 | ||
| 1 | 48.3 | 0.57 | N/A | N/A | N/A | N/A | N/A | N/A | |
| 70.3 | 0.57 | 43.6 | 6.9 | 126.3 | 72 | 33.8 | 110.8 | ||
| 92.4 | 0.57 | 57.6 | 26.6 | 108.5 | 87.8 | 59.4 | 121.9 | ||
| 114.4 | 0.57 | 65.8 | 23.6 | 129.8 | 114 | 81.3 | 146.2 | ||
| 136.5 | 0.57 | 96.3 | 58.7 | 153.3 | 138 | 117 | 166 | ||
| 158.7 | 0.57 | 116 | 66.2 | 181.7 | 162 | 132 | 183.5 | ||
| 180.7 | 0.57 | 131 | 74.2 | 227.3 | 184 | 148 | 323.9 | ||
| 1.3 | 13.5 | 0.74 | N/A | N/A | N/A | N/A | N/A | N/A | |
| 43.9 | 0.74 | N/A | N/A | N/A | N/A | N/A | N/A | ||
| 57.1 | 0.74 | N/A | N/A | N/A | N/A | N/A | N/A | ||
| 87.9 | 0.74 | 45.5 | 10.1 | 124.8 | 71.7 | 37.2 | 112.9 | ||
| 118.9 | 0.74 | 34.3 | 8.5 | 70.9 | 64.4 | 24.4 | 100.9 | ||
| 149.8 | 0.74 | 89.6 | 42.9 | 189.4 | 122 | 85.8 | 143.5 | ||
| 180.7 | 0.74 | 92.2 | 51.2 | 150.3 | 136 | 103 | 167 | ||
| 1078 | 0.74 | 555 | 102 | 1105 | 236 | 205 | 262.7 | ||
| 100 | 0.7 | 43.9 | 1.14 | N/A | N/A | N/A | N/A | N/A | N/A |
| 105.6 | 1.14 | 70.5 | 22.1 | 149.9 | 116 | 60.9 | 191 | ||
| 167.6 | 1.14 | 96 | 61.6 | 185.4 | 170 | 136 | 228.5 | ||
| 228.2 | 1.14 | 95.3 | 49 | 134.7 | 198 | 169 | 240.4 | ||
| 292.9 | 1.14 | 138 | 77.1 | 191.7 | 255 | 196 | 305.5 | ||
| 352.3 | 1.14 | 184 | 139 | 233.2 | 314 | 279 | 354.2 | ||
| 698.9 | 1.14 | 343 | 197 | 528.3 | 426 | 393 | 474.4 | ||
| 1363 | 1.14 | 653 | 181 | 1147 | 500 | 362 | 632.9 | ||
| 1632 | 1.14 | 761 | 195 | 1578 | 457 | 390 | 503.9 | ||
| 1 | 41.2 | 1.63 | N/A | N/A | N/A | N/A | N/A | N/A | |
| 63.3 | 1.63 | N/A | N/A | N/A | N/A | N/A | N/A | ||
| 85.1 | 1.63 | 33 | 11.4 | 52.1 | 74.6 | 44.9 | 99.3 | ||
| 107 | 1.63 | 30.9 | 4.2 | 68.6 | 64.5 | 9.8 | 135.8 | ||
| 128.9 | 1.63 | 73.2 | 27.2 | 154 | 132 | 57.1 | 236.8 | ||
| 150.8 | 1.63 | 77.9 | 24 | 134.4 | 137 | 48.1 | 229.4 | ||
| 191.2 | 1.63 | 79.6 | 50.3 | 129.6 | 147 | 101 | 192 | ||
| 263.1 | 1.63 | 138 | 102 | 222.5 | 229 | 204 | 253.5 | ||
| 307 | 1.63 | 164 | 104 | 301.2 | 256 | 208 | 323.2 | ||
| 350.8 | 1.63 | 180 | 13 | 348.8 | 250 | 26 | 449.2 | ||
| 438.5 | 1.63 | 256 | 117 | 428.7 | 281 | 233 | 308.7 | ||
| 657.8 | 1.63 | 348 | 119 | 719.6 | 293 | 238 | 340.4 | ||
| 788.4 | 1.63 | 433 | 126 | 929.9 | 289 | 251 | 337.8 | ||
| 1316 | 1.63 | 537 | 99.1 | 1302 | 251 | 198 | 335.1 | ||
| 1.3 | 43.9 | 2.11 | N/A | N/A | N/A | N/A | N/A | N/A | |
| 105.6 | 2.11 | N/A | N/A | N/A | N/A | N/A | N/A | ||
| 167.6 | 2.11 | 70 | 22 | 138 | 122 | 74.5 | 169.7 | ||
| 228.2 | 2.11 | 88.3 | 55.5 | 148 | 139 | 111 | 166.6 | ||
| 292.9 | 2.11 | 110 | 73.6 | 208.8 | 182 | 159 | 240.8 | ||
| 352.3 | 2.11 | 125 | 82.7 | 177.7 | 214 | 165 | 233.9 | ||
| 698.9 | 2.11 | 217 | 135 | 361.5 | 309 | 269 | 359.4 | ||
| 1363 | 2.11 | 376 | 129 | 696.9 | 289 | 259 | 311.9 | ||
| 200 | 0.7 | 43.9 | 2.28 | N/A | N/A | N/A | N/A | N/A | N/A |
| 176.4 | 2.28 | 95.3 | 35.6 | 147.5 | 174 | 78.6 | 254.9 | ||
| 310 | 2.28 | 130 | 72.7 | 240.8 | 245 | 205 | 283 | ||
| 439.7 | 2.28 | 160 | 106 | 225.2 | 314 | 289 | 330.4 | ||
| 567.8 | 2.28 | 195 | 139 | 230.9 | 368 | 328 | 424.2 | ||
| 698.9 | 2.28 | 222 | 176 | 290.5 | 411 | 356 | 485.6 | ||
| 869.4 | 2.28 | 274 | 221 | 381.2 | 462 | 441 | 491.7 | ||
| 1632 | 2.28 | 513 | 340 | 679.6 | 786 | 680 | 1105 | ||
| 1 | 43.9 | 3.25 | N/A | N/A | N/A | N/A | N/A | N/A | |
| 87.7 | 3.25 | N/A | N/A | N/A | N/A | N/A | N/A | ||
| 175.4 | 3.25 | 77.6 | 15.5 | 219.3 | 139 | 53.1 | 219.8 | ||
| 263.1 | 3.25 | 126 | 26.1 | 304.5 | 195 | 73.5 | 254.8 | ||
| 350.8 | 3.25 | 138 | 99.3 | 209.2 | 244 | 208 | 293.7 | ||
| 438.5 | 3.25 | 164 | 128 | 253.7 | 282 | 255 | 326.7 | ||
| 526.2 | 3.25 | 178 | 126 | 243.9 | 313 | 251 | 365.2 | ||
| 657.8 | 3.25 | 215 | 122 | 287.6 | 354 | 245 | 474.2 | ||
| 1316 | 3.25 | 369 | 166 | 650.2 | 439 | 333 | 630.3 | ||
| 1754 | 3.25 | 481 | 185 | 892 | 479 | 369 | 570.3 | ||
| 1.3 | 43.9 | 4.23 | N/A | N/A | N/A | N/A | N/A | N/A | |
| 176.4 | 4.23 | N/A | N/A | N/A | N/A | N/A | N/A | ||
| 310 | 4.23 | 106 | 38.6 | 211.1 | 177 | 89.1 | 228.1 | ||
| 439.7 | 4.23 | 123 | 102 | 192.9 | 235 | 203 | 285.7 | ||
| 567.8 | 4.23 | 136 | 41.4 | 177.8 | 259 | 82.7 | 303 | ||
| 698.9 | 4.23 | 195 | 147 | 305.9 | 324 | 293 | 385.2 | ||
| 869.4 | 4.23 | 160 | 120 | 233.8 | 286 | 241 | 335.8 | ||
| 1635 | 4.23 | 316 | 197 | 521.5 | 450 | 394 | 522.7 | ||
References
- Khorasani, A.; Gibson, I.; Veetil, J.K.; Ghasemi, V.H. A Review of Technological Improvements in Laser-Based Powder Bed Fusion of Metal Printers. Int. J. Adv. Manuf. Technol. 2020, 108, 191–209. [Google Scholar] [CrossRef]
- Matilainen, V.; Piili, H.; Salminen, A.; Syvänen, T.; Nyrhilä, O. Characterization of Process Efficiency Improvement in Laser Additive Manufacturing. Phys. Procedia 2014, 56, 317–326. [Google Scholar] [CrossRef] [Green Version]
- Hyer, H.; Zhou, L.; Park, S.; Gottsfritz, G.; Benson, G.; Tolentino, B.; McWilliams, B.; Cho, K.; Sohn, Y. Understanding the Laser Powder Bed Fusion of AlSi10Mg Alloy. Metallogr. Microstruct. Anal. 2020, 9, 484–502. [Google Scholar] [CrossRef]
- Mishra, P.; Ilar, T.; Brueckner, F.; Kaplan, A. Energy Efficiency Contributions and Losses during Selective Laser Melting. J. Laser Appl. 2018, 30, 32304. [Google Scholar] [CrossRef]
- Tenbrock, C.; Fischer, F.G.; Wissenbach, K.; Schleifenbaum, J.H.; Wagenblast, P.; Meiners, W.; Wagner, J. Influence of Keyhole and Conduction Mode Melting for Top-Hat Shaped Beam Profiles in Laser Powder Bed Fusion. J. Mater. Process. Technol. 2020, 278, 116514. [Google Scholar] [CrossRef]
- Patel, S.; Vlasea, M. Melting Modes in Laser Powder Bed Fusion. Materialia 2020, 9, 100591. [Google Scholar] [CrossRef]
- Hügel, H.; Graf, T. Laser in der Fertigung: Grundlagen der Strahlquellen, Systeme, Fertigungsverfahren, 3rd ed.; Springer: Wiesbaden, Germany, 2014. [Google Scholar]
- Calta, N.P.; Martin, A.A.; Hammons, J.A.; Nielsen, M.H.; Roehling, T.T.; Fezzaa, K.; Matthews, M.J.; Jeffries, J.R.; Willey, T.M.; Lee, J.R.I. Pressure Dependence of the Laser-Metal Interaction under Laser Powder Bed Fusion Conditions Probed by In Situ X-ray Imaging. Addit. Manuf. 2020, 32, 101084. [Google Scholar] [CrossRef]
- Cunningham, R.; Zhao, C.; Parab, N.; Kantzos, C.; Pauza, J.; Fezzaa, K.; Sun, T.; Rollett, A.D. Keyhole Threshold and Morphology in Laser Melting Revealed by Ultrahigh-Speed X-ray Imaging. Science 2019, 363, 849–852. [Google Scholar] [CrossRef]
- Oliveira, J.P.; LaLonde, A.D.; Ma, J. Processing Parameters in Laser Powder Bed Fusion Metal Additive Manufacturing. Mater. Des. 2020, 193, 108762. [Google Scholar] [CrossRef]
- Buehrle, J.; Bea, M.; Brockmann, R. Laser Remote Process Technology on Automotive Manufacture. In Proceedings of the FISITA 2012 World Automotive Congress; Springer: Berlin/Heidelberg, Germany, 2013; pp. 89–97. [Google Scholar]
- Patschger, A.; Bliedtner, J. Flexible and Efficient Laser Remote Welding of Ultra-Thin Metal Foils. J. Laser Appl. 2012, 24, 52005. [Google Scholar] [CrossRef]
- Jarwitz, M. Laserstrahlschweißen von Metallen mit Unterschiedlichen Thermophysikalischen Eigenschaften; Utzverlag GmbH: Munich, Germany, 2020. [Google Scholar]
- Hecht, E.; Ganesan, A.R. Optics, 4th ed.; Pearson: Chennai, India, 2012. [Google Scholar]
- Dausinger, F. Strahlwerkzeug Laser: Energieeinkopplung und Prozesseffektivität; Habilitationsschrift: Stuttgart, Germany, 2006. [Google Scholar]
- Reinheimer, E.N.; Fetzer, F.; Weber, R.; Graf, T. Benefit of High Feed Rates on the Process Efficiency in Laser Beam Welding. Procedia CIRP 2020, 94, 718–721. [Google Scholar] [CrossRef]
- Rykalin, N.N. Calculation of Heat Processes in Welding; Publishing House of USSR Academy of Sciences: Moscow, Russia, 1960. [Google Scholar]
- Aboulkhair, N.T.; Everitt, N.M.; Ashcroft, I.; Tuck, C. Reducing Porosity in AlSi10Mg Parts Processed by Selective Laser Melting. Addit. Manuf. 2014, 1, 77–86. [Google Scholar] [CrossRef]
- Bai, Y.; Yang, Y.; Wang, D.; Zhang, M. Influence Mechanism of Parameters Process and Mechanical Properties Evolution Mechanism of Maraging Steel 300 by Selective Laser Melting. Mater. Sci. Eng. A 2017, 703, 116–123. [Google Scholar] [CrossRef]
- Weingarten, C.; Buchbinder, D.; Pirch, N.; Meiners, W.; Wissenbach, K.; Poprawe, R. Formation and Reduction of Hydrogen Porosity during Selective Laser Melting of AlSi10Mg. J. Mater. Process. Technol. 2015, 221, 112–120. [Google Scholar] [CrossRef]
- Read, N.; Wang, W.; Essa, K.; Attallah, M.M. Selective Laser Melting of AlSi10Mg Alloy: Process Optimisation and Mechanical Properties Development. Mater. Des. 2015, 65, 417–424. [Google Scholar] [CrossRef] [Green Version]
- Brandl, E.; Heckenberger, U.; Holzinger, V.; Buchbinderl, D. Additive Manufactured AlSi10Mg Samples Using Selective Laser Melting (SLM): Microstructure, High Cycle Fatigue, and Fracture Behavior. Mater. Des. 2012, 34, 159–169. [Google Scholar] [CrossRef]
- Li, R.; Liu, J.; Shi, Y.; Wang, L.; Jiang, W. Balling Behavior of Stainless Steel and Nickel Powder during Selective Laser Melting Process. Int. J. Adv. Manuf. Technol. 2012, 59, 1025–1035. [Google Scholar] [CrossRef]
- King, W.E.; Barth, H.D.; Castillo, V.M.; Gallegos, G.F.; Gibbs, J.W.; Hahn, D.E.; Kamath, C.; Rubenchik, A.M. Observation of Keyhole-Mode Laser Melting in Laser Powder-Bed Fusion Additive Manufacturing. J. Mater. Process. Technol. 2014, 214, 2915–2925. [Google Scholar] [CrossRef]
- Olakanmi, E.O.; Cochrane, R.F.; Dalgarno, K.W. A Review on Selective Laser Sintering/Melting (SLS/SLM) of Aluminium Alloy Powders: Processing, Microstructure, and Proper-Ties. Prog. Mater. Sci. 2015, 74, 401–477. [Google Scholar] [CrossRef]
- Leung, C.L.A.; Marussi, S.; Atwood, R.C.; Towrie, M.; Withers, P.J.; Lee, P.D. In Situ X-ray Imaging of Defect and Molten Pool Dynamics in Laser Additive Manufacturing. Nat. Commun. 2018, 9, 1355. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Parab, N.D.; Zhao, C.; Cunningham, R.; Escano, L.I.; Fezzaa, K.; Everhart, W.; Rollett, A.D.; Chen, L.; Sun, T. Ultrafast X-ray Imaging of Laser-Metal Additive Manufacturing Processes. J. Synchrotron. Radiat. 2018, 25, 1467–1477. [Google Scholar] [CrossRef] [Green Version]
- Zhao, C.; Fezzaa, K.; Cunningham, R.W.; Wen, H.; De Carlo, F.; Chen, L.; Rollett, A.D.; Sun, T. Real-Time Monitoring of Laser Powder Bed Fusion Process Using High-Speed X-ray Imaging and Diffraction. Sci. Rep. 2017, 7, 3602. [Google Scholar] [CrossRef] [PubMed]
- DIN Deutsches Institut für Normung e.v. Schweißen-Laserstrahlverfahren zur Materialbearbeitung-Begriffe für Prozesse und Geräte; Beuth Verlag GmbH: Berlin, Germany, 2016. [Google Scholar]
- Arata, Y.; Maruo, H.; Miyamoto, I. Application of Laser for Material Processing-Heat Flow in Laser Hardening; International Institute of Welding (IIW) Doc. IV-241-78. 1978. [Google Scholar]
- Graf, T.; Berger, P.; Weber, R.; Helmut, H.; Andreas, H.; Peter, S. Analytical Expressions for the Threshold of Deep-Penetration Laser Welding. Laser Phys. Lett. 2015, 12, 56002. [Google Scholar] [CrossRef]
- Kempen, K.; Thijs, L.; van Humbeeck, J.; Kruth, J.-P. Mechanical Properties of AlSi10Mg Produced by Selective Laser Melting. Phys. Procedia 2012, 39, 439–446. [Google Scholar] [CrossRef] [Green Version]
- Aboulkhair, N.T.; Maskery, I.; Tuck, C.; Ashcroft, I.; Everitt, N.M. On the Formation of AlSi10Mg Single Tracks and Layers in Selective Laser Melting: Microstructure and Nano-Mechanical Properties. J. Mater. Process. Technol. 2016, 230, 88–98. [Google Scholar] [CrossRef]
- Barker, L.J. Revealing the Grain Structure of Common Aluminum Alloy Metallographic Specimens. Trans. ASM 1950, 42, 347. [Google Scholar]
- Trapp, J.; Rubenchik, A.M.; Guss, G.; Matthews, M.J. In Situ Absorptivity Measurements of Metallic Powders during Laser Powder-Bed Fusion Additive Manufacturing. Appl. Mater. Today 2017, 9, 341–349. [Google Scholar] [CrossRef]
- Ye, J.; Khairallah, S.A.; Rubenchik, A.M.; Crumb, M.F.; Guss, G.; Belak, J.; Matthews, M.J. Energy Coupling Mechanisms and Scaling Behavior Associated with Laser Powder Bed Fusion Additive Manufacturing. Adv. Eng. Mater. 2019, 21, 1900185. [Google Scholar] [CrossRef]
- Leis, A.; Weber, R.; Graf, T. Influence of the Process Parameters on the Absorptance during Laser-Based Powder Bed Fusion of AlSi10Mg. Procedia CIRP 2020, 94, 173–176. [Google Scholar] [CrossRef]
- SPI Lasers UK Ltd. Product Specification: 2 kW, QUBE Fiber Lasers; SPI Lasers UK Ltd.: Southampton, UK, 2018. [Google Scholar]
- TRUMPF Laser-Und Systemtechnik GmbH. TRUMPF Additive Manufacturing: Batch Test Report. In Aluminium AlSi10Mg-A LMF-Results Reference Process; TRUMPF Laser- und Systemtechnik GmbH: Ditzingen, Germany, 2019. [Google Scholar]
- EOS GmbH. EOS Aluminium AlSi10Mg: Material Data Sheet-Metal Solutions. Available online: https://www.eos.info/03_system-related-assets/material-related-contents/metal-materials-and-examples/metal-material-datasheet/aluminium/material_datasheet_eos_aluminium-alsi10mg_en_web.pdf (accessed on 2 August 2021).
- Raffmetal S.P.A. Casting Aluminium Alloys: AlSi10Mg. Available online: http://www.raffmetal.com/scarica_file.asp?c=/dati/SearchAlloy/ENG/&f=EN43000.pdf (accessed on 18 February 2020).
- Nogowizin, B. Theorie und Praxis des Druckgusses; Schiele & Schön: Berlin, Germany, 2011. [Google Scholar]









| Corresponding Image |  |  |  |  |  |
| 1676 W/mm | 2929 W/mm | 3523 W/mm | 6989 W/mm | 13,627 W/mm | |
| Growth ratio | 69.3% | 58% | 48.8% | 26.2% | 7.7% |
| Aspect ratio depth/width | 0.65 | 0.71 | 0.67 | 0.90 | 2.10 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Leis, A.; Weber, R.; Graf, T. Process Window for Highly Efficient Laser-Based Powder Bed Fusion of AlSi10Mg with Reduced Pore Formation. Materials 2021, 14, 5255. https://doi.org/10.3390/ma14185255
Leis A, Weber R, Graf T. Process Window for Highly Efficient Laser-Based Powder Bed Fusion of AlSi10Mg with Reduced Pore Formation. Materials. 2021; 14(18):5255. https://doi.org/10.3390/ma14185255
Chicago/Turabian StyleLeis, Artur, Rudolf Weber, and Thomas Graf. 2021. "Process Window for Highly Efficient Laser-Based Powder Bed Fusion of AlSi10Mg with Reduced Pore Formation" Materials 14, no. 18: 5255. https://doi.org/10.3390/ma14185255
APA StyleLeis, A., Weber, R., & Graf, T. (2021). Process Window for Highly Efficient Laser-Based Powder Bed Fusion of AlSi10Mg with Reduced Pore Formation. Materials, 14(18), 5255. https://doi.org/10.3390/ma14185255