There are several input factors that may be adjusted during an EDM process when cutting a certain material. Examining all of the EDM process parameters during an actual machining operation is challenging since the quantity of input parameters increases the experimental time and expenses proportionally. Various electrically controlled variables, such as peak current, cycle time, polarity, inter-electrode spacing, gap voltage, and so on, as well as non-electrically controlled factors such as electrode material, dielectric pressure, nature of dielectric, electrode rotation, and so on, have been observed to have a significant impact on the machining efficiency of an EDM operation. As a consequence, it is always desirable to operate the EDM machine by keeping the optimum value of the various input variables in order to fulfill the criteria of improved response outcomes. It would also result in a faster production rate due to the shorter machining time. However, previous research has revealed that the efficiency of the EDM operation’s machining is strongly impacted by three input variables: peak current (I), pulse-on time (Ton), and inter-electrode gap (IEG). In this research, a hexagonal tool was used to machine the workpiece to truly comprehend the influence of input variables on the response. As a result, this study article employs a hybrid of two prominent approaches, namely, Grey Relational Analysis (GRA) and Fuzzy Logic, to explore the impact of input factors on output variables while machining tool steel (D3 grade). This method also assists in the finding of the optimum parametric setting for the EDM machining operation to achieve the best possible response values (outputs). The primary problems encountered during machining were that numerous machining operations and readings were required for a single set of parametric intermix of process variables to eliminate machining ambiguity.
Mandal et al. [
8] utilized an artificial neural network (ANN) to simulate an EDM process. Later, non-dominating sorting genetic algorithm-II (NSGA-II) was used to improve the EDM parameters. Bharti et al. [
9] optimized different input parameters of a die-sinking EDM operation utilizing the controlled elitist NSGA method. The considered process was also modelled using an ANN with a back-propagation method. For an EDM operation, Baraskar et al. [
10] utilized the NSGA-II approach to find the optimum combinations of pulse-on time (T
on), discharge current (I), and pulse-off time (T
off) to improve surface roughness (SR) and material removal rate (MRR) responses. During EDM operation of D3 die steel, Shivakoti et al. [
11] examined the effects of utilizing deionized water combined with salt as a dielectric medium on outcomes such as MRR, tool wear rate (TWR), radial overcut (ROC), and taper. Later, the Taguchi technique was applied to improve the EDM operation parameters that were taken into consideration. Aich and Banerjee [
12] applied the weight-varying multi-objective simulated annealing technique to develop the corresponding Pareto-optimal front for the simultaneous optimization of MRR as well as SR in an EDM operation. Radhika et al. [
13] considered peak current (I), pulse-on time (T
on), and flushing pressure (P) as the input variables of an EDM process. A hybrid optimization technique consisting of ANN and genetic algorithm (GA) was later employed to reduce SR and TWR, and increase MRR. A Pareto-optimal front was also developed offering a set of non-dominated solutions. Tiwari et al. [
14] deployed the GA method to simultaneously optimize MRR and SR during an EDM operation. The corresponding Pareto-optimal solutions were subsequently proposed. Mazarbhuiya et al. [
15] carried out experimental runs on the basis of the Taguchi layout and used the GRA approach to determine the optimal discharge current, flushing pressure, polarity, and pulse-on duration for maximizing MRR and minimizing SR values during an EDM operation. Satpathy et al. [
16] examined a metal matrix composite of AlSiC with input parameters such as peak current, pulse-on-time, duty cycle, gap voltage, and output characteristics such as MRR, TWR, diametral overcut (Z), and SR and optimized it using the combination of principal component analysis (PCA) and technique for order preference by similarity to ideal solution (TOPSIS) method (PCA-TOPSIS). Mohanty et al. [
17] determined the best discharge current (I), pulse-on time (T
off) and voltage (V) for having better results of MRR, TWR, SR and ROC. Singh et al. [
18] optimized MRR using the NSGA-II method and TWR in an EDM operation while considering I, T
on, T
off, and V as the input variables. Gostimirovic et al. [
19] calculated the energy efficiency of an EDM operation using a mathematical model with respect to MRR and SR responses. Later, a collection of optimum solutions was derived via evolutionary multi-objective optimization for discharge energy taking into account I and T
on as the input variables. Ramprabhu et al. [
20] applied passing vehicle search (PVS) as a multi-objective optimization technique for optimizing various EDM process input variables. The performance of the adopted technique was also compared with that of other intelligent computing models. Based on the GRA technique, Tharian et al. [
21] implemented a multi-objective optimization of MRR and SR during an EDM operation of Al7075 alloy. Huu et al. [
22] suggested, as a solution, the multi-objective optimization based on ratio analysis (MOORA) methodology for having the best results of MRR, SR and TWR throughout the EDM operation of SKD61 die steel with low-frequency vibration. Analytic hierarchy process (AHP) was utilized to estimate relative weights of the considered responses. Kumar et al. [
23] employed the GRA technique to evaluate the impact of input variables such as I, T
on, and T
off on different surface roughness characteristics during EDM machining of D3 tool steel. Niamat et al. [
24] attempted to examine the implications of I, T
on, and T
off on MRR, SR, and TWR in an EDM operation by using response surface methodology (RSM)-based regression models. To ensure sustainability while optimizing the conflicting responses, multi-objective optimization was used as well. Kumar et al. [
25] suggested teaching learning-based multi-objective optimization (TLBO) for optimizing MRR, SR, TWR, ROC, and circularity error during an EDM operation, with the results compared to existing metaheuristic algorithms. Pradhan [
26] examined the machining behavior of AISI D2 tool steel using commercial grade EDM oil and optimized the MRR, TWR, and radial overcut using an RSM-based GRA method. Laxman et al. [
27] machined the titanium-based super alloy using I, T
on, and tool lift time as input parameters and MRR and TWR as output parameters, then improved the response characteristics using the Taguchi-Fuzzy method. Surekha et al. [
28] used kerosene oil as a dielectric medium while machining EN-19 alloy steel and used the grey-fuzzy technique to optimize the output variables, MRR and TWR. Using GRA-PCA, Payal et al. [
29] optimized MRR, TWR, and SR while machining Inconel 825. Prayogo et al. [
30] investigated the machining properties of ST 42 steel, measuring MRR and overcut using transformator oil as a dielectric medium and optimizing the response characteristics using the Taguchi-GRA method. Rath [
31] and Singh et al. [
32] used the Grey-Taguchi technique to solve the multi-objective optimization problem for the optimization of output variables such as MRR, TWR, and SR. Sharma et al. [
33] machined the Inconel and Nimonic alloys and used the fuzzy GRA method to optimize MRR, SR, electrode wear rate (EWR), and overcut. Bhaumik et al. [
34] used the GRA method to optimize MRR, SR, ROC, and TWR when machining titanium alloy (grade 6). Belloufi et al. [
35] used fuzzy logic to optimize MRR, TWR, wear rate (WR), SR, ROC, circularity (CIR), and cylindricity (CYL) during the machining of AISI 1095 steel utilizing Kerosene oil as a dielectric medium. In addition, a lot of research has been done in this area, using the grey approach [
36] and hybrid nature-inspired algorithms [
37,
38] as multi-objective optimization tools, as well as the TOPSIS technique [
39] for parameter selection.
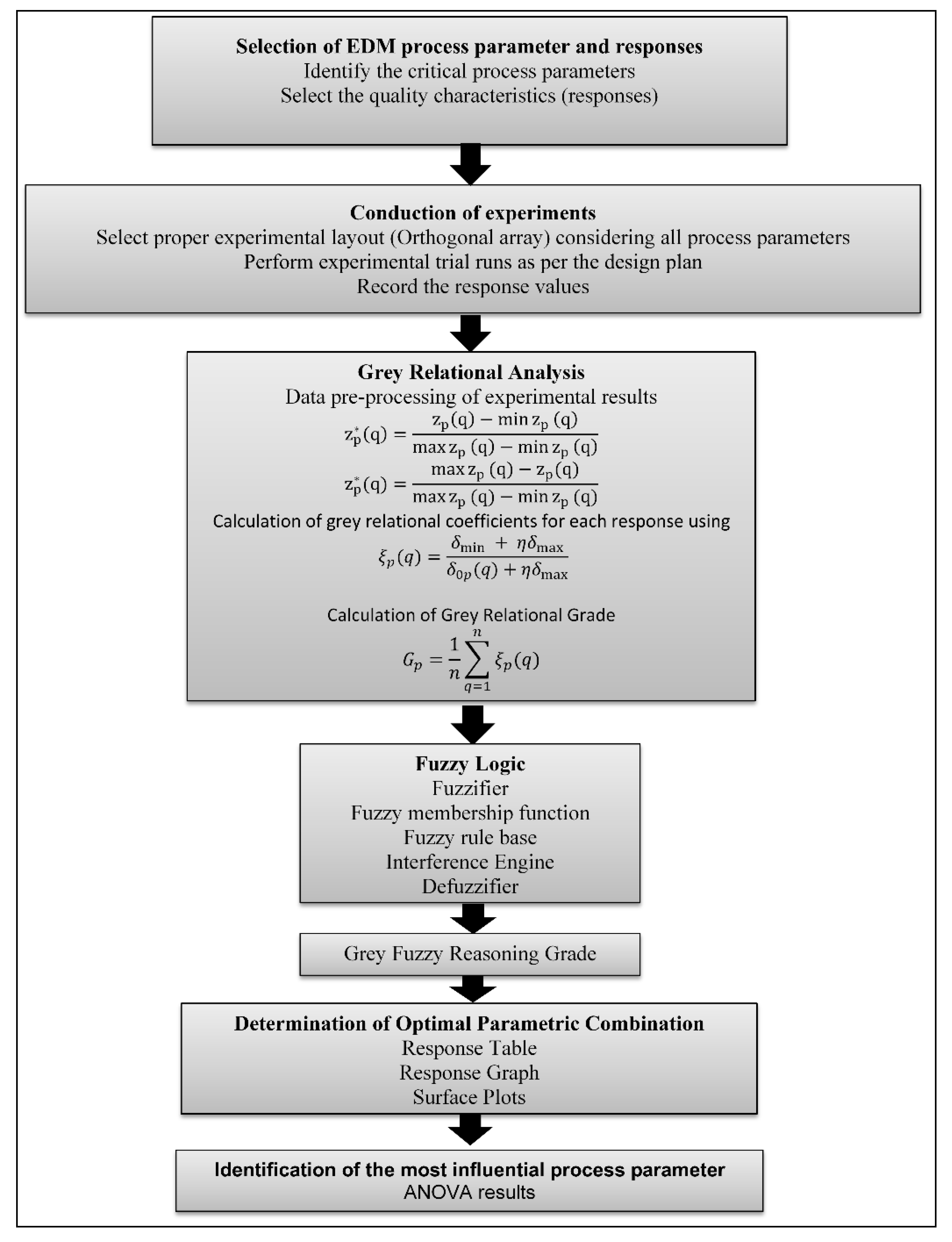
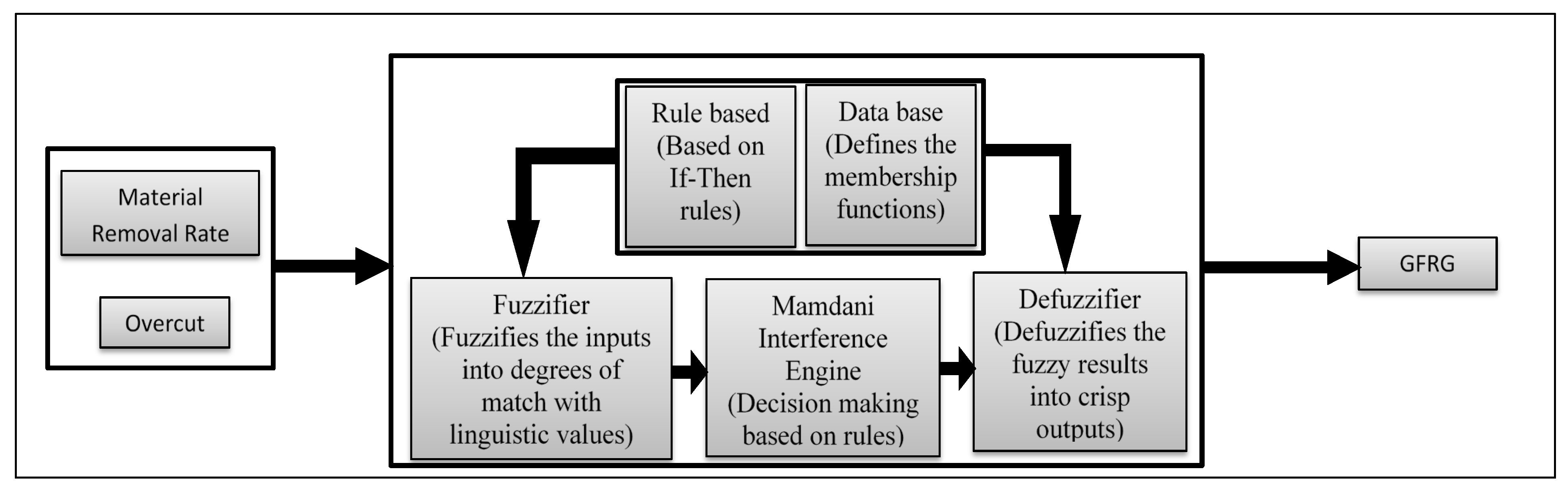
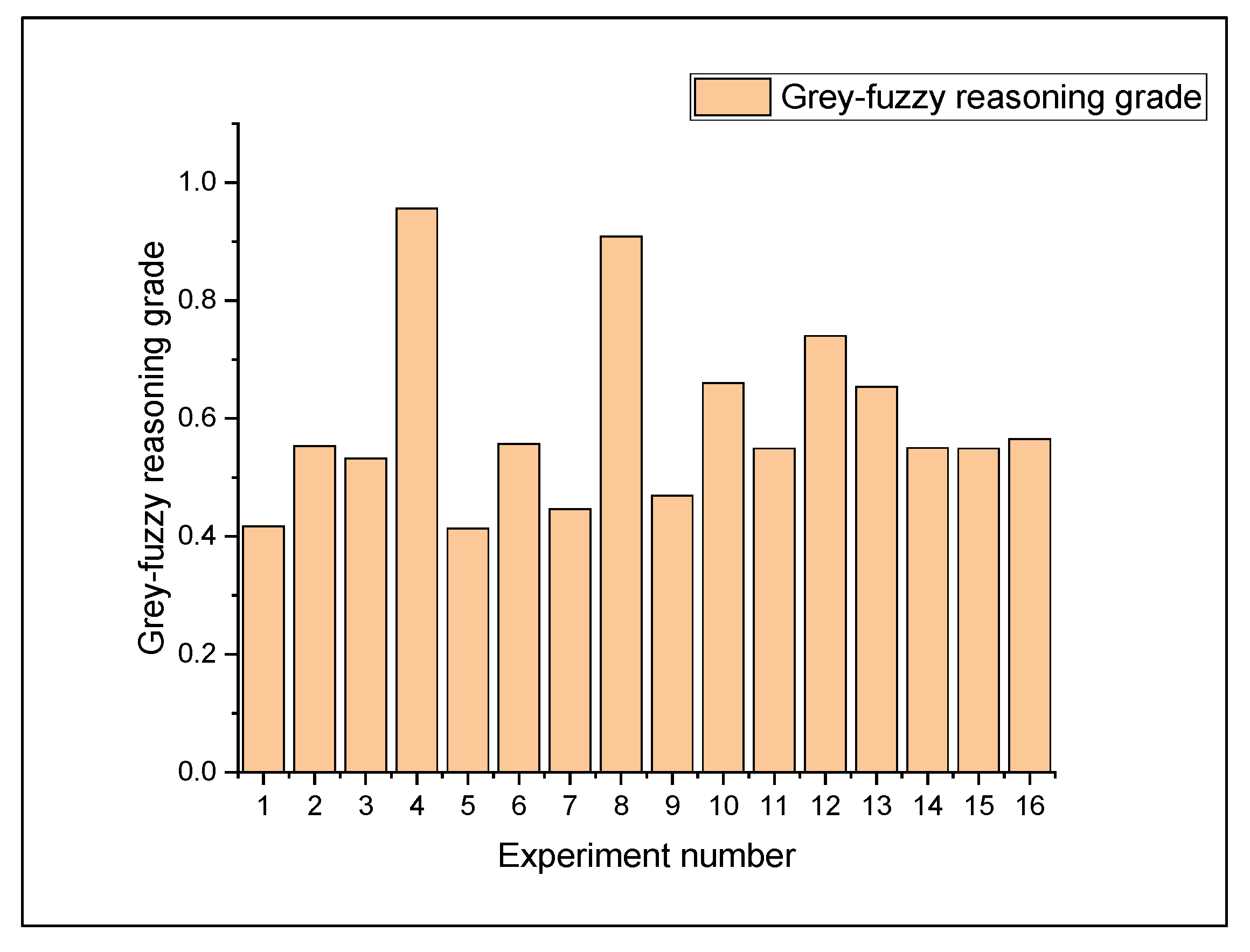
It has been observed that the majority of research has focused on three input parameters: peak current, pulse-on time, and inter-electrode gap. However, there is limited research available in the machining of SG 450/12 iron material using Castrol SE 180 EDM fluid as a dielectric and machining a hexagonal hole. The above-cited evaluation of the existing literature reveals that quantitative optimization of EDM processes has already caught the attention of the research community, and several optimization techniques, such as GA, NSGA-II, simulated annealing, PVS, particle swarm optimization (PSO), TLBO, etc., have been applied in this direction. Those adopted algorithms have too many algorithmic parameters, which if not properly tuned, may increase the computational effort and result in local optimal solutions. Similarly, numerous decision-making techniques, such as VlseKriterijumska Optimizacija I Kompromisno Resenje (VIKOR), TOPSIS, GRA, AHP, MOORA, etc., have also been utilized to determine the most feasible parametric mixes for EDM processes. In this paper, an endeavor is described which focuses on the experimental examination of the effects of several process variables of an EDM operation on its responses (outputs) through interaction plots during machining pearlitic SG iron 450/12 grade material. In this EDM operation, I, Ton, and IEG were considered the process variables, whereas the removal rate of a material and overcut were considered the output. Furthermore, the GRA technique in conjunction with fuzzy logic was used to determine the best parametric combination for the aforementioned operation. Consequently, the estimated grey-fuzzy reasoning grade (GFRG) results would aid the appropriate processing designers in determining the most suitable configuration of the EDM process variables and optimizing all competing performance metrics. Furthermore, the analysis of variance (ANOVA) method was also utilized to recognize the contributions of the EDM input variables in evaluating the machining performance. Finally, surface plots were established to assist process engineers in deciding the particular mix of input variables required to achieve the desired values of the properly considered responses. As a result, the operational effectiveness of EDM operations may be greatly enhanced by applying this multi-objective optimization technique.


 ,
, 
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}