
Comparison of Microstructure and Mechanical Properties of High Strength and Toughness Ship Plate Steel

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Production Processes Control
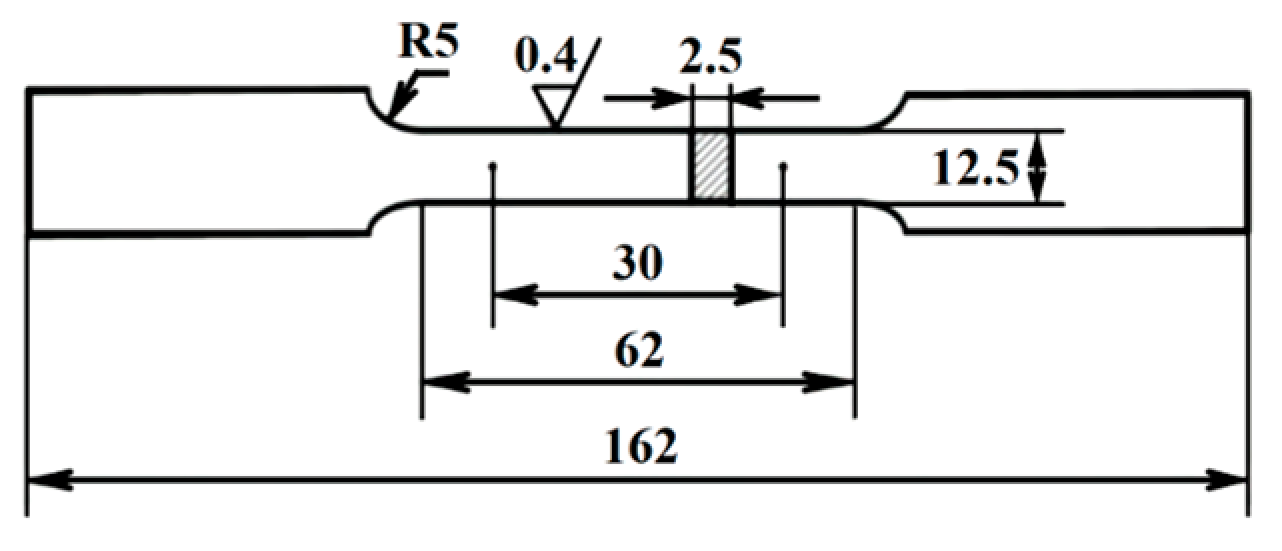
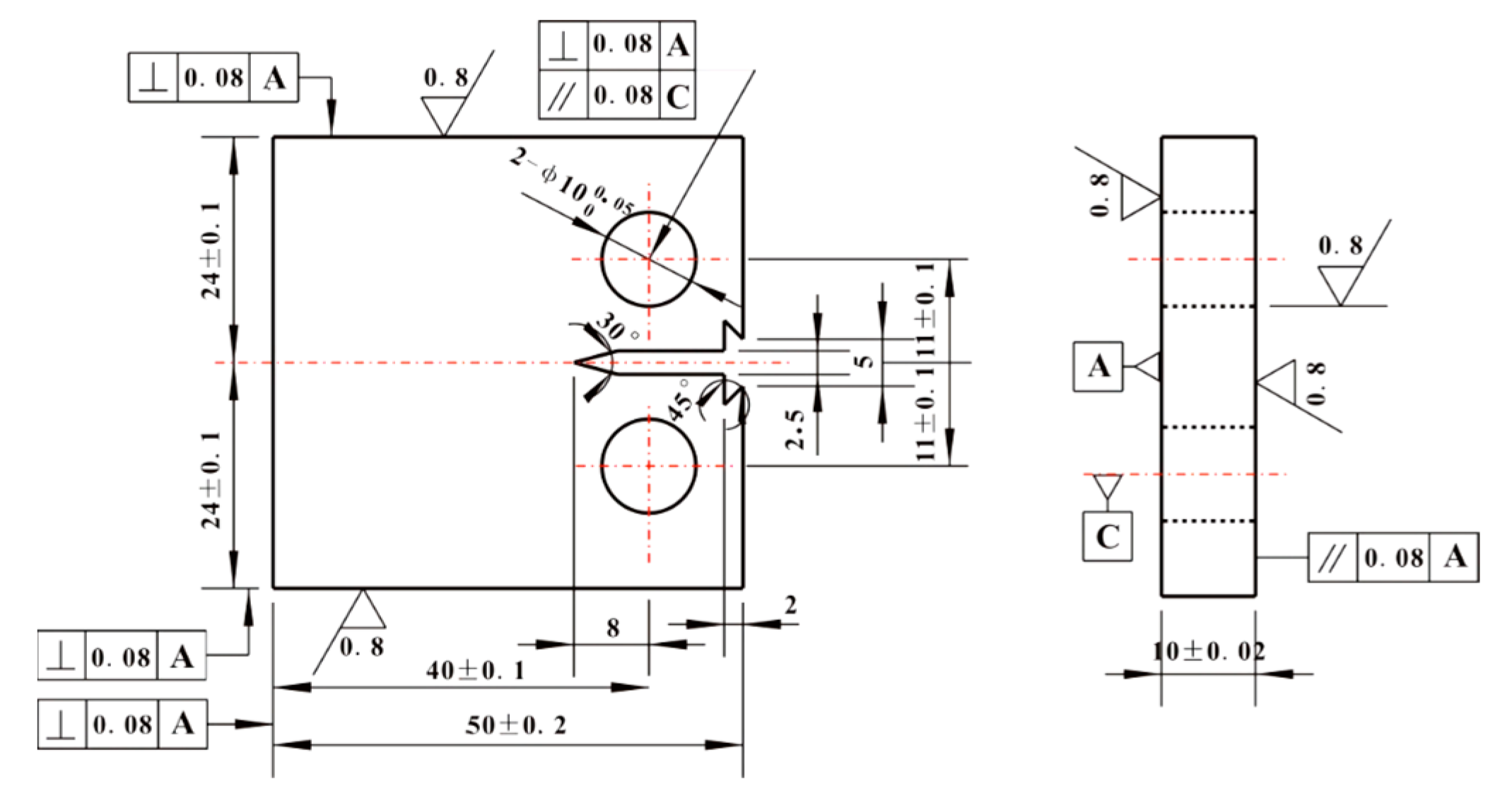
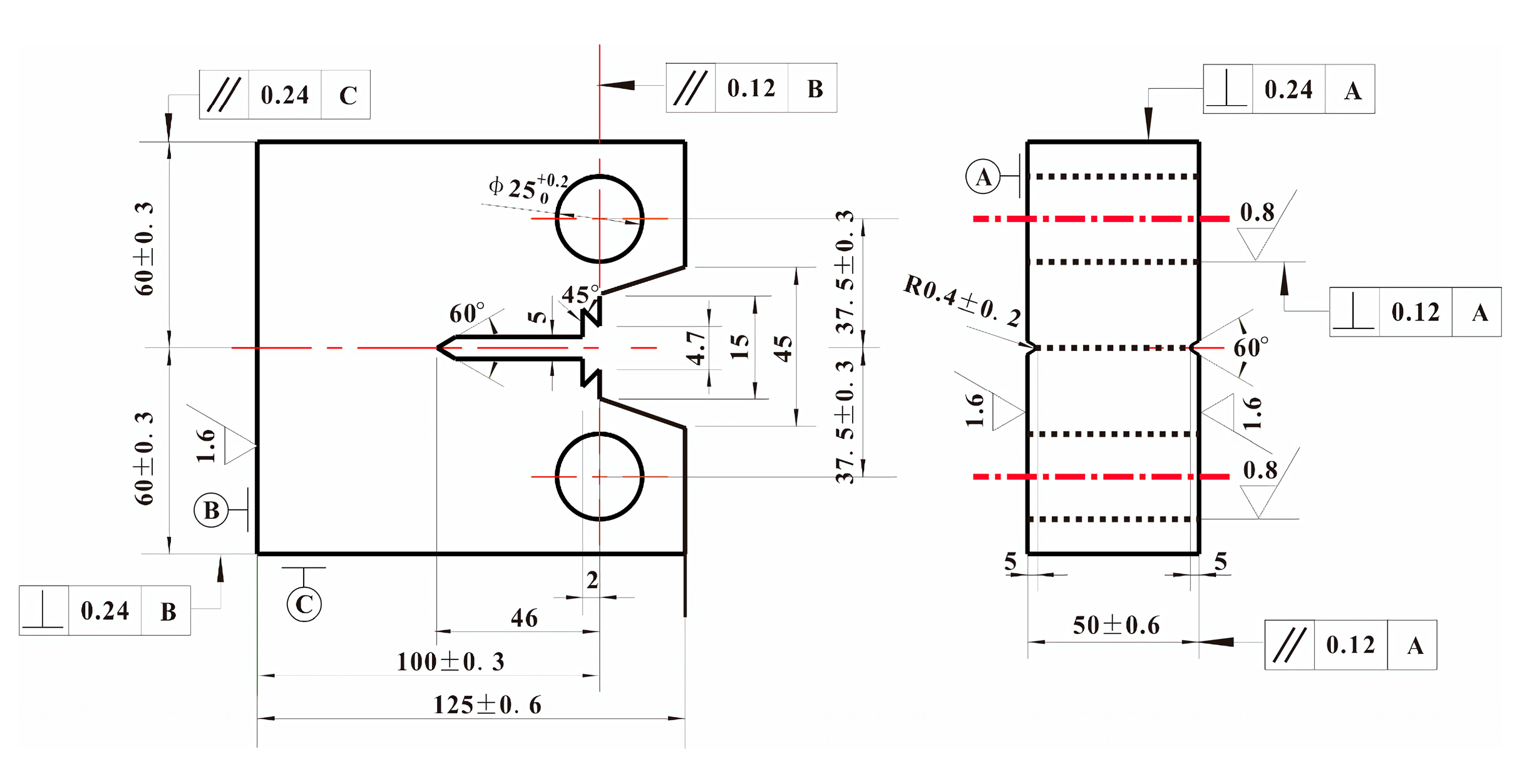
2.3. Test Methods
3. Results and Discussion
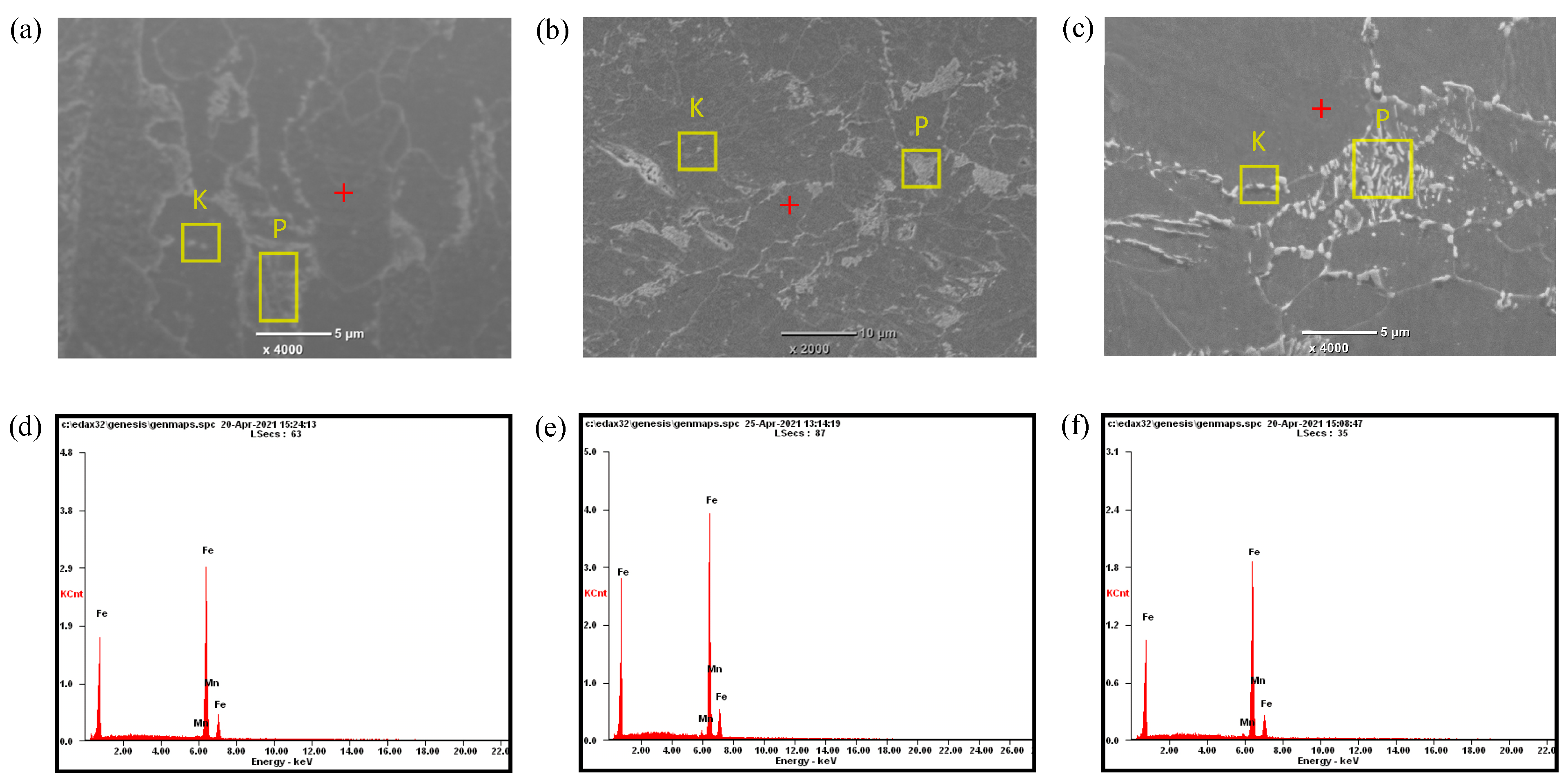
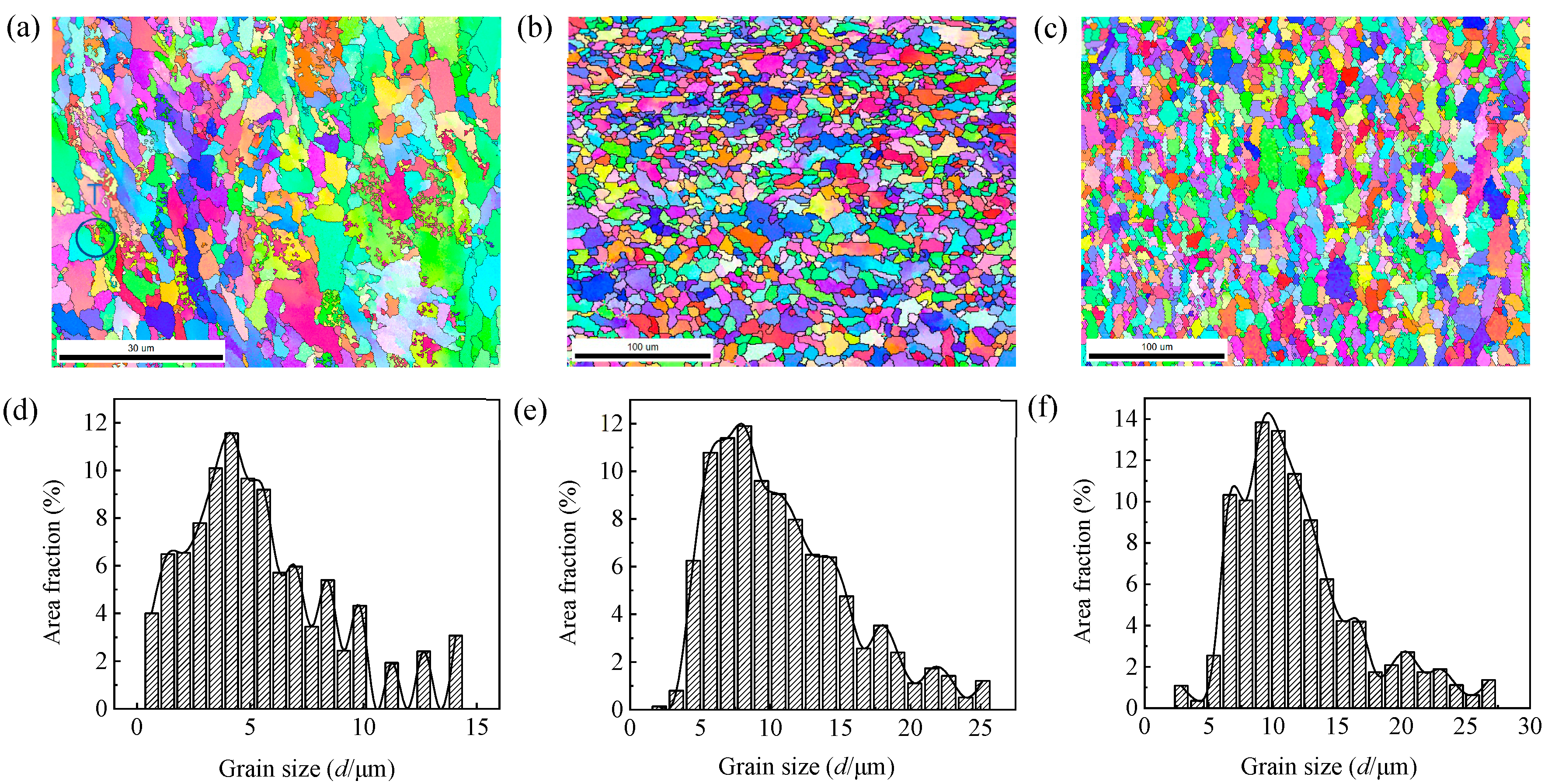
3.1. Microstructure
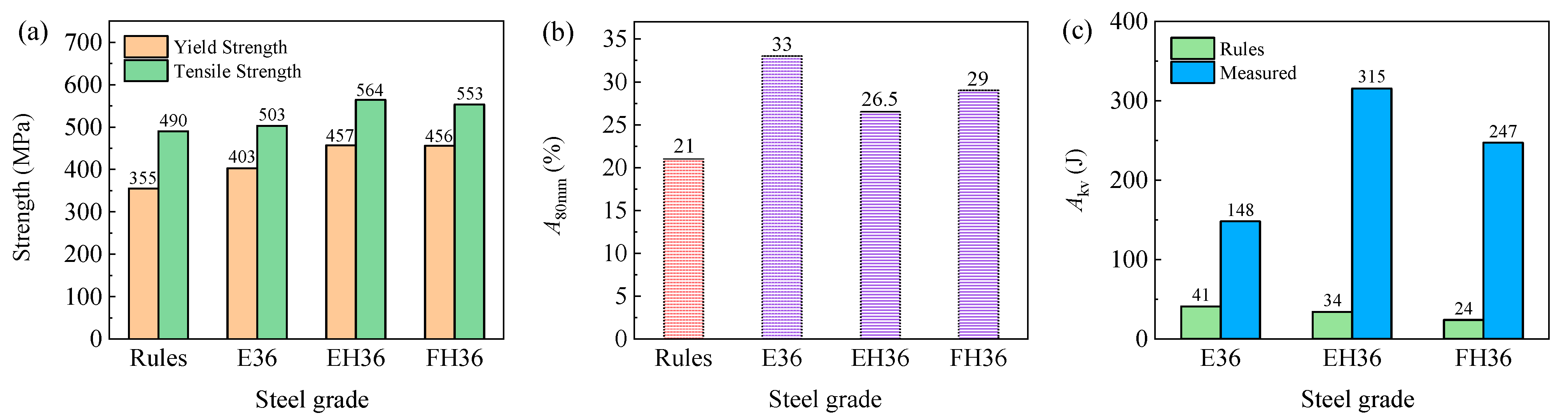
3.2. Mechanical Properties
3.3. Strengthening Mechanism
3.3.1. Solid Solution Strengthening
3.3.2. Grain Boundary Strengthening
3.3.3. Dislocation Strengthening
3.3.4. Precipitation Strengthening
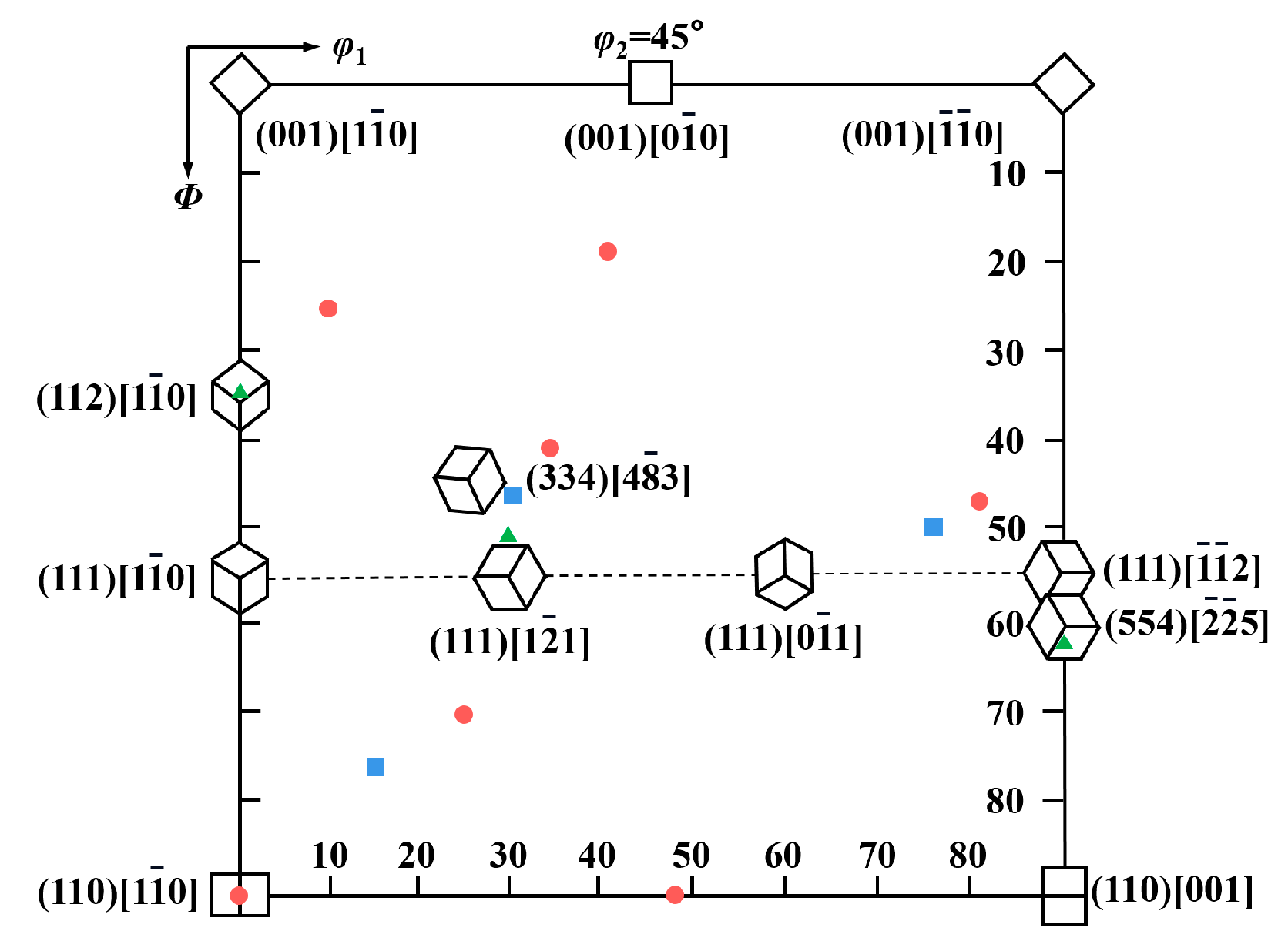
3.4. Texture Components
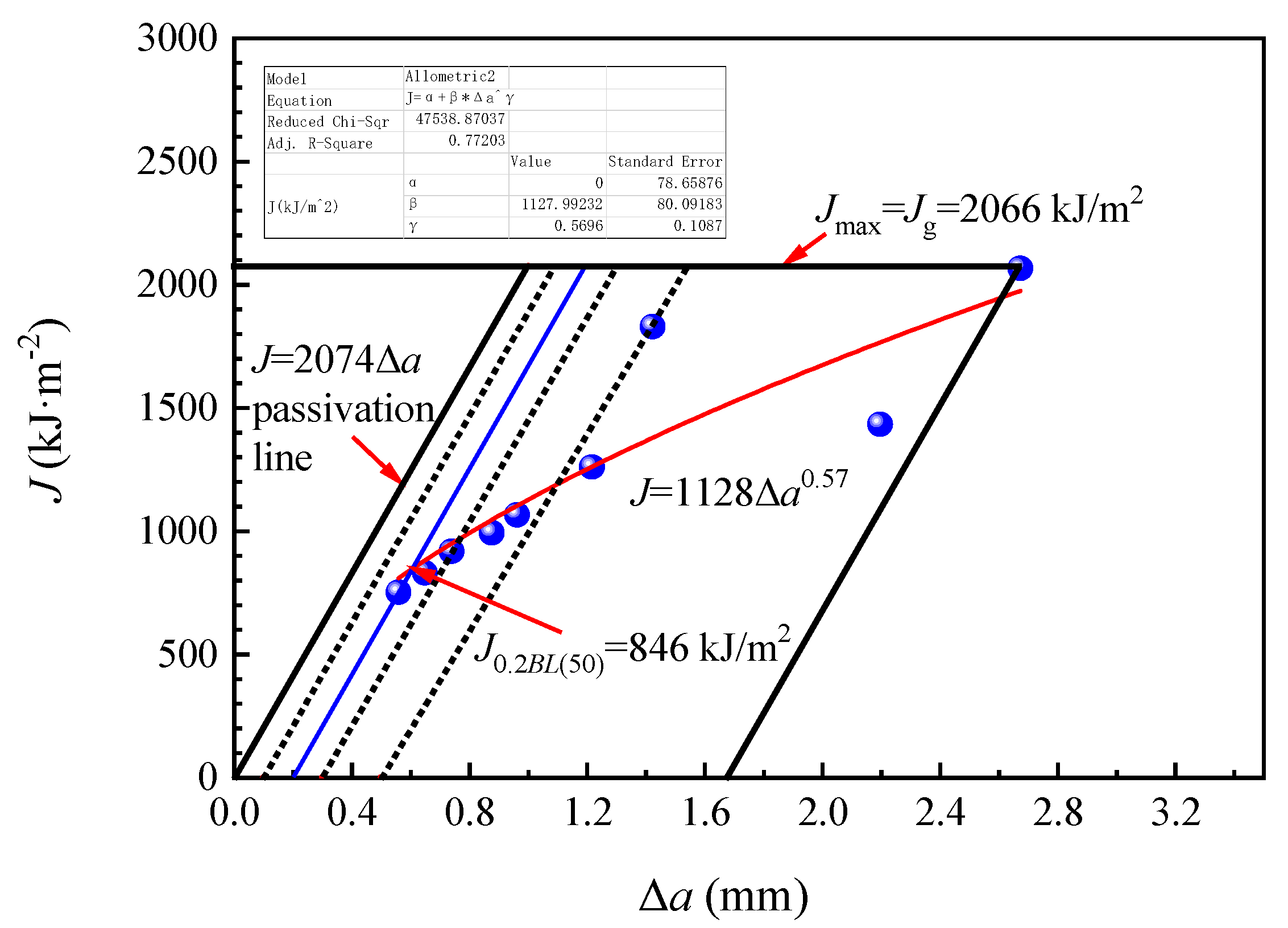
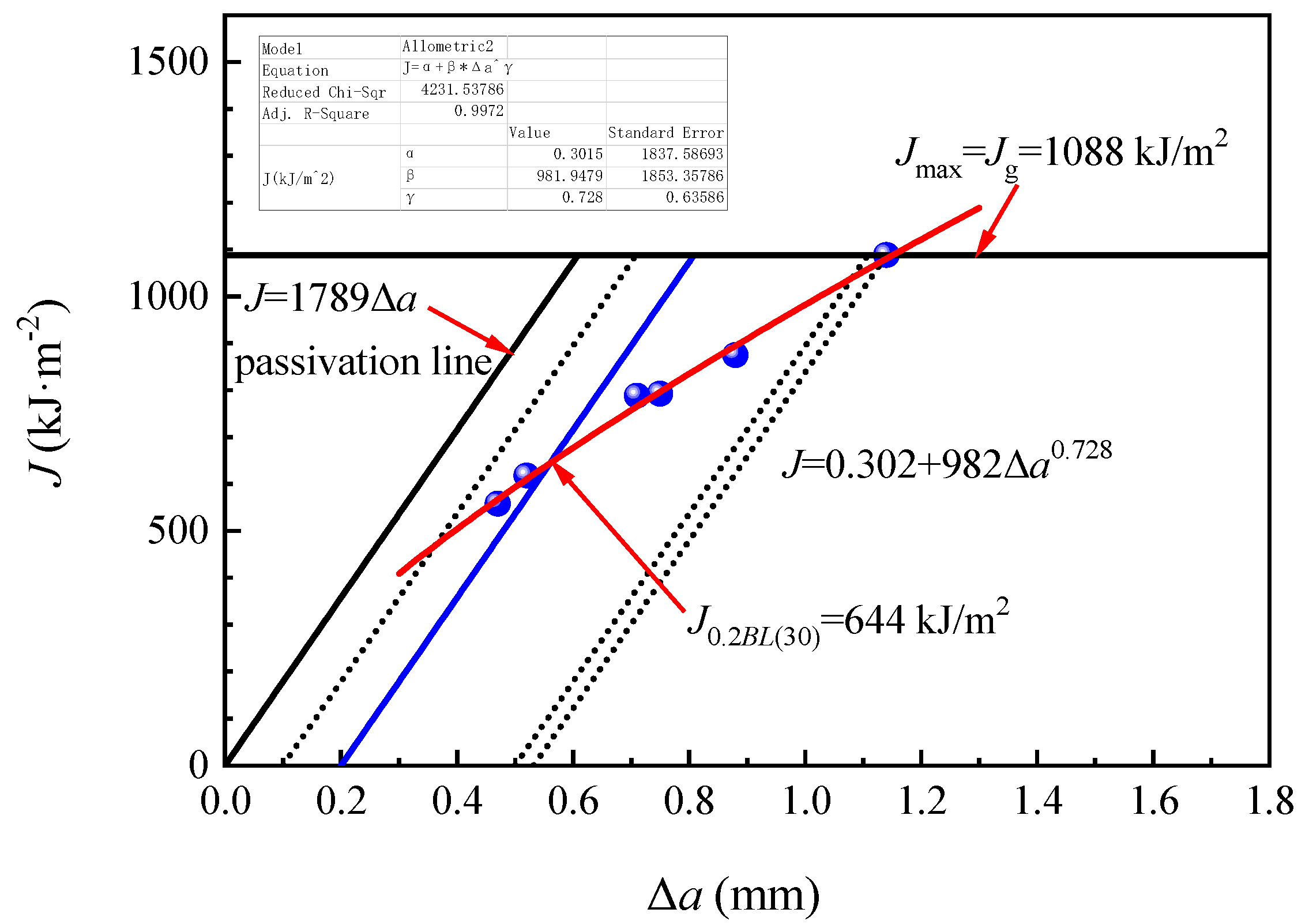
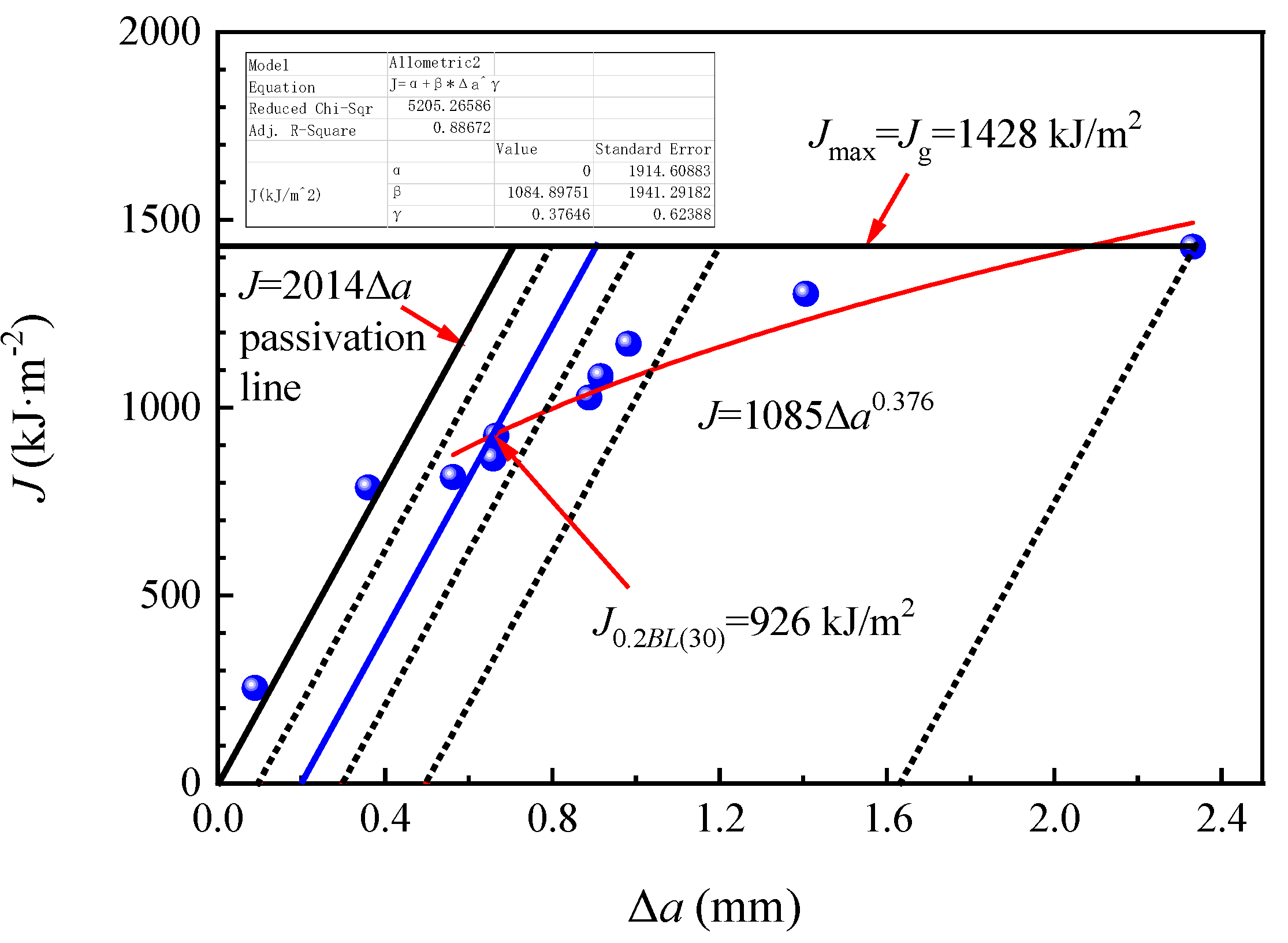
3.5. Fracture Toughness
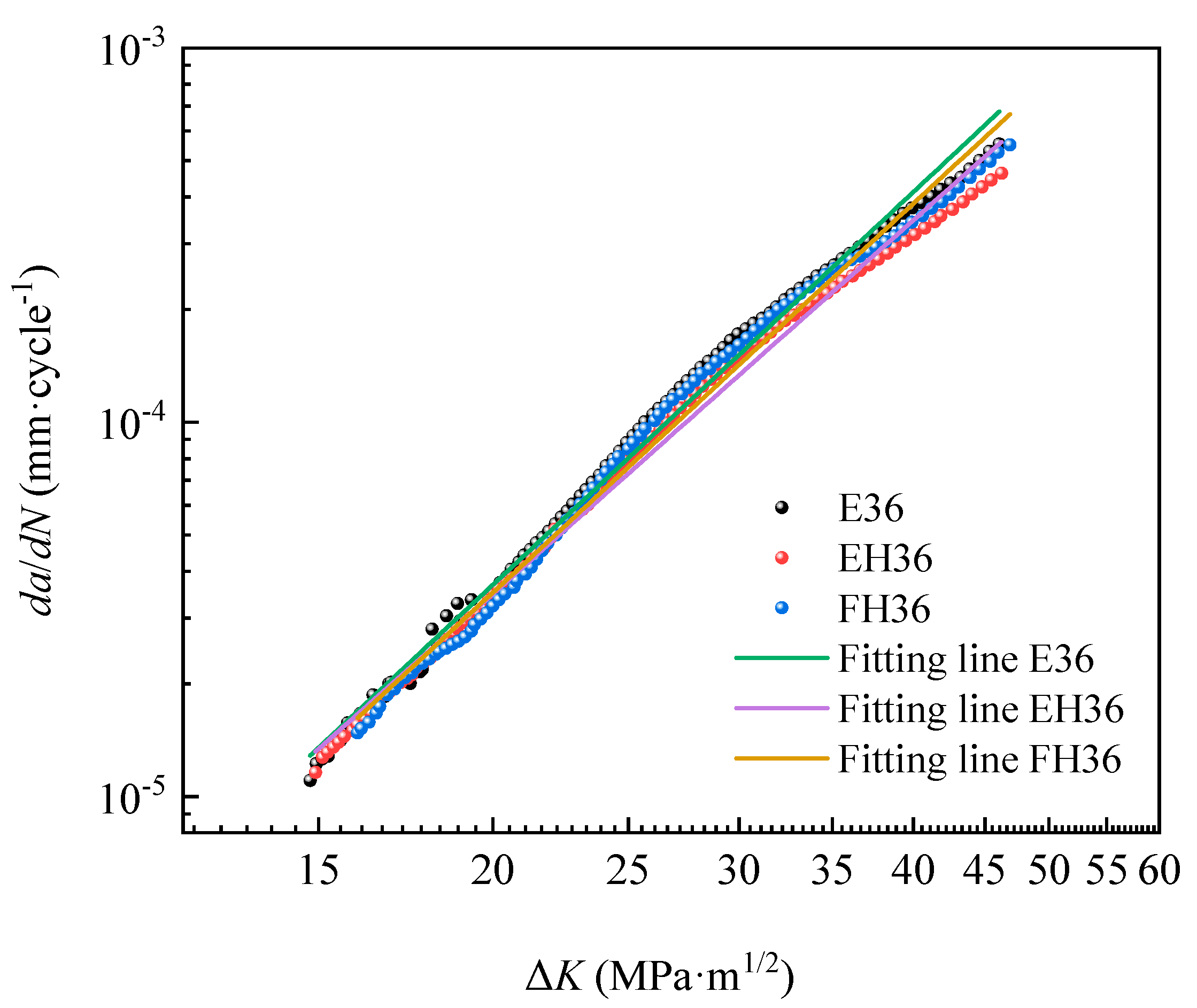
3.6. Fatigue Cracks Growth Rate
4. Conclusion
- The microstructure of E36, EH36, and FH36 ship plate steel at room temperature was composed of polygonal ferrite, pearlite, and granular carbides. The average grain sizes on 1/4 width sections (i.e., longitudinal sections) of the three grades of ship plate steel were, respectively, 5.4 μm, 10.8 μm and 11.9 μm. E36 ship plate steel has the lowest Mn and P content, so the average grain size was the least.
- EH36 and FH36 ship plate steel had the higher strength due to precipitation strengthening and grain boundary strengthening, while E36 ship plate steel had the lower strength due to the recovery phenomenon in the normalizing process. E36 ship plate steel had the best plasticity due to the strong {110} and {111} texture components, and obviously lowest impact toughness due to the higher C and S contents and lower Mn content.
- EH36 and FH36 ship plate steel had lower C and Si contents, higher Mn, Nb, V and Al contents resulting in higher KJ0.2BL(30) than E36 ship plate steel. The KJ0.2BL(30) of EH36 ship plate steel was higher than FH36 ship plate steel, which was related to the relatively higher Mn content and lower S, P, Cu, and Cr contents.
- When the ΔK value exceeded 21 MPa, E36 ship plate steel had a relatively larger fatigue crack growth rate due to the higher C content and significantly smaller grain size than EH36 and FH36 ship plate steel.
- The tensile test can be used as a simple, cheap, and stable test to evaluate impact toughness, fracture toughness and fatigue crack growth rate of E36, EH36, and FH36 ship plate steel.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Luo, Y. Research and Development of EH40 High-Strength Ship Steel. Master’s Thesis, Northeastern University, Shenyang, China, 2009; p. 2. [Google Scholar]
- Wu, J.; Shi, X.; Guo, H.; Guo, J. A mathematical model of mechanical properties influenced by manganese in DH36 high-strength ship plate steel. Chin. J. Eng. Des. 2016, 38, 101–108. [Google Scholar] [CrossRef]
- Peng, C.; Zhang, H.; Wu, J.; Shao, G.; Xu, L. Effect of heat treatment on the microstructure and mechanical property of high strength marine steel. Heat Treat. 2008, 23, 23–26. [Google Scholar] [CrossRef]
- Li, X. Research of the Microstructure and Properties based on Mg or Zr Treated Ship-Building Steel Plates. Master’s Thesis, Northeastern University, Shenyang, China, 2009; p. 123. [Google Scholar]
- Zhou, D.; Chai, Y.; Liang, R.; Yang Tong, S. Influence of V, V-N and V-Nb micro-alloying on microstructure and properties of high strength steel for shipbuilding. Heat Treat. Met. 2019, 44, 60–64. [Google Scholar] [CrossRef]
- Zhang, J. Study on 36kg high strength hull plate produced by TMCP. Wide Plate 2009, 15, 15–18. [Google Scholar]
- Gao, X.; Qiu, C.; Du, L. Effect of rolling process on microstructure and mechanical properties of EH36 ship plate steel. Mater. Mech. Eng. 2010, 34, 5–7. [Google Scholar]
- Liu, Y. Effect of rolling process on properties and microstructure of high strength and toughness ship plate steel. China Metal Bull. 2018, 3, 57–59. [Google Scholar] [CrossRef]
- Peng, C. Effect of normalization on microstructure and mechanical properties of high strength ship plate steel. Shanghai Met. 2008, 6, 13–17. [Google Scholar] [CrossRef]
- Liu, N.; Liao, W.; Wen, Z.; Yang, T. Effect of normalizing on impact property of EH36 grade shipbuilding steel after low temperature ageing. Baosteel Tech. 2012, 6, 27–31. [Google Scholar] [CrossRef]
- Hu, S.; Zeng, B.; Gu, Y.; Zhu, S.; Zeng, W.; Wu, J.; Zhang, H.; Zhu, A.; Lin, G. Normalization process of E36 grade ship plate steel. Heat Treat. Met. 2010, 35, 63–66. [Google Scholar]
- Tang, J.; Ma, Y.; Liu, Z.; Yue, Y.; Liu, D. Development of normalizing DH36 high strength hull plate steel. Heat Treat. Met. 2015, 40, 143–146. [Google Scholar]
- Shao, Z. Development status and prospect of domestic heat treatment process and facilities for medium plate. Shandong Metall. 2006, 3, 11–15. [Google Scholar] [CrossRef]
- Liu, H.; Yang, Y. Effect of subcritical quenching on microstructure and mechanical properties of EH36 steel for ship plate. Hot Work. Tech. 2016, 45, 241–242. [Google Scholar]
- Li, X.; Yu, W.; Wan, D.; Zhang, J.; Wu, H.; Cai, Q. Effect of heat treatment process on microstructure and mechanical properties of F550 ship plate steel. J. Iron Steel Res. 2011, 23, 114–118. [Google Scholar]
- Standards Press of China. Unified test method for quasi-static fracture toughness of metallic materials. In Compilation of Chinese National Standards Revised in 2014 23; Standards Press of China: Beijing, China, 2015; p. 285. [Google Scholar]
- General administration of quality supervision inspection and quarantine; Standardization Administration of China. Metallic materials-Fatigue testing-Fatigue crack growth method; GB/T 6398-2017.
- Chen, J. Chart and Data Handbook of Commonly Used in Steelmaking, 2nd ed.; Metallurgical Industry Press: Beijing, China, 2010; p. 391. [Google Scholar]
- Záhumensky, P.; Kohútek, I.; Semeňák, J. Austenite-ferrite transformation temperature regression equations for low carbon steel with cooling rate account. Mater. Sci. Eng. 2017, 1, 1–8. [Google Scholar] [CrossRef]
- Yang, B.; He, J.; Zhang, G. Vanadium-Based Material Manufacturing; Metallurgical Industry Press: Beijing, China, 2014; p. 176. [Google Scholar]
- Kelton, K.F.; Greer, A.L. Nucleation in Condensed Matter Applications in Materials and Biology; National Defense Industry Press: Beijing, China, 2015; p. 286. [Google Scholar]
- Japan Iron and Steel Association. Properties and Tests of Steel; Shanghai Scientific and Technical Publishers: Shanghai, China, 1981; p. 76. [Google Scholar]
- Wu, J.; Yang, W.; Guo, H.; Yu, M.; Shi, X.; Duan, S. Comprehensive strengthening mechanism of DH36 high-strength ship plate steel. Nonferr. Met. Soc. Eng. 2017, 8, 19–25. [Google Scholar] [CrossRef]
- Li, C.; Duan, R.; Fu, W.; Gao, H.; Wang, D.; Di, X. Improvement of mechanical properties for low carbon ultra-high strength steel strengthened by Cu-rich multistructured precipitation via modification to bainite. Mater. Sci. Eng. A 2021, 141337, 1–13. [Google Scholar] [CrossRef]
- Nieh, T.; Wadsworth, J. Hall-Petch relation in nanocrystalline solids. Scripta Metal. Mater. 1991, 25, 955–958. [Google Scholar] [CrossRef]
- Hughes, D. Microstructure evolution, slip patterns and flow stress. Mater. Sci. Eng. A 2001, 319–321, 46–54. [Google Scholar] [CrossRef]
- Batte, A.; Honeycombe, R. Precipitation of vanadium carbide in ferrite. J. Iron Steel Inst. 1973, 211, 284–289. [Google Scholar]
- Gladman, T. The Physical Metallurgy of Micro-Alloyed Steel; Institute of Materials: London, UK, 1997. [Google Scholar]
- Huo, X.; Li, L. Physical Metallurgy of Steel; Metallurgical Industry Press: Beijing, China, 2017; p. 24. [Google Scholar]
- Yen, H.; Chen, P.; Huang, C.; Yang, J. Interphase precipitation of nanometer-sized carbides in atitanium-molybdenum-bearing low-carbon steel. Acta Mater. 2011, 59, 6264–6274. [Google Scholar] [CrossRef]
- Shi, X.; Wu, J.; Guo, H.; Guo, J.; Duan, S.; Yang, W. Precipitation behaviors of carbides and carbonitrides in DH36 high-strength ship plate steel. J. Cent. South Univ. 2018, 49, 518–528. [Google Scholar] [CrossRef]
- Fu, J.; Li, G.; Yu, Y.; Mao, X.; Fang, K. Comprehensive strengthening mechanism of steel based on nano-scale cementite precipitates. Strateg. Study CAE 2011, 13, 31–42. [Google Scholar] [CrossRef]
- Jiao, Z.; Luan, J.; Zhang, Z. Synergistic effects of Cu and Ni on nanoscale precipitation and mechanical properties of high-strength steel. Acta Mater. 2013, 61, 5996–6005. [Google Scholar] [CrossRef]
- Yu, Y. Principles of Metallogy; Metallurgical Industry Press: Beijing, China, 2013; p. 805. [Google Scholar]
- Guan, X.; Wang, X.; Feng, P.; Zhu, X. Development on texture of super-low carbon high-strength BH steel plate. Res. Iron Steel 1995, 5, 22–25. [Google Scholar]
- Park, Y.; Lee, D.; Gottstein, G. Effect of hot rolling condition on the development of textures in ultra low carbon steel. J. Mater. Process Technol. 1994, 45, 471–476. [Google Scholar] [CrossRef]
- Kang, J.; Kim, D.; Lee, H. Texture development in low carbon sheet steels for automotive application. In Proceedings of the International Conference on Microstructure and Texture in Steel and Other Materials, Jamshedpur, India, 5–7 February 2008. [Google Scholar]
- Song, Y. Design, Selection and Prediction of Metal Materials; China Machine Press: Beijing, China, 1998; p. 193. [Google Scholar]
- Liu, Z.; Jiang, L. Physical Metallurgical Principle and Production Technology of Ferritic Stainless Steel; Metallurgical Industry Press: Beijing, China, 2014; pp. 28–30. [Google Scholar]
- Zhou, Q.; Fan, J.; Cheng, H.; Dong, C. Research on ductile fracture toughness test of 921A Steel. Press. Vessel Technol. 2016, 33, 1–7. [Google Scholar] [CrossRef]
- Tao, Y. Relationship between fracture toughness and other mechanical properties. J. Southwest Jiaotong Univ. 1980, 4, 54–63. [Google Scholar]
- Paris, P.; Erdogan, F. A critical analysis of crack propagation laws. J. Basic Eng. 1963, 85, 528–533. [Google Scholar] [CrossRef]
- Tong, L.; Ren, Z.; Jing, S.; Niu, L. Experimental study on fatigue crack growth rate of high strength structural steel series. Eng. Mech. 2020, 37, 191–201. [Google Scholar] [CrossRef]
- Wang, G.; Ke, W. Microscopic process of metal fatigue. J. Mater. Sci. 1984, 3, 26–36. [Google Scholar]
- Wang, Y. Estimation of fracture toughness by fatigue crack growth rate. Acta Aeronaut. Astronaut. Sin. 1997, 6, 728–731. [Google Scholar] [CrossRef]
- Zhou, X. The Impact Toughness and Mechanical Properties and Fatigue Crack Propagation Rate Research of High-Strength Steel. Master’s Thesis, Shenyang Aerospace University, Shenyang, China, 2009; p. 11. [Google Scholar]
- Feng, X.; Wang, X. An empirical formula for expressing the influence of yield strength and plane strain fracture toughness of steel on their fatigue crack propagation rate. Mater. Sci. Technol. 1984, 2, 1–9. [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Grade | Chemical Composition | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | S | P | Nb | V | Ti | Al | Cu | Cr | Ni | Mo | |
| E36 | 0.14 | 0.3 | 1.25 | 0.0021 | 0.015 | 0.026 | 0.002 | 0.032 | 0.032 | 0.016 | 0.05 | 0.042 | 0.01 |
| EH36 | 0.10 | 0.15 | 1.55 | 0.003 | 0.018 | 0.04 | 0.05 | 0.012 | 0.035 | - | - | - | - |
| FH36 | 0.06 | 0.15 | 1.35 | 0.005 | 0.022 | 0.04 | 0.045 | 0.017 | 0.045 | 0.12 | 0.18 | 0.38 | - |
| Grade | Rolling Process Parameters | Cooling Process Parameters | Heat Treatment Parameters |
|---|---|---|---|
| E36 | Hot rolling to 110 mm, final rolling temperature 822 °C, final thickness 50 mm | Air cooling | Heating at 860 °C for 90 min and air cooling |
| EH36 | At first stage rough rolling to 130 mm, at second stage start rolling temperature 860 °C in the of finish rolling, final rolling temperature 830 °C, rolling deformation rate 2–5/s, final thickness of steel plate 50 mm, total reduction rate 80% | Open cooling temperature 820 °C, the final cooling temperature 560 °C, and the cooling rate 10.4 °C/s | - |
| FH36 | At first stage rough rolling to 150 mm, at second stage start rolling temperature 830 °C of finish rolling, final rolling temperature 800 °C, rolling deformation rate 2–4/s, final thickness of steel plate 60 mm, total reduction rate 76% | Open cooling temperature 780 °C, the final cooling temperature 500 °C, and the cooling rate 7.3 °C/s | - |
| Element | C | Si | Mn | Al | Cu | Ni | Cr | V | Ti | P |
|---|---|---|---|---|---|---|---|---|---|---|
| Ki | 360 | 83 | 37 | 60 | 38 | 0 | −30 | 3 | 80 | 470 |
| Grade | Strong Texture Component | Weak Texture Component |
|---|---|---|
| E36 | , , , | , , |
| EH36 | - | , , |
| FH36 | , |
| Grade | Paris Formula |
|---|---|
| E36 | da/dN = 1.07 × 10−9 (ΔK)3.49 |
| EH36 | da/dN = 1.68 × 10−9 (ΔK)3.32 |
| FH36 | da/dN = 1.13 × 10−9 (ΔK)3.45 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, D.; Zhang, P.; Peng, X.; Yan, L.; Li, G. Comparison of Microstructure and Mechanical Properties of High Strength and Toughness Ship Plate Steel. Materials 2021, 14, 5886. https://doi.org/10.3390/ma14195886
Wang D, Zhang P, Peng X, Yan L, Li G. Comparison of Microstructure and Mechanical Properties of High Strength and Toughness Ship Plate Steel. Materials. 2021; 14(19):5886. https://doi.org/10.3390/ma14195886
Chicago/Turabian StyleWang, Dong, Peng Zhang, Xingdong Peng, Ling Yan, and Guanglong Li. 2021. "Comparison of Microstructure and Mechanical Properties of High Strength and Toughness Ship Plate Steel" Materials 14, no. 19: 5886. https://doi.org/10.3390/ma14195886
APA StyleWang, D., Zhang, P., Peng, X., Yan, L., & Li, G. (2021). Comparison of Microstructure and Mechanical Properties of High Strength and Toughness Ship Plate Steel. Materials, 14(19), 5886. https://doi.org/10.3390/ma14195886