
Effect of Steel-Cutting Technology on Fatigue Strength of Steel Structures: Tests and Analyses


Abstract
:1. Introduction
2. Experiment
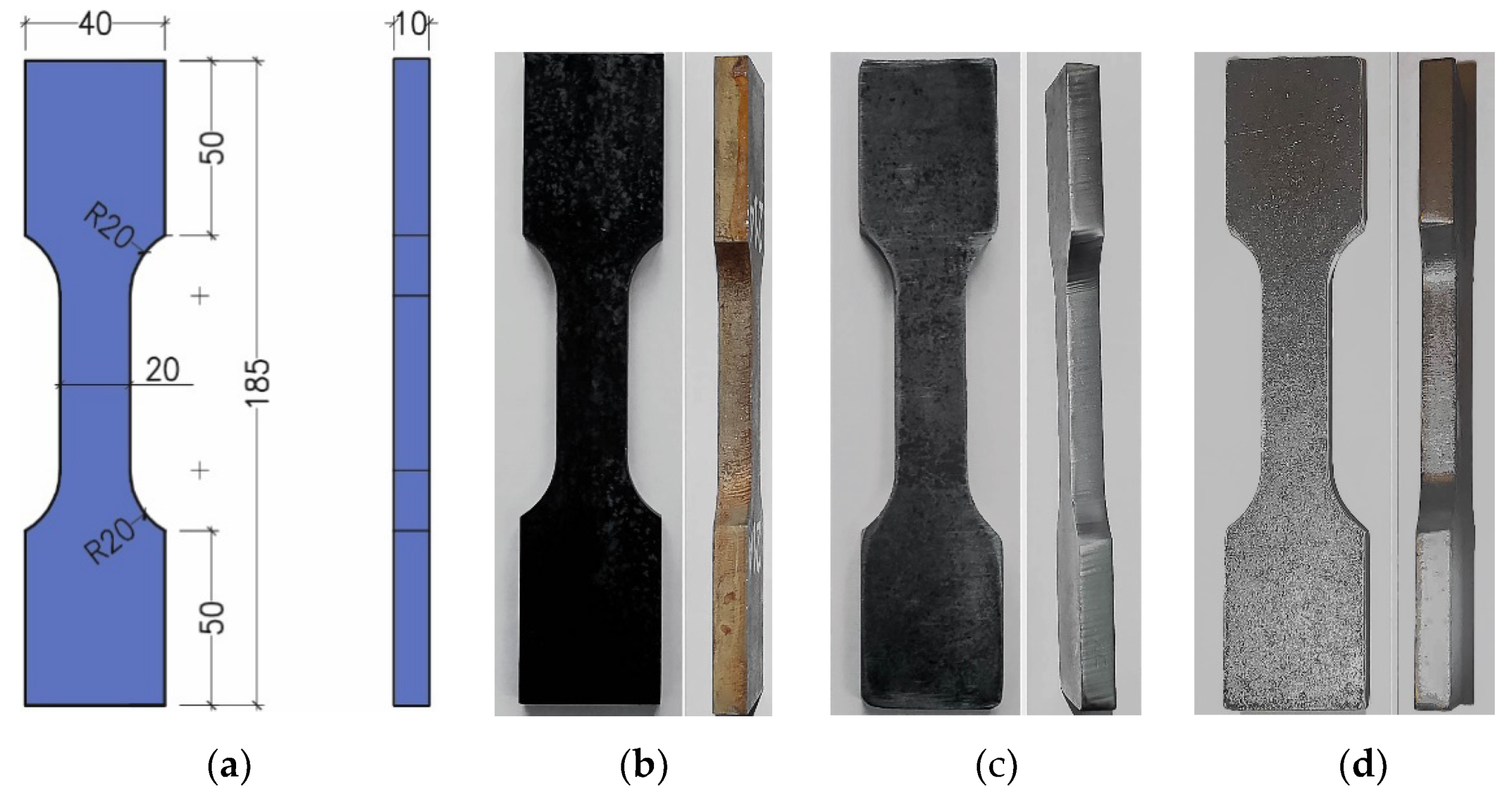
2.1. Test Specimens and Test Plan
2.2. Results
3. Cut Edge Conditions
3.1. Macroscopic and Microscopic Examinations of Fatigue Fractures
3.2. Investigations of Face-of-Cut Roughness
3.3. Microscopic Examinations of Metallurgical Polished Sections
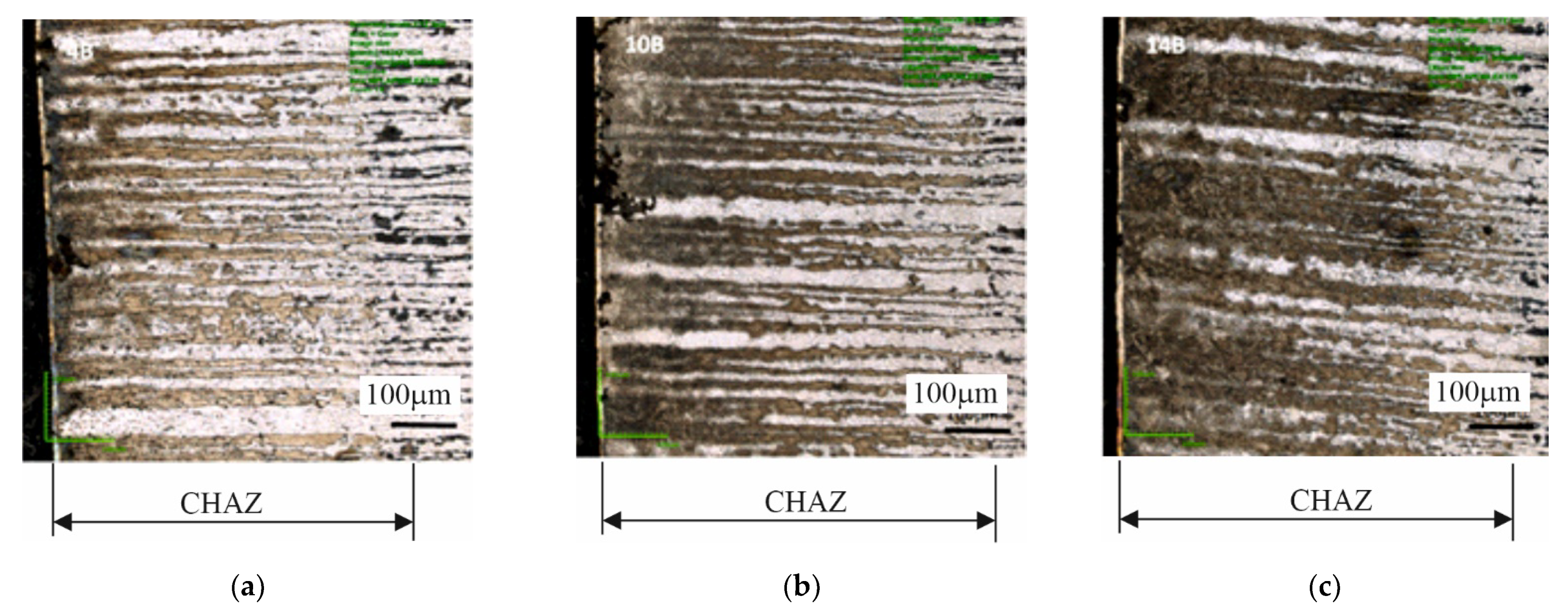
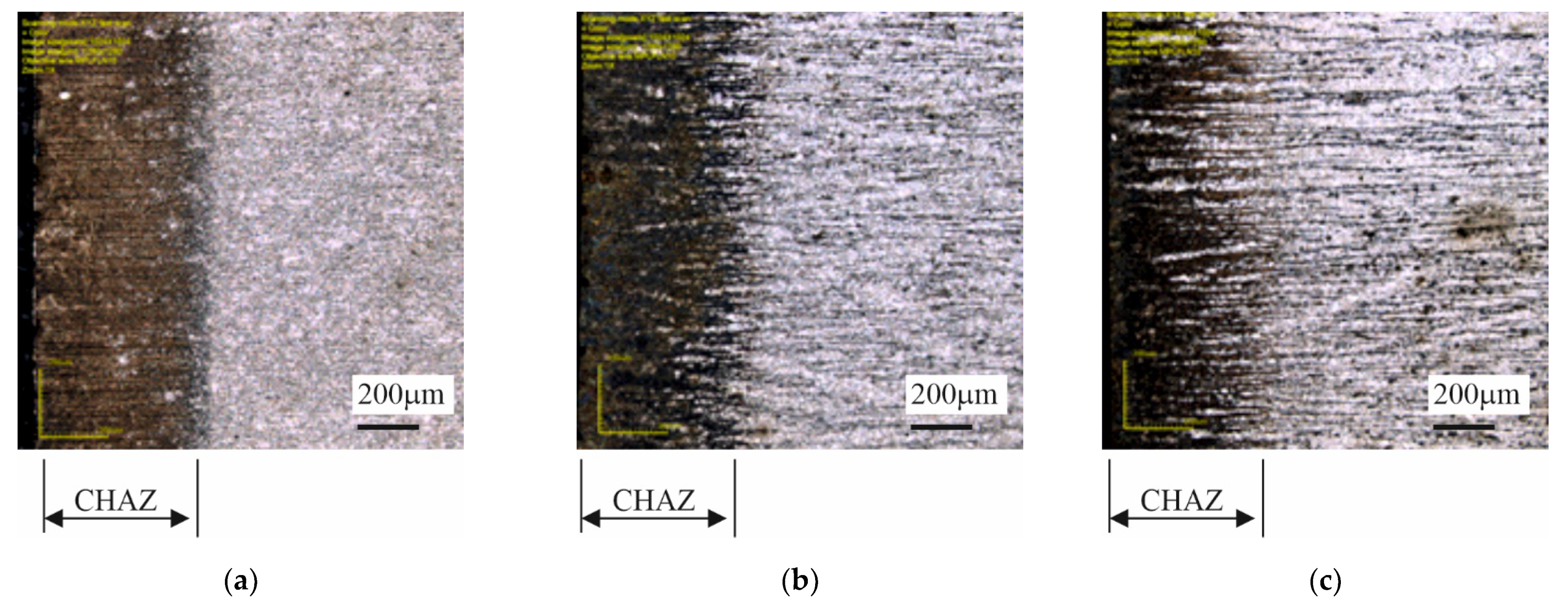
3.4. Investigations of Cut Heat-Affected Zone
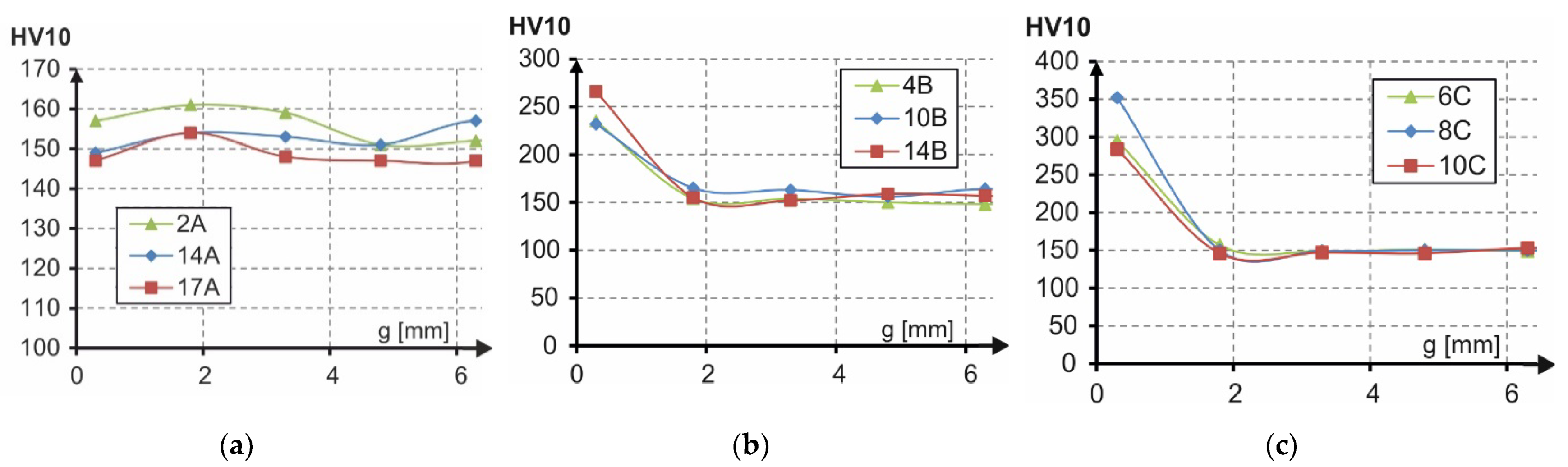
3.5. Hardness Tests
4. Analysis of Results
5. Conclusions
- The technology of cutting out dowels of the composite dowel type has a bearing on their fatigue strength. Connectors cut out using oxyacetylene cutting can have higher fatigue strength than the ones cut out using plasma cutting or water jet cutting;
- The effect of the technology used to cut out steel connectors of the composite dowel type can be greater than that of the condition of the face of the cut;
- The slopes of the fatigue strength curves determined for the cut-out specimens: mA = 10 for water jet cutting, mB = 17 for oxygen cutting, and mC = 8 for plasma cutting, corroborate the conservative standard recommendation m = 3 according to the work of [16];
- The FAT125 fatigue curve according to the work of [16] can be appropriate for the design of composite dowel connectors to be cut out using oxygen cutting, plasma cutting, and water jet cutting. Nevertheless, further experimental studies (the S-N curve method) need to be carried out on beam specimens of composite structures in order to verify the fatigue curve for the composite dowel connector.
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| CHAZ | Cut heat-affected zone |
| R | Stress ratio |
| ∆σ | Nominal stress range |
| F | Force |
| Nf | Number of cycles to failure |
| logA | Intercept of mean S-N curve |
| m | Slope of fatigue strength curve |
| Ra | Surface roughness |
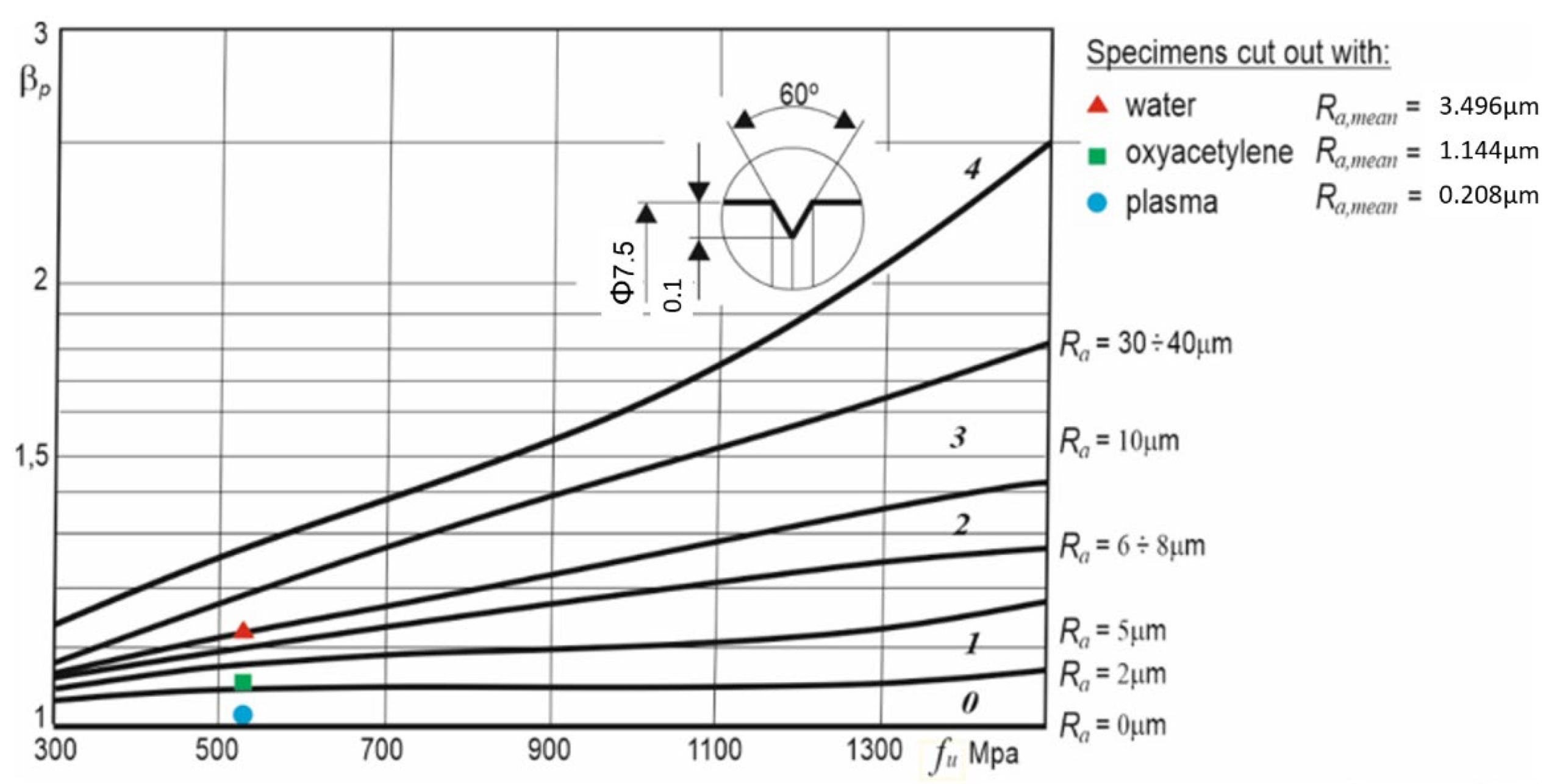
| βp | Coefficient of surface condition |
References
- Klimpel, A. Welding, Autogenous Welding and Cutting of Metals; Wydawnictwo Naukowo–Techniczne: Warszawa, Poland, 1999; pp. 633–654. (In Polish) [Google Scholar]
- Seidl, G.; Popa, N.; Zanon, R.; Lorenc, W.; Kożuch, M.; Rowiński, S.; Franssen, J.-M.; Fohn, T.; Hermosilla, C.; Farhang, A.; et al. RFCS Dissemination Knowledge Project PRECO+: Prefabricated Enduring Composite Beams Based on Innovative Shear Transmission, RFS2-CT-2011-00026 “PRECO+” Design Guide. Available online: http://www.stb.rwth-aachen.de/projekte/2005/INTAB/downloadPreco.php (accessed on 21 August 2021).
- Lorenc, W.; Kożuch, M.; Rowiński, S. The behaviour of puzzle-shaped composite dowels. Pt. 1, experimental study. J. Constr. Steel Res. 2014, 101, 482–499. [Google Scholar] [CrossRef]
- Lorenc, W.; Kożuch, M.; Rowiński, S. The behaviour of puzzle-shaped composite dowels. Pt. 2, Theoretical investigations. J. Constr. Steel Res. 2014, 101, 500–518. [Google Scholar] [CrossRef]
- Kożuch, M.; Rowinski, S. Elastic behaviour of the steel part of a shear connection with MCL composite dowels. Steel Constr. 2016, 9, 107–114. [Google Scholar] [CrossRef]
- Dudziński, W.; Pękalski, G.; Harnatkiewicz, P.; Kopczyński, A.; Lorenc, W.; Kożuch, M.; Rowiński, S. Study on fatigue cracks in steel-concrete shear connection with composite dowels. Arch. Civ. Mech. Eng. 2011, 11, 839–858. [Google Scholar] [CrossRef]
- Rowiński, S. Fatigue Strength of Steel Dowels in Innovative Shear Connection of Steel–Concrete Composite Beam. Ph.D. Thesis, Wrocław University of Technology, Wrocław, Poland, 2012; pp. 11–72. (In Polish). [Google Scholar]
- Rykaluk, K.; Marcinczak, K.; Rowiński, S. Fatigue hazards in welded plate crane runway girders–Locations, zauses and calculation. Arch. Civ. Mech. Eng. 2017, 18, 69–82. [Google Scholar] [CrossRef]
- Sperle, J.-O. Influence of parent metal strength on the fatigue strength of parent material with machined and thermally cut edges. Weld. World 2008, 52, 79–92. [Google Scholar] [CrossRef]
- Remes, H.; Korhonen, E.; Lehto, P.; Romanoff, J.; Niemelä, A.; Hiltunen, P.; Kontkanen, T. Influence of surface integrity on the fatigue strength of high-strength steels. J. Constr. Steel Res. 2013, 89, 21–29. [Google Scholar] [CrossRef]
- Stenberg, T.; Lindgren, E.; Barsoum, Z.; Barmicho, I. Fatigue assessment of cut edges in high strength steel-influence of surface quality. Mater. Sci. Eng. Technol. 2017, 48, 556–569. [Google Scholar] [CrossRef]
- Lillemäe, I.; Liinalampi, S.; Lehtimäki, E.; Remes, H.; Lehto, P.; Romanoff, J.; Ehlers, S.; Niemelä, A. Fatigue strength of high strength steel after shipyard production process of plasma cutting, grinding and sandblasting. Weld. World 2018, 62, 1273–1284. [Google Scholar] [CrossRef] [Green Version]
- García, T.; Álvarez, J.A.; Cicero, S.; Carrascal, I.; Martin-Meizoso, A. Effect of thermal cutting methods on the fatigue life of high strength structural steel S690Q. In Proceedings of the ASME Proceeding 2015 Pressure Vessel and Piping Conference, Anaheim, CA, USA, 19–23 July 2015. [Google Scholar]
- Garcia, T.; Cicero, S.; Carrascal, I.; Madrazo, V.; Alvarez, J.A. Effect of cutting method on fatigue crack initiation and fatigue life of structural steel S355M. In Proceedings of the ASME Proceeding 2014 Pressure Vessel and Piping Conference, Anaheim, CA, USA, 20–24 July 2014; Volume 3. [Google Scholar]
- Cicero, S.; García, T.; Álvarez, J.A.; Bannister, A.; Klimpel, A.; Martín-Meizoso, A.; Aldazabal, J. Fatigue behavior of high strength steel S890Q containing thermally cut straight edges. Procedia Eng. 2016, 160, 246–253. [Google Scholar] [CrossRef]
- Eurocode 3: Design of Steel Structures. Part 1–9: Fatigue. 2005. Available online: https://www.phd.eng.br/wp-content/uploads/2015/12/en.1993.1.9.2005-1.pdf (accessed on 20 September 2021).
- PN-EN ISO 6507-1:1999. Metals. Vickers hardness measurement. In Test Method; ISO: Geneva, Switzerland, 1999. (In Polish)
- Diekhoff, P.; Hensel, J.; Nitschke-Pagel, T.; Dilger, K. Investigation on fatigue strength of cut edges produced by various cutting methods for high-strength steel. Weld. World 2020, 64, 545–561. [Google Scholar] [CrossRef] [Green Version]
- Keating, P.B.; Fisher, J.W. Evaluation of fatigue tests and design criteria on welded details. In National Cooperative Highway Research Program (NCHRP), Report 286; Transportation Research Board: Washington, DC, USA, 1986. [Google Scholar]
- Dietrich, M. Fundamentals of Machine Construction; Wydawnictwo Naukowo–Techniczne: Warszawa, Poland, 1999; Volume 1, pp. 319–485. (In Polish) [Google Scholar]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimen Type | Δσ (MPa) | Specimen Type | Δσ (MPa) | Specimen Type | Δσ (MPa) |
|---|---|---|---|---|---|
| A Water jet cutting | 150 | B Oxyacetylene cutting | 200 | C Plasma cutting | 125 |
| 175 | 225 | 150 | |||
| 200 | 250 | 175 | |||
| 300 | 300 | 200 | |||
| 325 | - | 225 | |||
| 350 | - | - |
| Specimen No. (-) | F (kN) | Δσ (MPa) | Nf (Cycles) |
|---|---|---|---|
| 12A | 30 | 150 | 5,402,341 |
| 13A | 5,467,028 | ||
| 18A | 5,034,480 | ||
| 11A | 35 | 175 | 779,609 |
| 16A | 1,209,227 | ||
| 17A | 2,744,983 | ||
| 14A | 40 | 200 | 536,918 |
| 15A | 336,773 | ||
| 1A | 60 | 300 | 7619 |
| 2A | 9174 | ||
| 3A | 8339 | ||
| 7A | 65 | 325 | 3722 |
| 8A | 3330 | ||
| 9A | 3339 | ||
| 5A | 70 70 | 350 350 | 2175 |
| 6A | 2225 | ||
| 4A | 2129 | ||
| 22A | 1225 |
| Specimen No. (-) | F (kN) | Δσ (MPa) | Nf (Cycles) |
|---|---|---|---|
| 13B | 40 | 200 | 5,476,832 |
| 14B | 3,463,974 | ||
| 8B | 45 | 225 | 5,249,668 |
| 9B | 3,475,725 | ||
| 10B | 3,568,974 | ||
| 11B | 5,882,781 | ||
| 12B | 2,870,595 | ||
| 3B | 50 | 250 | 338,745 |
| 4B | 1,030,958 | ||
| 5B | 60 | 300 | 13,463 |
| 6B | 32,353 | ||
| 7B | 15,718 |
| Specimen No. (-) | F (kN) | Δσ (MPa) | Nf (Cycles) |
|---|---|---|---|
| 12C | 25 | 125 | 5,000,000 |
| 13C | 5,000,000 | ||
| 14C | 5,000,000 | ||
| 7C | 30 | 150 | 5,000,000 |
| 10C | 1,714,866 | ||
| 11C | 430,863 | ||
| 3C | 35 | 175 | 1,143,120 |
| 5C | 444,094 | ||
| 6C | 716,537 | ||
| 9C | 40 | 200 | 196,487 |
| 2C | 45 | 225 | 141,694 |
| 4C | 70,782 | ||
| 8C | 108,665 |
| Cutting Technology | Regression Curve Equation | Fatigue Category Δσc (MPa) | Fatigue Curve Slope m |
|---|---|---|---|
| water A | Δσ = 764.6∙(N)−0.105 | 167 | 10 |
| oxyacetylene B | Δσ = 531.6∙(N)−0.059 | 226 | 17 |
| plasma C | Δσ = 990.6∙(N)−0.132 | 146 | 8 |
| Specimen No. (-) | Ra (μm) | Ra,mean (μm) | |
|---|---|---|---|
| L | P | ||
| 2A | 3.358 | 3.529 | 3.496 |
| 14A | 3.889 | 3.311 | |
| 17A | 3.715 | 3.172 | |
| 4B | 1.531 | 1.719 | 1.444 |
| 10B | 1.158 | 1.166 | |
| 14CB | 1.530 | 1.561 | |
| 6C | 0.296 | 0.369 | 0.208 |
| 8C | 0.314 | 0.269 | |
| 10C | 0.355 | 0.329 | |
| Specimen No. (-) | CHAZ (μm) |
|---|---|
| 4B | 450 |
| 10B | 550 |
| 14B | 550 |
| 6C | 505 |
| 8C | 517 |
| 10C | 475 |
| Cutting Technology | βp (-) | Difference between βp Results (%) | Δσc (MPa) | Difference between Δσc Results (%) |
|---|---|---|---|---|
| Water (A) | 1.13 | 12 | 167 | 14 |
| Oxyacetylene (B) | 1.05 | 4 | 226 | 55 |
| Plasma (C) | 1.01 | 0 | 146 | 0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rowiński, S. Effect of Steel-Cutting Technology on Fatigue Strength of Steel Structures: Tests and Analyses. Materials 2021, 14, 6097. https://doi.org/10.3390/ma14206097
Rowiński S. Effect of Steel-Cutting Technology on Fatigue Strength of Steel Structures: Tests and Analyses. Materials. 2021; 14(20):6097. https://doi.org/10.3390/ma14206097
Chicago/Turabian StyleRowiński, Sławomir. 2021. "Effect of Steel-Cutting Technology on Fatigue Strength of Steel Structures: Tests and Analyses" Materials 14, no. 20: 6097. https://doi.org/10.3390/ma14206097
APA StyleRowiński, S. (2021). Effect of Steel-Cutting Technology on Fatigue Strength of Steel Structures: Tests and Analyses. Materials, 14(20), 6097. https://doi.org/10.3390/ma14206097