
Coatings Based on Phosphate Cements for Fire Protection of Steel Structures



Abstract
:1. Introduction
2. Materials and Methods
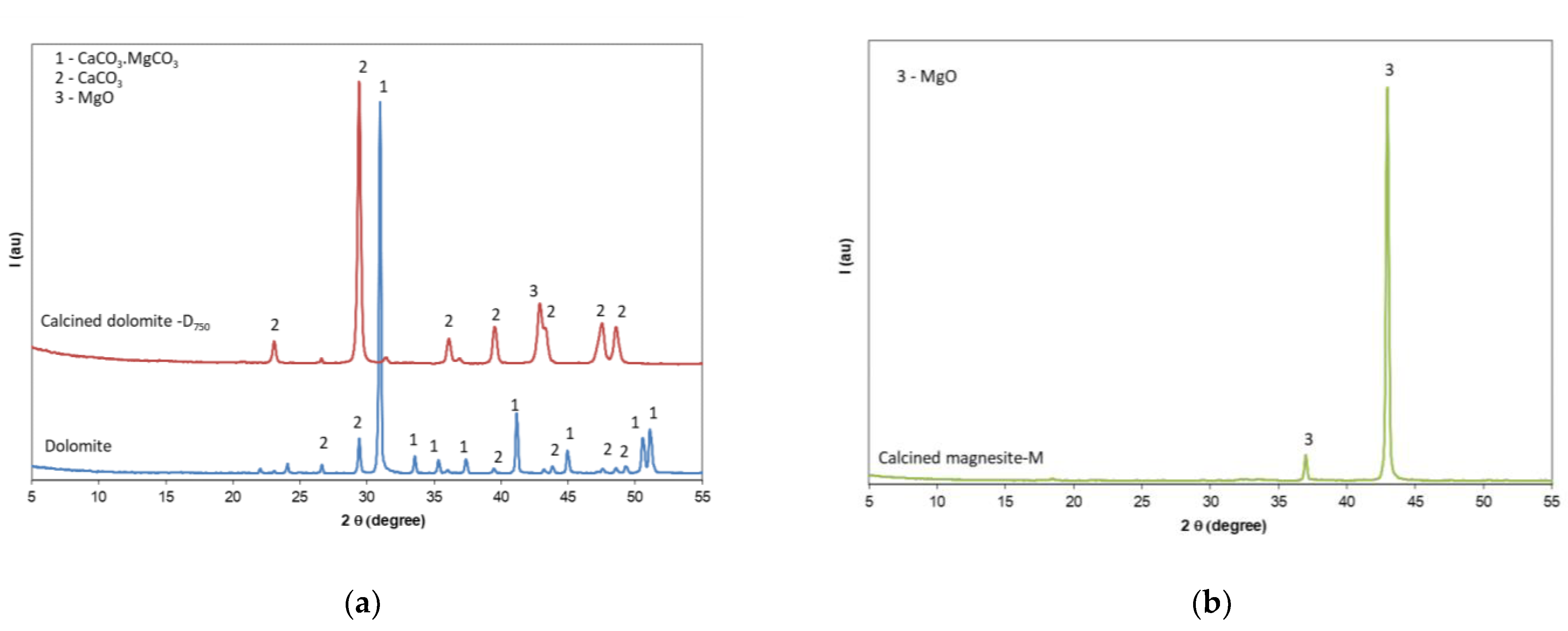
- Dolomite calcined at 750 °C for 3 h (D750); the natural dolomite (Rodbungrup, Bucharest, Romania), submitted to this thermal treatment, had a content of 47% CaCO3 and 37.5% MgCO3 [6];
- KH2PO4 (MKP)—chemical reagent (Sigma-Aldrich, Darmstadt, Germany);
- Sodium tetraborate decahydrate (Na2B4O7·10H2O)—chemical reagent (Sigma-Aldrich, Darmstadt, Germany);
- Tap water.
- mi = the coating mass before the test (g).
- mf = the coating mass after the test (g).
3. Results
4. Conclusions
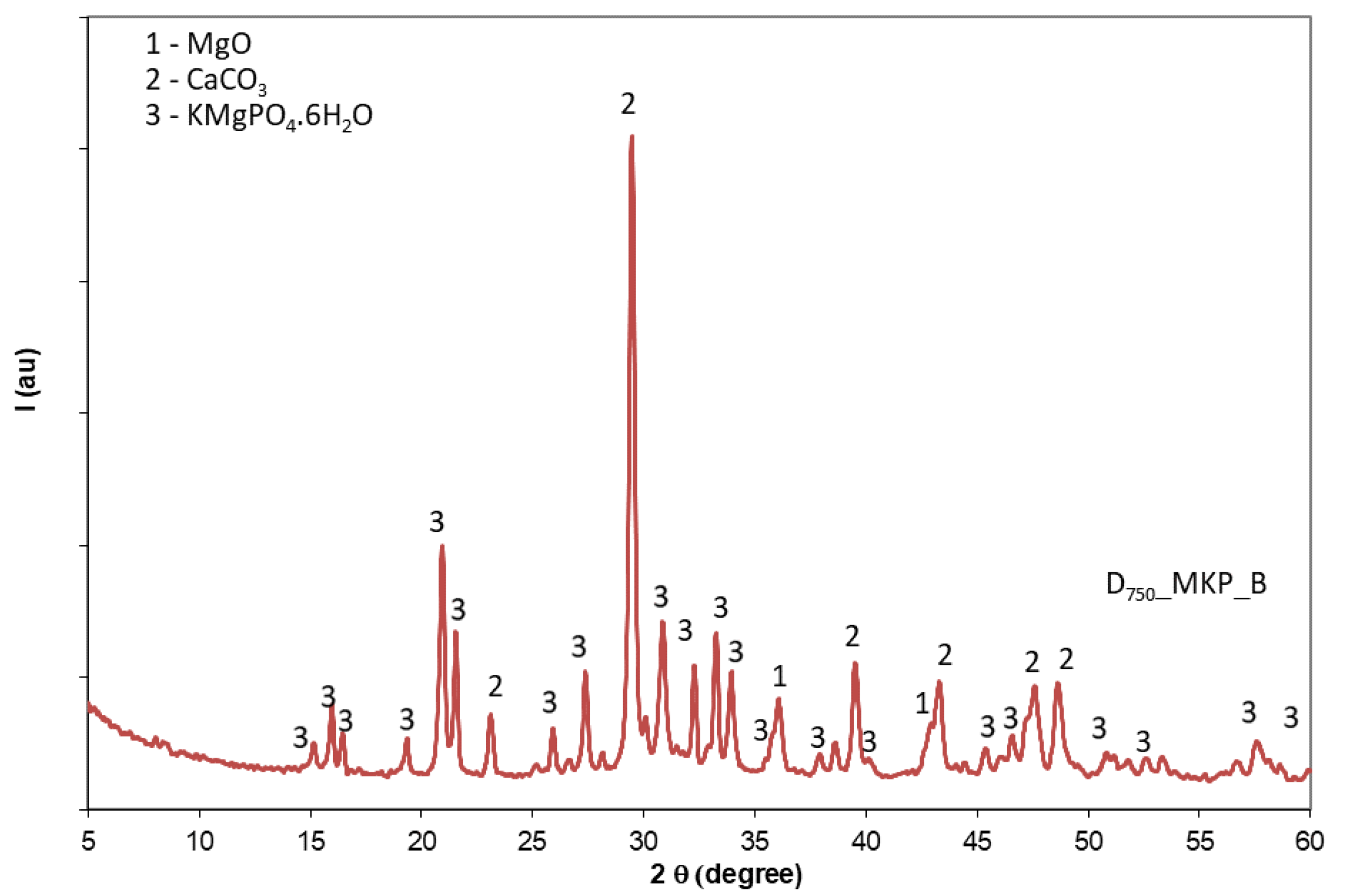
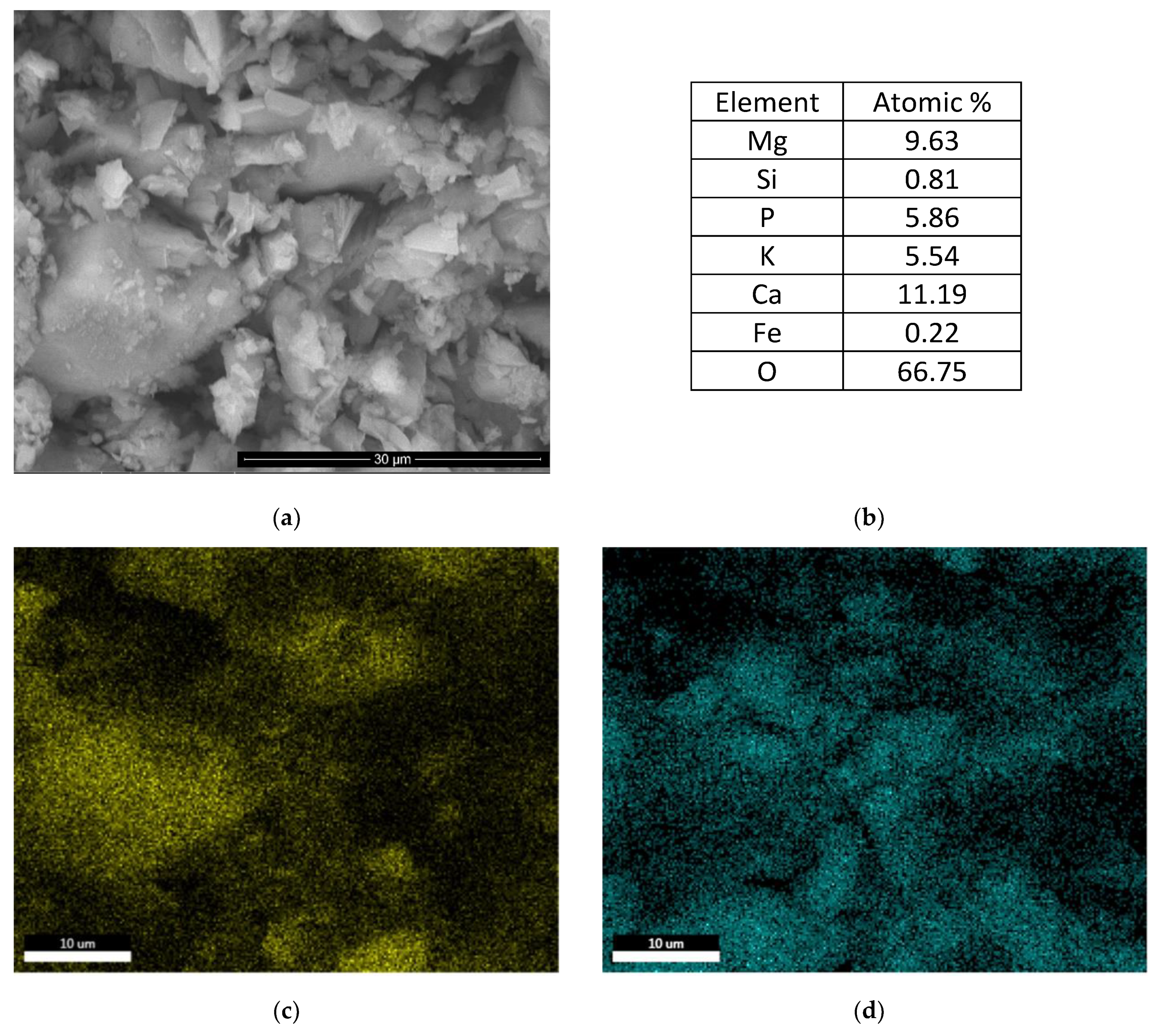
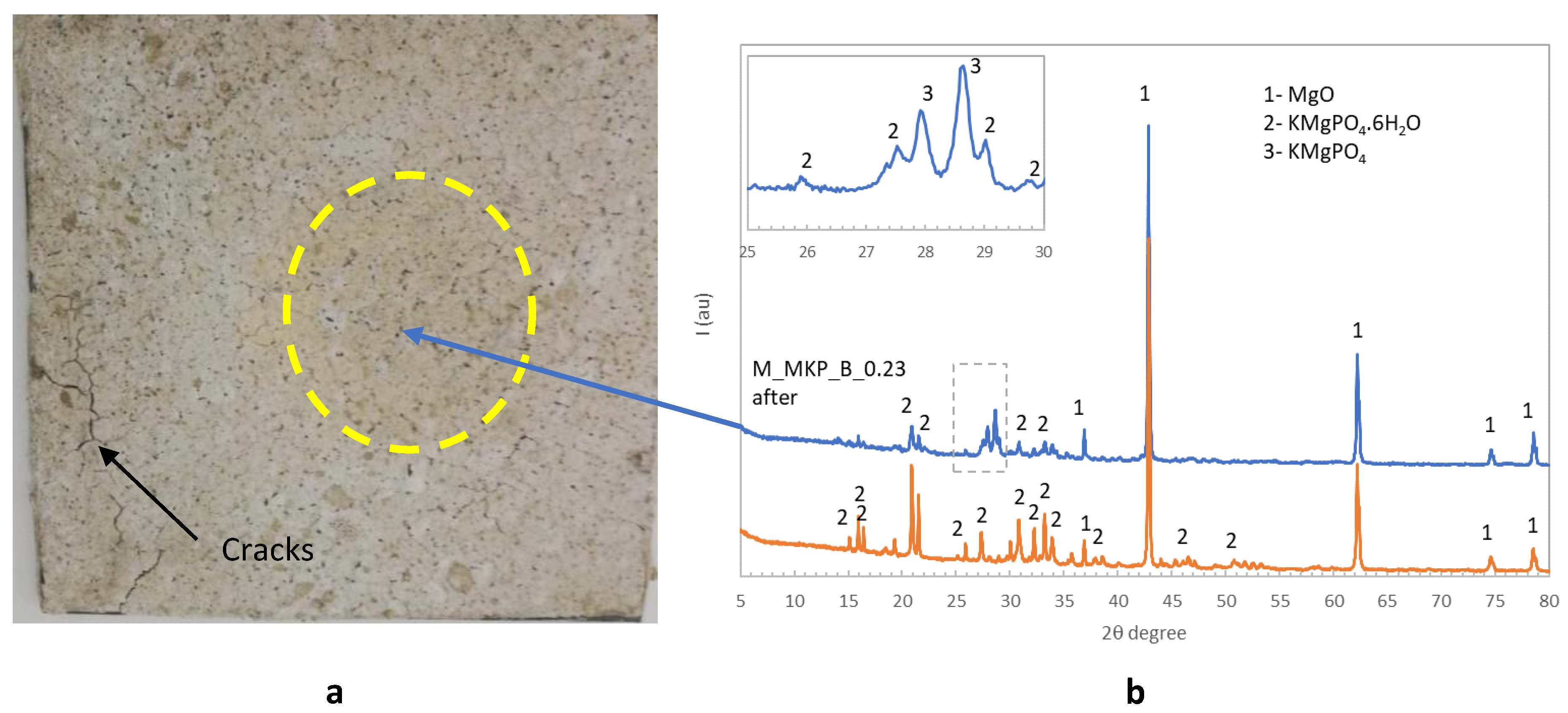
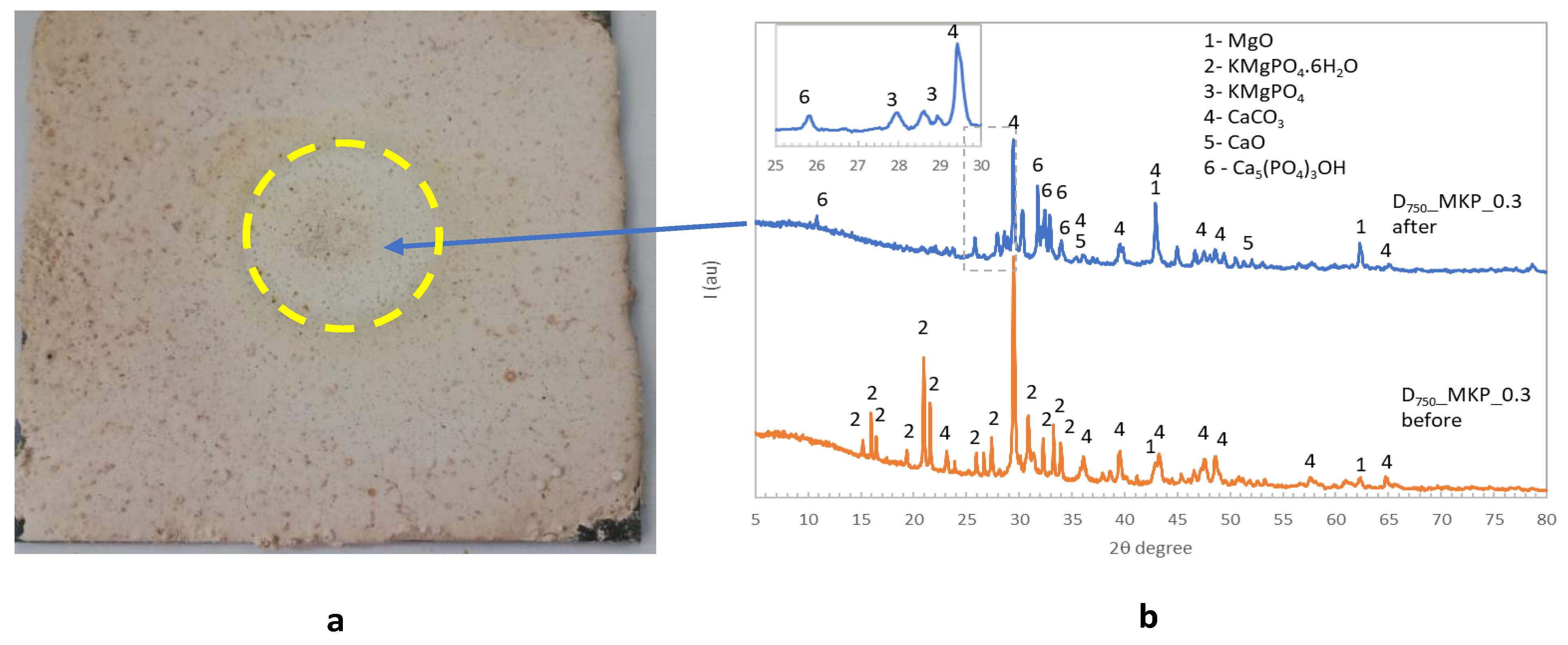
- The partial calcination of dolomite at a relatively low temperature (750 °C) permits the obtention of a mixture of MgO and CaCO3. The calcium magnesium phosphate cements (CMPC) resulting when partially calcined dolomite is mixed with a KH2PO4 solution contains the main crystalline compounds MgO, CaCO3, and K-struvite.
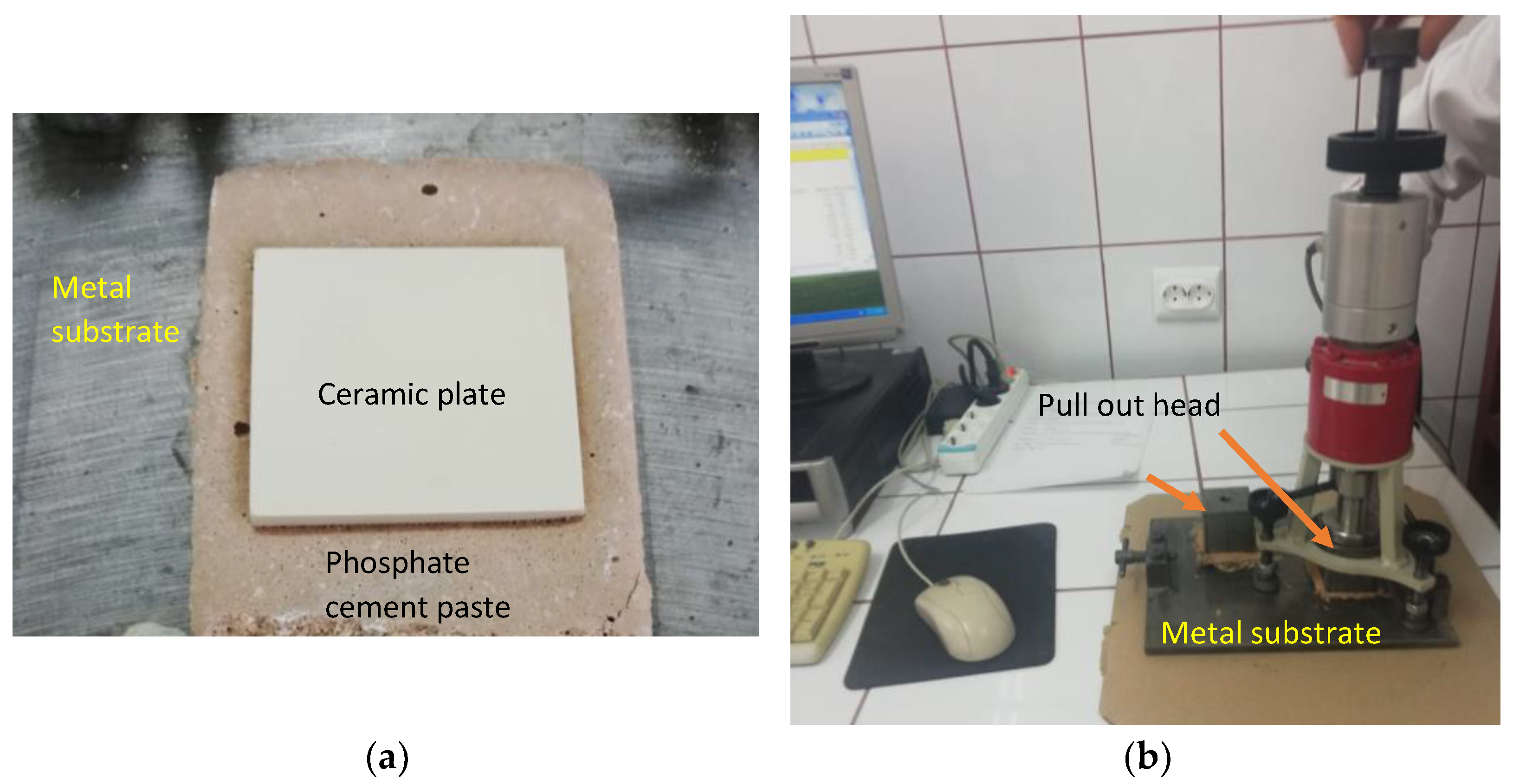
- The adhesion strength of magnesium phosphate cement (MPC) paste (based on dead burned magnesite) to a metal substrate is higher as compared to that of a ceramic substrate. The calcium phosphate cements (based on partially calcined dolomite) had better adhesive strength to the metal substrate as compared with the Portland cement paste after a short period of curing (2 days).
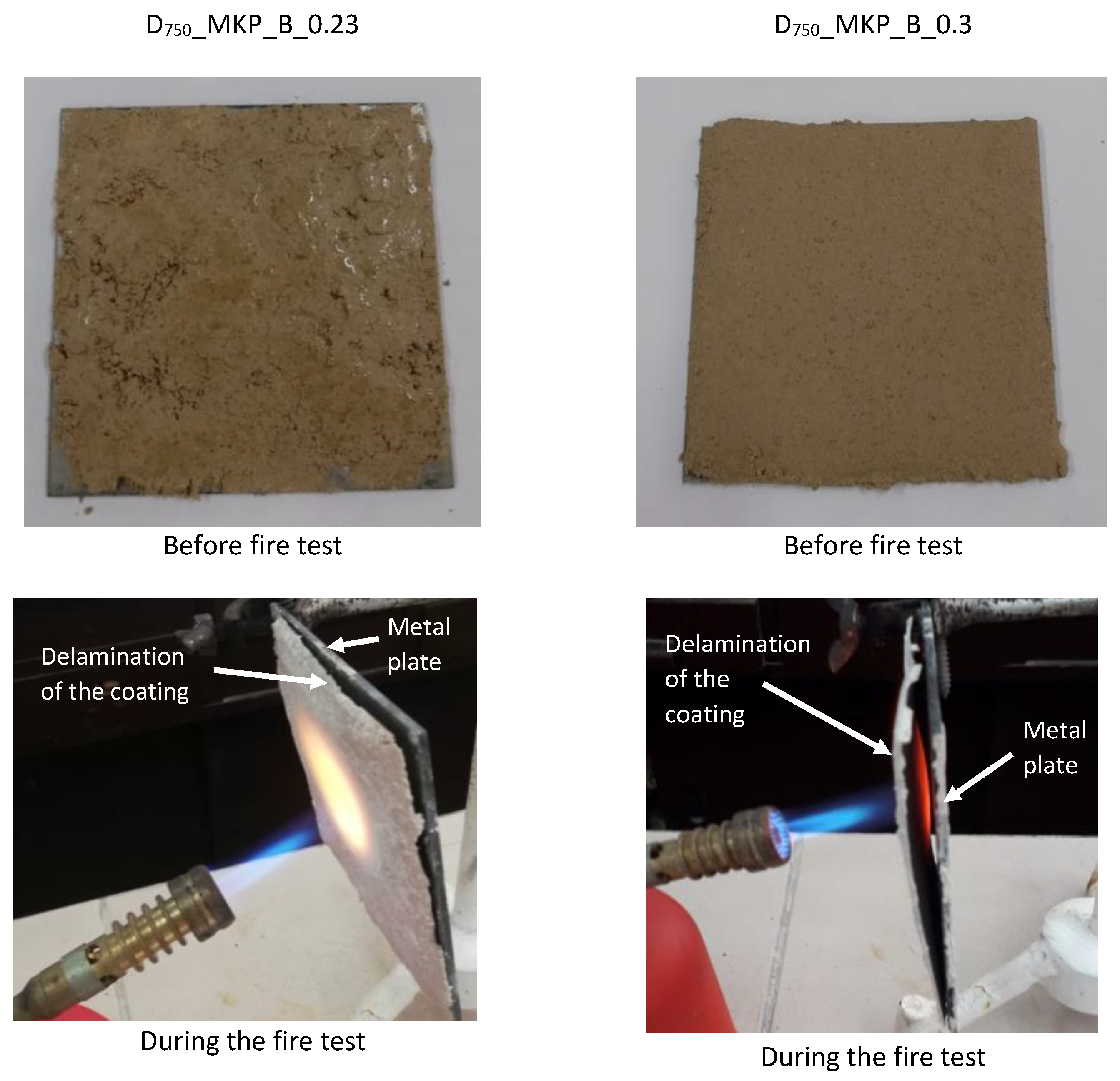
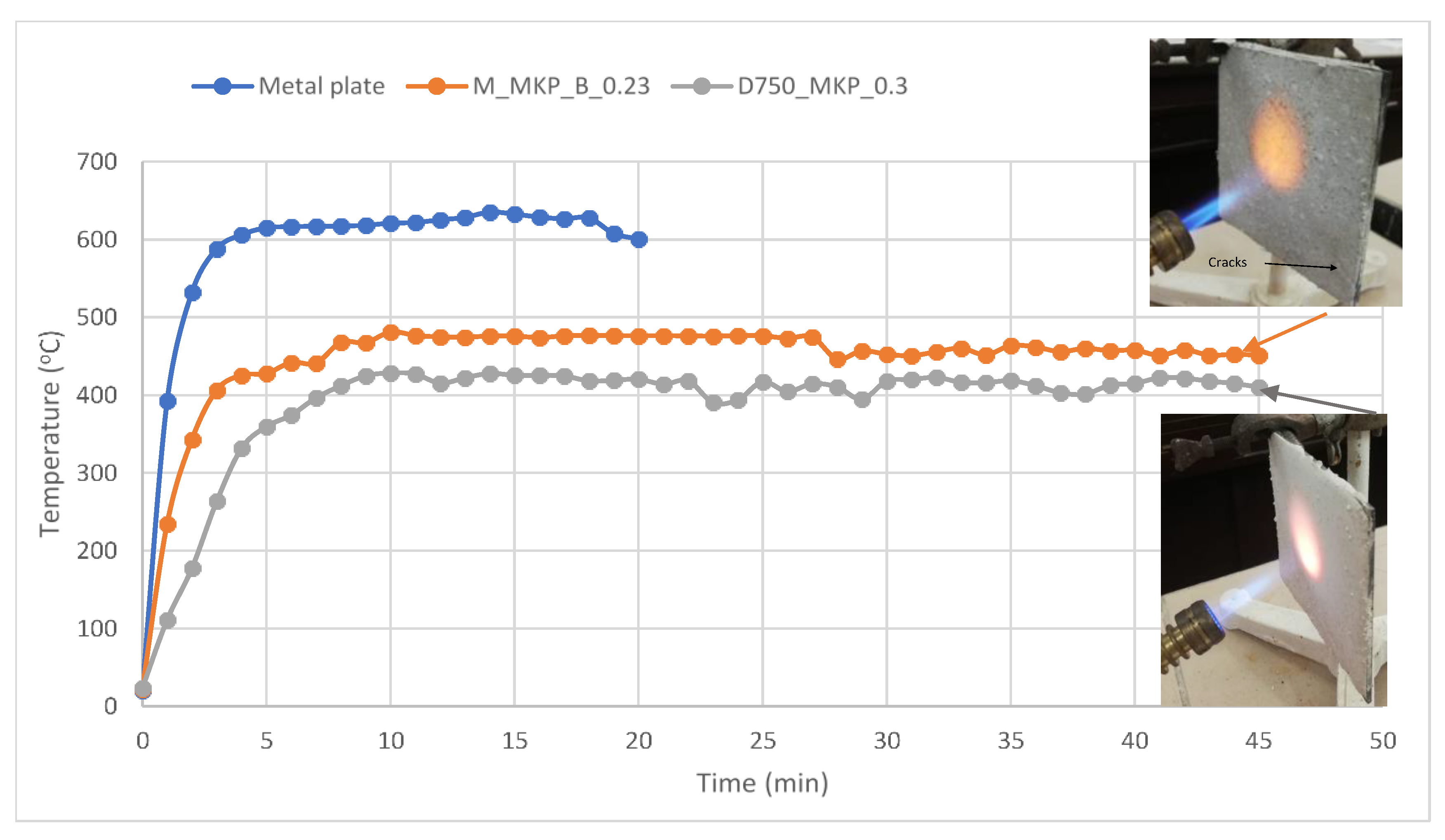
- The coatings based on MPC and CMPC, applied to a metal plate, were tested in direct contact with flame; the coatings of MPC and CMPC without the borax addition prevented the temperature increase of the metal substrate over 500 °C (considered critical for steel strength); moreover, during the entire period of the test (45 min), no exfoliation was noticed i.e., the coatings had good adhesion to the metal substrate.
- The results are promising but the study should be extended, also considering various additions to MPC and CMPC, aiming to improve the workability in fresh state as well as the adhesion to a metal substrate or/and fire resistance of these coatings.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Puri, R.G.; Khanna, A.S. Intumescent coatings: A review on recent progress. J. Coat. Technol. Res. 2017, 14, 1–20. [Google Scholar] [CrossRef]
- Cirpici, B.K.; Wang, Y.C.; Rogers, B. Assessment of the thermal conductivity of intumescent coatings in fire. Fire Saf. 2016, 81, 4–84. [Google Scholar] [CrossRef]
- Ding, Z.; Xu, M.R.; Dai, J.G.; Dong, B.Q.; Zhang, M.J.; Hong, S.X.; Xing, F. Strengthening concrete using phosphate cement-based fiber-reinforced inorganic composites for improved fire resistance. Constr. Build. Mater. 2019, 212, 755–764. [Google Scholar] [CrossRef]
- Fang, Y.; Cui, P.; Ding, Z.; Zhu, J. Properties of a magnesium phosphate cement-based fire-retardant coating containing glass fiber or glass fiber powder. Constr. Build. Mater. 2018, 162, 553–560. [Google Scholar] [CrossRef]
- Fang, Y.; Yin, X.; Cui, P.; Wang, X.; Zhuang, K.; Ding, Z.; Xing, F. Properties of magnesium potassium phosphate cement-expanded perlite composites applied as fire resistance coating. Constr. Build. Mater. 2021, 293, 123513. [Google Scholar] [CrossRef]
- Vijan, A.C.; Badanoiu, A.; Voicu, G.; Nicoara, A.I. Phosphate cements based on calcined dolomite: Influence of calcination temperature and silica addition. Materials 2021, 14, 3838. [Google Scholar] [CrossRef] [PubMed]
- Yu, J.; Qian, J.; Wang, F.; Qin, J.; Dai, X.; You, C.; Jia, X. Study of using dolomite ores as raw material to produce magnesium phosphate cement. Constr. Build. Mater. 2020, 243, 119147. [Google Scholar] [CrossRef]
- Yu, J.; Qian, J.; Wang, F.; Li, Z.; Jia, X. Preparation and properties of a magnesium phosphate cement with dolomite. Cem. Concr. Res. 2020, 138, 106235. [Google Scholar] [CrossRef]
- Chong, L.; Shi, C.; Yang, J.; Jia, H. Effect of limestone powder on the water stability of magnesium phosphate cement-based materials. Constr. Build. Mater. 2017, 148, 590–598. [Google Scholar] [CrossRef]
- Baghriche, M.; Achour, S.; Baghriche, O. Combined effect of cement kiln dust and calcined dolomite raw on the properties of performance magnesium phosphate cement. Case Stud. Constr. Mater. 2020, 13, e00386. [Google Scholar] [CrossRef]
- Vijan, A.C.; Badanoiu, A. The influence of potassium phosphate and fly ash addition on the setting time and mechanical strengths of magnesium phosphate cements. UPB Sci. Bull. 2020, 82, 21–32. [Google Scholar]
- Nicoară, A.I.; Badanoiu, A.I.; Voicu, G.; Dinu, C.; Ionescu, A. Intumescent coatings based on alkali-activated borosilicate inorganic polymers. J. Coat. Technol. Res. 2020, 17, 681–692. [Google Scholar] [CrossRef]
- Sulistiyono, E.; Firdiyono, F.; Natasha, N.C.; Amalia, Y. Comparison of Dolomite Crystal Structure, Calcinations Dolomite and Magnesium Hydroxide in Partial Calcinations and Slaking. IOP Conf. Ser. Mater. Sci. Eng. 2017, 176, 012041. [Google Scholar] [CrossRef] [Green Version]
- Gunasekarn, S.; Anbalagan, G. Thermal decomposition of natural dolomite. Bull. Mater. Sci. 2007, 30, 339–344. [Google Scholar] [CrossRef] [Green Version]
- Rodriguez-Navarro, C.; Kudlacz, K.; Ruiz-Agudo, E. The mechanism of thermal decomposition of dolomite: New insights from 2D-XRD and TEM analyses. Am. Mineral. 2012, 97, 38–51. [Google Scholar] [CrossRef]
- Gardner, L.J.; Walling, S.A.; Lawson, S.M.; Sun, S.; Bernal, S.A.; Corkhill, C.L.; Provis, J.L.; Apperley, D.C.; Iuga, D.; Hanna, J.V.; et al. Characterization of and Structural Insight into K-Struvite, MgKPO4.6H2O, an Analogue of Struvite. Inorg. Chem. 2021, 60, 195–205. [Google Scholar] [CrossRef] [PubMed]
- Xua, B.; Lothenbach, B.; Winnefeld, F. Influence of wollastonite on hydration and properties of magnesium potassium phosphate cements. Cem. Concr. Res. 2020, 131, 106012. [Google Scholar] [CrossRef]
- Matsuya, S.; Koh-ichi, U.; Masaharu, N.; Kunio, I. Hydrolysis of calcite in potassium phosphate solutions. Phosphorus Res. Bull. 2004, 17, 159–164. [Google Scholar] [CrossRef] [Green Version]
- Barua, E.; Das, A.; Pamu, D.; Deoghare, A.B.; Deb, P.; Das Lala, S.; Chatterjee, S. Effect of thermal treatment on the physico-chemical properties of bioactive hydroxyapatite derived from caprine bone bio-waste. Ceram. Int. 2019, 45, 23265–23277. [Google Scholar] [CrossRef]
- Minh, D.P.; Lyczko, N.; Sebei, H.; Nzihou, A.; Sharrock, P. Synthesis of calcium hydroxyapatite from calcium carbonate and different orthophosphate sources: A comparative study. Mater. Sci. Eng. B 2012, 177, 1080–1089. [Google Scholar] [CrossRef] [Green Version]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
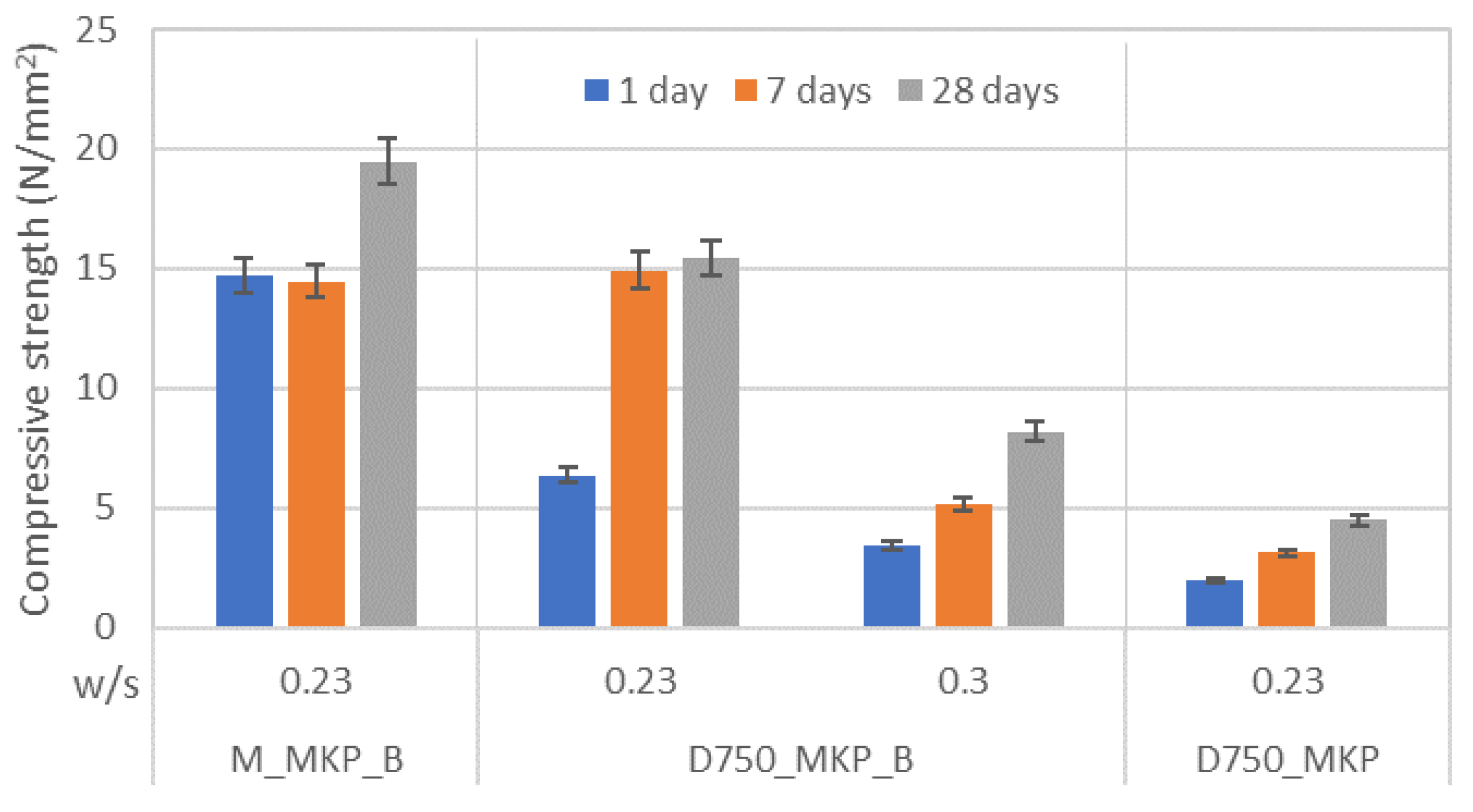
| Sample | Calcined Magnesite (M) %wt. | Calcined Dolomite (D) %wt. | KH2PO4 (MKP) % wt. | Na2B4O7·10H2O * (B) %wt. | Water to Solid ** Ratio (wt.) |
|---|---|---|---|---|---|
| M_MKP_B | 66.7 | - | 33.3 | 5 | 0.23 |
| D750_MKP_B | - | 66.7 | 33.3 | 5 | 0.23 and 0.3 |
| D750_MKP | - | 66.7 | 33.3 | - | 0.23 and 0.3 |
| Sample | 2 Days | 28 Days | |||
|---|---|---|---|---|---|
| Photo | Failure | Adhesion Strength (N/mm2) | Failure | Adhesion Strength (N/mm2) | |
| M_MKP_B |  | Interface ceramic plate–material | 0 | Interface ceramic plate–material | 0 |
| D750_MKP_B |  | Interface ceramic plate–material | 0.419 | Interface metal– material | 0 |
| D750_MKP |  | Interface ceramic plate–material | 0.267 | Interface metal–material | 0 |
| PC paste |  | Interface metal–material | 0 | Interface metal–material | 0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vijan, C.A.; Badanoiu, A.; Voicu, G.; Nicoara, A.I. Coatings Based on Phosphate Cements for Fire Protection of Steel Structures. Materials 2021, 14, 6213. https://doi.org/10.3390/ma14206213
Vijan CA, Badanoiu A, Voicu G, Nicoara AI. Coatings Based on Phosphate Cements for Fire Protection of Steel Structures. Materials. 2021; 14(20):6213. https://doi.org/10.3390/ma14206213
Chicago/Turabian StyleVijan, Cristina Andreea, Alina Badanoiu, Georgeta Voicu, and Adrian Ionut Nicoara. 2021. "Coatings Based on Phosphate Cements for Fire Protection of Steel Structures" Materials 14, no. 20: 6213. https://doi.org/10.3390/ma14206213
APA StyleVijan, C. A., Badanoiu, A., Voicu, G., & Nicoara, A. I. (2021). Coatings Based on Phosphate Cements for Fire Protection of Steel Structures. Materials, 14(20), 6213. https://doi.org/10.3390/ma14206213