
Morphology of Models Manufactured by SLM Technology and the Ti6Al4V Titanium Alloy Designed for Medical Applications





Abstract
:
1. Introduction
2. Scientific Context
2.1. Morphological Approach
2.2. Metrological Approach
3. Materials and Methods
3.1. Sample Preparation
3.2. Materials
3.3. Method
3.4. Measurement
3.5. Surface Topography Features
4. Results and Discussion
4.1. Surface Topography
4.2. Topography of Surface Morphological Features
4.3. Self-Decision Making Machine—Dimple Module
5. Partial Conclusions and Perspectives
- Depending on the orientation angle of the models on the build platform, process limitations relating to the inability to produce certain morphologic features were noted, particularly for the 45° angle. For each convex and concave hemisphere, different limits of features that could be produced on the surface were determined. The comparative evaluation of the ability to produce convex and concave hemispheres showed no significant differences between the types of morphological feature.
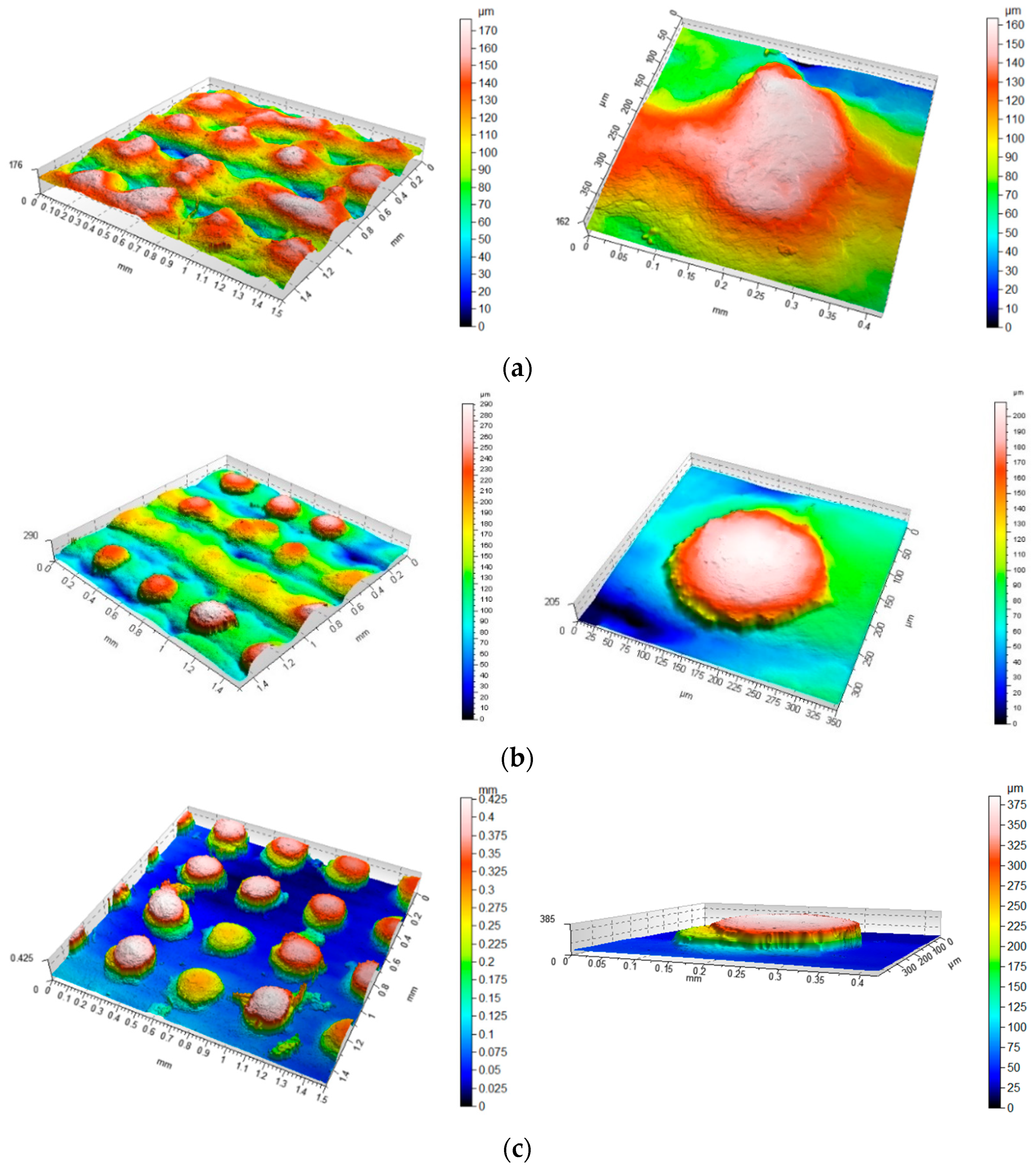
- The individual hemispheres showed irregularities caused by errors in the fabrication process, i.e., forming irregular sintered powder particles in the lower areas of concave hemispheres, flattened tops in convex bumps, and material “spilling” between hemispheres. The surface texture of the samples without model hemispheres for the primary, waviness, and roughness parameters of the surface reached the largest values for the middle variant of orientation on the platform—45°. In addition, a staircase effect was clearly visible for this variant, which, in combination with the previous conclusion, places this orientation angle as the least favourable.
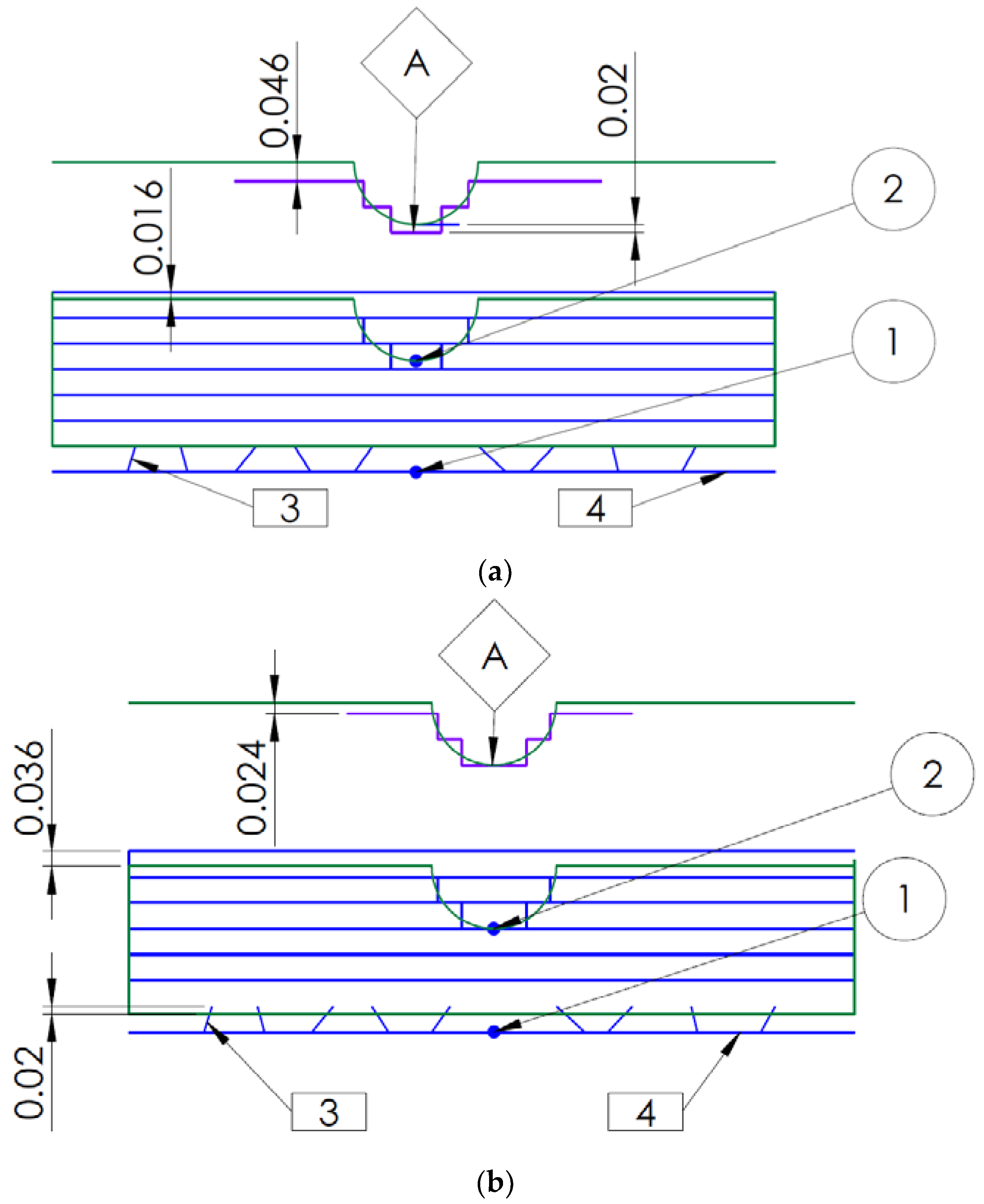
- Analysis of the volume of real and designed features representing porosity showed that, for almost all cases, the obtained values of the parameter were lower than the nominal values. Only for convex dimples made at 45° were the values higher. It follows that a corresponding correction would have to be made in the CAD model.
- For the analysis of clinical aspects, it seems that there is a key issue which can significantly affect the quality of models. The results can be applied to the manufacture of fully functional elements where the issue of tissue and element connection is extremely important. This involves the size of the extended surfaces of the elements. Dimples and bumps correspond to typical morphological surface features, and porosity is also a key factor in clinical applications. The main objective of the study was to assess such features in respect of clinical application.
- Depending on the building angle, both for the surface on which the hemispheres were not designed and the surface with the characteristic system of features, a different distribution of surface roughness was noted. Individual roughness parameters varied, indicating the importance of accurate metrological control of real elements.
- The obtained average values of the radii for the individual morphological features showed that it is possible to accurately represent them by a properly performed process control. Values close to nominal were obtained. However, depending on the sample, there was significant variation in the values depending on the size and type of the analysed feature.
- The results of the study can be used as a guideline for the development of additional soft and hard modules for 3D printers, whose main goal would be to select the process-control parameters in such a way so that accurate models with specific characteristics could be fabricated using appropriate algorithms based on the direction of printing and height relative to the platform to build characteristic geometric features.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zmarzły, P.; Kozior, T.; Gogolewski, D. Dimensional and Shape Accuracy of Foundry Patterns Fabricated Through Photo-Curing. Teh. Vjesn. Tech. Gaz. 2019, 26, 1576–1584. [Google Scholar] [CrossRef]
- Zmarzły, P.; Gogolewski, D.; Kozior, T. Design Guidelines for Plastic Casting Using 3D Printing. J. Eng. Fibers Fabr. 2020, 15. [Google Scholar] [CrossRef]
- Adamczak, S.; Zmarzly, P.; Kozior, T.; Gogolewski, D. Analysis of the Dimensional Accuracy of Casting Models Manufactured by Fused Deposition Modeling Technology. Eng. Mech. 2017, 2017, 66–69. [Google Scholar]
- Upadhyay, M.; Sivarupan, T.; El Mansori, M. 3D Printing for Rapid Sand Casting—A review. J. Manuf. Process. 2017, 29, 211–220. [Google Scholar] [CrossRef] [Green Version]
- Budzik, G.; Przeszlowski, L.; Wieczorowski, M.; Rzucidlo, A.; Gapinski, B.; Krolczyk, G. Analysis of 3D Printing Parameters of Gears for Hybrid Manufacturing. AIP Conf. Proc. 2018, 1960, 140005. [Google Scholar] [CrossRef]
- Kundera, C.; Martsynkowskyy, V.; Gudkov, S.; Kozior, T. Effect of Rheological Parameters of Elastomeric Ring Materials on Dynamic of Face Seals. Procedia Eng. 2017, 177, 307–313. [Google Scholar] [CrossRef]
- Adamczak, S.; Zmarzly, P.; Kozior, T.; Gogolewski, D. Assessment of Roundness and Waviness Deviations of Elements Produced by Selective Laser Sintering Technology. Eng. Mech. 2017, 2017, 70–73. [Google Scholar]
- Edelmann, A.; Dubis, M.; Hellmann, R. Selective Laser Melting of Patient Individualized Osteosynthesis Plates—Digital to Physical Process Chain. Materials 2020, 13, 5786. [Google Scholar] [CrossRef]
- Bedo, T.; Munteanu, S.I.; Popescu, I.; Chiriac, A.; Pop, M.A.; Milosan, I.; Munteanu, D. Method for Translating 3D Bone Defects into Personalized Implants Made by Additive Manufacturing. Mater. Today Proc. 2019, 19, 1032–1040. [Google Scholar] [CrossRef]
- Blasiak, S.; Laski, P.; Takosoglu, J. Rapid Prototyping of Pneumatic Directional Control Valves. Polymers 2021, 13, 1458. [Google Scholar] [CrossRef] [PubMed]
- Saharudin, M.; Hajnys, J.; Kozior, T.; Gogolewski, D.; Zmarzły, P. Quality of Surface Texture and Mechanical Properties of PLA and PA-Based Material Reinforced with Carbon Fibers Manufactured by FDM and CFF 3D Printing Technologies. Polymers 2021, 13, 1671. [Google Scholar] [CrossRef] [PubMed]
- Bochnia, J.; Blasiak, M.; Kozior, T. Tensile Strength Analysis of Thin-Walled Polymer Glass Fiber Reinforced Samples Manufactured by 3D Printing Technology. Polymers 2020, 12, 2783. [Google Scholar] [CrossRef] [PubMed]
- Kozior, T.; Blachowicz, T.; Ehrmann, A. Adhesion of Three-Dimensional Printing on Textile Fabrics: Inspiration from and for Other Research Areas. J. Eng. Fibers Fabr. 2020, 15, 1–6. [Google Scholar] [CrossRef] [Green Version]
- Kozior, T.; Kundera, C. Viscoelastic Properties of Cell Structures Manufactured Using a Photo-Curable Additive Technology—PJM. Polymers 2021, 13, 1895. [Google Scholar] [CrossRef] [PubMed]
- Kozior, T.; Mamun, A.; Trabelsi, M.; Wortmann, M.; Lilia, S.; Ehrmann, A. Electrospinning on 3D Printed Polymers for Mechanically Stabilized Filter Composites. Polymers 2019, 11, 2034. [Google Scholar] [CrossRef] [Green Version]
- Spears, T.G.; Gold, S.A. In-Process Sensing in Selective Laser Melting (SLM) Additive Manufacturing. Integr. Mater. Manuf. Innov. 2016, 5, 16–40. [Google Scholar] [CrossRef] [Green Version]
- Luongo, A.; Falster, V.; Doest, M.B.; Ribo, M.M.; Eiriksson, E.R.; Pedersen, D.B.; Frisvad, J.R. Microstructure Control in 3D Printing with Digital Light Processing. Comput. Graph. Forum 2019, 39, 347–359. [Google Scholar] [CrossRef]
- Aphinyan, S.; Ang, E.Y.M.; Yeo, J.; Ng, T.Y.; Geethalakshmi, K.R.; Lin, R.; Liu, Z. Numerical Study of Surface Agglomeration of Ultraviolet-Polymeric Ink and its Control During 3D Nano-Inkjet Printing Process. J. Polym. Sci. Part B Polym. Phys. 2018, 56, 1615–1624. [Google Scholar] [CrossRef]
- Liu, F.; Vyas, C.; Poologasundarampillai, G.; Pape, I.; Hinduja, S.; Mirihanage, W.; Bártolo, P.J. Process-Driven Microstructure Control in Melt-Extrusion-Based 3D Printing for Tailorable Mechanical Properties in a Polycaprolactone Filament. Macromol. Mater. Eng. 2018, 303, 1800173. [Google Scholar] [CrossRef]
- Kozior, T. The Influence of Selected Selective Laser Sintering Technology Process Parameters on Stress Relaxation, Mass of Models, and Their Surface Texture Quality. 3D Print. Addit. Manuf. 2020, 7, 126–138. [Google Scholar] [CrossRef]
- Pagac, M.; Hajnys, J.; Halama, R.; Aldabash, T.; Mesicek, J.; Jancar, L.; Jansa, J. Prediction of Model Distortion by FEM in 3D Printing via the Selective Laser Melting of Stainless Steel AISI 316L. Appl. Sci. 2021, 11, 1656. [Google Scholar] [CrossRef]
- Kozior, T. Rheological Properties of Polyamide PA 2200 in SLS Technology. Teh. Vjesn. Tech. Gaz. 2020, 27, 1092–1100. [Google Scholar] [CrossRef]
- Dzięgielewski, W.; Kowalczyk, J.; Kulczycki, A.; Madej, M.; Ozimina, D. Tribochemical Interactions between Carbon Nanotubes and ZDDP Antiwear Additive during Tribofilm Formation on Uncoated and DLC-Coated Steel. Materials 2020, 13, 2409. [Google Scholar] [CrossRef] [PubMed]
- Kaierle, S.; Overmeyer, L.; Hoff, C.; Meier, O.; Hermsdorf, J. Development of a Laser Ablation Process Model and a Disposable 3D-Printed Tool Head for Weakening Thick Steel Sheets for the Deflagration of Hazardous Substances. CIRP J. Manuf. Sci. Technol. 2019, 26, 94–99. [Google Scholar] [CrossRef]
- Malkhasyan, V.; Assoul, M.; Monteil, G. Influence of Femtosecond Laser Parameters on Metal Ablation Volume. In Proceedings of the 2016 Conference on Lasers and Electro-Optics (CLEO 2016), San Jose, CA, USA, 5–10 June 2016. [Google Scholar]
- Paszkiewicz, A.; Bolanowski, M.; Budzik, G.; Przeszłowski, Ł.; Oleksy, M. Process of Creating an Integrated Design and Manufacturing Environment as Part of the Structure of Industry 4.0. Processes 2020, 8, 1019. [Google Scholar] [CrossRef]
- Maruda, R.W.; Wojciechowski, S.; Krolczyk, G.M.; Pimenov, D.Y.; Legutko, S. The Influence of EP/AW Addition in the MQL Method on the Parameters of Surface Geometrical Structure in the Process of Turning 316L Steel. Adv. Manuf. Eng. Mater. 2019, 341–350. [Google Scholar] [CrossRef]
- Materials. 3D Systems. Available online: https://www.3dsystems.com/materials/meta (accessed on 1 September 2021).
- Kozior, T.; Bochnia, J. The Influence of Printing Orientation on Surface Texture Parameters in Powder Bed Fusion Technology with 316L Steel. Micromachines 2020, 11, 639. [Google Scholar] [CrossRef]
- Kozior, T.; Bochnia, J.; Zmarzły, P.; Gogolewski, D.; Mathia, T.G. Waviness of Freeform Surface Characterizations from Austenitic Stainless Steel (316L) Manufactured by 3D Printing-Selective Laser Melting (SLM) Technology. Materials 2020, 13, 4372. [Google Scholar] [CrossRef] [PubMed]
- Kamarudin, K.; Wahab, S.; Shayfull, Z.; Ahmed, A.; Raus, A. Dimensional Accuracy and Surface Roughness Analysis for AlSi10Mg Produced by Selective Laser Melting (SLM). MATEC Web Conf. 2016, 78, 01077. [Google Scholar] [CrossRef] [Green Version]
- Gogolewski, D.; Bartkowiak, T.; Kozior, T.; Zmarzły, P. Multiscale Analysis of Surface Texture Quality of Models Manufactured by Laser Powder-Bed Fusion Technology and Machining from 316L Steel. Materials 2021, 14, 2794. [Google Scholar] [CrossRef]
- Bartolomeu, F.; Dourado, N.; Pereira, F.; Alves, N.; Miranda, G.; Silva, F. Additive Manufactured Porous Biomaterials Targeting Orthopedic Implants: A Suitable Combination of Mechanical, Physical and Topological Properties. Mater. Sci. Eng. C 2020, 107, 110342. [Google Scholar] [CrossRef] [PubMed]
- Wang, X.; Xu, S.; Zhou, S.; Xu, W.; Leary, M.; Choong, P.; Qian, M.; Brandt, M.; Xie, Y.M. Topological Design and Additive Manufacturing of Porous Metals for Bone Scaffolds and Orthopaedic Implants: A Review. Biomaterials 2016, 83, 127–141. [Google Scholar] [CrossRef] [PubMed]
- Van Hooreweder, B.; Apers, Y.; Lietaert, K.; Kruth, J.-P. Improving the Fatigue Performance of Porous Metallic Biomaterials Produced by Selective Laser Melting. Acta Biomater. 2017, 47, 193–202. [Google Scholar] [CrossRef] [PubMed]
- Bobbert, F.; Lietaert, K.; Eftekhari, A.A.; Pouran, B.; Ahmadi, S.; Weinans, H.; Zadpoor, A.A. Additively Manufactured Metallic Porous Biomaterials Based on Minimal Surfaces: A Unique Combination of Topological, Mechanical, and Mass Transport Properties. Acta Biomater. 2017, 53, 572–584. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Jenko, M.; Gorenšek, M.; Godec, M.; Hodnik, M.; Batič, B.Š.; Donik, Č.; Grant, J.T.; Dolinar, D. Surface Chemistry and Microstructure of Metallic Biomaterials for Hip and Knee Endoprostheses. Appl. Surf. Sci. 2018, 427, 584–593. [Google Scholar] [CrossRef]
- Ahmed, A.; Masjuki, H.H.; Varman, M.; Kalam, A.; Habibullah, M.; Al Mahmud, K.A.H. An Overview of Geometrical Parameters of Surface Texturing for Piston/Cylinder Assembly and Mechanical Seals. Meccanica 2015, 51, 9–23. [Google Scholar] [CrossRef]
- Etsion, I.; Burstein, L. A Model for Mechanical Seals with Regular Microsurface Structure. Tribol. Trans. 1996, 39, 677–683. [Google Scholar] [CrossRef]
- Dingui, K.; Brunetière, N.; Bouyer, J.; Adjemout, M. Surface Texturing to Reduce Temperature in Mechanical Seals. Tribol. Online 2020, 15, 222–229. [Google Scholar] [CrossRef]
- Lu, P.; Wood, R.J.K. Tribological Performance of Surface Texturing in Mechanical Applications—A Review. Surf. Topogr. Metrol. Prop. 2020, 8, 043001. [Google Scholar] [CrossRef]
- Enomoto, T.; Sugihara, T.; Yukinaga, S.; Hirose, K.; Satake, U. Highly Wear-Resistant Cutting Tools with Textured Surfaces in Steel Cutting. CIRP Ann. 2012, 61, 571–574. [Google Scholar] [CrossRef]
- Gachot, C.; Rosenkranz, A.; Hsu, S.; Costa, H. A Critical Assessment of Surface Texturing for Friction and Wear Improvement. Wear 2017, 372–373, 21–41. [Google Scholar] [CrossRef]
- Mezghani, S.; Demirci, I.; Zahouani, H.; El Mansori, M. The Effect of Groove Texture Patterns on Piston-Ring Pack Friction. Precis. Eng. 2012, 36, 210–217. [Google Scholar] [CrossRef] [Green Version]
- Hamilton, D.B.; Walowit, J.A.; Allen, C.M. A Theory of Lubrication by Microirregularities. J. Basic Eng. 1966, 88, 177–185. [Google Scholar] [CrossRef]
- Zhang, H.; Dong, G.; Hua, M.; Guo, F.; Chin, K.-S. Parametric Design of Surface Textures on Journal Bearing. Ind. Lubr. Tribol. 2015, 67, 359–369. [Google Scholar] [CrossRef]
- Atlan, M.; Nuti, G.; Wang, H.; Decker, S.; Perry, T. Breast Implant Surface Texture Impacts Host Tissue Response. J. Mech. Behav. Biomed. Mater. 2018, 88, 377–385. [Google Scholar] [CrossRef]
- Yu, Z.; Yang, G.; Zhang, W.; Hu, J. Investigating the Effect of Picosecond Laser Texturing on Microstructure and Biofunctionalization of Titanium Alloy. J. Mater. Process. Technol. 2018, 255, 129–136. [Google Scholar] [CrossRef]
- Zmarzły, P. Technological Heredity of the Turning Process. Teh. Vjesn. Tech. Gaz. 2020, 27, 1194–1203. [Google Scholar] [CrossRef]
- Hilerio, I.; Mathia, T.; Alepee, C. 3D Measurements of the Knee Prosthesis Surfaces Applied in Optimizing of Manufacturing Process. Wear 2004, 257, 1230–1234. [Google Scholar] [CrossRef]
- Leach, R.; Thompson, A.; Senin, N.; Maskery, I. A metrology horror story: The additive surface. In Proceedings of the ASPEN/ASPE Spring Topical Meeting on Manufacture and Metrology of Structured and Freeform Surfaces for Functional Applications, Hong Kong, China, 14–17 March 2017. [Google Scholar]
- Podulka, P. The Effect of Dimple Distortions on Surface Topography Analysis. In Lecture Notes in Mechanical Engineering; Springer: Cham, Switzerland, 2019; pp. 122–133. [Google Scholar] [CrossRef]
- Pawlus, P.; Reizer, R.; Wieczorowski, M. Comparison of results of surface texture measurement obtained with stylus methods and optical methods. Metrol. Meas. Syst. 2018, 25, 589–602. [Google Scholar]
- Ti64 M290. Material Data Sheet. Available online: https://www.eos.info/03_system-related-assets/material-related-contents/metal-materials-and-examples/metal-material-datasheet/titan/ti64/ti-ti64-m280-m290-400w_material_data_sheet_05-14_en.pdf (accessed on 1 September 2021).















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Al | V | O | N | C | H | Fe | Y | Other Elements, Each | Other Elements, Total | Ti |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Value | 5.5–6.75 | 3.5–4.5 | 0.2 | 0.05 | 0.08 | 0.015 | 0.30 | 0.005 | 0.1 | 0.4 | Bal. |
| Properties | Horizontal | Vertical |
|---|---|---|
| Ultimate tensile strength, Rm | 1055 MPa | 1075 MPa |
| Yield strength, Rp0.2 | 945 MPa | 965 MPa |
| Elongation at break, A | 13% | 14% |
| Reduction of area, Z | >25% | >25% |
| Sample Number | Type of Feature | R, mm | d, mm | Volume V, 10−3 mm3 |
|---|---|---|---|---|
| 1 | convex | 0.15 | 0.4 | 7.069 |
| 2 | convex | 0.11 | 0.25 | 2.788 |
| 3 | convex | 0.075 | 0.2 | 0.884 |
| 4 | convex | 0.04 | 0.13 | 0.134 |
| 5 | concave | 0.15 | 0.4 | 7.069 |
| 6 | concave | 0.11 | 0.25 | 2.788 |
| 7 | concave | 0.075 | 0.2 | 0.884 |
| 8 | concave | 0.04 | 0.13 | 0.134 |
| 0° | 45° | 90° | |||||||
|---|---|---|---|---|---|---|---|---|---|
| P | W | R | P | W | R | P | W | R | |
| Sq, µm | 13.7 | 3.38 | 12.3 | 23.4 | 10.2 | 18.2 | 5.81 | 3.80 | 3.26 |
| Ssk | −0.292 | −0.917 | −0.172 | −0.464 | −0.0357 | −0.637 | −0.256 | −0.39 | −0.081 |
| Sku | 3.55 | 3.68 | 3.39 | 4.26 | 2.07 | 5.97 | 3.13 | 3.06 | 3.16 |
| Sp, µm | 49.2 | 6.49 | 45.2 | 72.2 | 20.9 | 54.8 | 24.5 | 8.08 | 17.2 |
| Sv, µm | 71.9 | 11.8 | 62.7 | 138 | 22.7 | 128 | 25.8 | 13.1 | 15.4 |
| Sz, µm | 121 | 18.3 | 108 | 210 | 43.5 | 183 | 50.2 | 21.2 | 32.6 |
| Sa, µm | 10.9 | 2.71 | 9.78 | 18.4 | 8.67 | 13.6 | 4.60 | 3.07 | 2.59 |
| Vm, 10−3 mm3/mm2 | 0.577 | 9.12 × 10−2 | 0.56 | 0.972 | 0.301 | 0.909 | 0.229 | 0.172 | 0.146 |
| Vv, mm3/mm2 | 0.0177 | 0.0037 | 0.0161 | 0.0297 | 0.014 | 0.0225 | 0.00765 | 0.00462 | 0.00427 |
| Vmp, 10−3 mm3/mm2 | 0.577 | 9.12 × 10−2 | 0.56 | 0.972 | 0.301 | 0.909 | 0.229 | 0.172 | 0.146 |
| Vmc, mm3/mm2 | 0.0121 | 0.00318 | 0.0109 | 0.0207 | 0.0107 | 0.0147 | 0.00525 | 0.00358 | 0.00294 |
| Vvc, mm3/mm2 | 0.016 | 0.00319 | 0.0147 | 0.0267 | 0.0132 | 0.0202 | 0.00692 | 0.00414 | 0.00388 |
| Vvv, 10−3 mm3/mm2 | 1.66 | 0.51 | 1.44 | 2.92 | 0.796 | 2.34 | 0.725 | 0.471 | 0.392 |
| Nominal | 0° | 45° | 90° | |
|---|---|---|---|---|
| 1 | 0.113 | 0.089 | 0.104 | 0.115 |
| 2 | 0.100 | 0.095 | 0.107 | 0.063 |
| 3 | 0.050 | 0.049 | 0.053 | 0.038 |
| 4 | 0.019 | 0.030 | - | 0.031 |
| 5 | 0.113 | 0.071 | 0.068 | 0.116 |
| 6 | 0.100 | 0.051 | 0.042 | 0.053 |
| 7 | 0.050 | 0.039 | - | 0.033 |
| 8 | 0.019 | 0.017 | - | - |
| Sample 2 | Sample 3 | Sample 6 | |||||||
|---|---|---|---|---|---|---|---|---|---|
| 0° | 45° | 90° | 0° | 45° | 90° | 0° | 45° | 90° | |
| Sq, µm | 25.1 | 33.4 | 26.5 | 39 | 49.3 | 39.7 | 20.1 | 36.8 | 23.9 |
| Ssk | −0.229 | −0.057 | 0.104 | −0.23 | −0.213 | −0.098 | 0.614 | 0.734 | 0.292 |
| Sku | 2.68 | 2.94 | 2.27 | 2.57 | 2.32 | 2.44 | 3.68 | 3.29 | 2.85 |
| Sp, µm | 83.1 | 125 | 72.9 | 102 | 113 | 95.8 | 78.4 | 155 | 79.8 |
| Sv, µm | 87.6 | 122 | 74.7 | 103 | 164 | 108 | 61.3 | 99.3 | 61 |
| Sz, µm | 171 | 247 | 148 | 205 | 277 | 204 | 140 | 255 | 141 |
| Sa, µm | 20.6 | 27.1 | 22.1 | 31.6 | 41.8 | 32.5 | 15.4 | 29.6 | 19 |
| Vm, 10−3 mm3/mm2 | 0.681 | 1.59 | 0.979 | 1.43 | 1.55 | 1.25 | 1.49 | 1.82 | 1.17 |
| Vv, mm3/mm2 | 0.0335 | 0.042 | 0.037 | 0.0503 | 0.0635 | 0.0547 | 0.028 | 0.0572 | 0.0348 |
| Vmp, 10−3 mm3/mm2 | 0.681 | 1.59 | 0.919 | 1.43 | 1.55 | 1.25 | 1.49 | 1.82 | 1.17 |
| Vmc, mm3/mm2 | 0.0242 | 0.0316 | 0.0259 | 0.0357 | 0.0515 | 0.0377 | 0.0167 | 0.0326 | 0.022 |
| Vvc, mm3/mm2 | 0.0308 | 0.0385 | 0.0346 | 0.0452 | 0.059 | 0.0503 | 0.0261 | 0.055 | 0.0325 |
| Vvv, 10−3 mm3/mm2 | 2.67 | 3.58 | 2.4 | 5.09 | 4.42 | 4.42 | 1.86 | 2.25 | 2.24 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gogolewski, D.; Kozior, T.; Zmarzły, P.; Mathia, T.G. Morphology of Models Manufactured by SLM Technology and the Ti6Al4V Titanium Alloy Designed for Medical Applications. Materials 2021, 14, 6249. https://doi.org/10.3390/ma14216249
Gogolewski D, Kozior T, Zmarzły P, Mathia TG. Morphology of Models Manufactured by SLM Technology and the Ti6Al4V Titanium Alloy Designed for Medical Applications. Materials. 2021; 14(21):6249. https://doi.org/10.3390/ma14216249
Chicago/Turabian StyleGogolewski, Damian, Tomasz Kozior, Paweł Zmarzły, and Thomas G. Mathia. 2021. "Morphology of Models Manufactured by SLM Technology and the Ti6Al4V Titanium Alloy Designed for Medical Applications" Materials 14, no. 21: 6249. https://doi.org/10.3390/ma14216249
APA StyleGogolewski, D., Kozior, T., Zmarzły, P., & Mathia, T. G. (2021). Morphology of Models Manufactured by SLM Technology and the Ti6Al4V Titanium Alloy Designed for Medical Applications. Materials, 14(21), 6249. https://doi.org/10.3390/ma14216249