
Influence of Epoxy Glue Modification on the Adhesion of CFRP Tapes to Concrete Surface

Abstract
:1. Introduction
- Type of materials to be joined—each material is characterized by different physical, mechanical and chemical properties, which influences the formation of particular types of adhesion; adhesives may react with the substrate to form chemical bonds (adsorption model) or only fill in surface irregularities (mechanical model) [3,23,35];
- The method of glue preparation and its composition—one-component, two-component, chemically or temperature-cured adhesives are distinguished [24];
- Surface roughness—defined as the distribution of unevenness, cavities, pores, scratches on the surface of the intended use of the adhesive; roughness describes the contact surface, affects the penetration depth of the adhesive; the methods of surface preparation described in the first section focus to a large extent on the development of the specific surface by differentiating the topography of the substrate [3,34,43,44,45].
2. Materials and Methods
2.1. Components and Used Mixtures
- BASF microsilica (BASF, Ludwigshafen, Germany), with a density of 2.2 g/cm3, mean particle size of 0.1 µm and a specific surface area of 20,000 m2/kg.
- NanocylTM NC7000 carbon nanotubes by (NANOCYL, Sambreville, Belgium) with a density of 1.3–1.4 g/cm3, an average diameter of about 9.5 nm, a length of 1.5 μm and a specific surface area of 250–300 m2/g.
- Granite—165.39 kg;
- Sand—44.84 kg;
- Cement—45.23 kg;
- Water—20.18 kg.
- The concrete surface is cleaned of dust, concrete and concrete milk;
- Concrete surface polished with a diamond disc;
- Concrete surface wet sandblasted with quartz sand with a diameter of 0.1–0.5 mm.
2.2. Methodology
- Measurement of the viscosity of the unmodified resin * [77];
- Measurement of the temperature and viscosity of the resin when the sonicator is turned off *;
- Measurement of the temperature and viscosity of the resin when the resin reaches the output temperature of 22 °C *;
- Measurement of surface free energy (SFE) on the surface of cured resins * [77];
- Measurement of resin hardness *;
- Measurement of the tensile strength of the resin *;
- Measurement of the elastic modulus and Poisson’s ratio of the resin * [76];
- Making concrete samples of class C30/37 constituting the base for sticking fragments of CFRP tape with the selected glue;
- Preparation of the sample surface according to the scheme presented in point 2.1.;
- Sticking the tape to the samples;
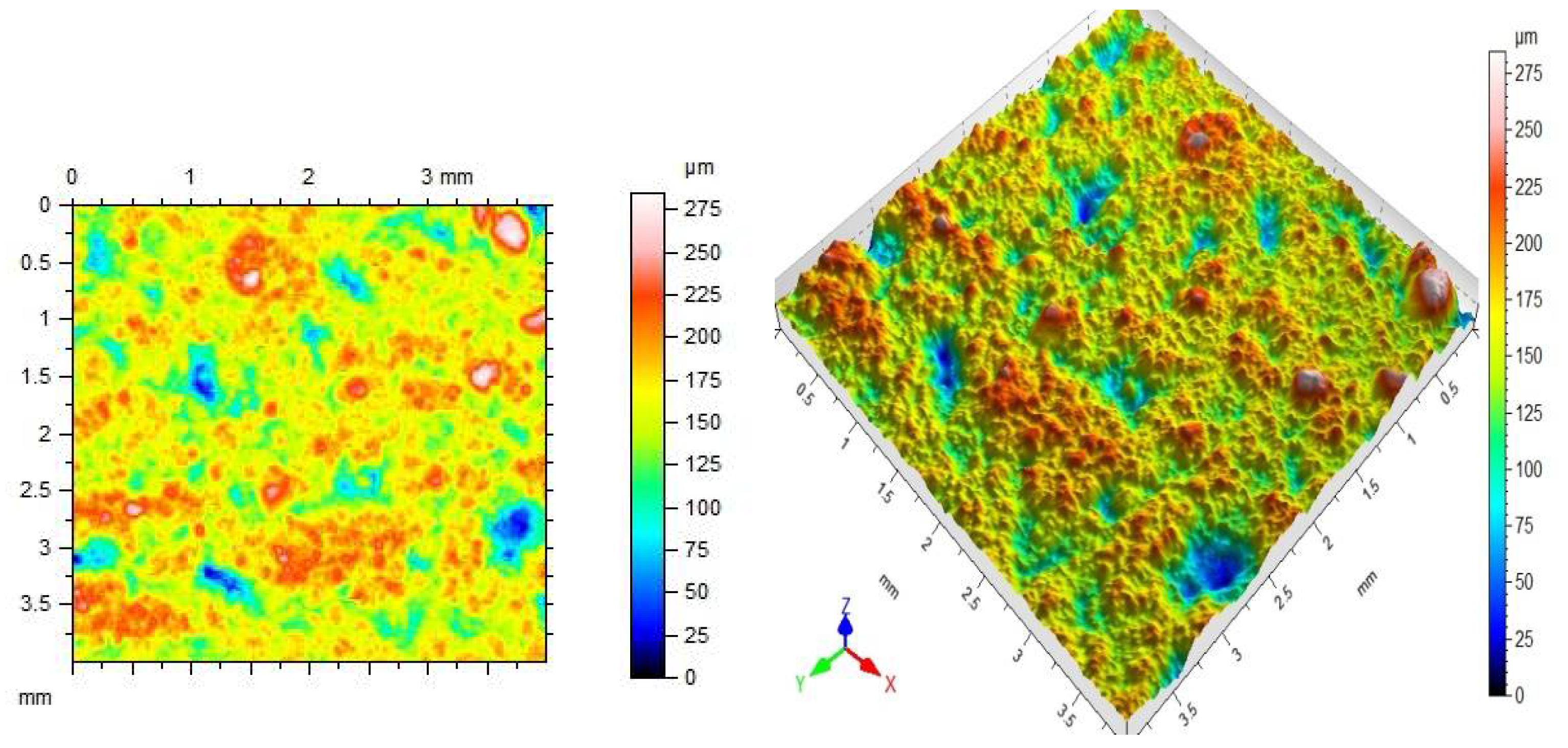
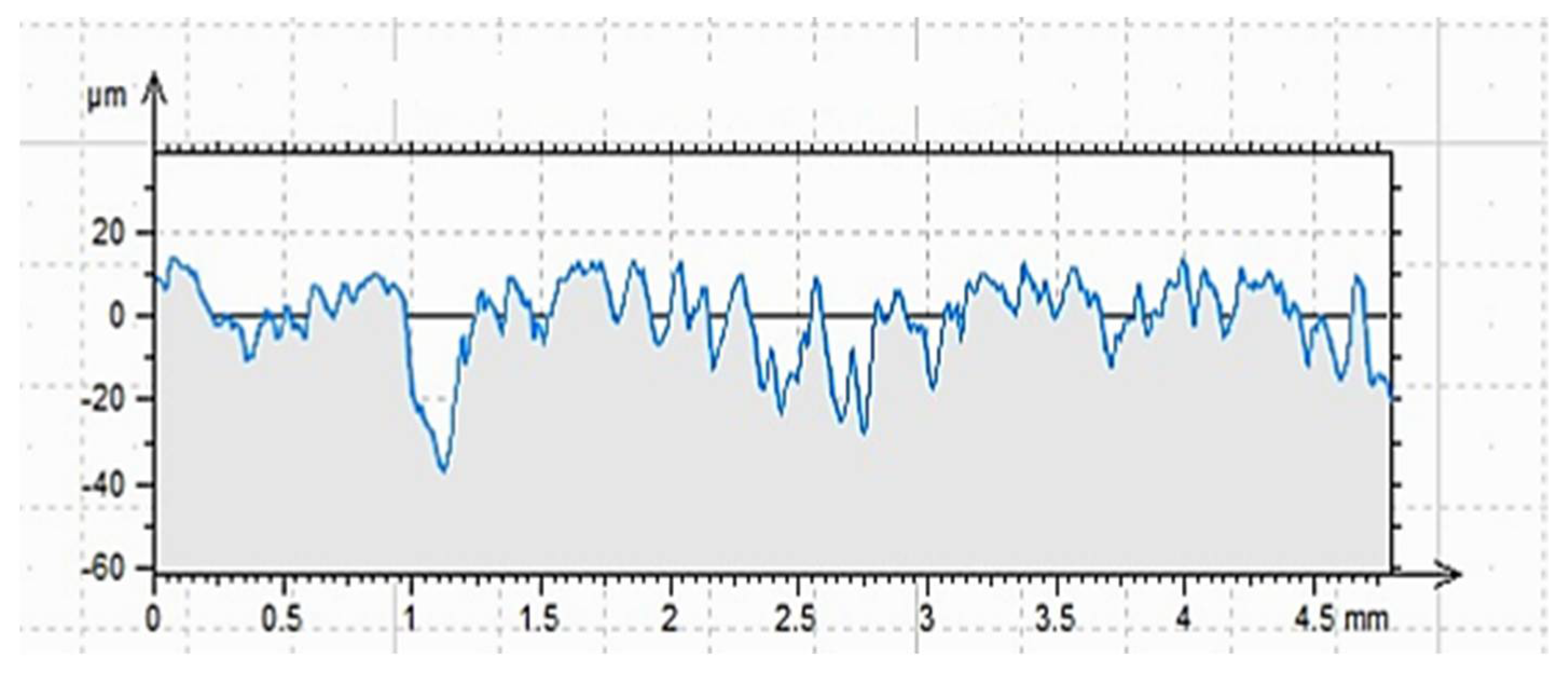
- Determination of profilometric parameters for a cleaned, ground and sandblasted concrete surface;
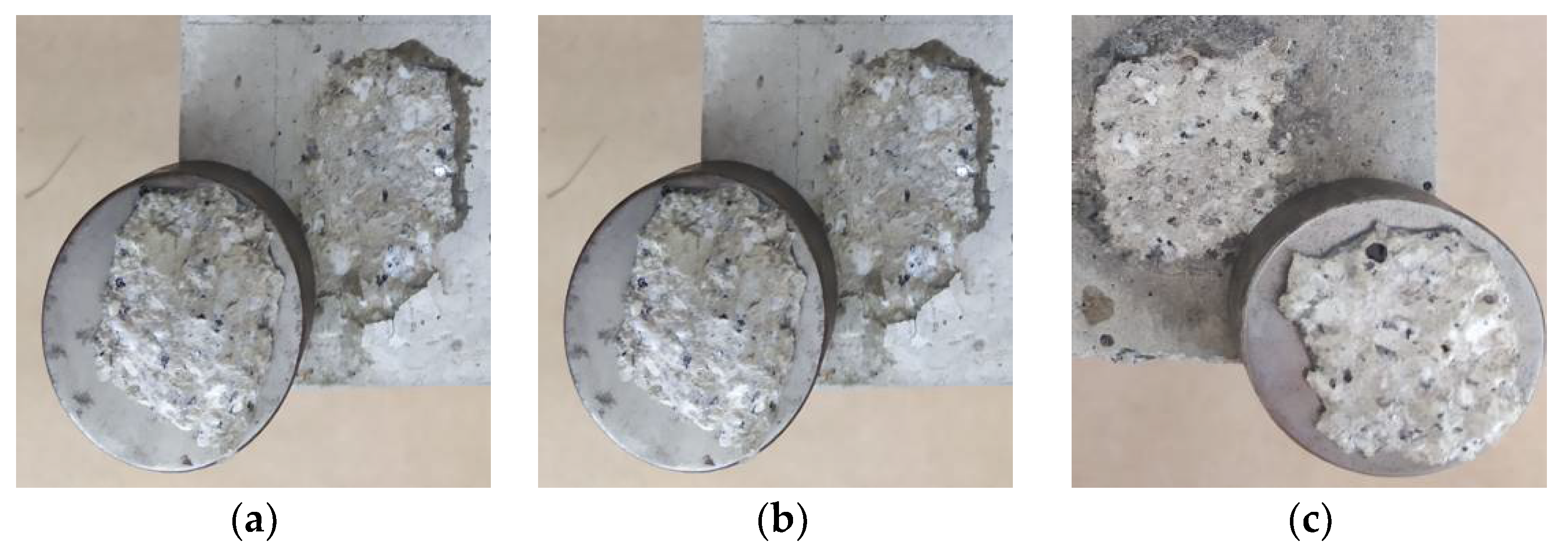
- Testing the adhesion of samples to the concrete substrate using the pull-off test;
2.2.1. Physical Properties
2.2.2. Surface Properties
2.2.3. Mechanical Properties
3. Results and Discussion
3.1. Physical Properties
Viscosity in Unmodified and Modified Resin
3.2. Surface Properties
3.3. Mechanical Properties
Compressive Strength of Concrete and Modulus of Elasticity
3.4. Correlation Analysis
4. Conclusions
- The differences in the viscosity values of the tested resins resulted directly from the modification method and the type of filler used. This allowed for the assessment of the potential initial adhesion of the glue to the substrate at the time of its application. Modification of the material by means of ultrasounds suggests the possibility of creating more durable bonds at the resin—substrate interface due to a 14% increase in viscosity. The content of microsilica in the amount of 0.5%, due to the binding of some of the free ends of the polymer chains, causes a 13% decrease in viscosity, which may result in greater ability of the adhesive to penetrate into the unevenness of the substrate. Carbon nanotubes in the amount of 0.1%, due to unfolding and breaking chemical bonds between carbon atoms and creating a very large specific surface, as a result of their connection with mers, cause a significant densification of the structure of resins resulting in a threefold increase in viscosity.
- The method of surface preparation significantly influences the mechanism of adhesion formation between the adhesive with which the CFRP tapes were glued and the concrete substrate. Surface treatment not only removes weak boundary layers, but also develops surface roughness. Depending on the chosen method, a more or less even distribution of pits and unevenness of the substrate can be obtained, which has a decisive influence on the mechanical adhesion. The most favorable effect in the form of a developed surface roughness was obtained in the case of sandblasting and grinding.
- The ER52/S, ER52/S/M and ER52/S/N series were characterized by greater adhesion to any type of substrate. For cleaned surface, the highest increase in adhesion by 71% was recorded for the ER52/S series. The ER52/S/M and ER52/S/N series were characterized by a similar increase at the level of 18–24%. The highest adhesion on the ground surface was noted for the ER/S/N series (increase by 70%) and almost the same for the ER52/S/M and ER52/S series, characterized by an increase of 20%. The series tested on the sandblasted surface were characterized by the most diverse changes in adhesion. The largest increase of 81% was recorded for the ER52/S/M series, followed by an increase of 63.5% (ER42/S/M series) and 28% (ER52/S series). The percentage increase in adhesion depended on the method of glue modification and the method of surface preparation, primarily related to the removal of weak boundary layers.
- The correlation analysis carried out predominantly showed the existence of strong non-linear relationships between the mechanical properties.
- Differences in the tensile strength values do not directly translate into the results of the test of adhesion to concrete substrate.
- The obtained test results suggest the possibility of adapting the method of surface modification as well as the described modifications to the conditions under which the adhesive application may take place.
Funding
Conflicts of Interest
References
- Dutkiewicz, E.T. Fizykochemia Powierzchni. Wykłady z Chemii Fizycznej; WNT: Warszawa, Poland, 1998. [Google Scholar]
- Pizzi, A.; Mittal, K.L. Handbook of Adhesive Technology; CRC Press: Boca Raton, FL, USA, 2018. [Google Scholar]
- Rudawska, A. Wybrane Zagadnienia Konstytuowania Połączeń Adhezyjnych Jednorodnych i Hybrydowych; Wyd. Politechniki Lubelskiej: Lublin, Poland, 2013; pp. 11–99. [Google Scholar]
- Fic, S. Adhezja i Samoorganizacja Struktury Materiału w Tworzeniu Konstrukcji; Politechnika Lubelskia: Lublin, Poland, 2019. [Google Scholar]
- Baldan, A. Adhesion phenomena in bonded joints. Int. J. Adhes. Adhes. 2012, 38, 95–116. [Google Scholar] [CrossRef]
- Żenkiewicz, M. Adhezja i Modyfikowanie Warstwy Wierzchniej Tworzyw Wielkocząsteczkowych; WNT: Warszawa, Poland, 2000. [Google Scholar]
- Kelar, K.; Ciecielska, D. Fizykochemia Polimerów. Wybrane Zagadnienia; Wyd. Politechniki Poznańskiej: Poznań, Poland, 1997; pp. 5–150. [Google Scholar]
- DeVries, K.L.; Adams, D.O. Mechanical testing of adhesive joints. Chapter 6. In The Mechanics of Adhesion; Adhesion Science and Engineering-1; Dillard, D.A., Pocius, A.V., Eds.; Elsevier Science B.V.: Amsterdam, The Netherlands, 2002. [Google Scholar]
- McBain, J.W.; Hopkins, D.J. On adhesives and adhesive action. J. Phys. Chem. 2002, 29, 188–204. [Google Scholar] [CrossRef]
- Sharpe, L.H. Interfaces, Interphases and “Adhesion”: A Perspective. Guneri Akovali, Ed. In The Interfacial Interactions in Polymeric Composites; Series NATO ASI, 230; Springer: Dordrecht, The Netherlands, 1993. [Google Scholar] [CrossRef]
- Clark, A. The Theory of Adsorption and Catalysis; Academic: New York, NY, USA, 2018; pp. 12–15. [Google Scholar]
- Toth, J. Adsorption; CRC Press: Boca Raton, FL, USA, 2002. [Google Scholar]
- Somorjai, G.A.; Li, Y. Introduction to Surface Chemistry and Catalysis; John Wiley & Sons: Hoboken, NJ, USA, 2010. [Google Scholar]
- Didier, F.; Jupille, J. Contrubution of the van der Waals forces to the work of adhesion at metal/oxide interfaces. J. Adhes. Sci. Technol. 1996, 10, 373–382. [Google Scholar] [CrossRef]
- Lee, L.H. (Ed.) Fundamentals of Adhesion; Springer Science & Business Media: Berlin, Germany, 2013. [Google Scholar]
- Pocius, A.V.; Dillard, D.A. Adhesion Science and Engineering: Surfaces, Chemistry and Applications; Elsevier: Amsterdam, The Netherlands, 2002. [Google Scholar]
- Ruffatto III, D.; Parness, A.; Spenko, M. Improving controllable adhesion on both rough and smooth surfaces with a hybrid electrostatic/gecko-like adhesive. J. R. Soc. Interface 2014, 11, 20131089. [Google Scholar] [CrossRef] [Green Version]
- Voyutskii, S.S.; Vakula, V.L. The role of diffusion phenomena in polymer-to-polymer adhesion. J. Appl. Polym. Sci. 1963, 7, 475–491. [Google Scholar] [CrossRef]
- Popov, V.Y.; Yanyushkin, A.S. Adhesion-diffusion interaction of contact surfaces with the treatment diamond grinding wheels. East. Eur. Sci. J. 2014, 2, 301–310. [Google Scholar] [CrossRef]
- Bikerman, J. The Science of Adhesive Joints; Academic Press: Cambridge, MA, USA, 1968. [Google Scholar]
- Fowkes, F.M. Role of acid-base interfacial bonding in adhesion. J. Adhes. Sci. Technol. 1987, 1, 7–27. [Google Scholar] [CrossRef]
- Godzimirski, J. Problemy klejenia konstrukcyjnego. Technol. I Autom. Montażu 2009, 1, 25–31. [Google Scholar]
- Kinloch, A.J. Adhezja i Kleje: Nauka i Technologia; Springer Science & Business Media: Berlin, Germany, 2012. [Google Scholar]
- Kwiatkowski, T.; Rajczyk, M. Kleje konstrukcyjne. Zesz. Nauk. Politech. Częstochowskiej Bud. 2016, 22, 191–195. [Google Scholar] [CrossRef]
- Zielecki, W.; Pawlus, P.; Perłowski, R.; Dzierwa, A. Analiza wpływu struktury geometrycznej powierzchni w układzie 3D na wytrzymałość połączeń klejowych. Technol. Autom. Montażu 2011, 1, 33–36. [Google Scholar]
- Bodzak, P. Badanie na beleczkach zginanych zjawiska przyczepności materiałów kompozytowych klejonych do powierzchni elementu żelbetowego. Przegląd Bud. 2018, 2, 24–29. [Google Scholar]
- Kowal, M. Wzmacnianie Elementów Konstrukcji Stalowych Węglowymi Taśmami Kompozytowymi; Wyd. Politechniki Lubelskiej: Lublin, Poland, 2016. [Google Scholar]
- Rudawska, A. Oprzyrządowanie w Technologii Klejenia; Wyd. Politechniki Lubelskiej: Lublin, Poland, 2016. [Google Scholar]
- Da Silva, L.F.; Rodrigues, T.N.S.S.; Figueiredo, M.A.V.; De Moura, M.F.S.F.; Chousal, J.A.G. Wpływ rodzaju i grubości kleju na wytrzymałość na ścinanie. Dz. Adhezji 2006, 82, 1091–1115. [Google Scholar]
- Xu, B.H.; Bouchaïr, A.; Racher, P. Analytical study and finite element modelling of timber connections with glued-in rods in bending. Constr. Build. Mater. 2012, 34, 337–345. [Google Scholar] [CrossRef]
- Anasiewicz, K.; Kuczmaszewski, J. Adhesive Joint Stiffness in the Aspect of FEM Modelling. Materials 2019, 12, 3911. [Google Scholar] [CrossRef] [Green Version]
- Norvydas, V.; Juodeikiene, I.; Minelga, D. The influence of glued dowel joints construction on the bending moment resistance. Mater. Sci. 2005, 11, 36–39. [Google Scholar]
- Rudawska, A. Przygotowanie Powierzchni do Klejenia Wybranych Materiałów Konstrukcyjnych; Wyd. Politechniki Lubelskiej: Lublin, Poland, 2017. [Google Scholar]
- Kłonica, M.; Kuczmaszewski, J. Badania Stanu Energetycznego Warstwy Wierzchniej Wybranych Materiałów Konstrukcyjnych po Ozonowaniu; Wyd. Politechniki Lubelskiej: Lublin, Poland, 2018. [Google Scholar]
- Van der Leeden, M.C.; Frens, G. Surface properties of plastic materials in relation to their adhering performance. Adv. Eng. Mater. 2002, 4, 280–289. [Google Scholar] [CrossRef]
- Pilawka, R.; Spychaj, T. Kleje epoksydowe z nanocząstkami do łączenia metali. Kompozyty 2004, 4, 33–36. [Google Scholar]
- Rabek, J.F. Współczesna Wiedza o Polimerach: Wybrane Zagadnienia; Wydawnnictwo Naukowe PWN: Warszawa, Poland, 2009; pp. 10–200. [Google Scholar]
- Cowie, J.M.G.; Arrighi, V. Polimery: Chemia i Fizyka Nowoczesnych Materiałów; CRC Prasa: Boca Raton, FL, USA, 2007. [Google Scholar]
- Szabelski, J.; Domińczuk, J.; Kuczmaszewski, J. Wpływ Ciepła na Właściwości Połączeń Klejowych; Wyd. Politechniki Lubelskiej: Lublin, Poland, 2019. [Google Scholar]
- Garbacz, T.; Tor–Światek, A.; Samujło, B. Właściwości Mechaniczne i Cieplne Tworzyw Polimerowych. Ćwiczenia Laboratoryjne; Wyd. Politechniki Lubelskiej: Lublin, Poland, 2017. [Google Scholar]
- Domińczuk, J. Właściwości adhezyjne warstwy wierzchniej materiałów konstrukcyjnych. Postępy Nauk. Tech. 2011, 9, 28–37. [Google Scholar]
- Hryniewicz, T. Technologia Powierzchni i Powłok; Wydawnictwo Uczelniane Politechniki Koszalińskiej: Koszalin, Poland, 2004. [Google Scholar]
- Sokołowski, K.; Szynkowska, M.; Łukomska-Szymańska, M. Wpływ sposobu przygotowania powierzchni kompozytu na wytrzymałość jego połączenia z materiałem kompozytowym. Inżynieria Mater. 2010, 31, 1238–1240. [Google Scholar]
- Hay, K.M.; Dragila, M.I.; Liburdy, J. Theoretical model for the wetting of a rough surface. J. Colloid Interface Sci. 2008, 325, 472–477. [Google Scholar] [CrossRef]
- Sadowski, Ł.; Czarnecki, S.; Hoła, J. Evaluation of the height 3D roughness parameters of concrete substrate and the adhesion to epoxy resin. Int. J. Adhes. Adhes. 2016, 67, 3–13. [Google Scholar] [CrossRef]
- Brown, C.A.; Savary, G. Describing ground surface texture using contact profilometry and fractal analysis. Wear 1991, 141, 211–226. [Google Scholar] [CrossRef]
- Adamczak, S.; Świderski, J.; Dobrowolski, T. Wybrane zagadnienia stykowych pomiarów struktury geometrycznej powierzchni. Mechanik 2017, 4, 328–331. [Google Scholar] [CrossRef] [Green Version]
- Chappard, D.; Degasne, I.; Hure, G.; Legrand, E.; Audran, M.; Basle, M.F. Image analysis measurements of roughness by texture and fractal analysis correlate with contact profilometry. Biomaterials 2003, 24, 1399–1407. [Google Scholar] [CrossRef]
- Chans, D.; Cimadevila, J.; Gutierrez, E. Influence of the geometric and material characteristics on the strength of glued joints made in chestnut timber. Mater. Des. 2009, 30, 1325–1332. [Google Scholar] [CrossRef]
- Kaczorowska, E. Porównanie Metod Testowania Wytrzymałości Kleju na Odrywanie dla Różnych Sposobów Przygotowania Powierzchni Próbek. Prace Instytutu Lotnictwa 2016, 3, 90–96. [Google Scholar] [CrossRef]
- Kahraman, R.; Sunar, M.; Yilbas, B. Influence of adhesive thickness and filler content on the mechanical performance of aluminum single-lap joints bonded with aluminum powder filled epoxy adhesive. J. Mater. Process. Technol. 2008, 205, 183–189. [Google Scholar] [CrossRef]
- Kłonica, M.; Kuczmaszewski, J. Badania porównawcze wytrzymałości na ścinanie zakładkowych połączeń klejowych po oczyszczaniu mechanicznym i ozonowaniu. Technol. Autom. Montażu 2011, 4, 45–48. [Google Scholar]
- Kasal, A.; Yusuf, Z.E.; Eckelman, C.A. Shear force and bending moment capacities of joints constructed with glued corner blocks. For. Prod. J. 2006, 6, 74. [Google Scholar]
- Volkersen, O. Die Nietkraftverleitung in Zugbeanspruchten Nietverbindungen mit Konstanten Laschenquerschnitten. Luftfahrtfor Schung 1938, 15, 41–47. [Google Scholar]
- Goland, M.; Reissner, E.J. The stresses in cemented joints. J. Appl. Mech. 1944, 11, A17–A27. [Google Scholar] [CrossRef]
- Allman, D.J. A theory for elastic stresses in adhesive bonded lap joints, Quart. J. Mech. Appl. Math. 1977, 30, 415–436. [Google Scholar] [CrossRef]
- Domińczuk, J. Model numeryczny pozwalający na ocenę wpływu długości zakładki na wytrzymałość połączeń klejowych. Technol. Autom. Montażu 2003, 3, 50–54. [Google Scholar]
- Godzimirski, J.; Pietras, A. Modelowanie spoin połączeń klejowych w obliczeniach MES. Technol. Autom. Montażu 2013, 4, 40–44. [Google Scholar]
- Jiang, F.; Yang, Q.; Wang, Y.; Wang, P.; Hou, D.; Jin, Z. Insights on the adhesive properties and debonding mechanism of CFRP/concrete interface under sulfate environment: From experiments to molecular dynamics. Constr. Build. Mater. 2021, 269, 121247. [Google Scholar] [CrossRef]
- Zhou, S.; Vu-Bac, N.; Arash, B.; Zhu, H.; Zhuang, X. Interface characterization between polyethylene/silica in engineered cementitious composites by molecular dynamics simulation. Molecules 2019, 24, 1497. [Google Scholar] [CrossRef] [Green Version]
- Zhuang, X.; Zhou, S. Molecular dynamics study of an amorphous polyethylene/silica interface with shear tests. Materials 2018, 11, 929. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Rajczyk, M.; Jończyk, D. Wzmacnianie Konstrukcji Betonowych Kompozytami Włóknistymi FRP; Zeszyty Naukowe Politechniki Częstochowskiej Seria Budownictwo: Częstochowa, Poland, 2015. [Google Scholar]
- Khalid Heiza, A.N.; Meleka, N.; Tayel, M. State-of-the art review: Strengthening of reinforced concrete structures–different strengthening techniques. In Proceedings of the Sixth International Conference on Nano-Technology in Construction (NTC 2014), Cairo, Egypt, 14–16 March 2014; Volume 3, pp. 22–24. [Google Scholar]
- Brol, J. Wzmacnianie zginanych belek z drewna klejonego taśmami GARP na etapie produkcji. Wiadomości Konserw. Wiadomości Konserw. 2009, 26, 345–353. [Google Scholar]
- Hensher, D.A. Fiber-Reinforced-Plastic (FRP) Reinforcement for Concrete Structures: Properties and Applications; Elsevier: Amsterdam, The Netherlands, 2016. [Google Scholar]
- Paranicheva, N.; Nazmeeva, T. Strengthening of building structures using carbon composite materials. Mag. Civ. Eng. 2010, 12, 19–22. [Google Scholar] [CrossRef]
- Artemenko, S.E. Polymer composite materials made from carbon, basalt and glass fibres. Fibre Chem. 2003, 3, 226–229. [Google Scholar] [CrossRef]
- Królikowski, W. Polimerowe Kompozyty Konstrukcyjne; Wydawnictwo Naukowe PWN: Warszawa, Poland, 2012. [Google Scholar]
- Mugahed Amrana, Y.H.; Alyousefa, R.; Raizal, S.M.; Rashid, R.S.M.; Hisham Alabduljabbar, H.; Hunge, C.-C. Properties and applications of FRP in strengthening RC structures: A review. Structures 2018, 16, 208–238. [Google Scholar] [CrossRef]
- Wypych, G. Handbook of Fillers; ChemTec.: Toronto, ON, Canada, 2010. [Google Scholar]
- Gnatowski, A. Wpływ rodzaju napełniacza na właściwości wybranych mieszanin polimerowych. Composites 2005, 5, 63–68. [Google Scholar]
- Klepka, T. Nowoczesne Materiały Polimerowe i Ich Przetwórstwo; Wyd. Politechniki Lubelskiej: Lublin, Poland, 2014. [Google Scholar]
- Gerberich, W.W.; Cordill, M.J. Physics of adhesion. Rep. Prog. Phys. 2006, 69, 2157. [Google Scholar] [CrossRef]
- Szewczak, A.; Szeląg, M. Physico-Mechanical and Rheological Properties of Epoxy Adhesives Modified by Microsilica and Sonication Process. Materials 2020, 13, 5310. [Google Scholar] [CrossRef]
- Szewczak, A.; Szelag, M. Modifications of epoxy resins and their influence on their viscosity. In Proceedings of the 3rd World Multidisciplinary Civil Engineering, Architecture, Urban Planning Symposium (WMCAUS 2018), Praque, Czech Republic, 17–22 June 2019; p. 471. [Google Scholar] [CrossRef]
- Szewczak, A. Impact of epoxy resin modification on its strength parameters. Bud. Archit. 2019, 18, 41–50. [Google Scholar] [CrossRef]
- Szewczak, A.; Szeląg, M. Viscosity and free surface energy as parameters describing the adhesion of the epoxy resin to the substrate. Mater. Sci. Eng. 2018, 484, 012003. [Google Scholar] [CrossRef]
- Wójs, K. Kawitacja w Cieczach o Różnych Właściwościach Reologicznych; Oficyna Wydawnicza Politechniki Wrocławskiej: Wrocław, Poland, 2004. [Google Scholar]
- Fic, S.; Szewczak, A.; Barnat-Hunek, D.; Lagod, G. Processes of Fatigue Destruction in Nanopolymer-Hydrophobised Ceramic Bricks. Materials 2017, 10, 44. [Google Scholar] [CrossRef] [Green Version]
- PN-EN 206-1:2003 Beton. Część 1: Wymagania, Właściwości, Produkcja i Zgodność; Polish Standardization Committee: Warsaw, Poland, 2003. [Google Scholar]
- Fic, S.; Kłonica, M.; Szewczak, A. Właściwości adhezyjne małocząsteczkowego polimeru modyfikowanego nanokrzemionką i dezintegrowanego ultradźwiękami przeznaczonego do hydrofobizacji ceramiki budowlanej. Polimery 2015, 60, 730–734. [Google Scholar] [CrossRef]
- Aggelis, D.; Paipetis, A. Monitoring of resin curing and hardening by ultrasound. Constr. Build. Mater. 2012, 26, 755–760. [Google Scholar] [CrossRef]
- Chen, J.; Chen, Y.; Li, H.; Lai, S.; Jow, J. Physical and chemical effects of ultrasound vibration on polymer melt in extrusion. Ultrason. Sonochemistry 2010, 17, 66–71. [Google Scholar] [CrossRef]
- Dziubiński, M.; Kiljański, T.; Sęk, J. Podstawy Reologii i Reometrii Płynów; Wydawnictwo Politechniki Łódzkiej: Łódź, Poland, 2009. [Google Scholar]
- Park, J. Mechanical Properties of Epoxy/Micro-silica and Epoxy/Micro-alumina Composites. Trans. Electr. Electron. Mater. 2018, 19, 481–485. [Google Scholar] [CrossRef]
- Gałda, L. Metody Statystyczne w Praktyce Inżynierskiej; Sigma-Not: Rzeszów, Poland, 2015. [Google Scholar]
- Garbacz, A.; Courard, L.; Kostana, K. Characterization of concrete surface roughness and its relation to adhesion in repair systems. Mater. Charact. 2006, 56, 281–289. [Google Scholar] [CrossRef]
- Garbacz, A.; Piotrowski, T.; Courard, L. Inżyneria powierzchni betonu. Część 1. Struktura geometryczna powierzchni. Mater. Bud. 2006, 9, 3–7. [Google Scholar]
- Bico, J.; Thiele, U.; Quéré, D. Wetting of textured surfaces. Colloids Surf. A Physicochem. Eng. Asp. 2002, 206, 41–46. [Google Scholar] [CrossRef]
- Kosiń, M.; Grunsiok, K. Obróbka mechaniczna powierzchni betonowych. Zeszyty Naukowe Politechniki Częstochowskiej 2010, 16, 77–82. [Google Scholar]
- Czarnecki, L. Adhesion–A challenge for concrete repair. In Concrete Repair, Rehabilitation and Retrofitting II; CRC Press: Boca Raton, FL, USA, 2008; pp. 361–362. [Google Scholar]
- Iovinella, I.; Prota, A.; Mazzotti, C. Influence of surface roughness on the bond of FRP laminates to concrete. Constr. Build. Mater. 2013, 40, 533–542. [Google Scholar] [CrossRef]
- Courard, L.; Garbacz, A.; Górka, M. Ocena ilościowa obróbki powierzchni betonu za pomocą profilometrii mechanicznej”. In Materiały XI Międzynarodowego Kongresu Polimerów w Betonie ICPIC 2004; Federalny Instytut Badań i Testowania Materiałów: Berlin, Germany, 2004. [Google Scholar]
- Bissonnette, B.; Courard, L.; Garbacz, A. Inżynieria Powierzchni Betonu; CRC Press: Boca Raton, FL, USA, 2018. [Google Scholar]
- Perez, F.; Bissonnette, M.B.; Courard, L. Correlation between the roughness of the substrate surface and the debonding risk. In Concrete Repair, Rehabilitation and Retrofitting II; CRC Press: Boca Raton, FL, USA, 2008; pp. 365–366. [Google Scholar]
- Majeed, A.H. Enforcement of epoxy with silica fume and carbon fiber. Tikrit J. Eng. Sci. 2018, 25, 74–77. [Google Scholar] [CrossRef]
- Fang-Long, J.; Xiang, L.; Soo-Jin. Synthesis and application of epoxy resins: Review. J. Ind. Eng. Chem. 2015, 29, 1–11. [Google Scholar] [CrossRef]
- Sekulic, A.; Curnier, A. Experimentation on adhesion of epoxy. Int. J. Adhes. Adhes. 2010, 30, 89–104. [Google Scholar] [CrossRef]
- Bodzak, P. Flexural behaviour of concrete beams reinforced with different grade steel and strengthened by CFRP strips. Kompoz. Część B Inżynieria 2019, 167, 411–421. [Google Scholar] [CrossRef]
- Derkowski, W.; Kwiecień, A.; Zając, B. Badanie zniszczonej belki żelbetowej naprawionej w trybie awaryjnym taśmami CFRP na sztywnej i podatnej warstwie adhezyjnej. Awarie Bud. 2011, 927–934. [Google Scholar]
- Täljsten, B.; Elfgren, L. Strengthening concrete beams for shear using CFRP-materials: Evaluation of different application methods. Compos. Part B Eng. 2000, 31, 87–96. [Google Scholar] [CrossRef]
- Gribniak, V.; Tamulenas, V.; Ng, P.L.; Arnautov, A.K.; Gudonis, E.; Misiunaite, I. Mechanical behavior of steel fiber-reinforced concrete beams bonded with external carbon fiber sheets. Materials 2017, 10, 666. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Liu, Y.; Zwingmann, B.; Schlaich, M. Carboin Fiber Reinforced Polymer for Cable Structures–A Review. Polymers 2015, 7, 2078–2099. [Google Scholar] [CrossRef] [Green Version]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type of FRP | Tension Strength [MPa] | Elasticity Modulus [GPa] | Density [g/cm3] |
|---|---|---|---|
| GFRP | 480–4580 | 35–86 | 1.25–2.50 |
| CFRP | 600–3920 | 37–784 | 1.50–2.10 |
| AFRP | 1720–3620 | 41–175 | 1.25–1.45 |
| BFRP | 600–1500 | 50–65 | 1.90–2.10 |
| steel * | 280–1900 | 190–210 | 7.85 |
| Resin | Epidian 52 |
|---|---|
| Form | yellow, dense liquid |
| Flashpoint [°C] | 64 |
| Gelation time [min] | 40 |
| Epoxy number [mol/100 g] | 0.51–0.55 |
| Density (22 °C) [g/cm3] | 1.12–1.13 |
| Viscosity (22 °C) [Pa·s] | 0.4–0.8 |
| Solubility | ketones, esters, alcohols |
| Series | Resin Type | Type of Additive/Modification | Amount of Filler [%] | Amount of Hardener [%] |
|---|---|---|---|---|
| ER52 | epoxy | - | - | 10 |
| ER52/S | sonication | - | 10 | |
| ER52/S/M | sonication + microsilica | 0.5 | 10 | |
| ER52/S/N | sonication + carbon nanotubes | 0.1 | 10 |
| Surface | Rp | Rv | Rz | Rc | Rt | Ra | Rq | Rsm | Rsk | Rku |
|---|---|---|---|---|---|---|---|---|---|---|
| C | 7.04 | 7.90 | 14.90 | 7.20 | 26.50 | 2.77 | 3.46 | 0.14 | −0.11 | 3.00 |
| G | 12.60 | 17.10 | 29.70 | 16.00 | 45.00 | 5.66 | 6.96 | 0.15 | −0.42 | 2.70 |
| S | 15.50 | 21.10 | 36.50 | 22.60 | 47.40 | 6.95 | 8.74 | 0.30 | −0.47 | 2.89 |
| Specimen | Force [kN] | Stress [MPa] | Coefficient of Variation [%] | Average 15 × 15 × 15 cm [MPa] |
|---|---|---|---|---|
| 1 | 1002.78 | 44.60 | 3.1 | 42.80 |
| 2 | 974.75 | 43.30 | ||
| 3 | 967.35 | 43.00 | ||
| 4 | 924.57 | 41.10 | ||
| 5 | 943.21 | 41.90 |
| No. | Compression Strength [MPa] | Average Strength fcm [MPa] | Characteristic Strength fck [MPa] | Criteria 1 fcm ≥ fck + 4 | Criteria 2 fci ≥ fck − 4 | Concrete Class | |||
|---|---|---|---|---|---|---|---|---|---|
| 1 | 44.60 | 42.80 | 37 | 42.80 | ≥ | 41 | 44.60 | ≥33 | C30/37 |
| 2 | 43.30 | 43.30 | |||||||
| 3 | 43.00 | 43.00 | |||||||
| 4 | 41.10 | 41.10 | |||||||
| 5 | 41.90 | 41.90 | |||||||
| Series | Force [kN] | Pull-Off Stress [MPa] | Coefficient of Variation [%] |
|---|---|---|---|
| ER52 | 3.23 | 4.31 | 0.70 |
| ER52/S | 5.53 | 7.37 | 2.60 |
| ER52/S/M | 4.01 | 5.35 | 3.00 |
| ER52/S/N | 3.83 | 5.10 | 3.20 |
| Series | Force [kN] | Pull-Off Stress [MPa] | Coefficient of Variation [%] |
|---|---|---|---|
| ER52 | 3.15 | 4.20 | 1.80 |
| ER52/S | 3.79 | 5.05 | 2.60 |
| ER52/S/M | 3.80 | 5.07 | 2.10 |
| ER52/S/N | 5.35 | 7.14 | 0.60 |
| Series | Force [kN] | Pull-Off Stress [MPa] | Coefficient of Variation [%] |
|---|---|---|---|
| ER52 | 3.61 | 4.82 | 1.90 |
| ER52/S | 4.62 | 6.17 | 0.60 |
| ER52/S/M | 6.55 | 8.73 | 2.40 |
| ER52/S/N | 5.89 | 7.85 | 2.30 |
| Series | ER52 | ER52/S | ER52/S/M | ER52/S/N |
|---|---|---|---|---|
| Hardness HV10 | 20.35 | 21.40 | 20.60 | 21.03 |
| Tensile strength [MPa] | 36.97 | 42.53 | 29.67 | 29.44 |
| Correlation | Pearson’s Correlations (r) | ||||||
|---|---|---|---|---|---|---|---|
| Value | Viscosity | HV10 | Tensile Strength | Pull-Off C | Pull-Off G | Pull-Off S | |
| Spearman’s correlations (ρ) | Viscosity | - | 0.34 | −0.46 | −0.15 | 0.30 | 0.30 |
| HV10 | 0.60 | - | 0.40 | 0.88 | 0.46 | 0.14 | |
| Tensile strength | −0.20 | 0.20 | - | 0.60 | −0.55 | −0.75 | |
| Pull-off C | 0.20 | 0.80 | 0.40 | - | 0.03 | 0.07 | |
| Pull-off G | 0.98 | 0.40 | −0.80 | 0.20 | - | 0.58 | |
| Pull-off S | −0.20 | 0.20 | 0.20 | 0.40 | 0.80 | - | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Szewczak, A. Influence of Epoxy Glue Modification on the Adhesion of CFRP Tapes to Concrete Surface. Materials 2021, 14, 6339. https://doi.org/10.3390/ma14216339
Szewczak A. Influence of Epoxy Glue Modification on the Adhesion of CFRP Tapes to Concrete Surface. Materials. 2021; 14(21):6339. https://doi.org/10.3390/ma14216339
Chicago/Turabian StyleSzewczak, Andrzej. 2021. "Influence of Epoxy Glue Modification on the Adhesion of CFRP Tapes to Concrete Surface" Materials 14, no. 21: 6339. https://doi.org/10.3390/ma14216339
APA StyleSzewczak, A. (2021). Influence of Epoxy Glue Modification on the Adhesion of CFRP Tapes to Concrete Surface. Materials, 14(21), 6339. https://doi.org/10.3390/ma14216339