
Analysis and Optimization of Dimensional Accuracy and Porosity of High Impact Polystyrene Material Printed by FDM Process: PSO, JAYA, Rao, and Bald Eagle Search Algorithms

 ,
,  , ,
, ,  ,
,  ,
,  and
and 
Abstract
:1. Introduction
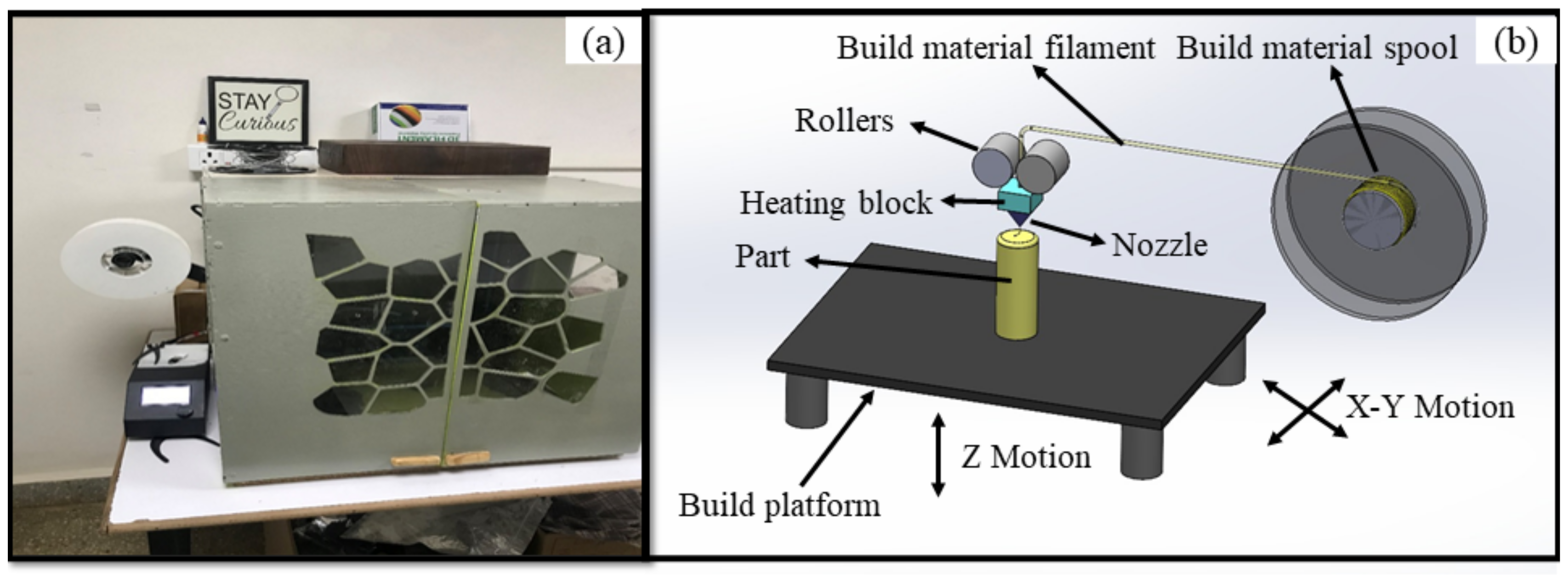
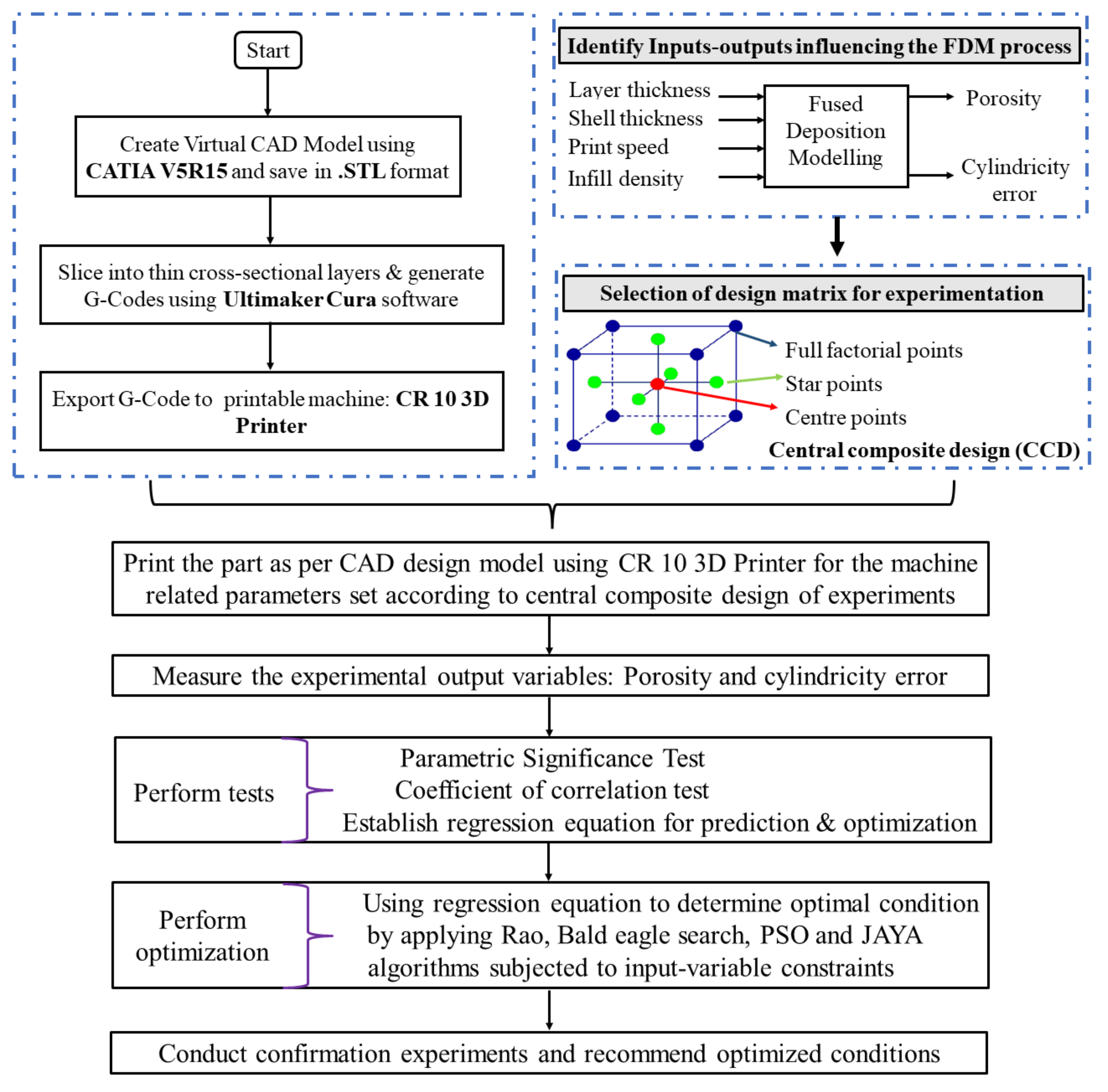
2. Materials and Methods
3. Results and Discussions
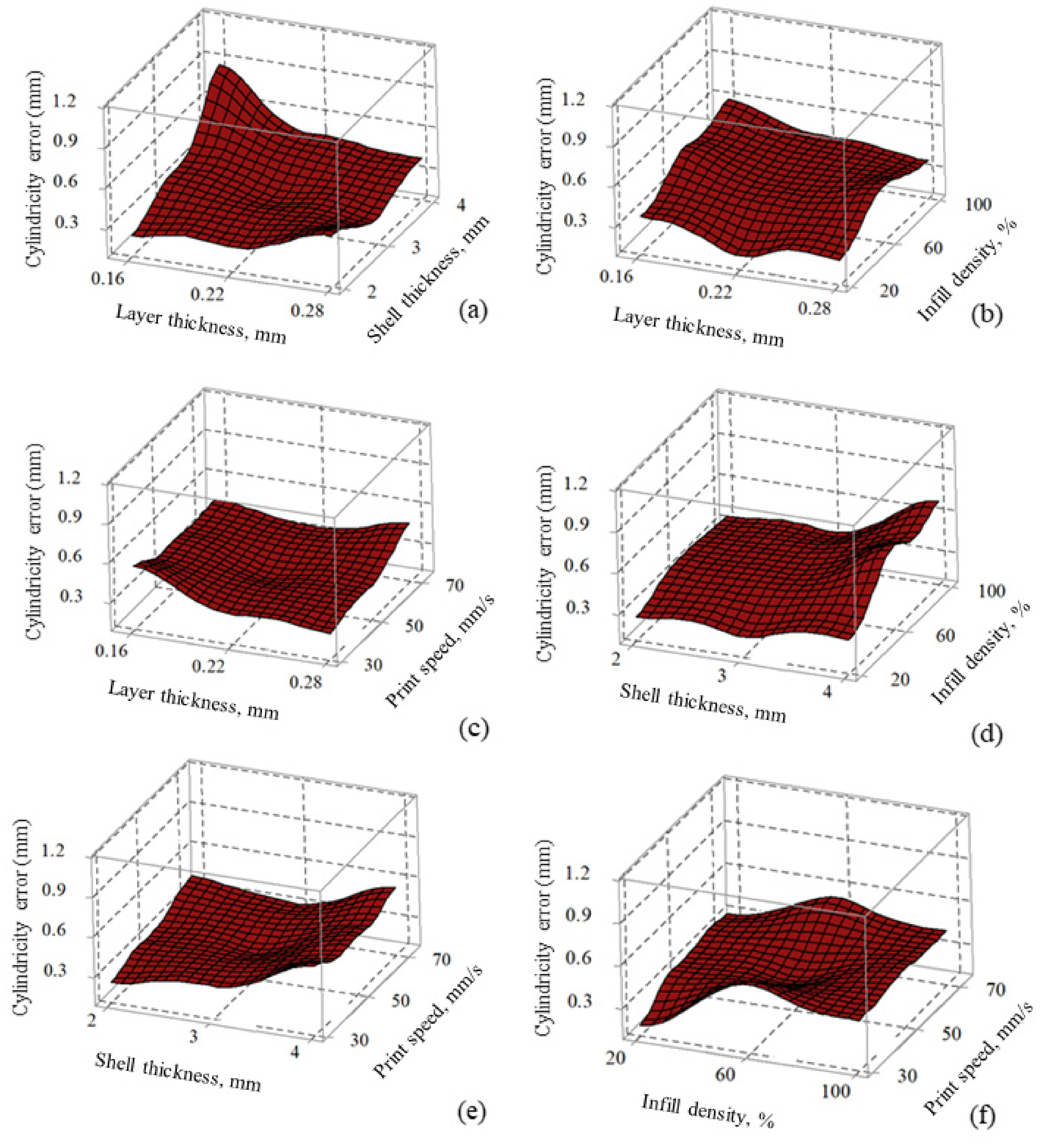
3.1. Response: Cylindricity Error
3.2. Response: Porosity
3.3. Analysis of Variance of Responses: Cylindricity Error and Porosity
3.4. Multi-Objective Optimization Algorithms
3.4.1. Rao Algorithm
3.4.2. BES Algorithm
3.4.3. JAYA Algorithm
3.4.4. PSO Algorithm
3.5. Results of Optimization Models
3.5.1. Mathematical Formulation for Multi-Objective Optimization
3.5.2. Estimating Solution Accuracy and Determining Optimal Conditions
3.5.3. Estimate Computation Time and Solution Accuracy in Determining Optimal Conditions
3.5.4. Confirmation Experiments
4. Conclusions
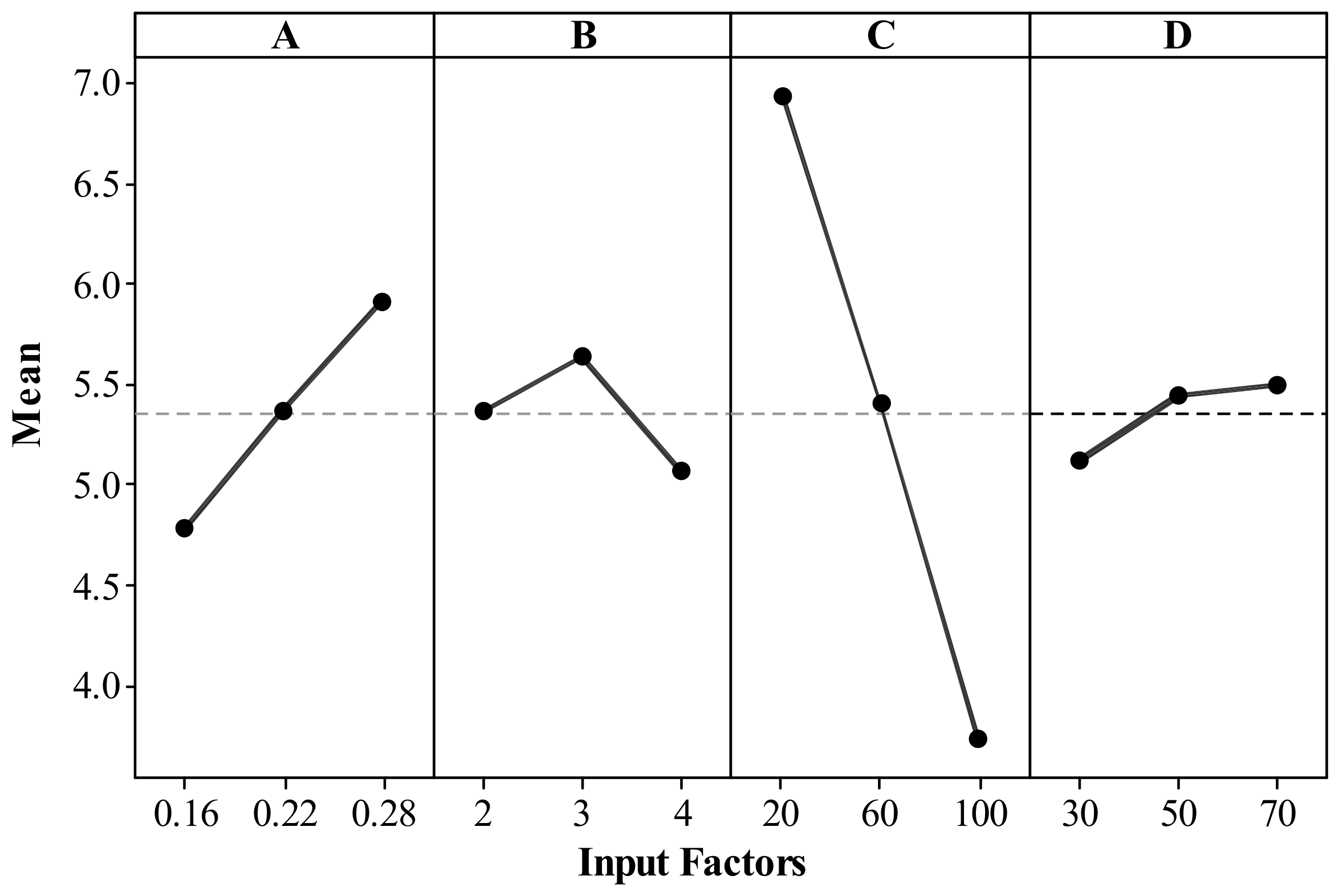
- All factors (except print speed for CE) were found statistically significant for both outputs. Shell thickness was the major contributing factor for cylindricity error, whereas least significant for the porosity of printed samples. Infill density was the most significant factor for porosity.
- The print speed relationship with cylindricity error and porosity was found to be linear, whereas shell thickness was found to have a non-linear relationship.
- All the interaction factor effects were significant, except the interactions among shell thickness and infill density (for CE and porosity) and layer thickness and infill density (for CE). Insignificant terms practically imply a lesser contribution to the outputs of a process. Both models produced better fit with a value of 99.1% for porosity and 94.56% for cylindricity error, respectively.
- Four algorithms (BES, RAO-3, PSO, and JAYA) were applied to determine the optimal fused deposition modeling conditions. Six case studies (set of weight fractions assigned to both outputs) were analyzed and the optimal conditions were determined. Case 4 (layer thickness 0.22 mm, shell thickness 2 mm, infill density 100%, print speed 30 mm/s) is recommended as the optimal condition, as they produced a minimum fitness value equal to 2.494. The recommended optimal conditions are experimentally evaluated and the resulting cylindricity error and porosity of printed parts were found equal to 0.1215 mm, and 2.5%.
- The computational time of all four algorithms (BES, RAO-3, PSO, and JAYA) were tested with common iterations and population size. BES and RAO algorithms were converged (population size: 20; iterations: 100) to optimize global solutions with a computation time equal to 0.007 s. JAYA and PSO algorithms converge on local solutions for population size: 20; iterations: 100, and require more population size and iteration to attain global solutions.
- BES and Rao algorithms are computationally efficient for attaining global solutions and efficient tools for optimizing FDM parts.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| Porosity min | Minimum values of porosity |
| Cylindricity error min | Minimum values of cylindricity error |
| f(z) | Fitness function |
| Weight importance of porosity | |
| Weight importance of cylindricity error | |
| Inertia Weight | |
| R2 | Coefficient of correlation |
| R2 Adj. | Adjusted Coefficient of Correlation |
| A | Layer Thickness |
| ABS | Acrylonitrile Butadiene Styrene |
| AM | Additive Manufacturing |
| ANN | Artificial Neural network |
| ANFIS | Adaptive Network Fuzzy Interface System |
| ASA | Amino-Salicylic Acid |
| B | Shell Thickness |
| BES | Bald Eagle Search Optimization |
| BO | Build Orientation |
| BT | Build Time |
| C | Infill Density |
| CAD | Computer Aided Design |
| CCD | Central Composite Design |
| CE | Cylindricity Error |
| CT | Chamber Temperature |
| D | Print Speed |
| DA | Dimensional Accuracy |
| DE | Differential Evolution |
| DFA | Desirability Function Approach |
| EC | Energy Consumption |
| ET | Extruder Temperature |
| FDM | Fused Deposition Modelling |
| FP | Filling Pattern |
| FS | Flexural Strength |
| FT | Floor Thickness |
| GA | Genetic Algorithm |
| HIP | High Impact Polystyrene |
| IDM | Inset Distance Multiplier |
| IFD or ID | Infill Density |
| IP | Infill Pattern |
| IS | Infill Speed |
| ISS | Inset Speed |
| LT | Layer Thickness |
| NC | Number Of Contours |
| NS | Number Of Shells |
| NT | Nozzle Temperature |
| OS | Outline Speed |
| OSS | Outer Shell Speed |
| PC-ABS | Polycarbonate ABS |
| PLA | Polylactic Acid |
| PP | Printing Plane |
| PS | Print Speed |
| PT | Platform Temperature |
| PSO | Particle Swarm Optimization |
| RA | Raster Angle |
| RSM | Response Surface Methodology |
| RW | Road Width |
| SHD | Sparse High Density |
| SLD | Sparse Low Density |
| SOS | Symbiotic Organism Search |
| SR | Surface Roughness |
| ST | Shell Thickness |
| SST | Support Style |
| TS | Tensile Strength |
| UTS | Ultimate Tensile Strength |
References
- Attaran, M. The rise of 3-D printing: The advantages of additive manufacturing over traditional manufacturing. Bus. Horiz. 2017, 60, 677–688. [Google Scholar] [CrossRef]
- Mehrpouya, M.; Dehghanghadikolaei, A.; Fotovvati, B.; Vosooghnia, A.; Emamian, S.S.; Gisario, A. The potential of additive manufacturing in the smart factory industrial 4.0: A review. Appl. Sci. 2019, 9, 3865. [Google Scholar] [CrossRef] [Green Version]
- Lee, C.H.; Padzil, F.N.B.M.; Lee, S.H.; Ainun, Z.M.A.A.; Abdullah, L.C. Potential for Natural Fiber Reinforcement in PLA Polymer Filaments for Fused Deposition Modeling (FDM) Additive Manufacturing: A Review. Polymers 2021, 13, 1407. [Google Scholar] [CrossRef]
- Kamara, S.; Faggiani, K.S. Fundamentals of Additive Manufacturing for the Practitioner; John Wiley & Sons: Hoboken, NY, USA, 2021; Volume 2. [Google Scholar]
- Bhargav, A.; Sanjairaj, V.; Rosa, V.; Feng, L.W.; Fuh, Y.H.J. Applications of additive manufacturing in dentistry: A review. J. Biomed. Mater. Res. Part B Appl. Biomater. 2018, 106, 2058–2064. [Google Scholar] [CrossRef]
- Haleem, A.; Javaid, M. Additive manufacturing applications in industry 4.0: A review. J. Ind. Inf. Integr. 2019, 4, 1930001. [Google Scholar] [CrossRef]
- Prakash, K.S.; Nancharaih, T.; Rao, V.S. Additive manufacturing techniques in manufacturing-an overview. Mater. Today Proc. 2018, 5, 3873–3882. [Google Scholar] [CrossRef]
- Dey, A.; Yodo, N. A systematic survey of FDM process parameter optimization and their influence on part characteristics. J. Manuf. Mater. Process. 2019, 3, 64. [Google Scholar] [CrossRef] [Green Version]
- Lalegani Dezaki, M.; Mohd Ariffin, M.K.A. The effects of combined infill patterns on mechanical properties in FDM process. Polymers 2020, 12, 2792. [Google Scholar] [CrossRef]
- Konta, A.A.; García-Piña, M.; Serrano, D.R. Personalised 3D printed medicines: Which techniques and polymers are more successful? Bioengineering 2017, 4, 79. [Google Scholar] [CrossRef] [Green Version]
- Mohamed, O.A.; Masood, S.H.; Bhowmik, J.L. Optimization of fused deposition modeling process parameters: A review of current research and future prospects. Adv. Manuf. 2015, 3, 42–53. [Google Scholar] [CrossRef]
- Rajpurohit, S.R.; Dave, H.K. Effect of process parameters on tensile strength of FDM printed PLA part. Rapid Prototyp. J. 2018, 24, 1317–1324. [Google Scholar] [CrossRef]
- Popescu, D.; Zapciu, A.; Amza, C.; Baciu, F.; Marinescu, R. FDM process parameters influence over the mechanical properties of polymer specimens: A review. Polym. Test. 2018, 69, 157–166. [Google Scholar] [CrossRef]
- Patel, G.C.M.; Chate, G.R.; Parappagoudar, M.B.; Gupta, K. Machining of Hard Materials: A Comprehensive Approach to Experimentation, Modeling and Optimization; Springer Nature: Berlin/Heidelberg, Germany, 2020. [Google Scholar] [CrossRef]
- Nor, N.M.; Mohamed, M.S.; Loh, T.C.; Foo, H.L.; Rahim, R.A.; Tan, J.S.; Mohamad, R. Comparative analyses on medium optimization using one-factor-at-a-time, response surface methodology, and artificial neural network for lysine–methionine biosynthesis by Pediococcus pentosaceus RF-1. Biotechnol. Biotechnol. Equip. 2017, 31, 935–947. [Google Scholar] [CrossRef] [Green Version]
- Wankhede, V.; Jagetiya, D.; Joshi, A.; Chaudhari, R. Experimental investigation of FDM process parameters using Taguchi analysis. Mater. Today Proc. 2020, 27, 2117–2120. [Google Scholar] [CrossRef]
- Mahmood, S.; Qureshi, A.J.; Talamona, D. Taguchi based process optimization for dimension and tolerance control for fused deposition modelling. Addit. Manuf. 2018, 21, 183–190. [Google Scholar] [CrossRef]
- Deswal, S.; Narang, R.; Chhabra, D. Modeling and parametric optimization of FDM 3D printing process using hybrid techniques for enhancing dimensional preciseness. Int. J. Interact. Des. Manuf. 2019, 13, 1197–1214. [Google Scholar] [CrossRef]
- Chohan, J.S.; Kumar, R.; Singh, T.B.; Singh, S.; Sharma, S.; Singh, J.; Mia, M.; Pimenov, D.Y.; Chattopadhyaya, S.; Dwivedi, S.P.; et al. Taguchi S/N and TOPSIS Based Optimization of Fused Deposition Modelling and Vapor Finishing Process for Manufacturing of ABS Plastic Parts. Materials 2020, 13, 5176. [Google Scholar] [CrossRef] [PubMed]
- Xinhua, L.; Shengpeng, L.; Zhou, L.; Xianhua, Z.; Xiaohu, C.; Zhongbin, W. An investigation on distortion of PLA thin-plate part in the FDM process. Int. J. Adv. Manuf. 2015, 79, 1117–1126. [Google Scholar] [CrossRef]
- Saad, M.S.; Nor, A.M.; Baharudin, M.E.; Zakaria, M.Z.; Aiman, A.F. Optimization of surface roughness in FDM 3D printer using response surface methodology, particle swarm optimization, and symbiotic organism search algorithms. Int. J. Adv. Manuf. 2019, 105, 5121–5137. [Google Scholar] [CrossRef]
- Camposeco-Negrete, C. Optimization of FDM parameters for improving part quality, productivity and sustainability of the process using Taguchi methodology and desirability approach. Prog. Addit. Manuf. 2020, 5, 59–65. [Google Scholar] [CrossRef]
- Ramesh, M.; Panneerselvam, K. Mechanical investigation and optimization of parameter selection for Nylon material processed by FDM. Mater. Today: Proc. 2020, 46, 9303–9307. [Google Scholar] [CrossRef]
- Patel, G.C.M.; Krishna, P.; Parappagoudar, M.B. Squeeze casting process modeling by a conventional statistical regression analysis approach. Appl. Math. Model. 2016, 40, 6869–6888. [Google Scholar] [CrossRef]
- Chate, G.R.; Patel, G.C.M.; Bhushan, S.B.; Parappagoudar, M.B.; Deshpande, A.S. Comprehensive modelling, analysis and optimization of furan resin-based moulding sand system with sawdust as an additive. J. Braz. Soc. Mech. Sci. Eng. 2019, 41, 1–24. [Google Scholar] [CrossRef]
- Ganjigatti, J.P.; Pratihar, D.K.; RoyChoudhury, A. Modeling of the MIG welding process using statistical approaches. Int. J. Adv. Manuf. 2008, 35, 1166–1190. [Google Scholar] [CrossRef]
- Torres, J.; Cotelo, J.; Karl, J.; Gordon, A.P. Mechanical property optimization of FDM PLA in shear with multiple objectives. JOM 2015, 67, 1183–1193. [Google Scholar] [CrossRef]
- Mohamed, O.A.; Masood, S.H.; Bhowmik, J.L. Mathematical modeling and FDM process parameters optimization using response surface methodology based on Q-optimal design. Appl. Math. Model. 2016, 40, 10052–10073. [Google Scholar] [CrossRef]
- Kumar, R.; Singh, R.; Farina, I. On the 3D printing of recycled ABS, PLA and HIPS thermoplastics for structural applications. PSU Res. Rev. 2018, 2, 115–137. [Google Scholar] [CrossRef]
- Bachtiar, D.; Sapuan, S.M.; Khalina, A.; Zainudin, E.S.; Dahlan, K.Z.M. Flexural and impact properties of chemically treated sugar palm fiber reinforced high impact polystyrene composites. Fibers Polym. 2012, 13, 894–898. [Google Scholar] [CrossRef]
- Wang, R.; Meyer, C. Performance of cement mortar made with recycled high impact polystyrene. Cem. Concr. Compos. 2012, 34, 975–981. [Google Scholar] [CrossRef]
- Sathishkumar, N.; Arunkumar, N.; Balamurugan, L.; Sabarish, L.; Joseph, A.S.S. Investigation of mechanical behaviour and surface roughness properties on copper electroplated FDM high impact polystyrene parts. In Advances in Additive Manufacturing and Joining; Springer: Singapore, 2020; pp. 287–300. [Google Scholar]
- Coogan, T.J.; Kazmer, D.O. Prediction of interlayer strength in material extrusion additive manufacturing. Addit. Manuf. 2020, 35, 101368. [Google Scholar] [CrossRef]
- Chate, G.R.; Patel, G.C.M.; Deshpande, A.S.; Parappagoudar, M.B. Modeling and optimization of furan molding sand system using design of experiments and particle swarm optimization. Proc. Inst. Mech. Eng. E: J. Process Mech. Eng. 2018, 232, 579–598. [Google Scholar] [CrossRef]
- Patel, G.C.M.; Chate, G.R.; Parappagoudar, M.B. Modelling and optimization of alpha-set sand moulding system using statistical design of experiments and evolutionary algorithms. In Optimization of Manufacturing Processes; Gupta, K., Gupta, M., Eds.; Springer Series in Advanced Manufacturing; Springer: Cham, Switzerland, 2020; pp. 1–28. [Google Scholar]
- Patel, G.C.M.; Shettigar, A.K.; Parappagoudar, M.B. A systematic approach to model and optimize wear behaviour of castings produced by squeeze casting process. J. Manuf. Process. 2018, 32, 199–212. [Google Scholar] [CrossRef]
- Deshwal, S.; Kumar, A.; Chhabra, D. Exercising hybrid statistical tools GA-RSM, GA-ANN and GA-ANFIS to optimize FDM process parameters for tensile strength improvement. CIRP J. Manuf. Sci. Technol. 2020, 31, 189–199. [Google Scholar] [CrossRef]
- Patel, G.C.M.; Lokare, D.; Chate, G.R.; Parappagoudar, M.B.; Nikhil, R.; Gupta, K. Analysis and optimization of surface quality while machining high strength aluminium alloy. Measurement 2020, 152, 107337. [Google Scholar] [CrossRef]
- Patel, G.C.M.; Jagadish. Experimental modeling and optimization of surface quality and thrust forces in drilling of high-strength Al 7075 alloy: CRITIC and meta-heuristic algorithms. J. Braz. Soc. Mech. Sci. Eng. 2021, 43, 1–21. [Google Scholar] [CrossRef]
- Das, P.; Mhapsekar, K.; Chowdhury, S.; Samant, R.; Anand, S. Selection of build orientation for optimal support structures and minimum part errors in additive manufacturing. Comput. Aided Des. Appl. 2017, 14 (Suppl. S1), 1–13. [Google Scholar] [CrossRef] [Green Version]
- Zhang, J.; Li, Y. A unit sphere discretization and search approach to optimize building direction with minimized volumetric error for rapid prototyping. Int. J. Adv. Manuf. 2013, 67, 733–743. [Google Scholar] [CrossRef]
- Srinivasan, R.; Ruban, W.; Deepanraj, A.; Bhuvanesh, R.; Bhuvanesh, T. Effect on infill density on mechanical properties of PETG part fabricated by fused deposition modelling. Mater. Today Proc. 2020, 27, 1838–1842. [Google Scholar] [CrossRef]
- Rao, R.V.; Pawar, R.B. Constrained design optimization of selected mechanical system components using Rao algorithms. Appl. Soft Comput. 2020, 89, 106141. [Google Scholar] [CrossRef]
- Rao, R.V.; Pawar, R.B. Self-adaptive multi-population Rao algorithms for engineering design optimization. Appl. Artif. Intell. 2020, 34, 187–250. [Google Scholar] [CrossRef]
- Rao, R. Rao algorithms: Three metaphor-less simple algorithms for solving optimization problems. Int. J. Ind. Eng. Comput. 2020, 11, 107–130. [Google Scholar] [CrossRef]
- Pathak, V.K.; Amit, K.S. Particle Swarm Optimization Approach for Minimizing GD&T Error in Additive Manufactured Parts. Int. J. Manuf. Mater. Mech. Eng. 2017, 7, 69–80. [Google Scholar]
- Rao, R. Jaya: A simple and new optimization algorithm for solving constrained and unconstrained optimization problems. Int. J. Ind. Eng. Comput. 2016, 7, 19–34. [Google Scholar]
- Alsattar, H.A.; Zaidan, A.A.; Zaidan, B.B. Novel meta-heuristic bald eagle search optimisation algorithm. Artif. Intell. Rev. 2020, 53, 2237–2264. [Google Scholar] [CrossRef]
- El Nahrawy, A.M.; Abou Hammad, A.B.; Shaheen, T.I.; Mansour, A.M. Sol–gel synthesis and physical characterization of high impact polystyrene nanocomposites based on Fe2O3 doped with ZnO. Appl. Phys. A. 2020, 126, 1–11. [Google Scholar] [CrossRef]
- Zhang, Z.C.; Li, P.L.; Chu, F.T.; Shen, G. Influence of the three-dimensional printing technique and printing layer thickness on model accuracy. J. Orofac. Orthop. Fortschr. Kieferorthop. 2019, 80, 194–204. [Google Scholar] [CrossRef] [PubMed]
- Gharbi, M.; Peyre, P.; Gorny, C.; Carin, M.; Morville, S.; Le Masson, P.; Carron, D.; Fabbro, R. Influence of various process conditions on surface finishes induced by the direct metal deposition laser technique on a Ti–6Al–4V alloy. J. Mater. Process. Technol. 2013, 213, 791–800. [Google Scholar] [CrossRef] [Green Version]
- Sabbah, A.; Romanos, G.; Delgado-Ruiz, R. Impact of Layer Thickness and Storage Time on the Properties of 3D-Printed Dental Dies. Materials 2021, 14, 509. [Google Scholar] [CrossRef]
- Singh, J.P.; Singh, R. Investigations for statistically controlled rapid casting solution of low brass alloys using three dimensional printing. Int. J. Rapid Manuf. 2009, 1, 208–221. [Google Scholar] [CrossRef]
- Santana, L.; Alves, J.L.; Netto, A.D.C.S. A study of parametric calibration for low cost 3D printing: Seeking improvement in dimensional quality. Mater Des. 2017, 135, 159–172. [Google Scholar] [CrossRef]
- Abeykoon, C.; Sri-Amphorn, P.; Fernando, A. Optimization of fused deposition modeling parameters for improved PLA and ABS 3D printed structures. Int. J. Lightweight Mater. Manuf. 2020, 3, 284–297. [Google Scholar] [CrossRef]
- Garzon-Hernandez, S.; Arias, A.; Garcia-Gonzalez, D. A continuum constitutive model for FDM 3D printed thermoplastics. Compos. B: Eng. 2020, 201, 108373. [Google Scholar] [CrossRef]
- Caminero, M.A.; Chacón, J.M.; García-Moreno, I.; Reverte, J.M. Interlaminar bonding performance of 3D printed continuous fibre reinforced thermoplastic composites using fused deposition modelling. Polym. Test. 2018, 68, 415–423. [Google Scholar] [CrossRef]
- Gordeev, E.G.; Galushko, A.S.; Ananikov, V.P. Improvement of quality of 3D printed objects by elimination of microscopic structural defects in fused deposition modeling. PLoS ONE 2018, 13, e0198370. [Google Scholar] [CrossRef] [PubMed]
- Dave, H.K.; Rajpurohit, S.R.; Patadiya, N.H.; Dave, S.J.; Sharma, K.S.; Thambad, S.S.; Srinivasan, V.P.; Sheth, K.V. Compressive strength of PLA based scaffolds: Effect of layer height, infill density and print speed. Int. J. Mod. Manuf. Technol. 2019, 11, 21–27. [Google Scholar]
- Buj-Corral, I.; Bagheri, A.; Sivatte-Adroer, M. Effect of Printing Parameters on Dimensional Error, Surface Roughness and Porosity of FFF Printed Parts with Grid Structure. Polymers 2021, 13, 1213. [Google Scholar] [CrossRef]
- Sörensen, K. Metaheuristics—The metaphor exposed. Int. Trans. Oper. Res. 2015, 22, 3–18. [Google Scholar] [CrossRef]
- Angayarkanni, S.A.; Sivakumar, R.; Rao, Y.R. Hybrid Grey Wolf: Bald Eagle search optimized support vector regression for traffic flow forecasting. J. Ambient Intell. Humaniz. Comput. 2021, 12, 1293–1304. [Google Scholar] [CrossRef]
- Sibalija, T.V.; Kumar, S.; Patel, G.M.; Jagadish. A soft computing-based study on WEDM optimization in processing Inconel 625. Neural. Comput. Appl. 2021, 33, 11985–12006. [Google Scholar] [CrossRef]
- Patel, G.C.M.; Krishna, P.; Parappagoudar, M.B.; Vundavilli, P.R.; Bhushan, S.B. Squeeze casting parameter optimization using swarm intelligence and evolutionary algorithms. In Critical Developments and Applications of Swarm Intelligence; IGI Global: Hershey, PA, USA, 2018; pp. 245–270. [Google Scholar]
- Yuen, T.J.; Ramli, R. Comparision of Compuational Efficiency Of MOEA\D and NSGA-II for Passive Vehicle Suspension Optimization. ECMS 2010, 219–225. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Experimental Method | Process Variables | Analyzed Parameters | Remarks | Ref. |
|---|---|---|---|---|---|
| Optimization Method | |||||
| ABS | Taguchi method | LT: 0.254–0.3302 mm; ID: SHD-SLD; SST: Sparse, smart | BT, SR | LT showed the highest contributions for both BT and SR. SLD and smart support style produce better results for both BT and SR. | [16] |
| ABS | Taguchi method | LT: 0.16–0.24 mm; CT: 35–55 °C; ET: 207–230 °C; PT: 110–132 °C; NS: 1–3; IDM: 0.8–1.2; ISS: 0.56–0.84; FT: 0.64–0.94 mm; IP: H, L, D; ID: 25–75%; IS: 72–108 mm/s; OS: 24–40 mm/s; ISS: 54–90 mm/s. | DA | The set of high values of IS, IP, mid-values of CT, LT, PT, NS, IDM, FT-linear, ISS, and low values of OS, ID, ISSM, and ET resulted in better dimensional accuracy of parts. | [17] |
| ABS | RSM method | LT: 0.12–0.4 mm; BO: 0–90°; ID: 0–100%; NC: 2–10 | DA | ANN-GA predictions and optimization results are better than RSM-GA. | [18] |
| RSM-GA & ANN-GA | |||||
| PLA | Taguchi method | LT: 0.1–0.3 mm; PS: 70–110 mm/s; NT: 220–240 °C; filling style: raster (short, long and offset); RW: 0.3–0.5 mm. | Distortion | Fast filling speed, low nozzle temperature, and layer thickness offset raster style ensures smaller distortion | [20] |
| PLA | RSM method | ID: 20–100%; T: 190–210 °C; PS: 50–150 mm/s | TS | ↑ID and T, with mid-values of speed results in ↑TS. GA-ANN produced better results than other methods. | [37] |
| GA-RSM, GA-ANN, GA-ANFIS | |||||
| PLA | RSM method | LT: 0.18–0.3 mm; PS: 36–60 mm/s; PT: 185–205 °C; OSS: 29–40 mm/s | SR | PS and LT showed significant contributions to SR. PSO and SOS predicted identical optimal conditions | [21] |
| PSO and SOS | |||||
| ASA | Taguchi method | LT: 0.18–0.33 mm; FP: solid, sparse, and hexagonal; BO: 0–90°; PP: XY, XZ, YZ; TP: 1–9 | Processing time, EC, width, length, thickness | PP is the most significant factor for ↓process time and EC. FP influences the more on width. LT contributions are more for length thickness. PP influences more on part thickness. | [22] |
| DFA | |||||
| Nylon | Taguchi method | LT: 0.1–0.3 mm; IFD: 50–100%; PS: 60–70 mm/s | UTS, impact strength, hardness, FS | IFD showed the highest contribution on all outputs. ↓LT is better for all outputs except hardness. | [23] |
| Property | Value |
|---|---|
| Density | 1.08 g/cm3 |
| Surface Hardness | RM30 |
| Tensile Strength | 42 MPa |
| Input Variables | Output Variables | ||||
|---|---|---|---|---|---|
| Layer Thickness, (mm) | Shell Thickness, (mm) | Infill Density, (%) | Print Speed, (mm/s) | Porosity, (%) | Cylindricity Error, (mm) |
| 0.16 | 2 | 20 | 30 | 8.17 | 0.172 |
| 0.16 | 2 | 60 | 50 | 5.64 | 0.159 |
| 0.16 | 2 | 100 | 70 | 3.21 | 0.400 |
| 0.16 | 3 | 20 | 50 | 7.36 | 0.332 |
| 0.16 | 3 | 60 | 70 | 4.46 | 0.438 |
| 0.16 | 3 | 100 | 30 | 3.27 | 0.470 |
| 0.16 | 4 | 20 | 70 | 3.81 | 0.599 |
| 0.16 | 4 | 60 | 30 | 4.98 | 1.076 |
| 0.16 | 4 | 100 | 50 | 2.15 | 0.920 |
| 0.22 | 2 | 20 | 70 | 7.63 | 0.202 |
| 0.22 | 2 | 60 | 30 | 4.41 | 0.259 |
| 0.22 | 2 | 100 | 50 | 3.87 | 0.349 |
| 0.22 | 3 | 20 | 30 | 7.35 | 0.145 |
| 0.22 | 3 | 60 | 50 | 5.71 | 0.352 |
| 0.22 | 3 | 100 | 70 | 4.50 | 0.390 |
| 0.22 | 4 | 20 | 50 | 6.63 | 0.223 |
| 0.22 | 4 | 60 | 70 | 4.99 | 0.582 |
| 0.22 | 4 | 100 | 30 | 3.27 | 0.558 |
| 0.28 | 2 | 20 | 50 | 6.30 | 0.418 |
| 0.28 | 2 | 60 | 70 | 6.85 | 0.723 |
| 0.28 | 2 | 100 | 30 | 2.26 | 0.296 |
| 0.28 | 3 | 20 | 70 | 7.98 | 0.246 |
| 0.28 | 3 | 60 | 30 | 5.17 | 0.390 |
| 0.28 | 3 | 100 | 50 | 4.95 | 0.204 |
| 0.28 | 4 | 20 | 30 | 7.22 | 0.183 |
| 0.28 | 4 | 60 | 50 | 6.42 | 0.407 |
| 0.28 | 4 | 100 | 70 | 6.11 | 0.612 |
| Response | Cylindricity Error | Porosity | |||||
|---|---|---|---|---|---|---|---|
| Source | DF | Adj. SS | p-Value | Significance | Adj. SS | p-Value | Significance |
| Model | 14 | 1.2983 | 0.000 | S | 78.074 | 0.000 | S |
| Linear | 4 | 0.5097 | 0.000 | S | 53.145 | 0.000 | S |
| Layer thickness | 1 | 0.0656 | 0.007 | S | 5.7949 | 0.000 | S |
| Shell thickness | 1 | 0.2645 | 0.000 | S | 0.4213 | 0.020 | S |
| Infill density | 1 | 0.1566 | 0.000 | S | 46.271 | 0.000 | S |
| Print speed | 1 | 0.0229 | 0.079 | IS | 0.6576 | 0.006 | S |
| Square | 4 | 0.2556 | 0.001 | S | 1.1985 | 0.012 | S |
| Layer thickness2 | 1 | 0.0686 | 0.006 | S | 0.0033 | 0.817 | IS |
| Shell thickness2 | 1 | 0.0899 | 0.003 | S | 1.0608 | 0.001 | S |
| Infill density2 | 1 | 0.0781 | 0.004 | S | 0.0269 | 0.512 | IS |
| Print speed2 | 1 | 0.0190 | 0.106 | IS | 0.1075 | 0.201 | IS |
| 2-Term Interaction | 6 | 0.5329 | 0.000 | S | 23.730 | 0.000 | S |
| Layer thickness × Shell thickness | 1 | 0.3863 | 0.000 | S | 04.338 | 0.000 | S |
| Layer thickness × Infill density | 1 | 0.0014 | 0.647 | IS | 1.9970 | 0.000 | S |
| Layer thickness × Print speed | 1 | 0.0370 | 0.031 | S | 6.9556 | 0.000 | S |
| Shell thickness × Infill density | 1 | 0.0125 | 0.182 | IS | 0.1147 | 0.188 | IS |
| Shell thickness × Print speed | 1 | 0.0188 | 0.108 | IS | 2.4309 | 0.000 | S |
| Infill density × Print speed | 1 | 0.0374 | 0.030 | S | 1.0936 | 0.001 | S |
| Error | 12 | 0.0746 | 0.7062 | ||||
| Total | 26 | 1.3729 | 78.7802 | ||||
| R2: 94.56%; R2 adjusted: 88.22% | R2: 99.10%; R2 adjusted: 98.06% | ||||||
| Case Study (w1 and w2) | Layer Thickness (mm) | Shell Thickness (mm) | Infill Density (%) | Print Speed (mm/s) | Porosity (%) | Cylindricity Error (mm) | Min f(z) |
|---|---|---|---|---|---|---|---|
| Case 1 (w1, w2 = 0.5) | 0.21 | 2 | 100 | 30 | 2.62 | 0.147 | 2.564 |
| Case 2 (w1 = 0.6, w2 = 0.4) | 0.207 | 2 | 100 | 30 | 2.65 | 0.145 | 2.639 |
| Case 3 (w1 = 0.7, w2 = 0.3) | 0.18 | 2.23 | 20 | 58.26 | 2.87 | 0.15 | 2.905 |
| Case 4 (w1 = 0.4, w2 = 0.6) | 0.216 | 2 | 100 | 30 | 2.55 | 0.15 | 2.494 |
| Case 5 (w1 = 0.3, w2 = 0.7) | 0.22 | 2 | 100 | 30 | 2.49 | 0.16 | 2.526 |
| Case 6 (w1 = 0.2, w2 = 0.8) | 0.24 | 2 | 100 | 30 | 2.31 | 0.20 | 2.939 |
| Optimizing Algorithm | Trials (Iterations & Population Size) | Layer Thickness (mm) | Shell Thickness | Infill Density (%) | Print Speed (mm/s) | Computational Time (s) |
|---|---|---|---|---|---|---|
| PSO | Trial 1 (100 & 20) | 0.21 | 2 | 100 | 20 | 0.014 |
| JAYA | 0.28 | 2.5 | 100 | 30 | 0.013 | |
| RAO-3 | 0.21 | 2 | 100 | 30 | 0.007 | |
| BES | 0.21 | 2 | 100 | 30 | 0.007 | |
| PSO | Trial 2 (300 & 10) | 0.21 | 2 | 100 | 20 | 0.017 |
| JAYA | 0.18 | 2 | 100 | 31 | 0.013 | |
| RAO-3 | 0.21 | 2 | 100 | 30 | 0.011 | |
| BES | 0.21 | 2 | 100 | 30 | 0.011 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chandrashekarappa, M.P.G.; Chate, G.R.; Parashivamurthy, V.; Kumar, B.S.; Bandukwala, M.A.N.; Kaisar, A.; Giasin, K.; Pimenov, D.Y.; Wojciechowski, S. Analysis and Optimization of Dimensional Accuracy and Porosity of High Impact Polystyrene Material Printed by FDM Process: PSO, JAYA, Rao, and Bald Eagle Search Algorithms. Materials 2021, 14, 7479. https://doi.org/10.3390/ma14237479
Chandrashekarappa MPG, Chate GR, Parashivamurthy V, Kumar BS, Bandukwala MAN, Kaisar A, Giasin K, Pimenov DY, Wojciechowski S. Analysis and Optimization of Dimensional Accuracy and Porosity of High Impact Polystyrene Material Printed by FDM Process: PSO, JAYA, Rao, and Bald Eagle Search Algorithms. Materials. 2021; 14(23):7479. https://doi.org/10.3390/ma14237479
Chicago/Turabian StyleChandrashekarappa, Manjunath Patel Gowdru, Ganesh Ravi Chate, Vineeth Parashivamurthy, Balakrishnamurthy Sachin Kumar, Mohd Amaan Najeeb Bandukwala, Annan Kaisar, Khaled Giasin, Danil Yurievich Pimenov, and Szymon Wojciechowski. 2021. "Analysis and Optimization of Dimensional Accuracy and Porosity of High Impact Polystyrene Material Printed by FDM Process: PSO, JAYA, Rao, and Bald Eagle Search Algorithms" Materials 14, no. 23: 7479. https://doi.org/10.3390/ma14237479
APA StyleChandrashekarappa, M. P. G., Chate, G. R., Parashivamurthy, V., Kumar, B. S., Bandukwala, M. A. N., Kaisar, A., Giasin, K., Pimenov, D. Y., & Wojciechowski, S. (2021). Analysis and Optimization of Dimensional Accuracy and Porosity of High Impact Polystyrene Material Printed by FDM Process: PSO, JAYA, Rao, and Bald Eagle Search Algorithms. Materials, 14(23), 7479. https://doi.org/10.3390/ma14237479