
Experimental Investigation on the Effect of Converter Slag Aggregate for Blended Mortar Based on CT Scanning


Abstract
:1. Introduction
2. Materials and Methods
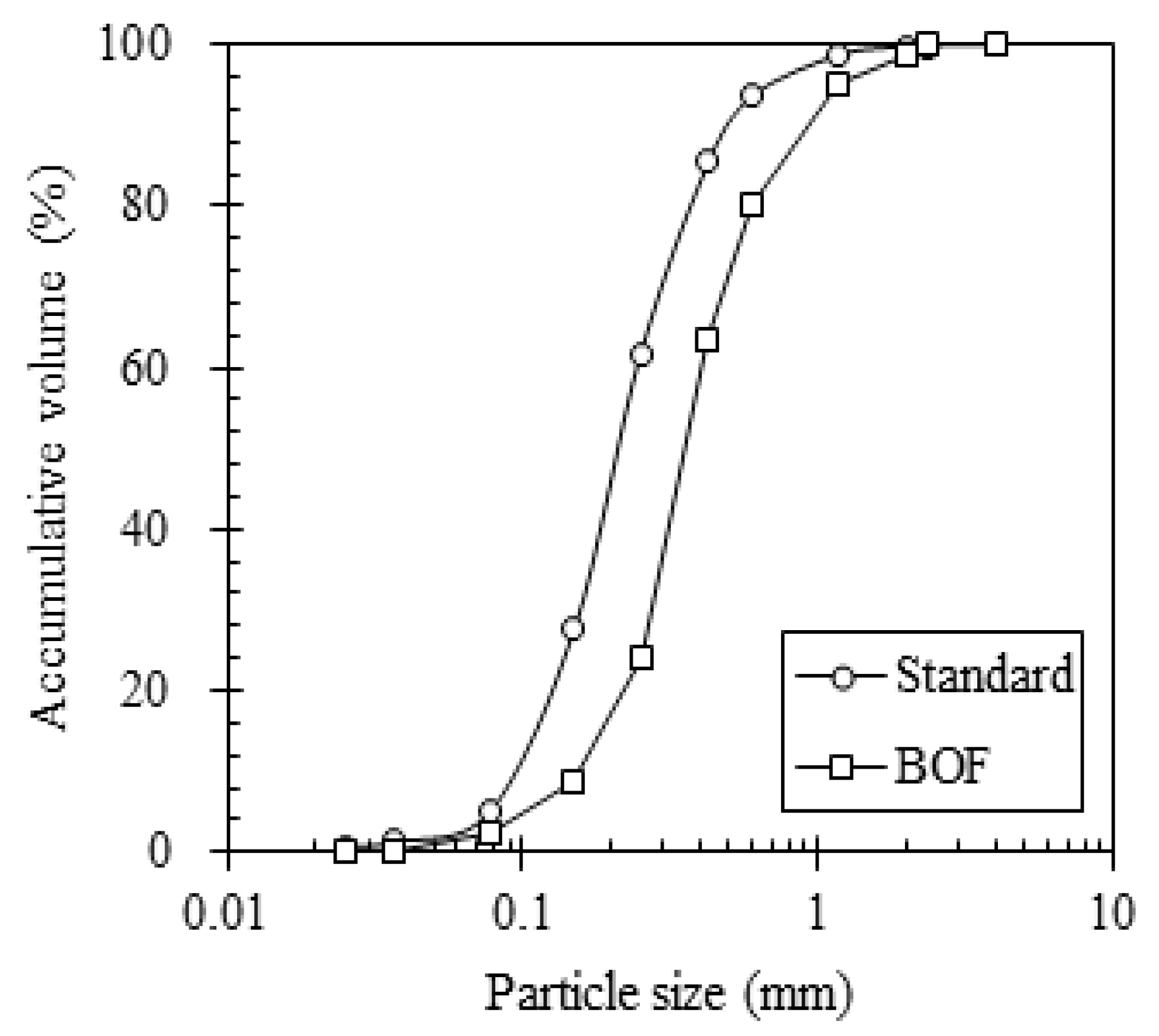
2.1. Materials
2.2. Mix Proportion
2.3. Fundamental Properties
2.3.1. Flowability
2.3.2. Setting Time
2.3.3. Compressive Strength
2.3.4. Length Change
2.4. Hydration Reactivity
2.4.1. X-ray Diffraction (XRD)
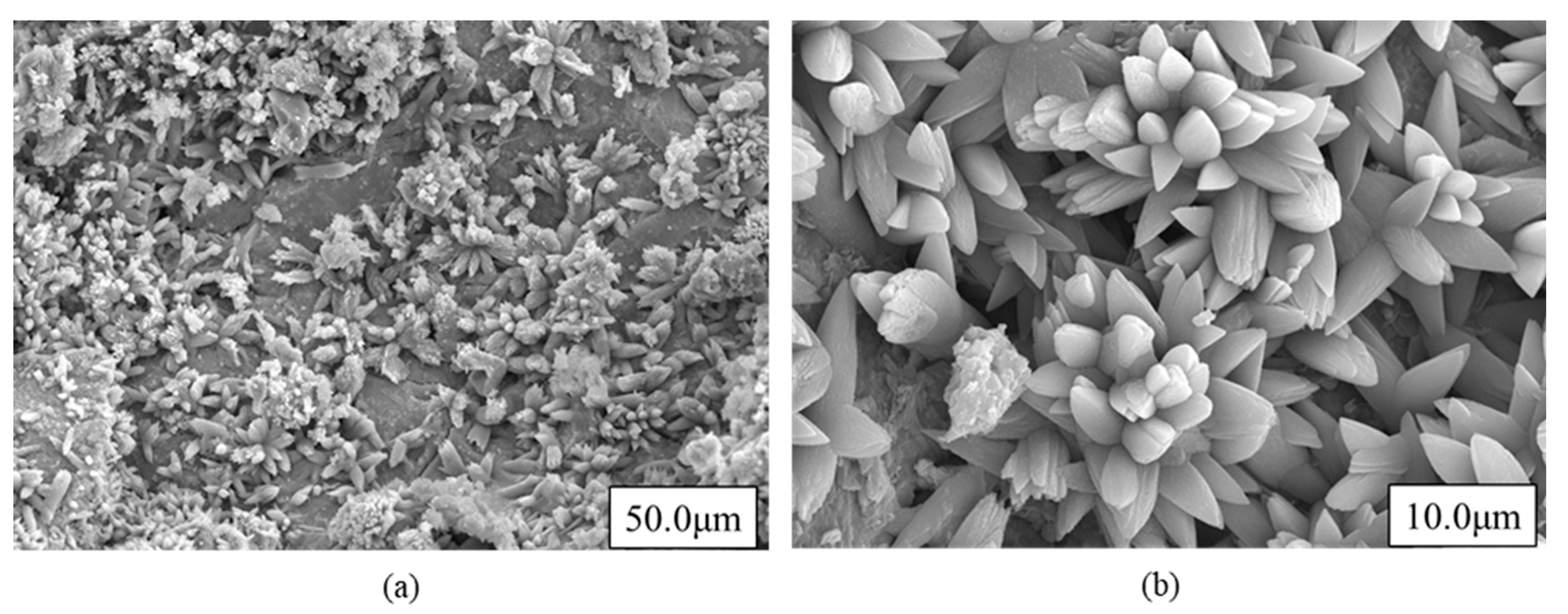
2.4.2. SEM Image
2.5. X-ray Computed Tomography
- (1)
- X-ray Detector specification was as below:
- (2)
- X-ray Detector specification was as below:
3. Results and Discussion
3.1. Fluidity and Setting of BOF Slag Mortar
3.2. Hardened Mortar
3.3. Hydration Products
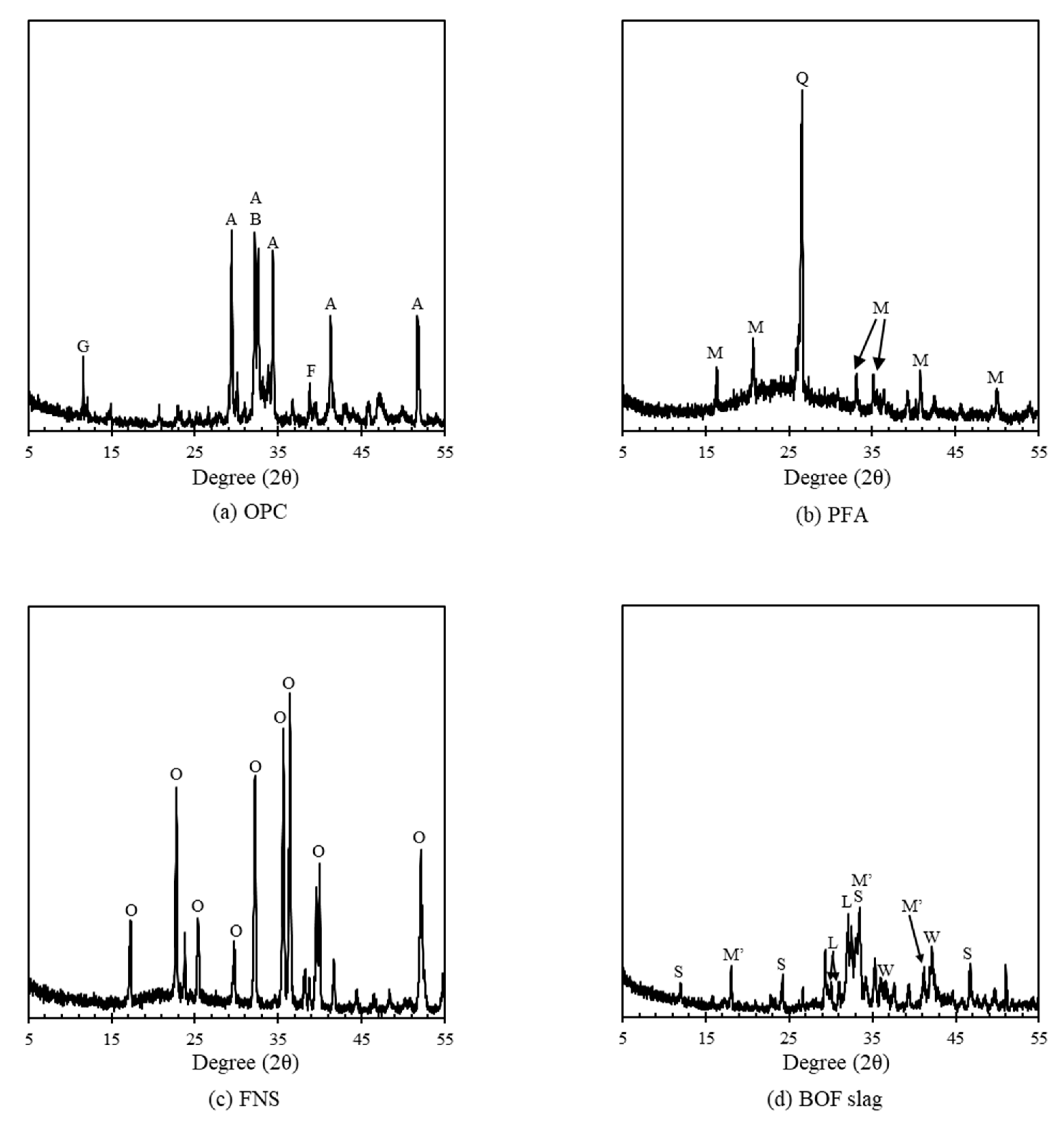
3.3.1. XRD Analysis
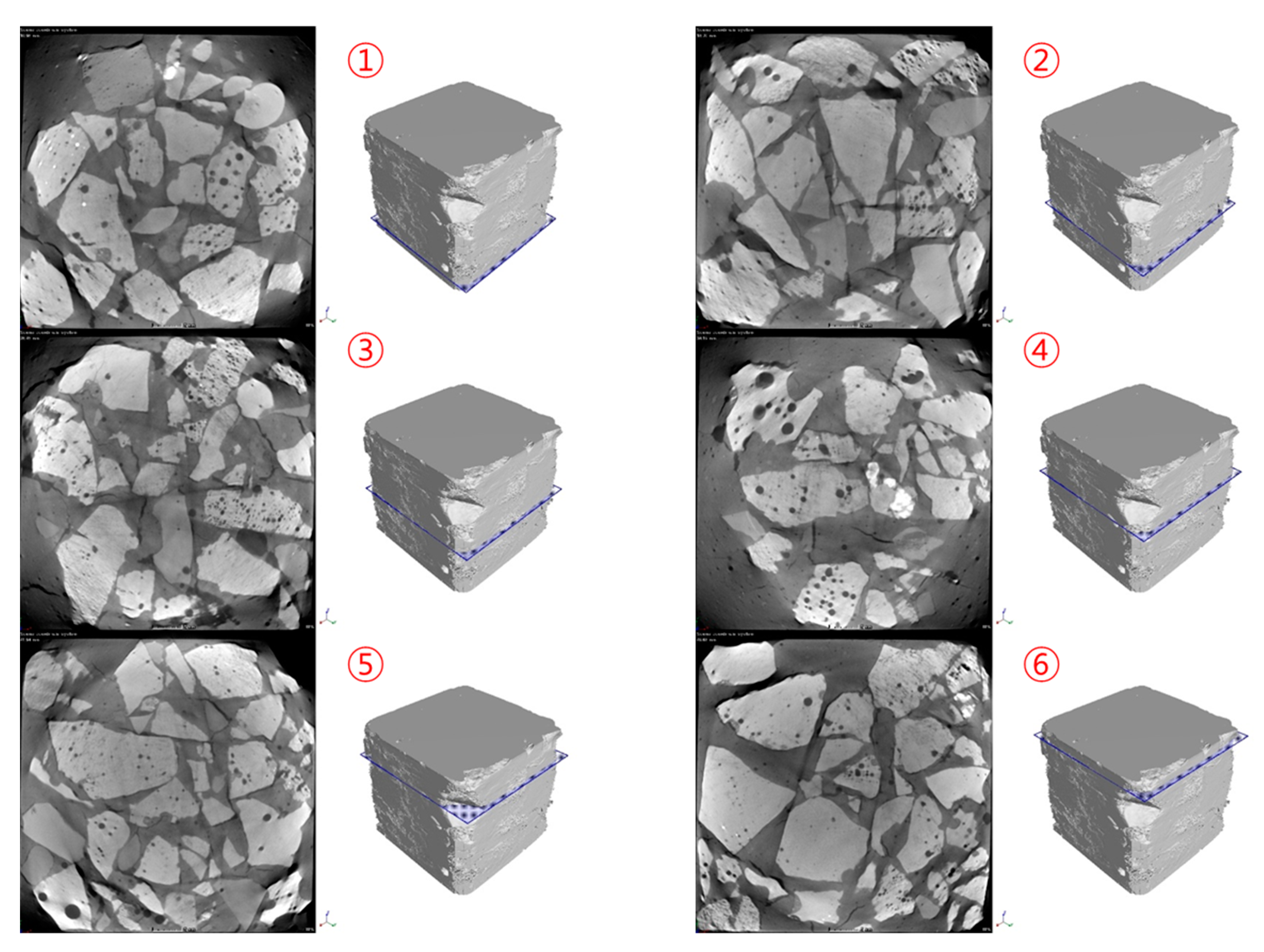
3.3.2. Micro CT Analysis
4. Conclusions
- (1)
- The incorporation of PFA can increase the fluidity of BOF mortar due to the ball-bearing effect. However, the VICAT test results showed a delayed setting of fresh mortar mixed with PFA and FNS.
- (2)
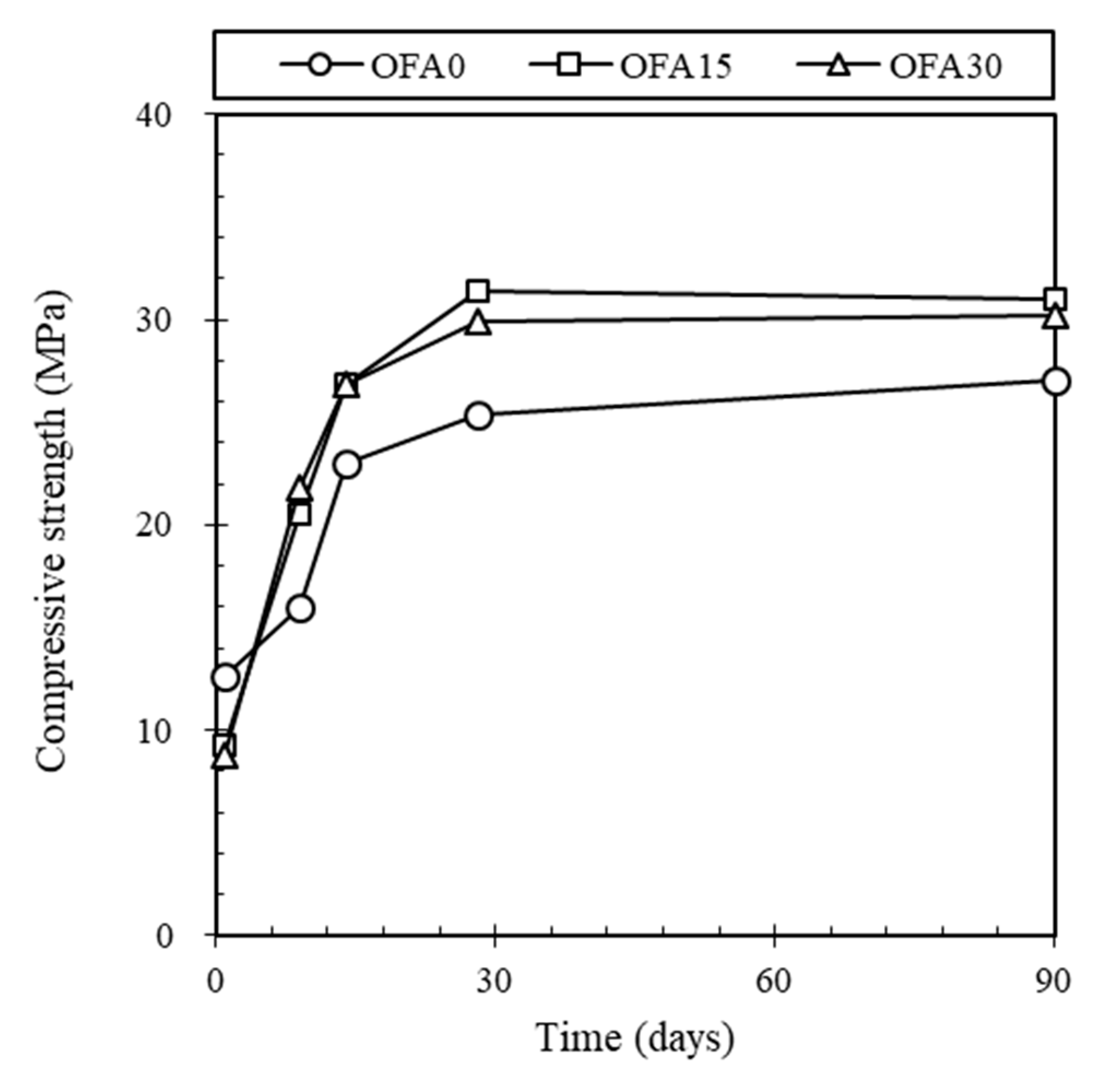
- It was confirmed that BOF-incorporated mortar showed lower strength than natural sand mortar, especially at the early curing ages. The use of PFA or FNS can compensate for the strength reduction caused by the BOF aggregate.
- (3)
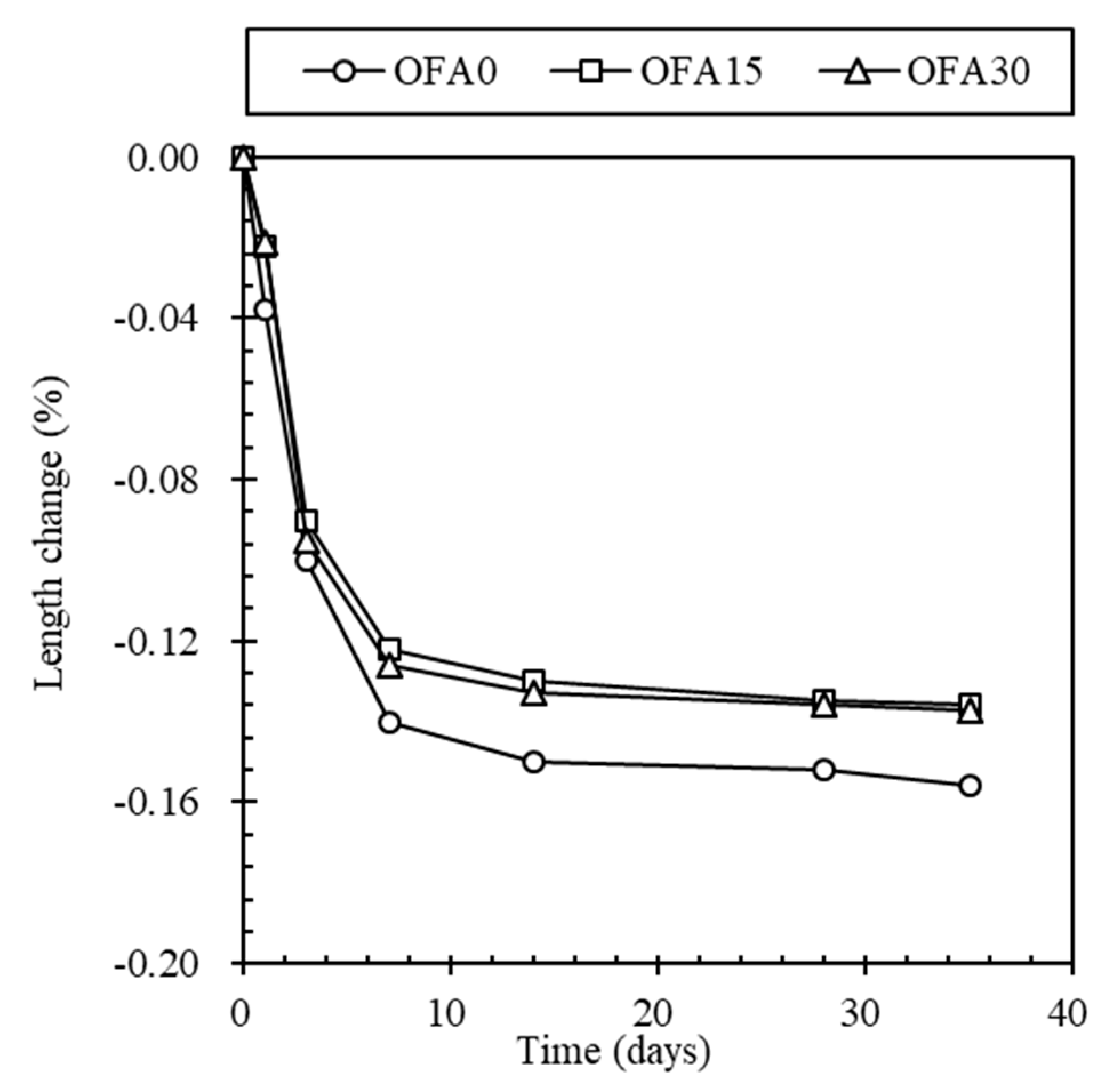
- The length change of OFA0 was significantly higher than that of OFA15 and OFA30. With a higher use of OPC, a more undesirable hydraulic reaction would occur in the BOF slag mix, and, in turn, cause a soundness volume change.
- (4)
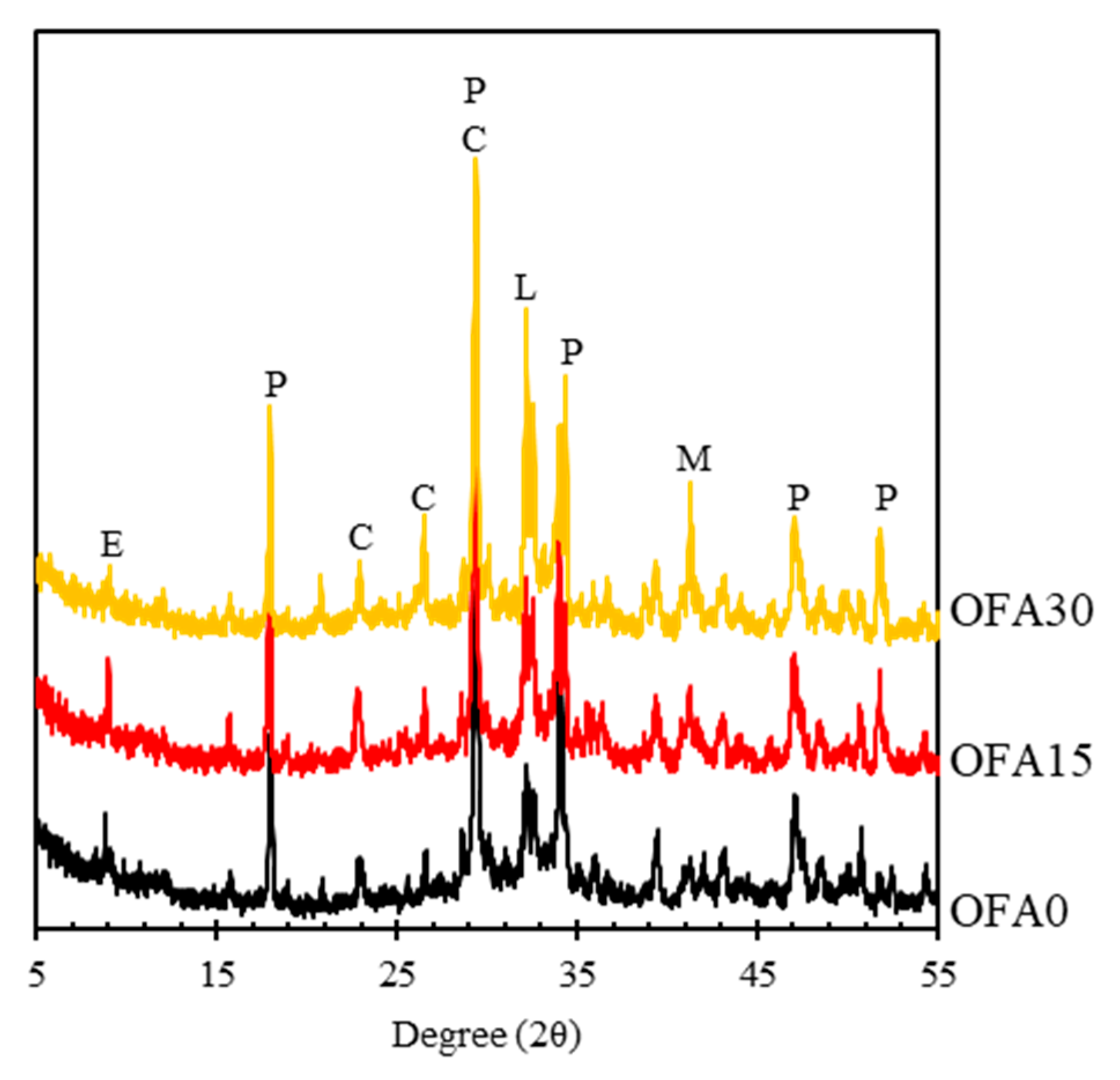
- From XRD analysis, most substances showing their peak intensity were almost identical to ordinary mortar using natural sand. However, it seemed that the peak intensity for each hydrate was strongly dependent on mix types. It was seen that OFA30 had a higher peak intensity for portlandite, calcite, larnite, and mayenite phases while OFA0 and OFA15 showed a lower peak of these hydrates.
- (5)
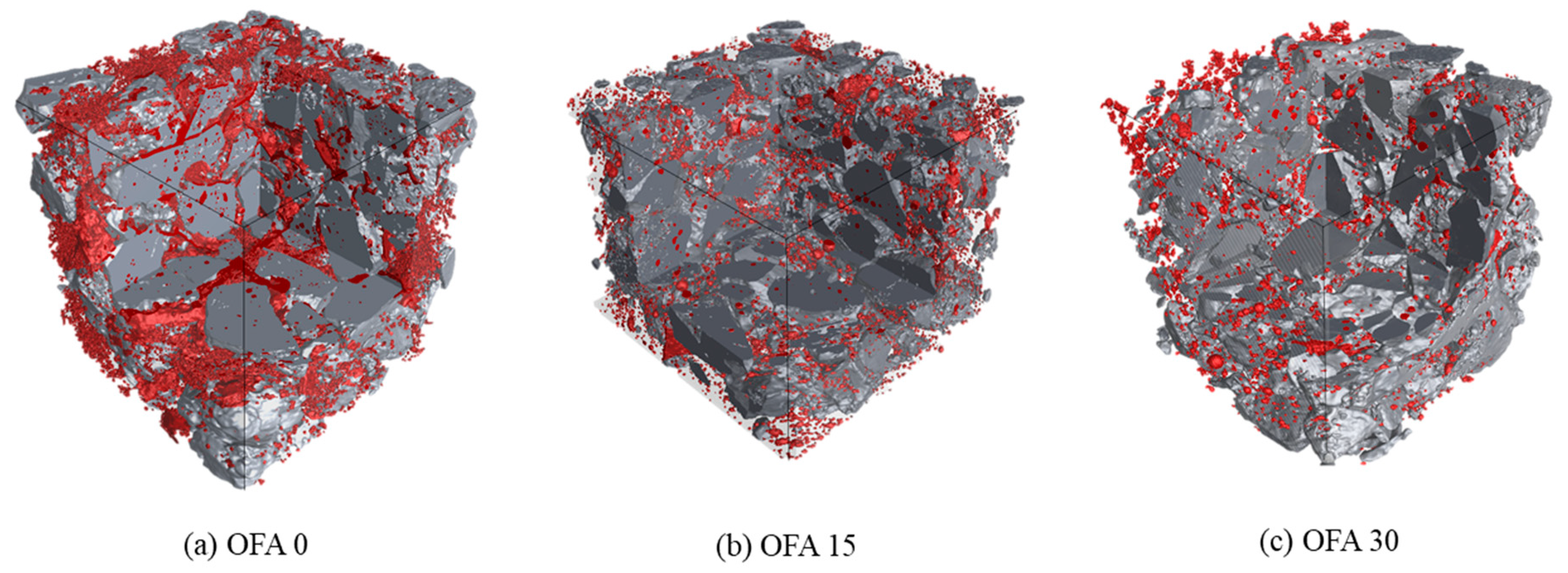
- The expansion aspect was visually measured by X-ray CT analysis. The bulk expansion was detected in OFA0, while there was no adverse effect in using FNS and PFA with the BOF aggregate. The decrease in the alkalinity of the pore solution by using SCMs may reduce the amount of OH to react with free CaO, consequently reducing the volume expansion of BOF aggregate.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Mahasenan, N.; Smith, S.; Humphreys, K. The Cement Industry and Global Climate Change: Current and Potential Future Cement Industry CO2 Emissions. In Greenhouse Gas Control Technologies-6th International Conference; Elsevier: Pergamon, Turkey, 2003; pp. 995–1000. [Google Scholar]
- Rahman, M.A.; Sarker, P.K.; Shaikh, F.U.A.; Saha, A.K. Soundness and Compressive Strength of Portland Cement Blended with Ground Granulated Ferronickel Slag. Constr. Build. Mater. 2017, 140, 194–202. [Google Scholar] [CrossRef] [Green Version]
- Lemonis, N.; Tsakiridis, P.E.; Katsiotis, N.S.; Antiohos, S.; Papageorgiou, D.; Katsiotis, M.S.; Beazi-Katsioti, M. Hydration Study of Ternary Blended Cements Containing Ferronickel Slag and Natural Pozzolan. Constr. Build. Mater. 2015, 81, 130–139. [Google Scholar] [CrossRef]
- Neville, A.M. Properties of Concrete; Longman: London, UK, 1995; Volume 4. [Google Scholar]
- Scrivener, K. Issues in Sustainability in Cements and Concrete. Am. Ceram. Soc. Bull. 2012, 91, 47–50. [Google Scholar]
- Sun, J.; Feng, J.; Chen, Z. Effect of Ferronickel Slag as Fine Aggregate on Properties of Concrete. Constr. Build. Mater. 2019, 206, 201–209. [Google Scholar] [CrossRef]
- WORLD CEMENT. World Demand for Construction Aggregates to Reach 51.7 Billion t; WORLD CEMENT. 2016. Available online: www.worldcement.com/europe-cis/18032016/world-demand-construction-aggregates-billion-717/ (accessed on 18 March 2016).
- Hiraskar, K.G.; Patil, C. Use of blast furnace slag aggregate in concrete. Int. J. Sci. Eng. Res. 2013, 4, 95–98. [Google Scholar]
- Crude Steel E.A.F., Korea Iron & Steel Association [Internet]. Available online: http://www.kosa.or.kr/statistics/production_2011.jsp#2 (accessed on 11 April 2011).
- Kim, K.H.; Lim, J.Y.; Ryu, D.H.; Choi, S.W. The Present Situation of Production and Its Utilization of Electronic Arc Furnace Oxidizing Slag in Korea and Other Countries. J. Korea Concrete Inst. 2007, 19, 51–57. [Google Scholar]
- Lee, H.M.; Lee, H.S.; Choi, J.S. Quick Judgments of Properties of Fine Aggregate to Use the Electric Arc Furnace Oxidizing Slag. J. Korea Inst. Build. Constru. 2011, 11, 442–451. [Google Scholar] [CrossRef] [Green Version]
- Wang, K.X.; Long, H.M.; Meng, Q.M. Steel Slag Cementitious Activity and Mechanism Based on Physical Excitation. Iron Steel 2018, 53, 82–86. [Google Scholar]
- Kim, W.-K. Current State of Recycling and Properties of Steel Slag. Mag. RCR 2014, 9, 11–15. (In Korean) [Google Scholar]
- ASTM C 989. Standard Specification for Ground Granulated Blast-Furnace Slag for Use in Concrete and Mortars; ASTM International: West Conshohocken, PA, USA, 2006. [Google Scholar]
- JIS A. 5011-4. Slag Aggregate for Concrete-Part 4: Electric Arc Furnace Oxidizing Slag Aggregate; Japaneses Standards Association: Tokyo, Japan, 2018. [Google Scholar]
- Fisher, L.V.; Barron, A.R. The Recycling and Reuse of Steelmaking Slags—A Review. Resour. Conserv. Recycl. 2019, 146, 244–255. [Google Scholar] [CrossRef] [Green Version]
- Moon, H.Y.; Yoo, J.H.; Kim, S.S. A Fundamental Study on the Steel Slag Aggregate for Concrete. Geosyst. Eng. 2002, 5, 38–45. [Google Scholar] [CrossRef]
- Maharaj, C.; White, D.; Maharaj, R.; Morin, C. Re-use of Steel Slag as an Aggregate to Asphaltic Road Pavement Surface. Cogent Eng. 2017, 4, 1416889. [Google Scholar] [CrossRef]
- Liu, F.; Chen, M.Z.; Li, F.Z.; Li, Q.L.; Wu, S.P.; Sang, Y. Effect of Ground Steel Slag Powder on Cement Properties. Mater. Res. Innov. 2015, 19 (Suppl. 1), S1–S150. [Google Scholar] [CrossRef]
- Lu, T.H.; Chen, Y.L.; Shih, P.H.; Chang, J.E. Use of Basic Oxygen Furnace Slag Fines in the Production of Cementitious Mortars and the Effects on Mortar Expansion. Constr. Build. Mater. 2018, 167, 768–774. [Google Scholar] [CrossRef]
- ASTM C618. Standard Specification for Coal Fly Ash and Raw or Calcined Natural Pozzolan for Use as a Mineral Admixture in Portland Cement Concrete; ASTM International: West Conshohocken, PA, USA, 2002. [Google Scholar]
- Cho, W.J.; Kim, M.J.; Kim, J.S. Study on the Pore Structure Characteristics of Ferronickel-Slag-Mixed Ternary-Blended Cement. Materials 2020, 13, 4863. [Google Scholar] [CrossRef] [PubMed]
- Bernard, E.; Lothenbach, B.; Rentsch, D.; Pochard, I.; Dauzeres, A. Formation of Magnesium Silicate Hydrates (M-S-H). Phys. Chem. Earth 2017, 99, 142–157. [Google Scholar] [CrossRef]
- Cho, W.J.; Kim, J.S. X-ray CT Analysis of FNS Mortars Mixed with Converter Slag Fine Aggregate. Glob. J. Sci. Front. Res. 2021. [Google Scholar] [CrossRef]
- Vala, H.J.; Baxi, A. A review on Otsu image segmentation algorithm. Int. J. Adv. Res. Comput. Eng. Tehnol. (IJARCET) 2013, 2, 387–389. [Google Scholar]
- Ding, Y.C.; Cheng, T.W.; Liu, P.C.; Lee, W.H. Study on the Treatment of BOF Slag to Replace Fine Aggregate in Concrete. Constr. Build. Mater. 2017, 146, 644–651. [Google Scholar] [CrossRef]
- Wang, Q.; Yan, P. Hydration Properties of Basic Oxygen Furnace Steel Slag. Constr. Build. Mater. 2010, 24, 1134–1140. [Google Scholar] [CrossRef]
- Monshi, A.; Asgarani, K.M. Producing Portland Cement from Iron and Steel Slags and Limestone. Cement Concrete Res. 1999, 29, 1373–1377. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel slag | Type of Process | Type of Slag | Standard | |
| Blast furnace slag | Air-cooled slag | [14] | ||
| Water-cooled slag | ||||
| Steel-making slag | Converter slag | - | ||
| Electric arc furnace slag | Oxidation slag | [15] | ||
| Reduction slag | ||||
| CaO | SiO2 | Al2O3 | MgO | Fe2O3 | SO3 | K2O | P2O5 | TiO2 | Loss on Ignition | Density (g/cm3) | Fineness (cm2/g) | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| OPC | 66.98 | 17.43 | 3.97 | 1.60 | 4.16 | 3.41 | 1.23 | 0.14 | 0.27 | 0.4 | 3.14 | 3539 |
| PFA | 3.93 | 65.48 | 18.48 | 0.64 | 5.81 | 0.80 | 1.45 | 0.27 | 1.12 | 1.95 | 2.20 | 3850 |
| FNS | 6.28 | 48.23 | 3.59 | 23.01 | 15.76 | 0.50 | 0.09 | 0.20 | 0.11 | 0.02 | 3.12 | 3400 |
| BOF slag | 44.95 | 11.60 | 6.50 | 2.19 | 28.12 | 0.18 | 0.15 | 1.37 | 0.60 | 0.32 | 3.27 | - |
| OPC | PFA | FNS | BOF Slag | Sand | Water | |
|---|---|---|---|---|---|---|
| OFA0 | 571 | - | - | 700 | 700 | 257 |
| OFA15 | 362 | 86 | 86 | 700 | 700 | 257 |
| OFA30 | 362 | 171 | - | 700 | 700 | 257 |
| Transmission Target | Directional Target | High Power Target | |
|---|---|---|---|
| Voltage | 30~120 kV | 30~225 kV | 20~320 kV |
| Forcal Spot size | 0.4 μm | 6 μm | 400 μm |
| Diameter (mm) | Voltage (kVp) | Current (mA) | Transmission Time (s) | Source-Object Distance (mm) | Pixel Pitch (mm) |
|---|---|---|---|---|---|
| 100 | 200 | 0.8 | 1 | 316 | 0.106488 |
| Specimen | Flow (mm) | Setting Time (min) | |
|---|---|---|---|
| Initial Set | Final Set | ||
| OFA0 | 170 | 195 | 245 |
| OFA15 | 176 | 260 | 382 |
| OFA30 | 181 | 314 | 454 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, M.J.; Hwang, W.I.; Cho, W.J. Experimental Investigation on the Effect of Converter Slag Aggregate for Blended Mortar Based on CT Scanning. Materials 2021, 14, 7570. https://doi.org/10.3390/ma14247570
Kim MJ, Hwang WI, Cho WJ. Experimental Investigation on the Effect of Converter Slag Aggregate for Blended Mortar Based on CT Scanning. Materials. 2021; 14(24):7570. https://doi.org/10.3390/ma14247570
Chicago/Turabian StyleKim, Min Jae, Woong Ik Hwang, and Won Jung Cho. 2021. "Experimental Investigation on the Effect of Converter Slag Aggregate for Blended Mortar Based on CT Scanning" Materials 14, no. 24: 7570. https://doi.org/10.3390/ma14247570
APA StyleKim, M. J., Hwang, W. I., & Cho, W. J. (2021). Experimental Investigation on the Effect of Converter Slag Aggregate for Blended Mortar Based on CT Scanning. Materials, 14(24), 7570. https://doi.org/10.3390/ma14247570