
Ultrahigh Temperature Flash Sintering of Binder-Less Tungsten Carbide within 6 s


 , ,
, , 
 and
and 
Abstract
:1. Introduction
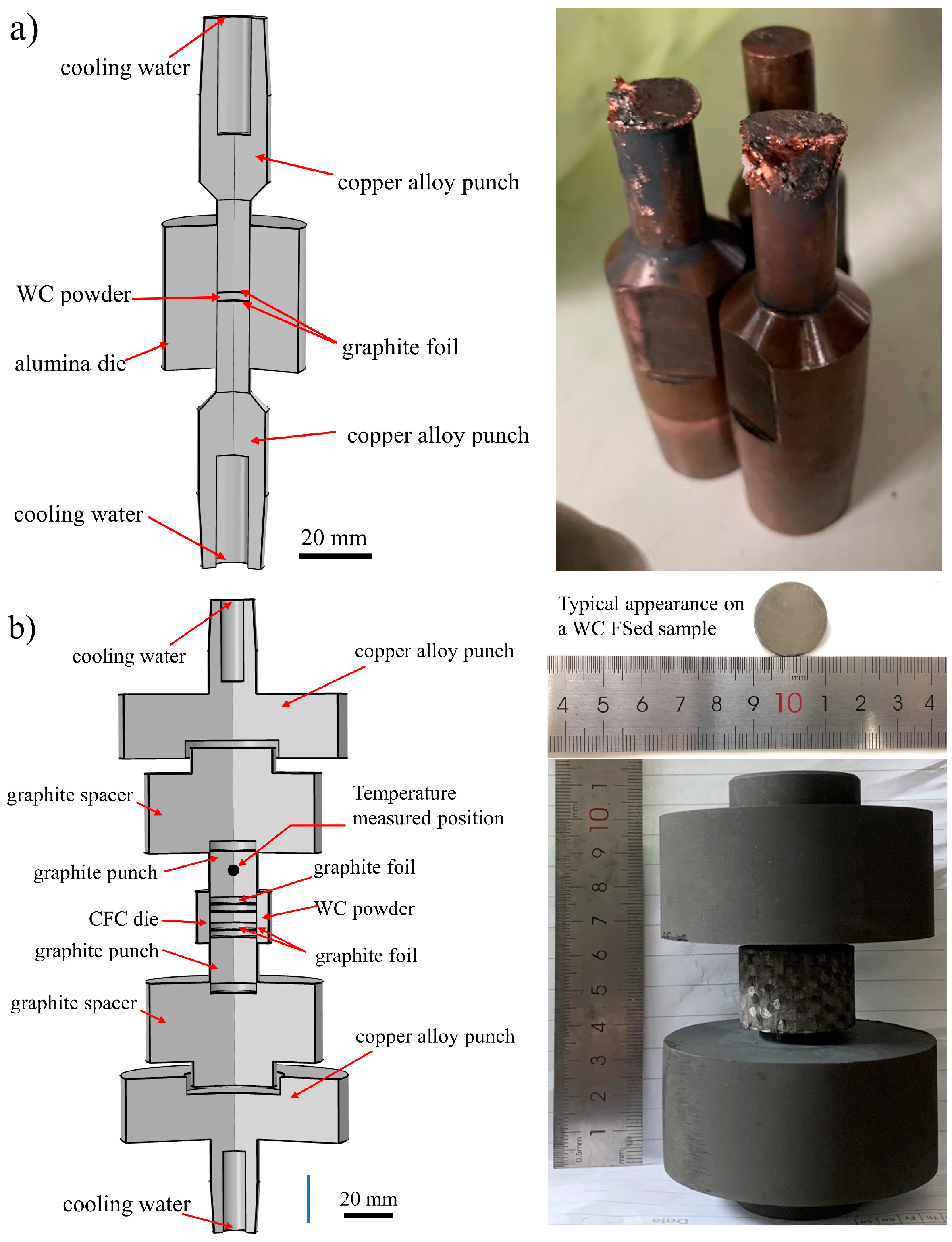
2. Experimental Section
3. Results and Discussion
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Cherrington, M.; Claypole, T.C.; Deganello, D.; Mabbett, I.; Watson, T.; Worsley, D. Ultrafast near-infrared sintering of a slot-die coated nano-silver conducting ink. J. Mater. Chem. 2011, 21, 7562–7564. [Google Scholar] [CrossRef]
- Olevsky, E.A.; Dudina, D.V. Field-Assisted Sintering; Springer International Publishing: Cham, Switzerland, 2018; ISBN 978-3-319-76031-5. [Google Scholar]
- Rahaman, M.N. Ceramic Processing and Sintering; Marcel Dekker: New York, NY, USA, 2017. [Google Scholar]
- Biesuz, M.; Grasso, S.; Sglavo, V.M. What’s new in ceramics sintering? A short report on the latest trends and future prospects. Curr. Opin. Solid State Mater. Sci. 2020, 24, 100868. [Google Scholar] [CrossRef]
- Grasso, S.; Sakka, Y.; Maizza, G. Electric current activated/assisted sintering (ECAS): A review of patents 1906–2008. Sci. Technol. Adv. Mater. 2009, 10, 053001. [Google Scholar] [CrossRef] [PubMed]
- Biesuz, M.; Saunders, T.; Ke, D.; Reece, M.J.; Hu, C.; Grasso, S. A review of electromagnetic processing of materials (EPM): Heating, sintering, joining and forming. J. Mater. Sci. Technol. 2021, 69, 239–272. [Google Scholar] [CrossRef]
- Biesuz, M.; Sglavo, V.M. Beyond flash sintering: How the flash event could change ceramics and glass processing. Scr. Mater. 2020, 187, 49–56. [Google Scholar] [CrossRef]
- Reeja-Jayan, B.; Luo, J. Far-from-equilibrium effects of electric and electromagnetic fields in ceramics synthesis and processing. MRS Bull. 2021, 46, 26–35. [Google Scholar] [CrossRef]
- Guillon, O.; De Souza, R.A.; Mishra, T.P.; Rheinheimer, W. Electric-field-assisted processing of ceramics: Nonthermal effects and related mechanisms. MRS Bull. 2021, 46, 52–58. [Google Scholar] [CrossRef]
- Cologna, M.; Rashkova, B.; Raj, R. Flash sintering of nanograin zirconia in <5 s at 850 °C. J. Am. Ceram. Soc. 2010, 93, 3556–3559. [Google Scholar] [CrossRef]
- Todd, R.I.; Zapata-Solvas, E.; Bonilla, R.S.; Sneddon, T.; Wilshaw, P.R. Electrical characteristics of flash sintering: Thermal runaway of Joule heating. J. Eur. Ceram. Soc. 2015, 35, 1865–1877. [Google Scholar] [CrossRef]
- Biesuz, M.; Sglavo, V.M. Microstructural temperature gradient-driven diffusion: Possible densification mechanism for flash sintering of zirconia? Ceram. Int. 2019, 45, 1227–1236. [Google Scholar] [CrossRef]
- Chaim, R. On the kinetics of liquid-assisted densification during flash sintering of ceramic nanoparticles. Scr. Mater. 2019, 158, 88–90. [Google Scholar] [CrossRef]
- Serrazina, R.; Dean, J.S.; Reaney, I.M.; Senos, A.M.O.R.; Vilarinho, P.M.; Pereira, L. Mechanism of densification in low-temperature flash sintered lead free potassium sodium. J. Mater. Chem. C 2019, 7, 14334–14341. [Google Scholar] [CrossRef]
- Ji, W.; Parker, B.; Falco, S.; Zhang, J.Y.; Fu, Z.Y.; Todd, R.I. Ultra-fast firing: Effect of heating rate on sintering of 3YSZ, with and without an electric field. J. Eur. Ceram. Soc. 2017, 37, 2547–2551. [Google Scholar] [CrossRef]
- Zhang, Y.; Nie, J.; Chan, J.M.; Luo, J. Probing the densification mechanisms during flash sintering of ZnO. Acta Mater. 2017, 125, 465–475. [Google Scholar] [CrossRef] [Green Version]
- Ren, K.; Wang, Q.; Lian, Y.; Wang, Y. Densification kinetics of flash sintered 3mol% Y2O3 stabilized zirconia. J. Alloys Compd. 2018, 747, 1073–1077. [Google Scholar] [CrossRef]
- Biesuz, M.; Sglavo, V.M. Electric forces effect on field-assisted sintering. J. Eur. Ceram. Soc. 2020, 40, 6259–6265. [Google Scholar] [CrossRef]
- Biesuz, M.; Pinter, L.; Saunders, T.; Reece, M.; Binner, J.; Sglavo, V.M.; Grasso, S. Investigation of Electrochemical, Optical and Thermal Effects during Flash Sintering of 8YSZ. Materials 2018, 11, 1214. [Google Scholar] [CrossRef] [Green Version]
- Liu, D.; Cao, Y.; Liu, J.; Gao, Y.; Wang, Y. Effect of oxygen partial pressure on temperature for onset of flash sintering 3YSZ. J. Eur. Ceram. Soc. 2018, 38, 817–820. [Google Scholar] [CrossRef]
- Jha, S.K.; Charalambous, H.; Wang, H.; Phuah, X.L.; Mead, C.; Okasinski, J.; Wang, H.; Tsakalakos, T. In-situ observation of oxygen mobility and abnormal lattice expansion in ceria during flash sintering. Ceram. Int. 2018, 44, 15362–15369. [Google Scholar] [CrossRef]
- Muccillo, R.; Muccillo, E.N.S. Electric field-assisted flash sintering of tin dioxide. J. Eur. Ceram. Soc. 2014, 34, 915–923. [Google Scholar] [CrossRef]
- Karakuscu, A.; Cologna, M.; Yarotski, D.; Won, J.; Francis, J.S.C.; Raj, R.; Uberuaga, B.P. Defect structure of flash-sintered strontium titanate. J. Am. Ceram. Soc. 2012, 95, 2531–2536. [Google Scholar] [CrossRef]
- Zhang, Y.; Luo, J. Promoting the flash sintering of ZnO in reduced atmospheres to achieve nearly full densities at furnace temperatures of <120 °C. Scr. Mater. 2015, 106, 26–29. [Google Scholar] [CrossRef]
- Gaur, A.; Mohiddon, M.A.; Sglavo, V.M. Phenomenological understanding of flash sintering in MnCo2O4. J. Eur. Ceram. Soc. 2018, 38, 4543–4552. [Google Scholar] [CrossRef]
- Prette, A.L.G.; Cologna, M.; Sglavo, V.; Raj, R. Flash-sintering of Co2MnO4 spinel for solid oxide fuel cell applications. J. Power Sources 2011, 196, 2061–2065. [Google Scholar] [CrossRef]
- Akbari-Fakhrabadi, A.; Mangalaraja, R.V.; Sanhueza, F.A.; Avila, R.E.; Ananthakumar, S.; Chan, S.H. Nanostructured Gd-CeO2 electrolyte for solid oxide fuel cell by aqueous tape casting. J. Power Sources 2012, 218, 307–312. [Google Scholar] [CrossRef]
- Spiridigliozzi, L.; Biesuz, M.; Dell’Agli, G.; Di Bartolomeo, E.; Zurlo, F.; Sglavo, V.M. Microstructural and electrical investigation of flash-sintered Gd/Sm-doped ceria. J. Mater. Sci. 2017, 52, 7479–7488. [Google Scholar] [CrossRef]
- Caliman, L.B.; Bouchet, R.; Gouvea, D.; Soudant, P.; Steil, M.C. Flash sintering of ionic conductors: The need of a reversible electrochemical reaction. J. Eur. Ceram. Soc. 2016, 36, 1253–1260. [Google Scholar] [CrossRef]
- Ojaimi, C.L.; Ferreira, J.A.; Chinelatto, A.L.; Chinelatto, A.S.A.; Pallone, E. Microstructural analysis of ZrO2/Al2O3 composite: Flash and conventional sintering. Ceram. Int. 2020, 46, 2473–2480. [Google Scholar] [CrossRef]
- Marinha, D.; Belmonte, M. Mixed-ionic and electronic conduction and stability of YSZ-graphene composites. J. Eur. Ceram. Soc. 2019, 39, 389–395. [Google Scholar] [CrossRef]
- Guan, L.; Li, J.; Song, X.; Bao, J.; Jiang, T. Graphite assisted flash sintering of Sm2O3 doped CeO2 ceramics at the onset temperature of 25 °C. Scr. Mater. 2019, 159, 72–75. [Google Scholar] [CrossRef]
- Muccillo, R.; Ferlauto, A.S.; Muccillo, E.N.S. Flash Sintering Samaria-Doped Ceria–Carbon Nanotube Composites. Ceramics 2019, 2, 64–73. [Google Scholar] [CrossRef] [Green Version]
- Manière, C.; Lee, G.; Olevsky, E.A. All-Materials-Inclusive Flash Spark Plasma Sintering. Sci. Rep. 2017, 7, 15071. [Google Scholar] [CrossRef]
- Grasso, S.; Saunders, T.; Porwal, H.; Cedillos-Barraza, O.; Jayaseelan, D.D.; Lee, W.E.; Reece, M.J. Flash spark plasma sintering (FSPS) of pure ZrB2. J. Am. Ceram. Soc. 2014, 97, 2405–2408. [Google Scholar] [CrossRef]
- Castle, E.; Sheridan, R.; Grasso, S.; Walton, A.; Reece, M. Rapid sintering of anisotropic, nanograined Nd-Fe-B by flash-spark plasma sintering. J. Magn. Magn. Mater. 2016, 417, 279–283. [Google Scholar] [CrossRef] [Green Version]
- Astacio, R.; Gallardo, J.M.; Cintas, J.; Montes, J.M.; Cuevas, F.G.; Prakash, L.; Torres, Y. Fracture toughness of cemented carbides obtained by electrical resistance sintering. Int. J. Refract. Met. Hard Mater. 2019, 80, 259–269. [Google Scholar] [CrossRef]
- Cintas, J.; Astacio, R.; Cuevas, F.; Montes, J.; Weissgaerber, T.; Lagos, M.; Torres, Y.; Gallardo, J. Production of Ultrafine Grained Hardmetals by Electrical Resistance Sintering. Metals 2019, 9, 159. [Google Scholar] [CrossRef] [Green Version]
- Lagos, M.A.; Agote, I.; Schubert, T.; Weissgaerber, T.; Gallardo, J.M.; Montes, J.M.; Prakash, L.; Andreouli, C.; Oikonomou, V.; Lopez, D.; et al. Development of electric resistance sintering process for the fabrication of hard metals: Processing, microstructure and mechanical properties. Int. J. Refract. Met. Hard Mater. 2017, 66, 88–94. [Google Scholar] [CrossRef]
- Jones, G.M.; Biesuz, M.; Ji, W.; John, S.F.; Grimley, C.; Manière, C.; Dancer, C.E.J. Promoting microstructural homogeneity during flash sintering of ceramics through thermal management. MRS Bull. 2021, 46, 59–66. [Google Scholar] [CrossRef]
- Lin, Z.; Wang, L.; Zhang, J.; Mao, H.K.; Zhao, Y. Nanocrystalline tungsten carbide: As incompressible as diamond. Appl. Phys. Lett. 2009, 95, 3–6. [Google Scholar] [CrossRef]
- Amulele, G.M.; Manghnani, M.H.; Marriappan, S.; Hong, X.; Li, F.; Qin, X.; Liermann, H.P. Compression behavior of WC and WC-6%Co up to 50 GPa determined by synchrotron X-ray diffraction and ultrasonic techniques. J. Appl. Phys. 2008, 103. [Google Scholar] [CrossRef]
- Smetyukhova, T.N.; Druzhinin, A.V.; Podgorny, D.A. Features of the Auger spectra of Ti2C, SiC, and WC. J. Surf. Investig. 2017, 11, 414–419. [Google Scholar] [CrossRef]
- Lin, Z.J.; Zhang, J.Z.; Li, B.S.; Wang, L.P.; Mao, H.K.; Hemley, R.J.; Zhao, Y. Superhard diamond/tungsten carbide nanocomposites. Appl. Phys. Lett. 2011, 98, 121914. [Google Scholar] [CrossRef]
- Huang, S.G.; Vanmeensel, K.; Van der Biest, O.; Vleugels, J. Binderless WC and WC-VC materials obtained by pulsed electric current sintering. Int. J. Refract. Met. Hard Mater. 2008, 26, 41–47. [Google Scholar] [CrossRef]
- Breval, E.; Cheng, J.P.; Agrawal, D.K.; Gigl, P.; Dennis, M.; Roy, R.; Papworth, A.J. Comparison between microwave and conventional sintering of WC/Co composites. Mater. Sci. Eng. A 2005, 391, 285–295. [Google Scholar] [CrossRef]
- Comsol Multiphysics. AC/DC Module, User ’s Guide. Vers. 5.2; COMSOL: Stockholm, Sweden, 2015. [Google Scholar]
- Deng, H.; Dong, J.; Boi, F.; Saunders, T.; Hu, C.; Grasso, S. Magnetic field generated during electric current-assisted sintering: From health and safety issues to lorentz force effects. Metals 2020, 10, 1653. [Google Scholar] [CrossRef]
- Aranda, R.M.; Ternero, F.; Lozano-Pérez, S.; Montes, J.M.; Cuevas, F.G. Capacitor electrical discharge consolidation of metallic powders—A review. Metals 2021, 11, 616. [Google Scholar] [CrossRef]
- McKinnon, R.; Grasso, S.; Tudball, A.; Reece, M.J. Flash spark plasma sintering of cold-Pressed TiB2-hBN. J. Eur. Ceram. Soc. 2017, 37, 2787–2794. [Google Scholar] [CrossRef]
- Zheng, H.; Ou, J.Z.; Strano, M.S.; Kaner, R.B.; Mitchell, A.; Kalantar-Zadeh, K. Nanostructured tungsten oxide-Properties, synthesis, and applications. Adv. Funct. Mater. 2011, 21, 2175–2196. [Google Scholar] [CrossRef]
- Kurlov, A.S.; Gusev, A.I. Tungsten carbides and W-C phase diagram. Inorg. Mater. 2006, 42, 121–127. [Google Scholar] [CrossRef]
- Gubisch, M.; Liu, Y.; Krischok, S.; Ecke, G.; Spiess, L.; Schaefer, J.A.; Knedlik, C. Tribological Characteristics of WC1-x, W2C and WC Tungsten Carbide Films; Elsevier Masson SAS: Paris, France, 2005; Volume 48. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample ID | First Step | Second Step | Third Step | Pressure (MPa) | Relative Density (%) | Remarks |
|---|---|---|---|---|---|---|
| UFS 0 | Single step 6 s, 6 kA, 12 V | 20 | NA | WC powder ejected out from the die | ||
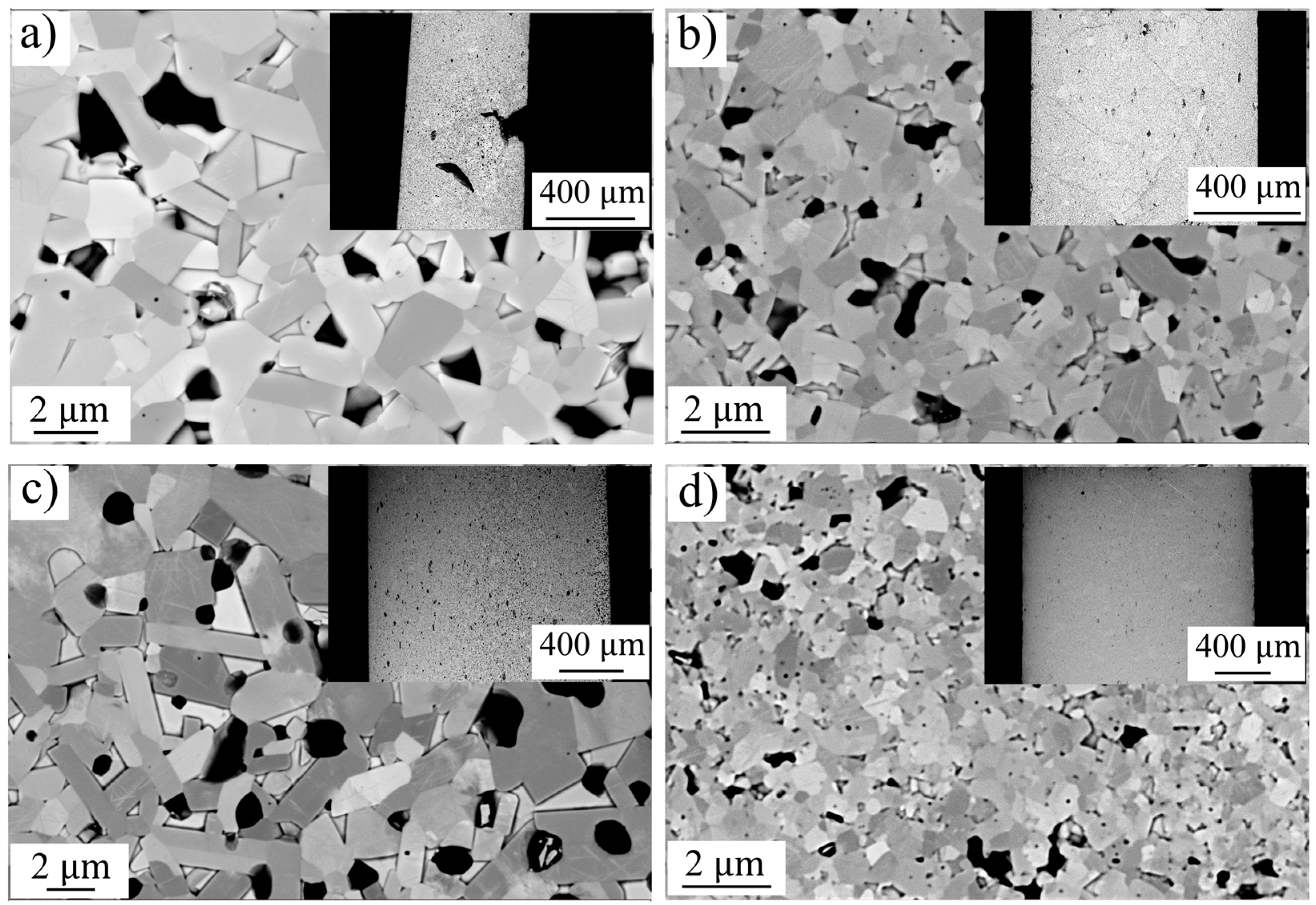
| UFS 1 | 2 s, 8.2 V | 6 s, 9.5 ± 0.8 V | 3 s, 5.6 V | 20 | 91.3% | Inhomogeneous microstructure (hot spots) |
| UFS 2 | 2 s, 1.9 V | 6 s, 10.9 ± 0.6 V | 3 s, 2.9 V | 20 | 94.6% | Homogenous |
| UFS 3 | 2 s, 1.2 V | 6.5 s, 11.6 ± 0.2 V | 3 s, 2.6 V | 20 | 98.1% | Fairly homogenous but partially decomposed |
| SPS 4 | heating rate of 100 °C/min, 5 min 2000 °C | 20 | 96.7% | Homogenous | ||
| Sample ID | UFS 1 * | UFS 2 | UFS 3 | SPS 4 |
|---|---|---|---|---|
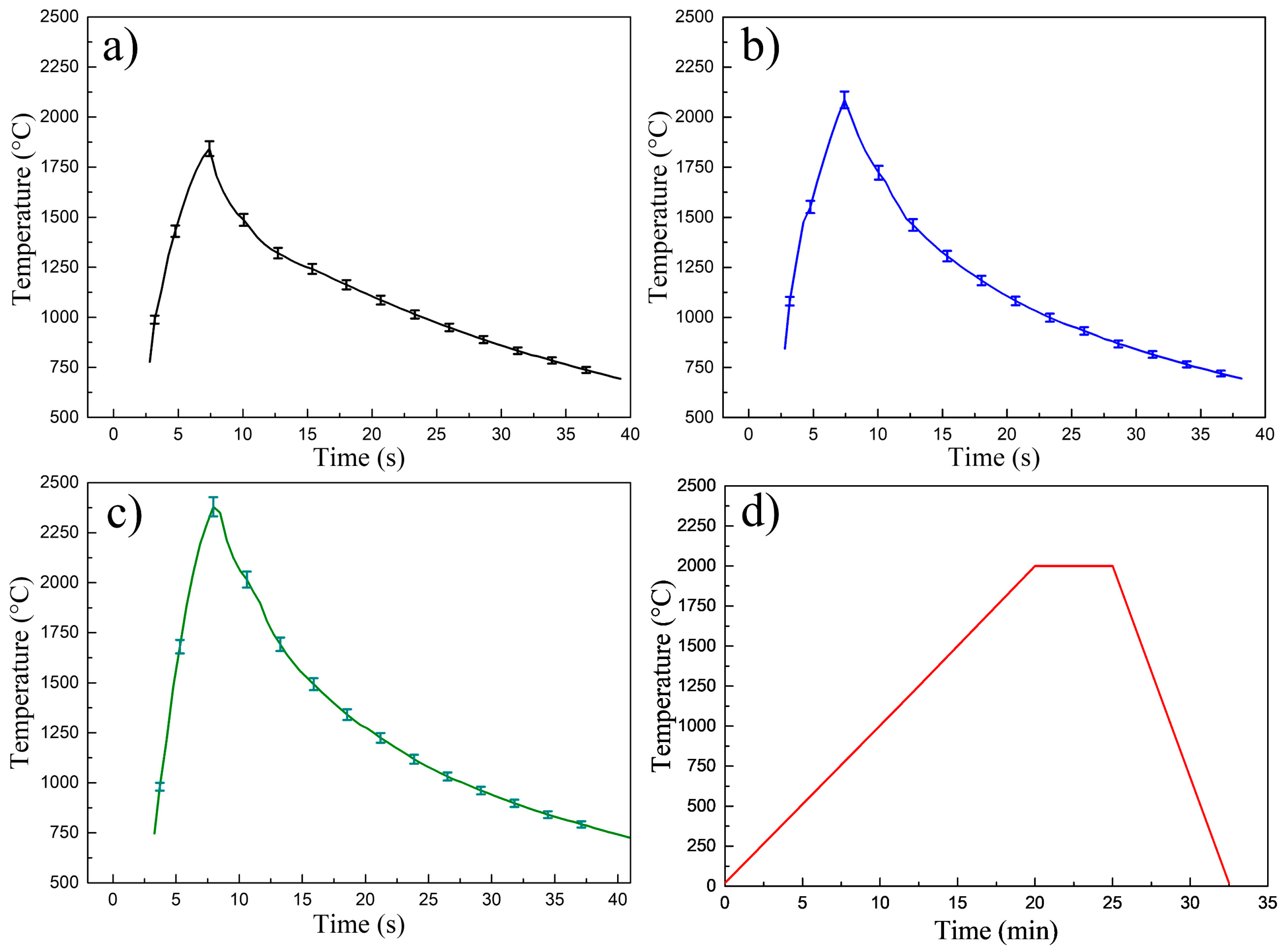
| Average heating rate (°C/s) | 228.5 | 277.3 | 316.6 | 1.67 |
| Exp. Max Punch temperature (°C) | 1843 ± 36 | 2086 ± 42 | 2441 ± 48 | 2000 ± 40 |
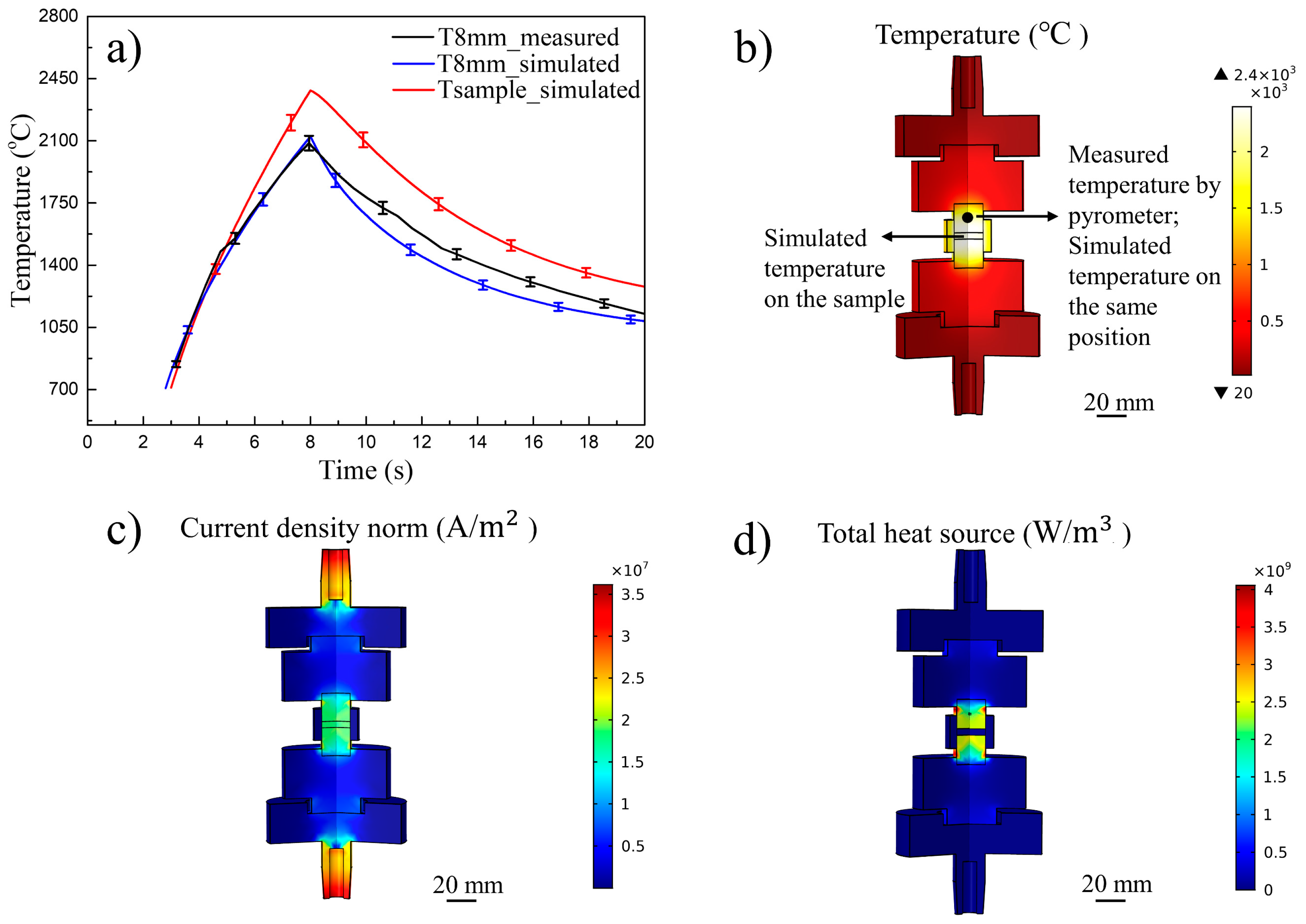
| Sim. Maximum sample temperature (°C) | 2058 ± 40 * | 2383 ± 46 | 2753 ± 54 | N/A |
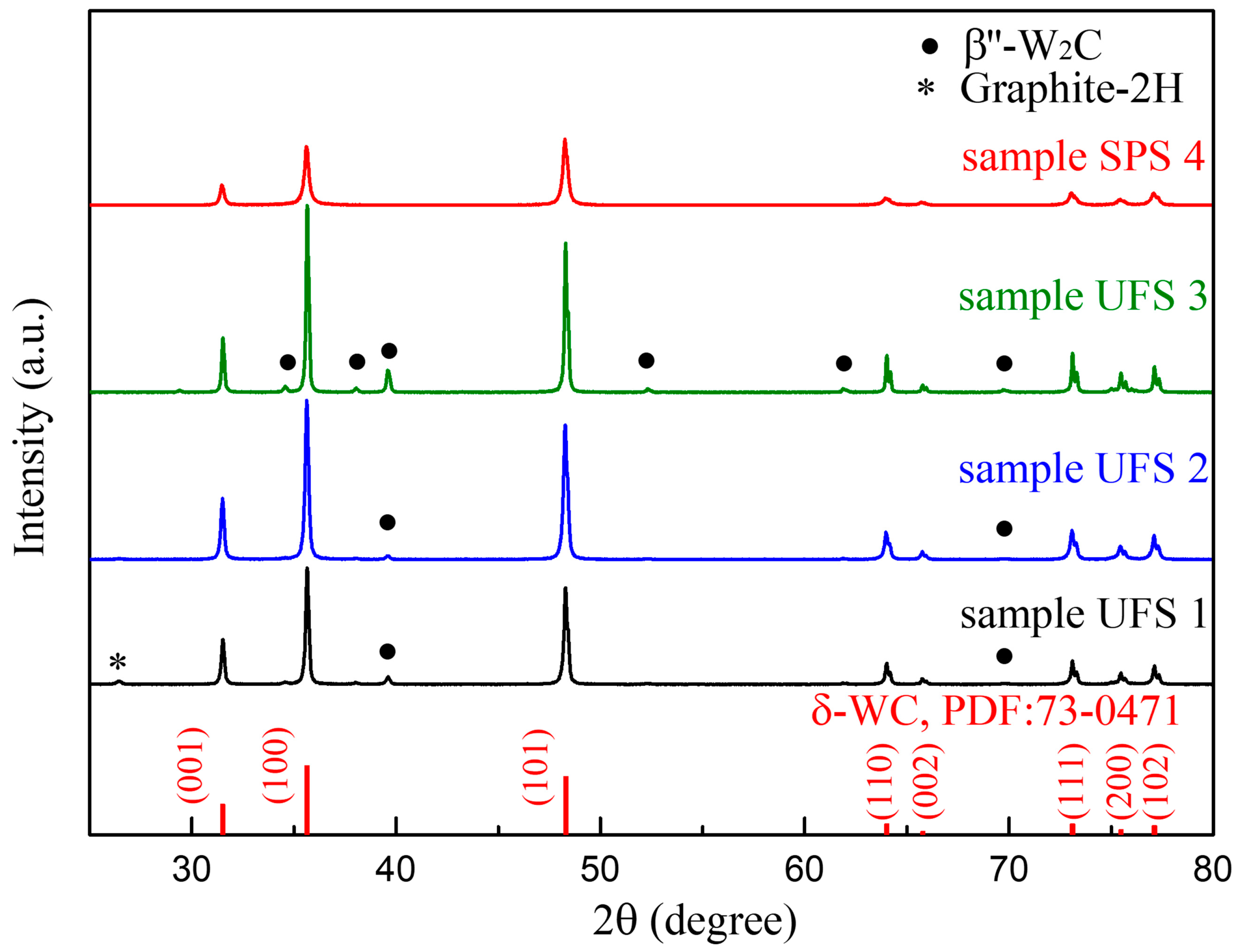
| (wt.%) | 82.6 | 95.6 | 89.5 | 100 |
| (wt.%) | 5.2 | 2.1 | 10.5 | 0 |
| Graphite-2H (wt.%) | 12.2 | 2.3 | 0 | 0 |
| Relative density (%) | 91.3 | 94.6 | 98.1 | 96.7 |
| Average grain size (μm) | 1.4 ± 0.1 | 0.81 ± 0.09 | 1.6 ± 0.11 | 0.6 ± 0.09 |
| Hardness (HV) | 1923 ± 59 | 2124 ± 134 | 1576 ± 65 | 2057 ± 47 |
| Energy consumed (MJ) | 0.41 ± 0.05 | 0.42 ± 0.05 | 0.47 ± 0.06 | 14.14 ± 0.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Deng, H.; Biesuz, M.; Vilémová, M.; Kermani, M.; Veverka, J.; Tyrpekl, V.; Hu, C.; Grasso, S. Ultrahigh Temperature Flash Sintering of Binder-Less Tungsten Carbide within 6 s. Materials 2021, 14, 7655. https://doi.org/10.3390/ma14247655
Deng H, Biesuz M, Vilémová M, Kermani M, Veverka J, Tyrpekl V, Hu C, Grasso S. Ultrahigh Temperature Flash Sintering of Binder-Less Tungsten Carbide within 6 s. Materials. 2021; 14(24):7655. https://doi.org/10.3390/ma14247655
Chicago/Turabian StyleDeng, Huaijiu, Mattia Biesuz, Monika Vilémová, Milad Kermani, Jakub Veverka, Václav Tyrpekl, Chunfeng Hu, and Salvatore Grasso. 2021. "Ultrahigh Temperature Flash Sintering of Binder-Less Tungsten Carbide within 6 s" Materials 14, no. 24: 7655. https://doi.org/10.3390/ma14247655
APA StyleDeng, H., Biesuz, M., Vilémová, M., Kermani, M., Veverka, J., Tyrpekl, V., Hu, C., & Grasso, S. (2021). Ultrahigh Temperature Flash Sintering of Binder-Less Tungsten Carbide within 6 s. Materials, 14(24), 7655. https://doi.org/10.3390/ma14247655