
The Role of Chemical Composition of High-Manganese Cast Steels on Wear of Excavating Chain in Railway Shoulder Bed Ballast Cleaning Machine



Abstract
:1. Introduction
2. Materials and Methods
2.1. Chemical Composition Analysis
2.2. Geometric Measurements of the Magnitude of Wear
2.3. The Analysis of the Microstructure
2.4. Hardness Test
2.4.1. Hardness before and after Strain Hardening
2.4.2. Cross-Sectional Hardness Inspection
3. Results and Discussion
3.1. Chemical Composition Analysis
3.2. Wear-Caused Dimensional Deviation Measurements
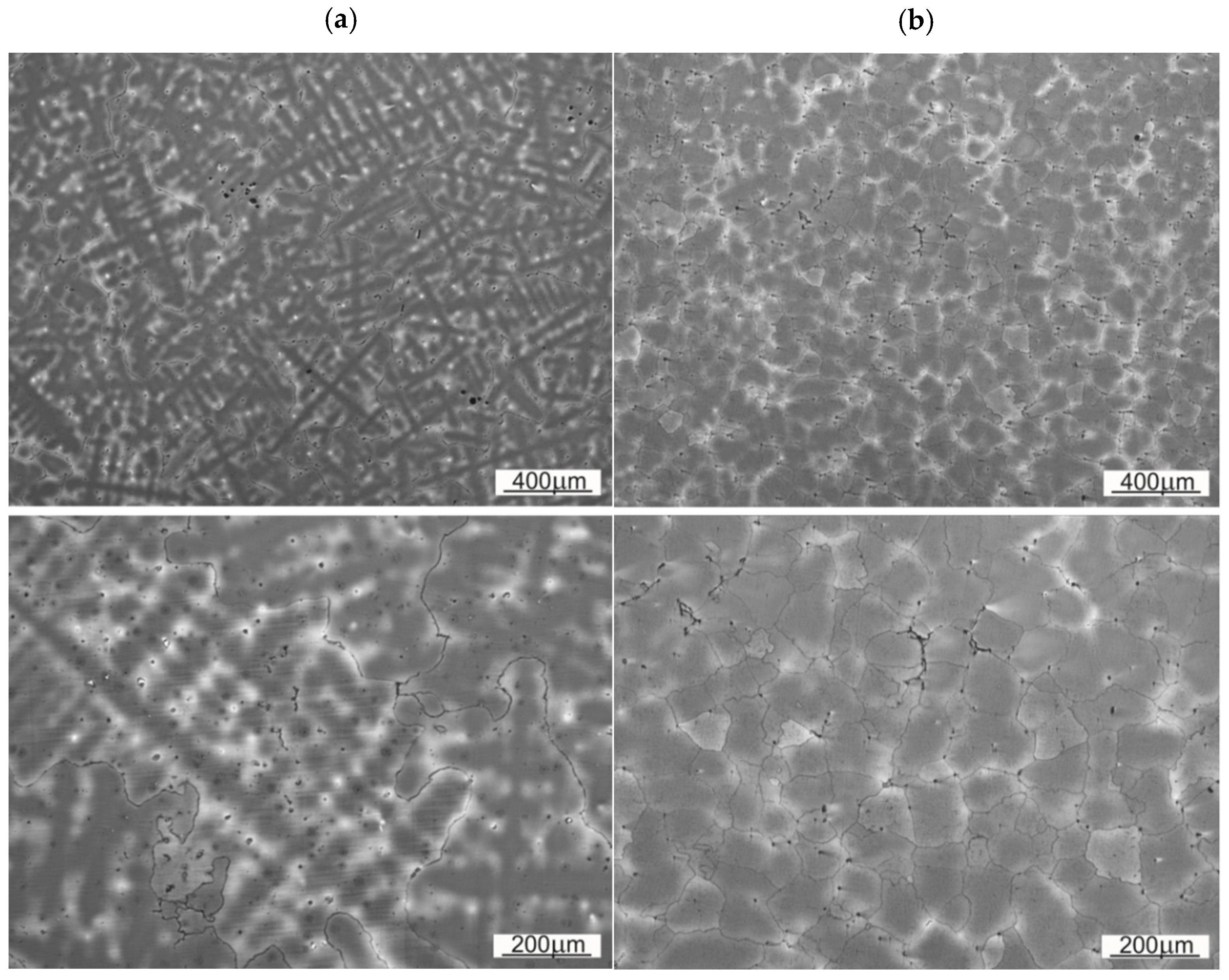
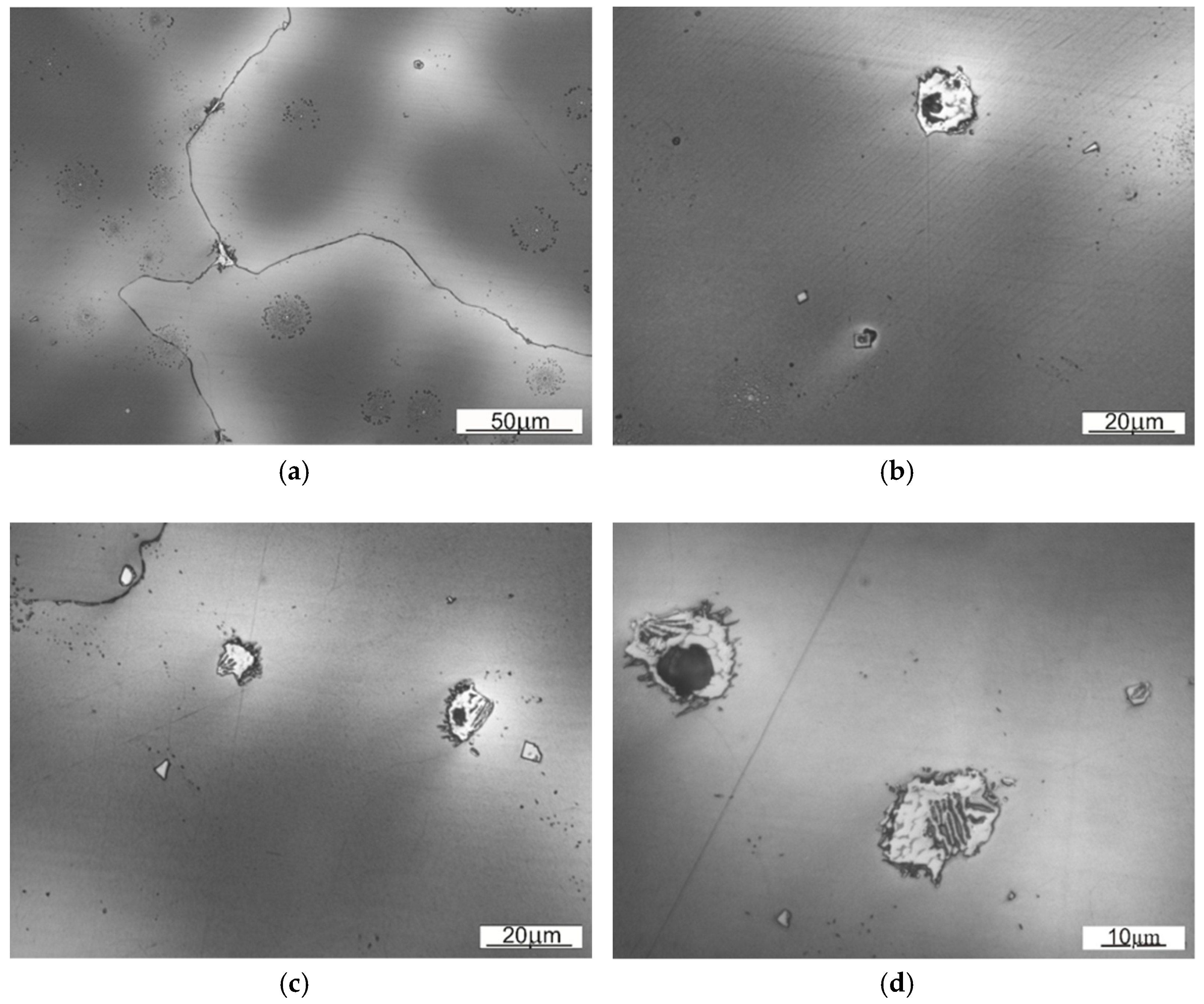
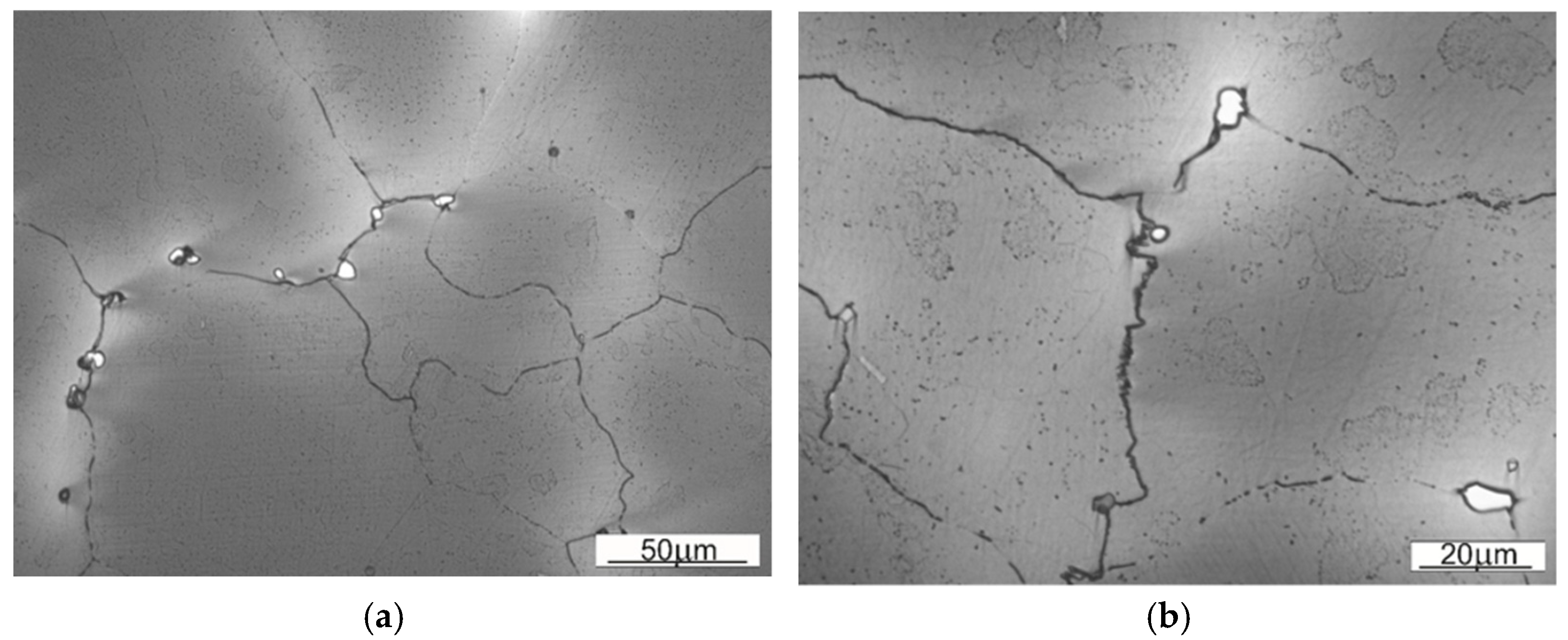
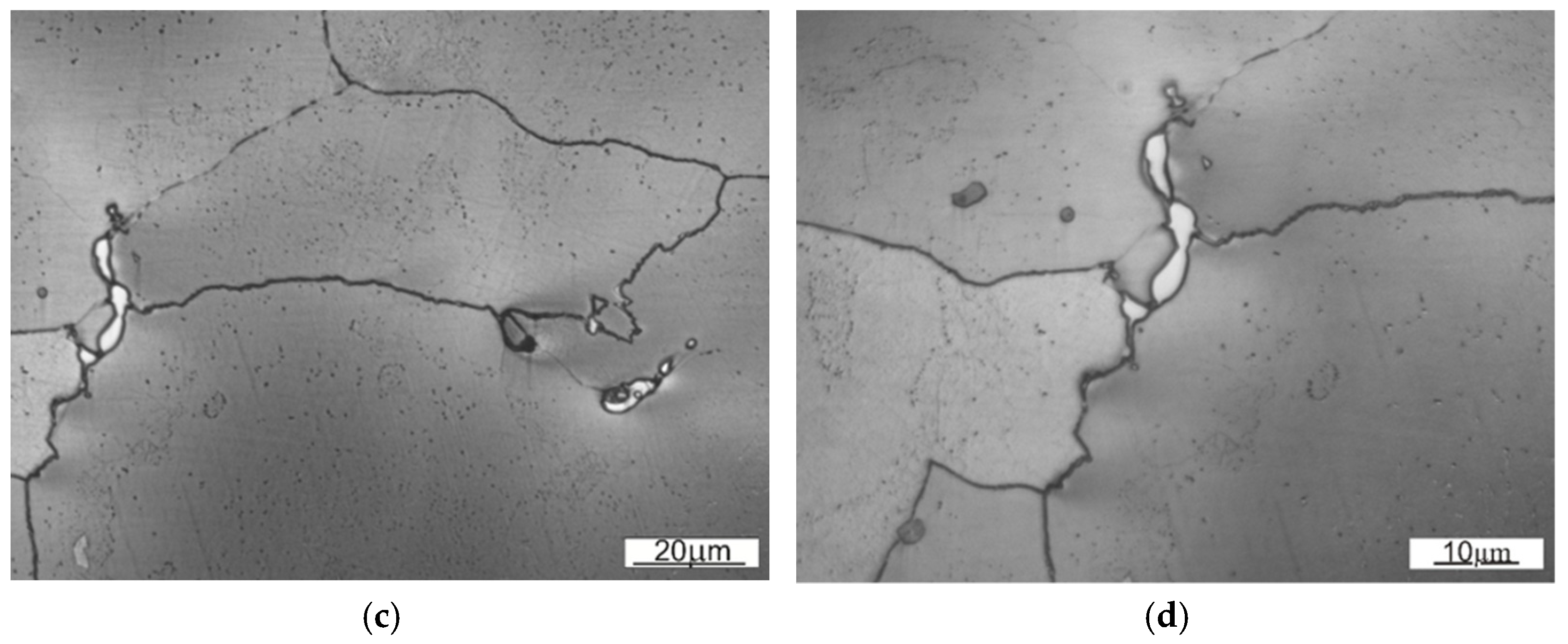
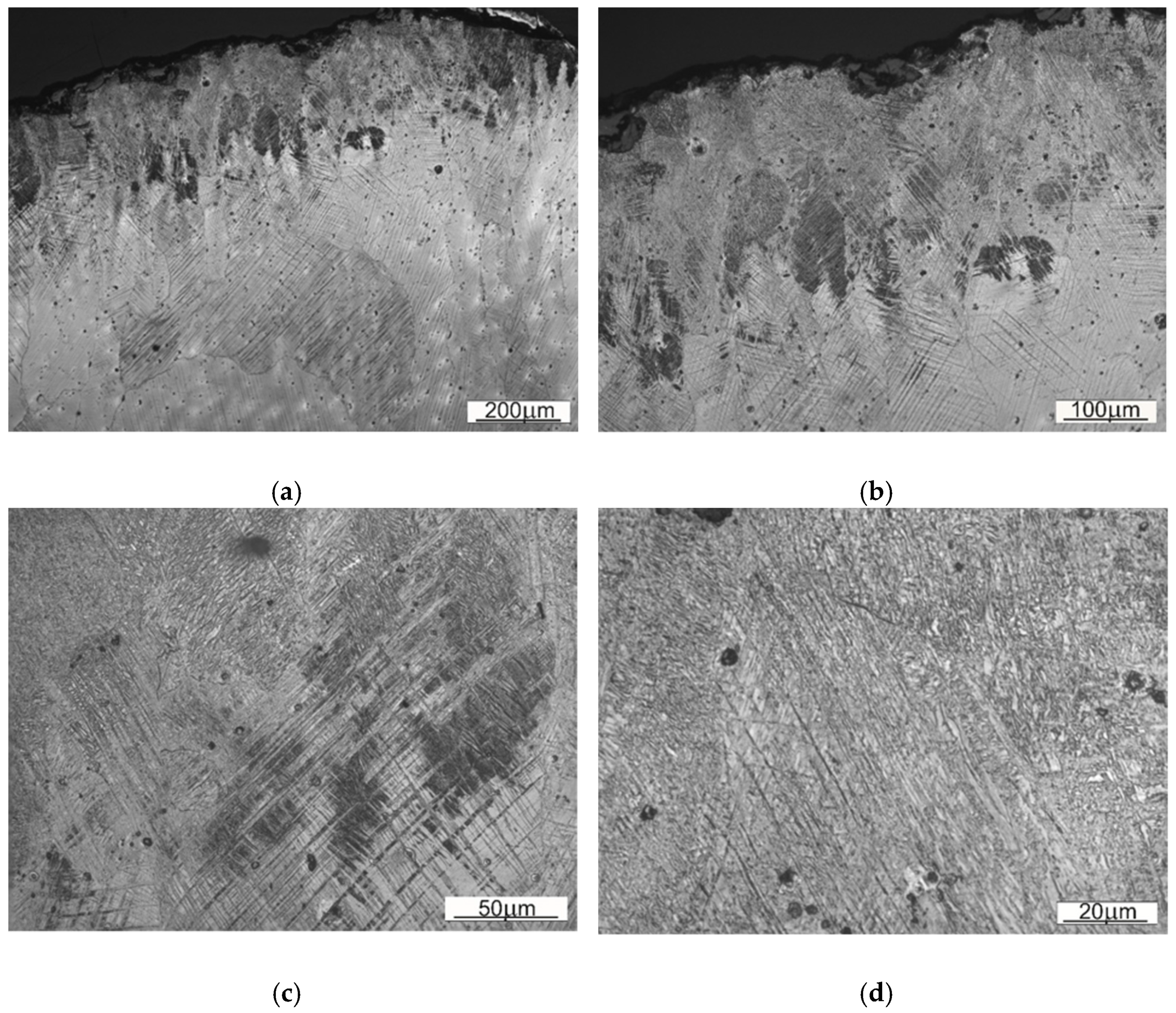
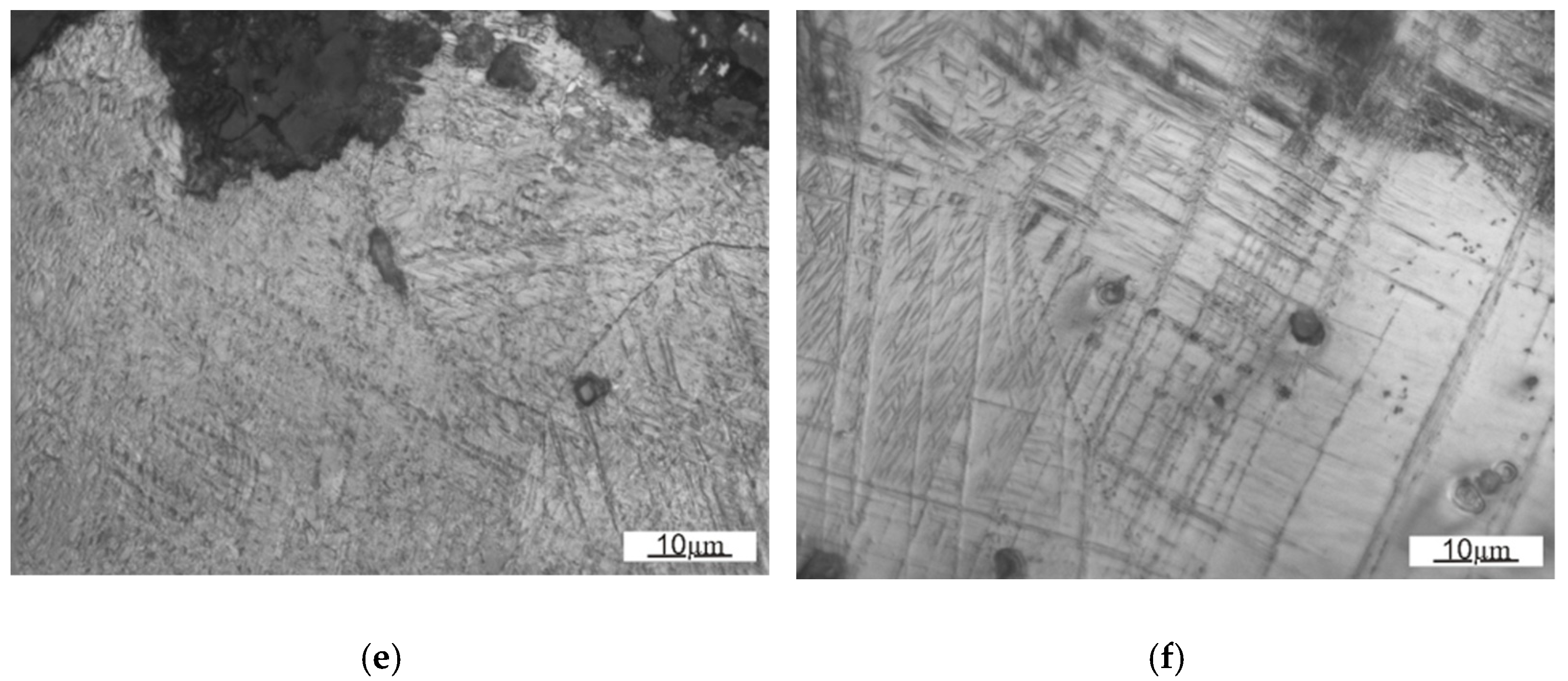
3.3. The Analysis of the Microstructure
3.4. Hardness Test
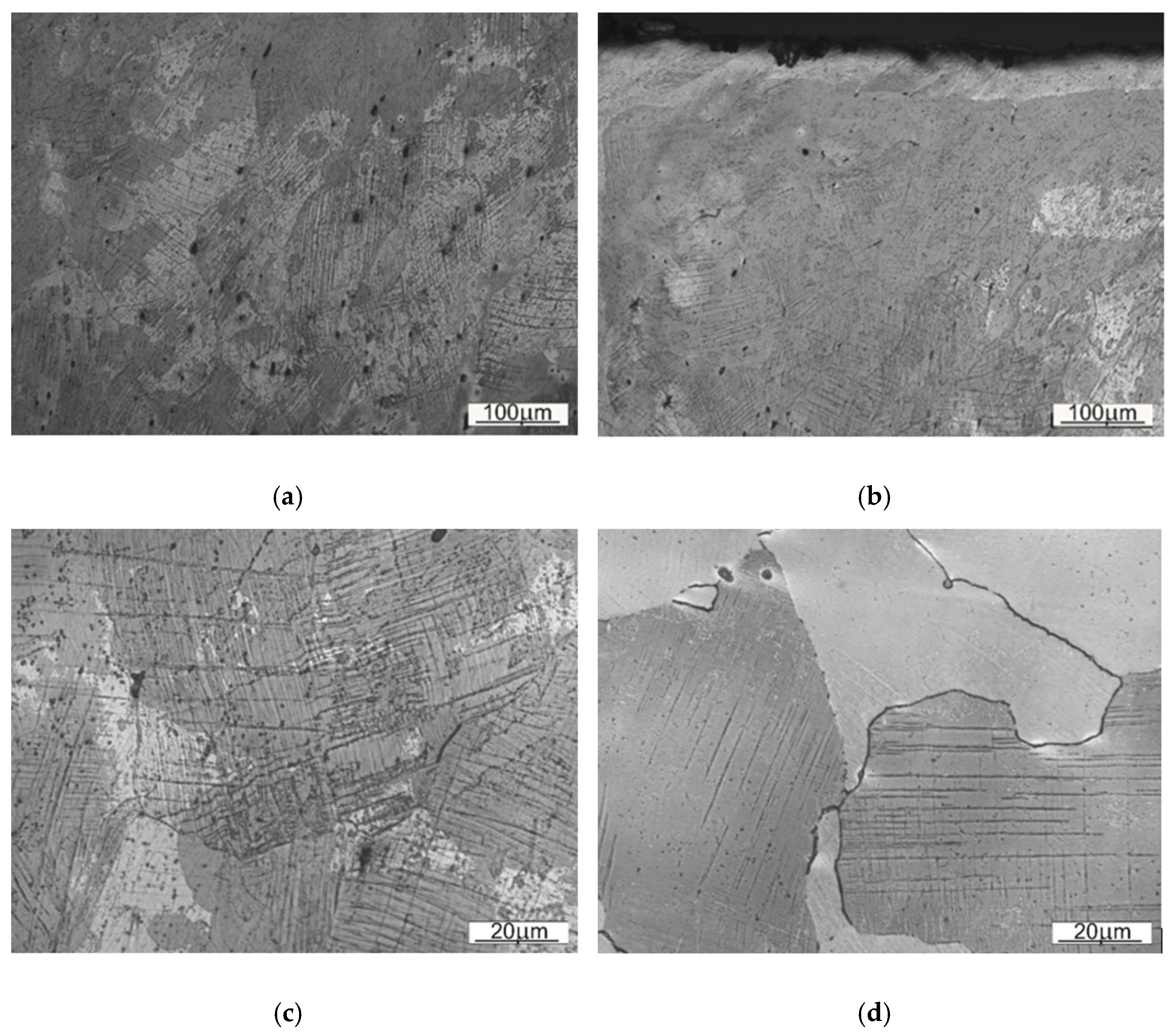
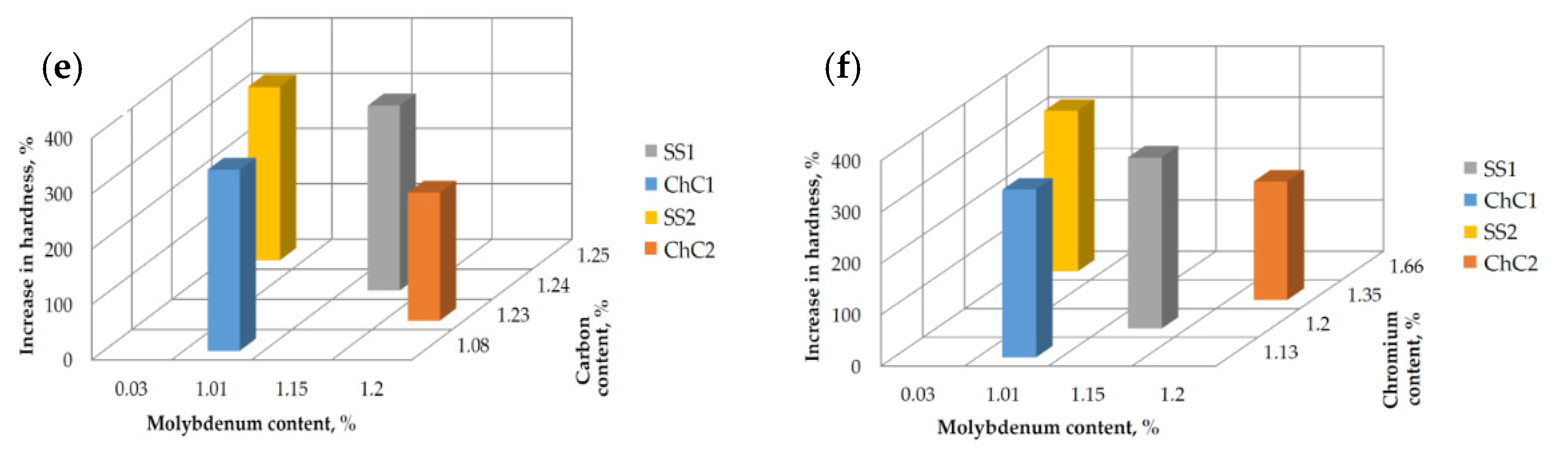
3.4.1. Study of Hardness before and after Strain Hardening
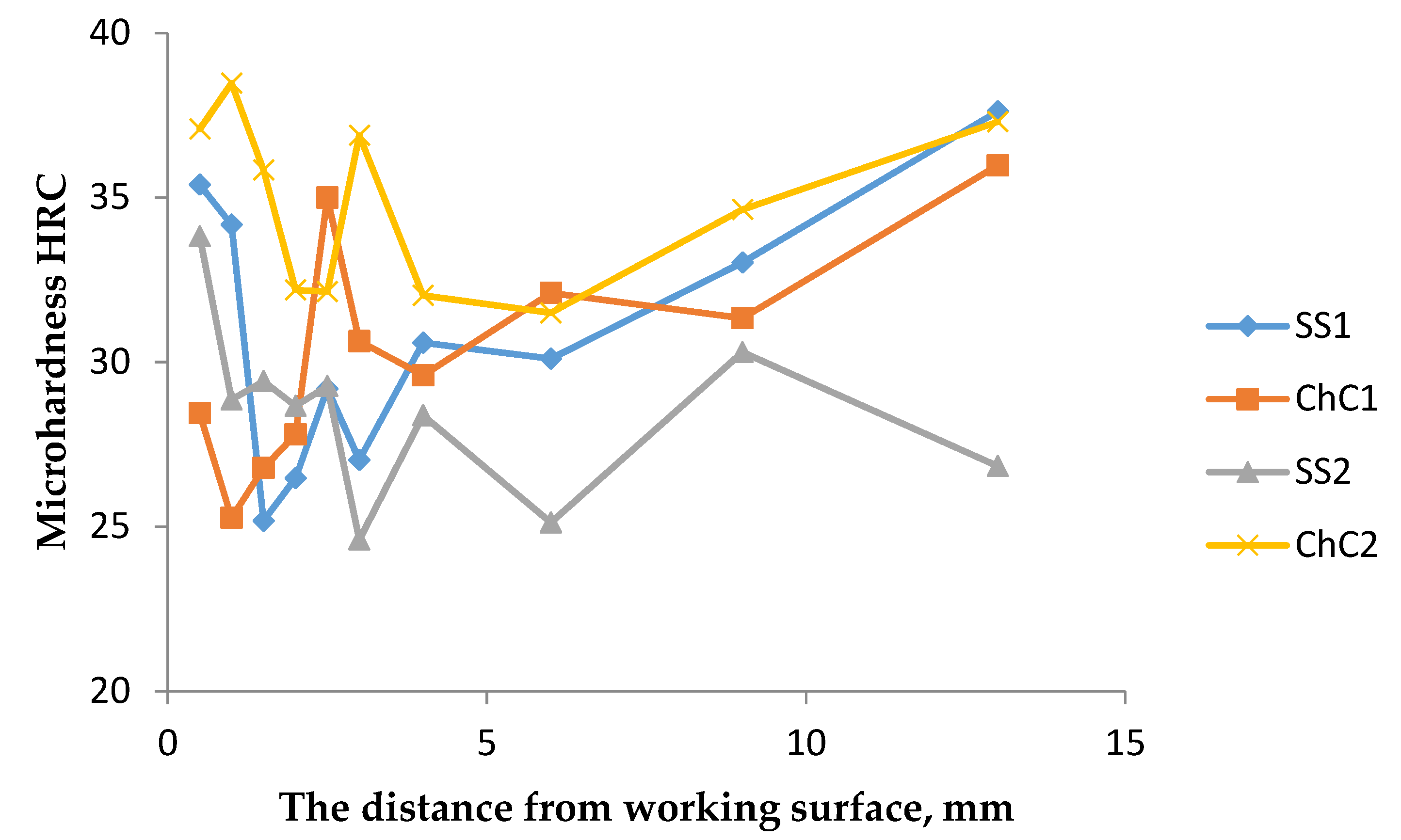
3.4.2. Cross-Sectional Hardness Inspection
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Al-Najjar, B. Economic Criteria to Select a Cost-effective Maintenance Policy. J. Qual. Maint. Eng. 1999, 5, 236–248. [Google Scholar] [CrossRef] [Green Version]
- Khalil, J.; Saad, S.M.; Gindy, N. An Integrated Cost Optimisation Maintenance Model for Industrial Equipment. J. Qual. Maint. Eng. 2009, 15, 106–118. [Google Scholar] [CrossRef]
- Lie, C.H.; Chun, Y.H. An Algorithm for Preventive Maintenance Policy. IEEE Trans. Reliab. 1986, 35, 71–75. [Google Scholar] [CrossRef]
- Sezer, E.; Romero, D.; Guedea, F.; Macchi, M.; Emmanouilidis, C. An Industry 4.0-Enabled Low Cost Predictive Maintenance Approach for SMEs. In Proceedings of the 2018 IEEE International Conference on Engineering, Technology and Innovation (ICE/ITMC), Stuttgart, Germany, 17–20 June 2018; IEEE: Stuttgart, Germany, 2018; pp. 1–8. [Google Scholar]
- Muravev, V.V.; Muraveva, O.V.; Volkova, L.V.; Sága, M.; Ságová, Z. Measurement of Residual Stresses of Locomotive Wheel Treads During the Manufacturing Technological Cycle. Manag. Syst. Prod. Eng. 2019, 27, 236–241. [Google Scholar] [CrossRef]
- Horníček, L.; Břešt’ovský, P.; Jasanský, P. Application of Geocomposite Placed beneath Ballast Bed to Improve Ballast Quality and Track Stability. IOP Conf. Series: Mater. Sci. Eng. 2017, 236, 012039. [Google Scholar] [CrossRef] [Green Version]
- Danesh, A.; Palassi, M.; Mirghasemi, A.A. Evaluating the Influence of Ballast Degradation on Its Shear Behaviour. Int. J. Rail Transp. 2018, 6, 145–162. [Google Scholar] [CrossRef]
- Huang, H.; Moaveni, M.; Schmidt, S.; Tutumluer, E.; Hart, J.M. Evaluation of Railway Ballast Permeability Using Machine Vision–Based Degradation Analysis. Transp. Res. Rec. J. Transp. Res. Board 2018, 2672, 62–73. [Google Scholar] [CrossRef]
- Tennakoon, N.; Indraratna, B.; Rujikiatkamjorn, C.; Nimbalkar, S.; Neville, T. The Role of Ballast-Fouling Characteristics on the Drainage Capacity of Rail Substructure. Geotech. Test. J. 2012, 35, 629–640. [Google Scholar] [CrossRef] [Green Version]
- Rushton, K.; Ghataora, G. Understanding and Modelling Drainage of Railway Ballast. Proc. Inst. Civ. Eng. Transp. 2009, 162, 227–236. [Google Scholar] [CrossRef]
- Koohmishi, M. Drainage Potential of Degraded Railway Ballast Considering Initial Gradation and Intrusion of External Fine Materials. Soils Found. 2019, 59, 2265–2278. [Google Scholar] [CrossRef]
- Ngamkhanong, C.; Feng, B.; Tutumluer, E.; Hashash, Y.M.A.; Kaewunruen, S. Evaluation of Lateral Stability of Railway Tracks Due to Ballast Degradation. Constr. Build. Mater. 2021, 278, 122342. [Google Scholar] [CrossRef]
- Liu, J.; Chen, R.; Liu, Z.; Liu, G.; Wang, P.; Wei, X. Comparative Analysis of Resistance Characteristics of Composite Sleeper and Concrete Sleeper in Ballast Bed. Constr. Build. Mater. 2021, 300, 124017. [Google Scholar] [CrossRef]
- Le Pen, L.; Bhandari, A.R.; Powrie, W. Sleeper End Resistance of Ballasted Railway Tracks. J. Geotech. Geoenviron. Eng. 2014, 140, 04014004. [Google Scholar] [CrossRef] [Green Version]
- Salonen, A.; Deleryd, M. Cost of Poor Maintenance: A Concept for Maintenance Performance Improvement. J. Qual. Maint. Eng. 2011, 17, 63–73. [Google Scholar] [CrossRef]
- Rießberger, K.; Wenty, R. 40 Years of “Dynamic Track Stabilisation.” 10. Available online: https://www.plassertheurer.com/fileadmin/user_upload/Mediathek/Publikationen/17029_Fachartikel_EIK_DGS_E.pdf (accessed on 12 December 2021).
- Misar, H. Criteria for Cost-Effective Ballast Cleaning: Machine Design Considerations. Rail Eng. Int. 2005, 34, 11–16. [Google Scholar]
- Korolev, V.; Loktev, A.; Shishkina, I.; Zapolnova, E.; Kuskov, V.; Basovsky, D.; Aktisova, O. Technology of Crushed Stone Ballast Cleaning. IOP Conf. Ser. Earth Environ. Sci. 2019, 403, 012194. [Google Scholar] [CrossRef]
- Ciotlaus, M.; Kollo, G. Ballast Bed Cleaning and Recycling—Influence on Stability of Continuously Welded Rail Track. Procedia Manuf. 2018, 22, 294–300. [Google Scholar] [CrossRef]
- Klotzinger, D.-I.E. Further Development of Mechanised Ballast Cleaning. Railw. Tech. Rev. 2002, 2–3, 21–28. [Google Scholar]
- Bembenek, M.; Krawczyk, J.; Pańcikiewicz, K. The Wear on Roller Press Rollers Made of 20Cr4/1.7027 Steel under Conditions of Copper Concentrate Briquetting. Materials 2020, 13, 5782. [Google Scholar] [CrossRef] [PubMed]
- Wu, Q.; Qin, T.; Shen, M.; Rong, K.; Xiong, G.; Peng, J. Effect of Gas Nitriding on Interface Adhesion and Surface Damage of CL60 Railway Wheels under Rolling Contact Conditions. Metals 2020, 10, 911. [Google Scholar] [CrossRef]
- Flatscher, P.J. Optimized Deployment of Track-Maintenance Machines Thanks to the Use of High-Quality Wearing Parts. Railw. Tech. Rev. 2006, 4, 16–19. [Google Scholar]
- Zhao, X.; Zhang, J.; Liu, Y. Development of Rake Board Material ZGSiMnCrMoNiV for Mining Chain in Ballast Screening Scarifier. Mech. Engineer 2012, 09, 58–59. [Google Scholar]
- Krauze, K.; Bołoz, Ł.; Wydro, T. Parametric Factors for the Tangential-Rotary Picks Quality Assessment/Wskaźniki Para-metryczne Oceny Jakości Noży Styczno-Obrotowych. Arch. Min. Sci. 2015, 60, 265–281. [Google Scholar] [CrossRef]
- Krauze, K.; Mucha, K.; Wydro, T. Evaluation of the Quality of Conical Picks and the Possibility of Predicting the Costs of Their Use. Multidiscip. Asp. Prod. Eng. 2020, 3, 491–504. [Google Scholar] [CrossRef]
- Lichtberger, B. Track Compendium, 2nd ed.; VV Media Group GmbH: Hamburg, Germany, 2011. [Google Scholar]
- Zhang, M.; Liu, M.H.; Jiang, L. Improve the Efficiency of RM80 Ballast Cleaning Machine. Adv. Mater. Res. 2014, 915–916, 1536–1539. [Google Scholar] [CrossRef]
- Havlícek, P. Experience with Explosive Hardening of Railway Frogs From Hadfield Steel. In Proceedings of the METAL 2012—Conference Proceedings, 21st International Conference on Metallurgy and Materials, Brno, Czech Republic, 23–25 May 2012; METAL: Brno, Czech Republic, 2012. [Google Scholar]
- Harzallah, R.; Mouftiez, A.; Hariri, S.; Felder, E.; Maujean, J.P. Impact and Sliding Wear Resistance of Hadfield and Rail Steel. Appl. Mech. Mater. 2012, 146, 112–123. [Google Scholar] [CrossRef]
- Guo, S.L.; Sun, D.Y.; Zhang, F.C.; Feng, X.Y.; Qian, L.H. Damage of a Hadfield Steel Crossing Due to Wheel Rolling Impact Passages. Wear 2013, 305, 267–273. [Google Scholar] [CrossRef]
- Harzallah, R.; Mouftiez, A.; Felder, E.; Hariri, S.; Maujean, J.-P. Rolling Contact Fatigue of Hadfield Steel X120Mn12. Wear 2010, 269, 647–654. [Google Scholar] [CrossRef]
- Dhar, S.; Danielsen, H.K.; Fæster, S.; Rasmussen, C.; Zhang, Y.; Jensen, D.J. Crack Formation within a Hadfield Manganese Steel Crossing Nose. Wear 2019, 438–439, 203049. [Google Scholar] [CrossRef]
- Lv, B.; Zhang, M.; Zhang, F.C.; Zheng, C.L.; Feng, X.Y.; Qian, L.H.; Qin, X.B. Micro-Mechanism of Rolling Contact Fatigue in Hadfield Steel Crossing. Int. J. Fatigue 2012, 44, 273–278. [Google Scholar] [CrossRef]
- Lencina, R.; Caletti, C.; Brunelli, K.; Micone, R. Assessing Wear Performance of Two High-Carbon Hadfield Steels Through Field Tests in the Mining Industry. Procedia Mater. Sci. 2015, 9, 358–366. [Google Scholar] [CrossRef] [Green Version]
- Srivastava, A.K.; Das, K. Microstructural Characterization of Hadfield Austenitic Manganese Steel. J. Mater. Sci. 2008, 43, 5654–5658. [Google Scholar] [CrossRef]
- Ge, S.; Wang, Q.; Wang, J. The Impact Wear-Resistance Enhancement Mechanism of Medium Manganese Steel and Its Appli-cations in Mining Machines. Wear 2017, 376–377, 1097–1104. [Google Scholar] [CrossRef]
- Tęcza, G.; Sobula, S. Effect of Heat Treatment on Change Microstructure of Cast High-Manganese Hadfield Steel with Ele-vated Chromium Content. Arch. Foundry Eng. 2014, 14, 67–70. [Google Scholar]
- Lindroos, M.; Apostol, M.; Heino, V.; Valtonen, K.; Laukkanen, A.; Holmberg, K.; Kuokkala, V.-T. The Deformation, Strain Hardening, and Wear Behavior of Chromium-Alloyed Hadfield Steel in Abrasive and Impact Conditions. Tribol. Lett. 2015, 57, 24. [Google Scholar] [CrossRef]
- Yan, W.; Fang, L.; Sun, K.; Xu, Y. Effect of Surface Work Hardening on Wear Behavior of Hadfield Steel. Mater. Sci. Eng. A 2007, 460–461, 542–549. [Google Scholar] [CrossRef]
- Petrov, Y.N.; Gavriljuk, V.G.; Berns, H.; Schmalt, F. Surface Structure of Stainless and Hadfield Steel after Impact Wear. Wear 2006, 260, 687–691. [Google Scholar] [CrossRef]
- Filonenko, N.Y.; Babachenko, O.O.; Kononenko, G.A. Investigation of Carbon, Manganese and Silicon Solubility in α-Iron of Fe-Mn-Si-C Alloys. In Proceedings of the 2020 IEEE 10th International Conference Nanomaterials: Applications & Properties (NAP), Sumy, Ukraine, 9 November 2020; pp. 01NSSA01-1–01NSSA01-4. [Google Scholar]
- Ayadi, S.; Hadji, A. Effect of Chemical Composition and Heat Treatments on the Microstructure and Wear Behavior of Man-ganese Steel. Int. J. Met. 2021, 15, 510–519. [Google Scholar] [CrossRef]
- Klueh, R.L.; Maziasz, P.J.; Lee, E.H. Manganese as an Austenite Stabilizer in Fe-Cr-Mn-C Steels. Mater. Sci. Eng. A 1988, 102, 115–124. [Google Scholar] [CrossRef]
- Mueller, J.J.; Hu, X.; Sun, X.; Ren, Y.; Choi, K.; Barker, E.; Speer, J.G.; Matlock, D.K.; De Moor, E. Austenite Formation and Cementite Dissolution during Intercritical Annealing of a Medium-Manganese Steel from a Martensitic Condition. Mater. Des. 2021, 203, 109598. [Google Scholar] [CrossRef]
- Olanipekun, A.T.; Nthabiseng, M.; Ayodele, O.O.; Mphahlele, M.R.; Mampuya, B.M.; Olubambi, P.A. Datasets on the Meas-urement of Mechanical Properties of Ferrite and Austenite Constitutive Phases Using Nanoindentation and Micro Hardness Techniques. Data Brief 2019, 27, 104551. [Google Scholar] [CrossRef]
- Chen, E.; Wang, S. Thermodynamic Properties of Carbon and Manganese in Mn-C and Mn-Fe-C Melts. J. Iron Steel Res. Int. 2008, 15, 13–18. [Google Scholar] [CrossRef]
- Ahmed, M.; Bepari, M.M.A.; Galib, R.H. Effects of Chromium and Nickel Additions on the Austenite Grain Coarsening of Low Carbon Structural Steels Containing 0.13% C. Appl. Mech. Mater. 2016, 860, 152–157. [Google Scholar] [CrossRef]
- Lindroos, M.; Laukkanen, A.; Cailletaud, G.; Kuokkala, V.-T. On the Effect of Deformation Twinning and Microstructure to Strain Hardening of High Manganese Austenitic Steel 3D Microstructure Aggregates at Large Strains. Int. J. Solids Struct. 2017, 125, 68–76. [Google Scholar] [CrossRef]
- Dzierwa, A.; Gałda, L.; Tupaj, M.; Dudek, K. Investigation of Wear Resistance of Selected Materials after Slide Burnishing Process. Ekspolatacja i Niezawodn.—Maint. Reliab. 2020, 22, 432–439. [Google Scholar] [CrossRef]
- Qvarnström, H. Technical Note: A Mathematical Formula for Transformation between the Steel Hardness Scales of Rockwell C and Vickers. J. Heat Treat. 1989, 7, 65–67. [Google Scholar] [CrossRef]
- Atabaki, M.M.; Jafari, S.; Abdollah-pour, H. Abrasive Wear Behavior of High Chromium Cast Iron and Hadfield Steel—A Comparison. J. Iron Steel Res. Int. 2012, 19, 43–50. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Indicator | Description |
|---|---|
| SS1 (scraper shovels) | scraper shovels material I |
| ChC1 (chain connector) | chain connector II |
| SS2 (scraper shovels) | scraper shovels material |
| ChC2 (chain connector) | chain connector IV |
| Sample No. | Chemical Composition, wt.% | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | Cr | Mo | Ni | Al | |
| SS1 | 1.24 | 0.530 | 13.0 | 0.062 | 0.003 | 1.20 | 1.15 | 0.089 | 0.023 |
| ChC1 | 1.08 | 0.446 | 12.6 | 0.046 | 0.003 | 1.13 | 1.01 | 0.078 | 0.018 |
| SS2 | 1.25 | 0.790 | 12.4 | 0.058 | 0.003 | 1.66 | 0.03 | 0.178 | 0.049 |
| ChC2 | 1.23 | 0.498 | 12.2 | 0.057 | 0.003 | 1.35 | 1.20 | 0.150 | 0.022 |
| Sample No. | Nominal Diameter, mm | Measured Diameter, mm | Peg Hole Dimensional Deviation, % |
|---|---|---|---|
| SS1 | 34.2 | 38.0 ± 5.0 | 11.1 |
| ChC1 | 37.0 ± 2.0 | 8.2 | |
| SS2 | 38.0 ± 4.0 | 11.1 | |
| ChC2 | 36.5 ± 1.5 | 6.7 |
| Sample No. | Average Grain Size, µm2 |
|---|---|
| SS1 | 49,582 |
| SS2 | 6409 |
| Sample No. | HBW | HRC_0 | HRC_1 | Reinforcement, % |
|---|---|---|---|---|
| SS1 | 213 | 12.8 * | 42.7 | 334 |
| ChC1 | 232 | 12.2 * | 39.9 | 327 |
| SS2 | 206 | 14.3 * | 44.7 | 313 |
| ChC2 | 237 | 18.0 * | 41.6 | 231 |
| Sample No. | Dist. from Working Surf., mm | SS1 HV | HRC | ChC1 HV | HRC | SS2 HV | HRC | ChC2 HV | HRC |
|---|---|---|---|---|---|---|---|---|---|
| 1 | 0.5 | 291 | 35.4 | 333 | 28.4 | 347 | 33.8 | 362 | 37.1 |
| 2 | 1.0 | 269 | 34.2 | 294 | 25.3 | 336 | 28.9 | 375 | 38.5 |
| 3 | 1.5 | 280 | 25.2 | 298 | 26.8 | 269 | 29.4 | 351 | 35.8 |
| 4 | 2.0 | 287 | 26.5 | 293 | 27.8 | 278 | 28.7 | 320 | 32.2 |
| 5 | 2.5 | 343 | 29.2 | 297 | 35.0 | 297 | 29.3 | 319 | 32.1 |
| 6 | 3.0 | 308 | 27.0 | 265 | 30.6 | 281 | 24.6 | 360 | 36.9 |
| 7 | 4.0 | 300 | 30.6 | 291 | 29.6 | 307 | 28.4 | 318 | 32.0 |
| 8 | 6.0 | 319 | 30.1 | 269 | 32.1 | 304 | 25.1 | 314 | 31.5 |
| 9 | 9.0 | 313 | 33.0 | 305 | 31.3 | 327 | 30.3 | 340 | 34.6 |
| 10 | 13.0 | 352 | 37.6 | 280 | 36.0 | 367 | 26.8 | 364 | 37.3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Krawczyk, J.; Bembenek, M.; Pawlik, J. The Role of Chemical Composition of High-Manganese Cast Steels on Wear of Excavating Chain in Railway Shoulder Bed Ballast Cleaning Machine. Materials 2021, 14, 7794. https://doi.org/10.3390/ma14247794
Krawczyk J, Bembenek M, Pawlik J. The Role of Chemical Composition of High-Manganese Cast Steels on Wear of Excavating Chain in Railway Shoulder Bed Ballast Cleaning Machine. Materials. 2021; 14(24):7794. https://doi.org/10.3390/ma14247794
Chicago/Turabian StyleKrawczyk, Janusz, Michał Bembenek, and Jan Pawlik. 2021. "The Role of Chemical Composition of High-Manganese Cast Steels on Wear of Excavating Chain in Railway Shoulder Bed Ballast Cleaning Machine" Materials 14, no. 24: 7794. https://doi.org/10.3390/ma14247794
APA StyleKrawczyk, J., Bembenek, M., & Pawlik, J. (2021). The Role of Chemical Composition of High-Manganese Cast Steels on Wear of Excavating Chain in Railway Shoulder Bed Ballast Cleaning Machine. Materials, 14(24), 7794. https://doi.org/10.3390/ma14247794