
The Evaluation of the Effectiveness of Reinforcement by Cemented-Carbide Plates in Two Design Variants of the Chisels Intended for Cultivation–Sowing Aggregates



Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Working Conditions of Chisels
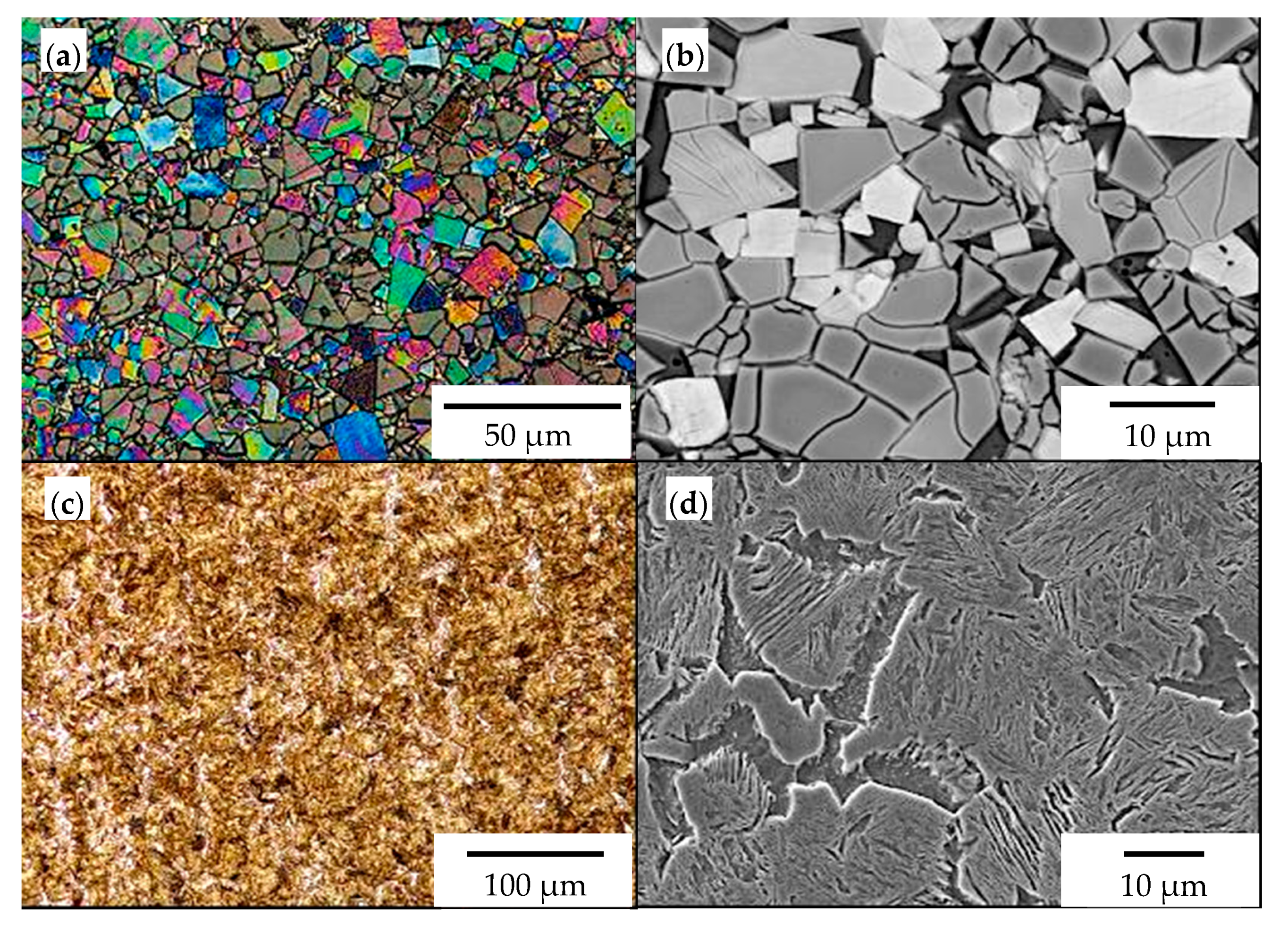
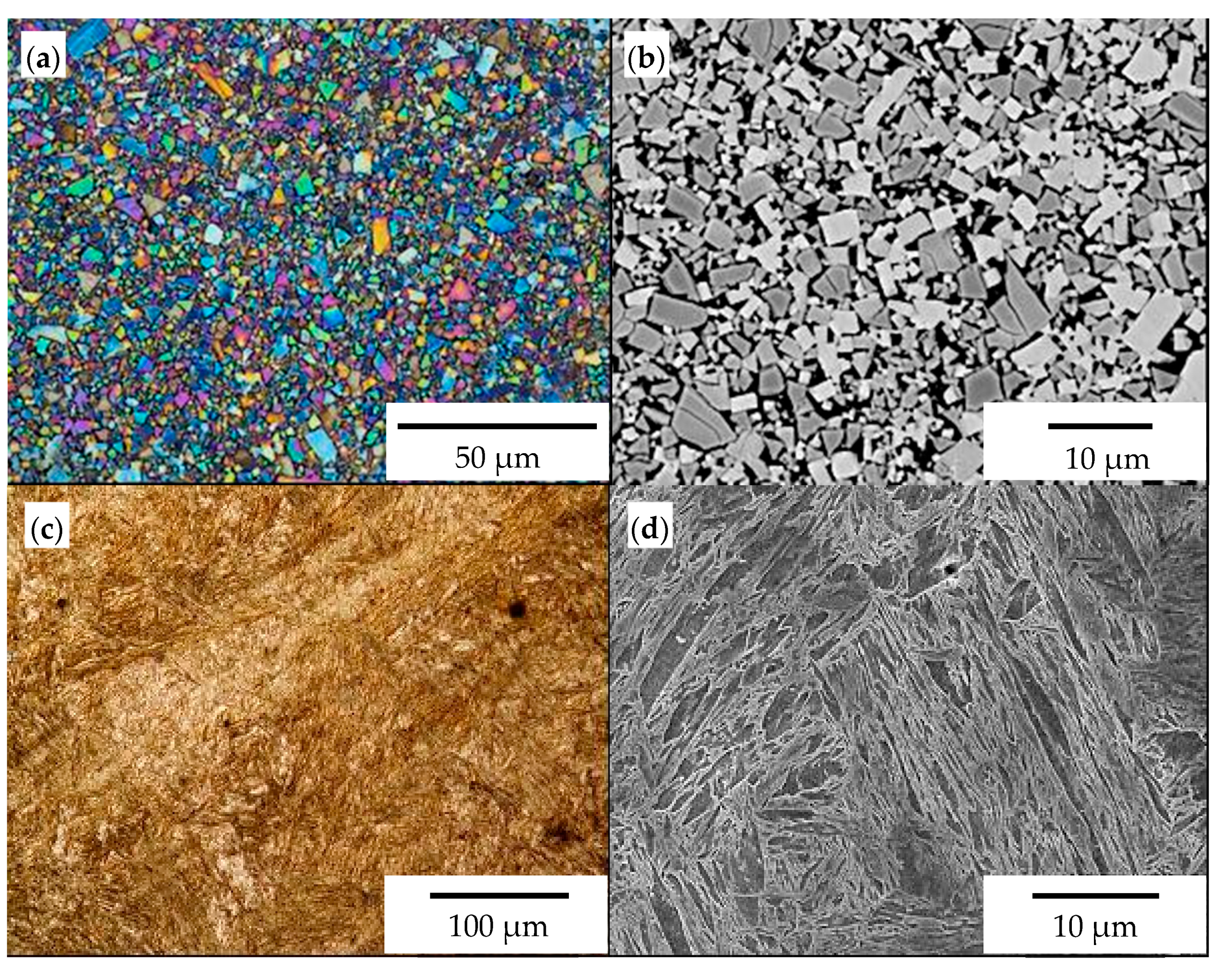
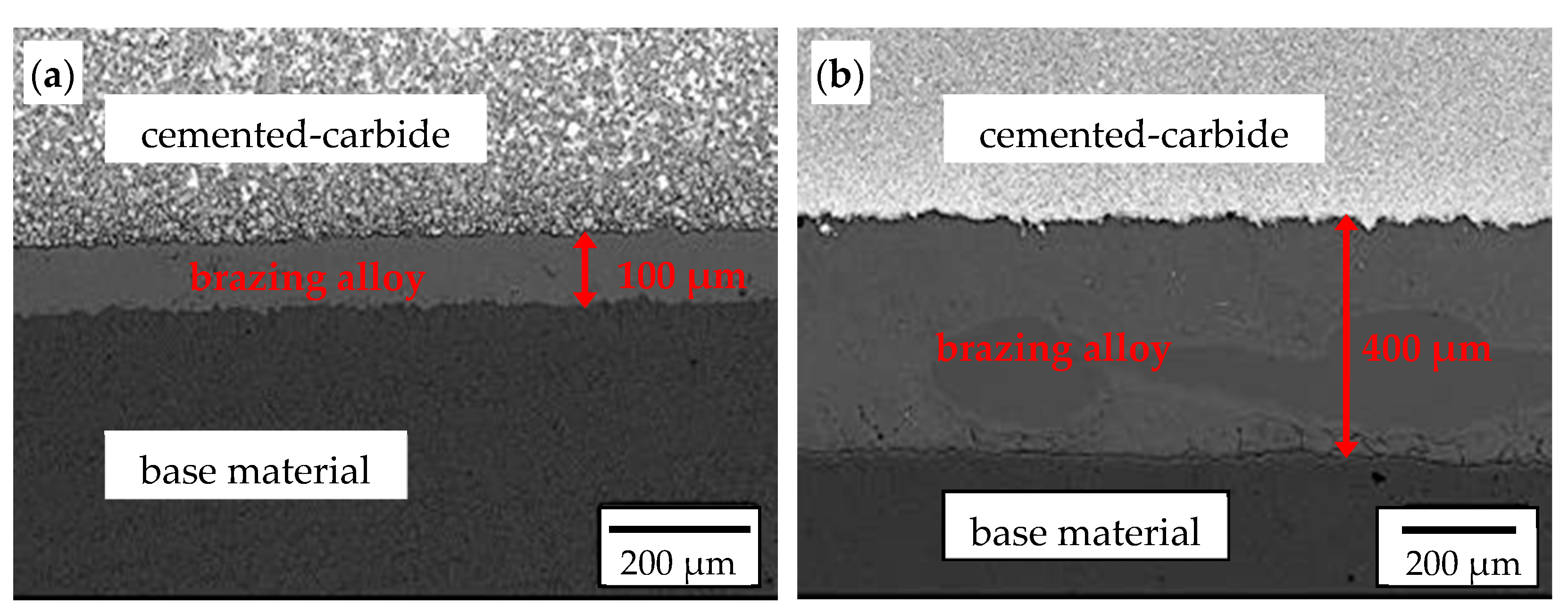
3.2. Characterization of Materials Used in the Construction of Chisels
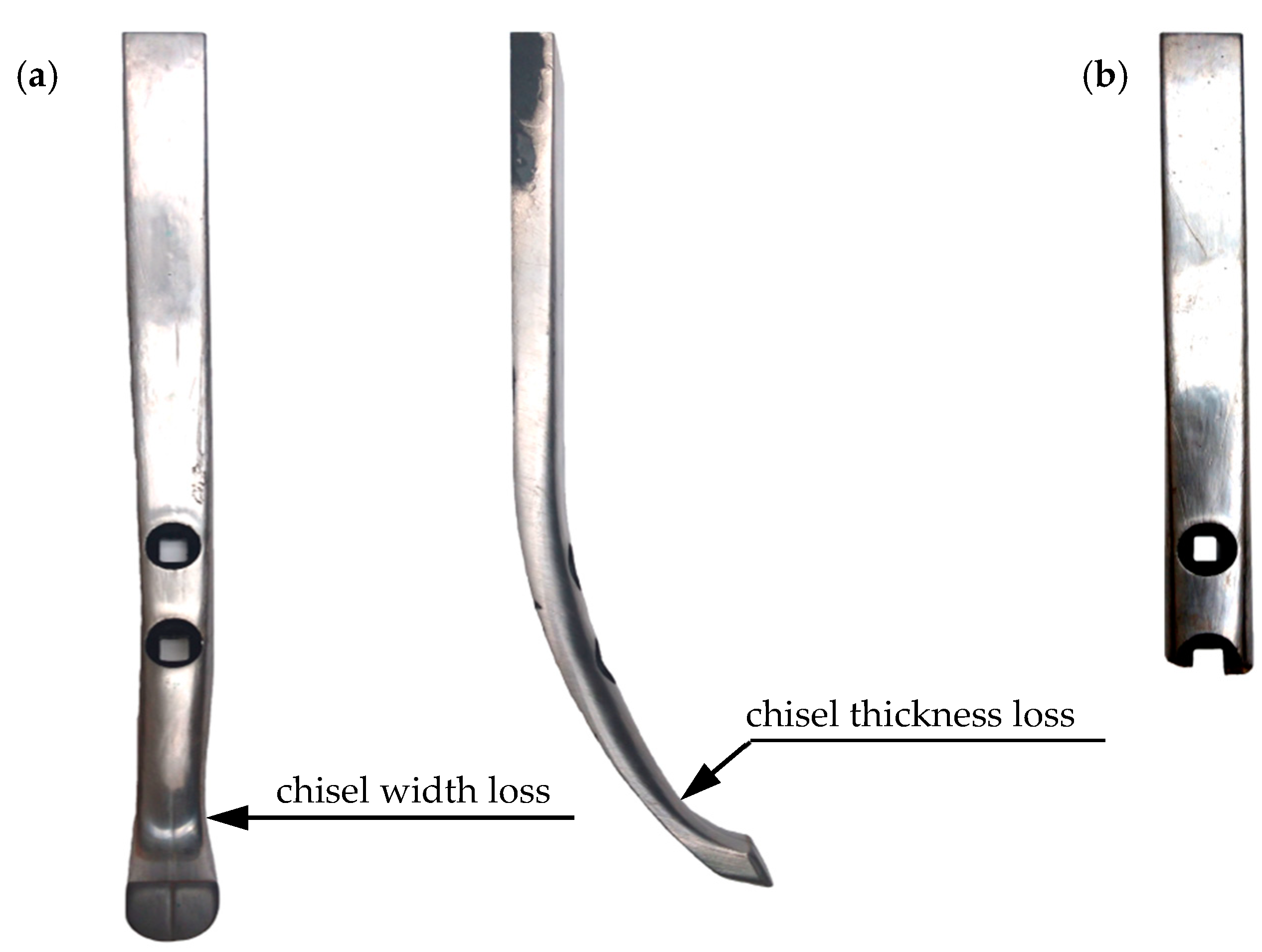
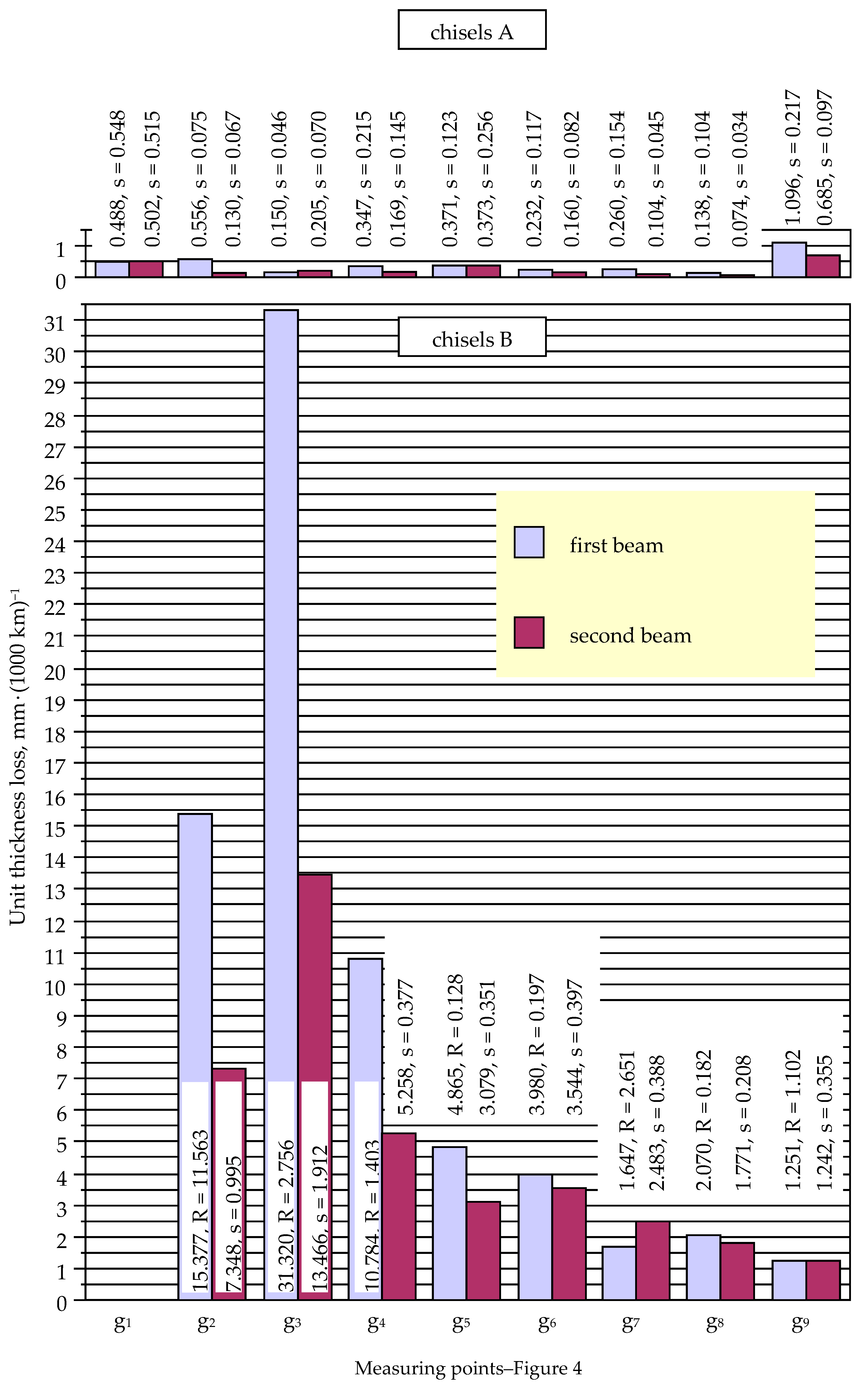
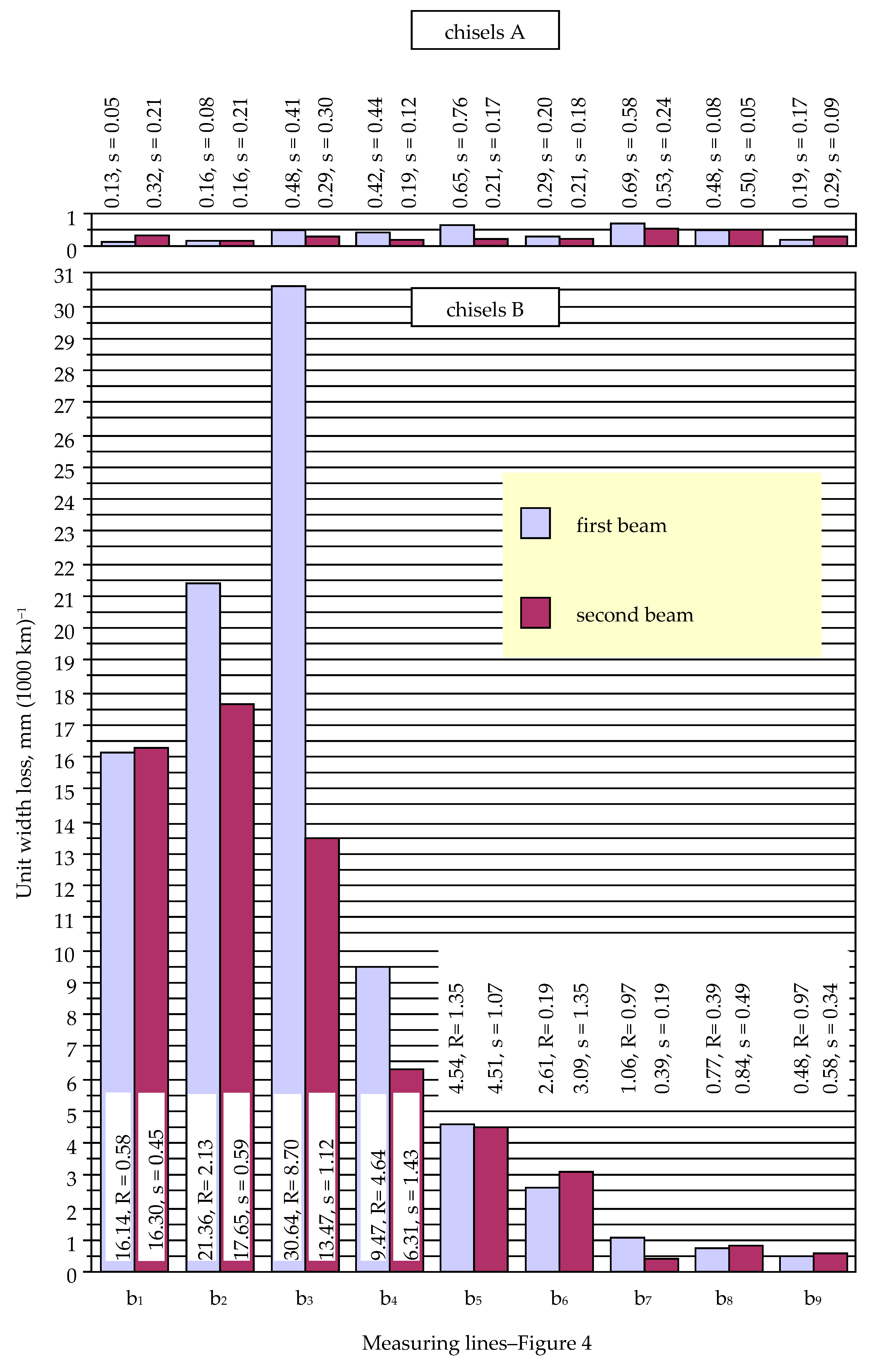
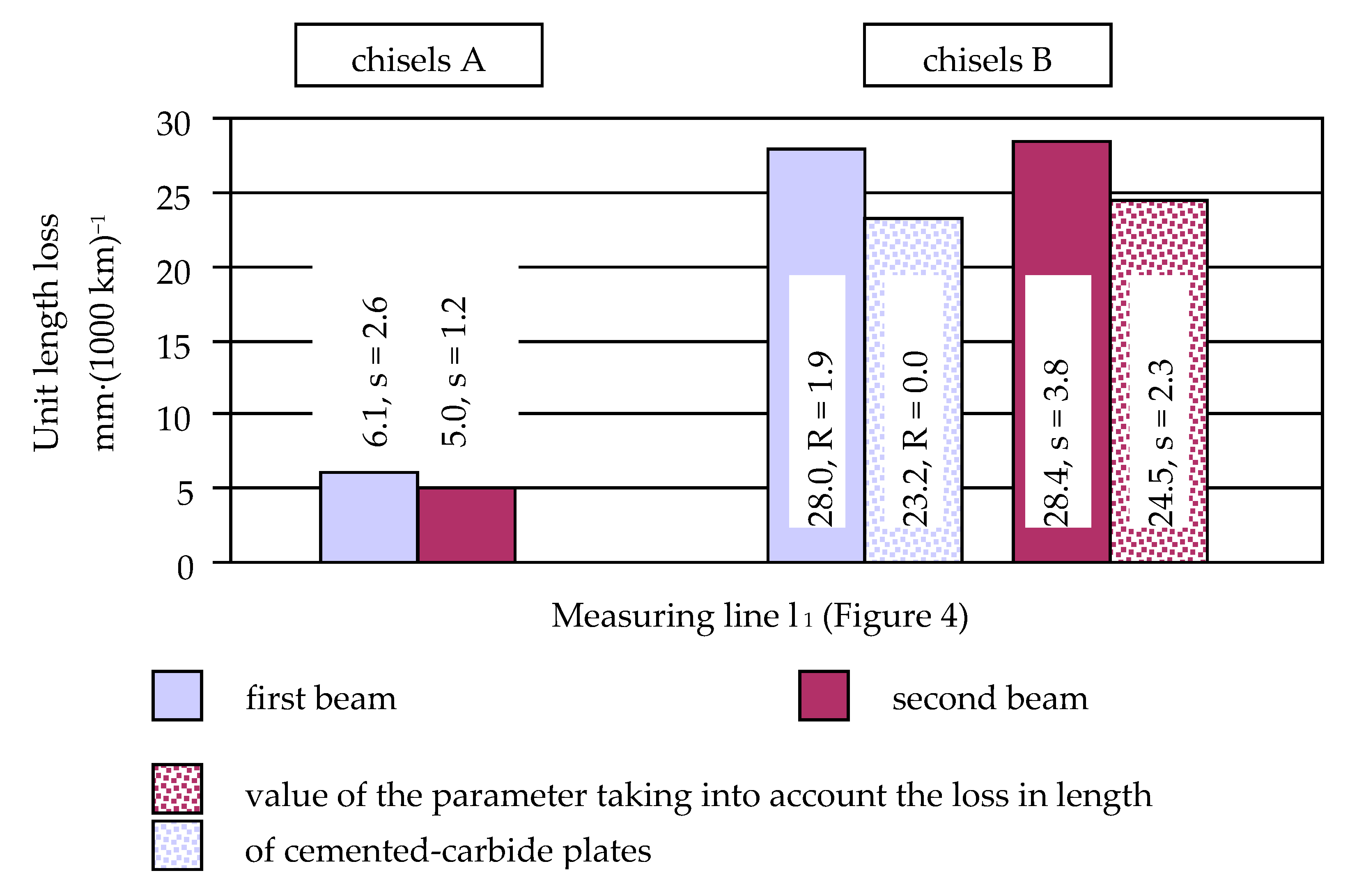
3.3. Unit Loss of the Thickness, Width, and Length of Chisels
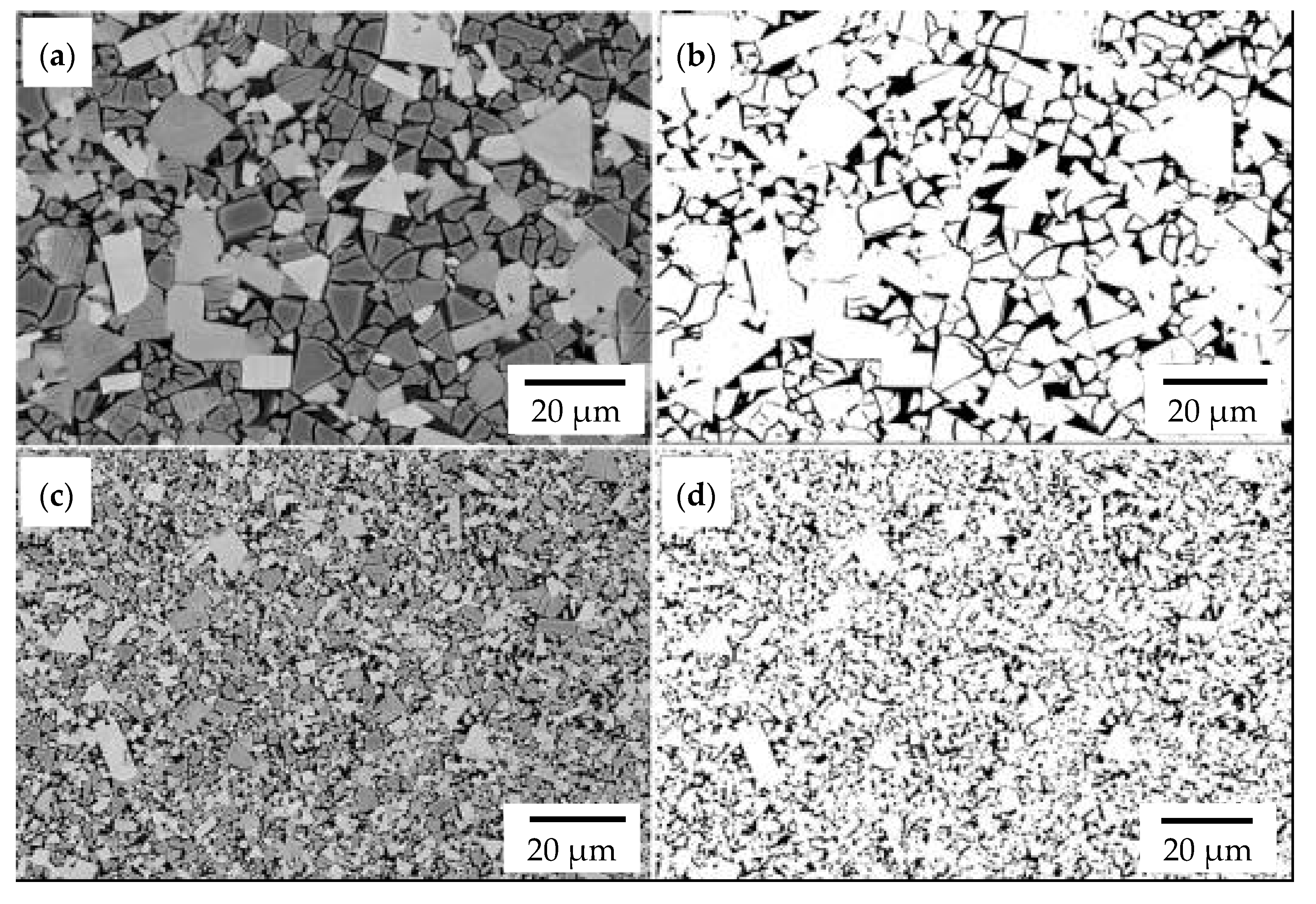
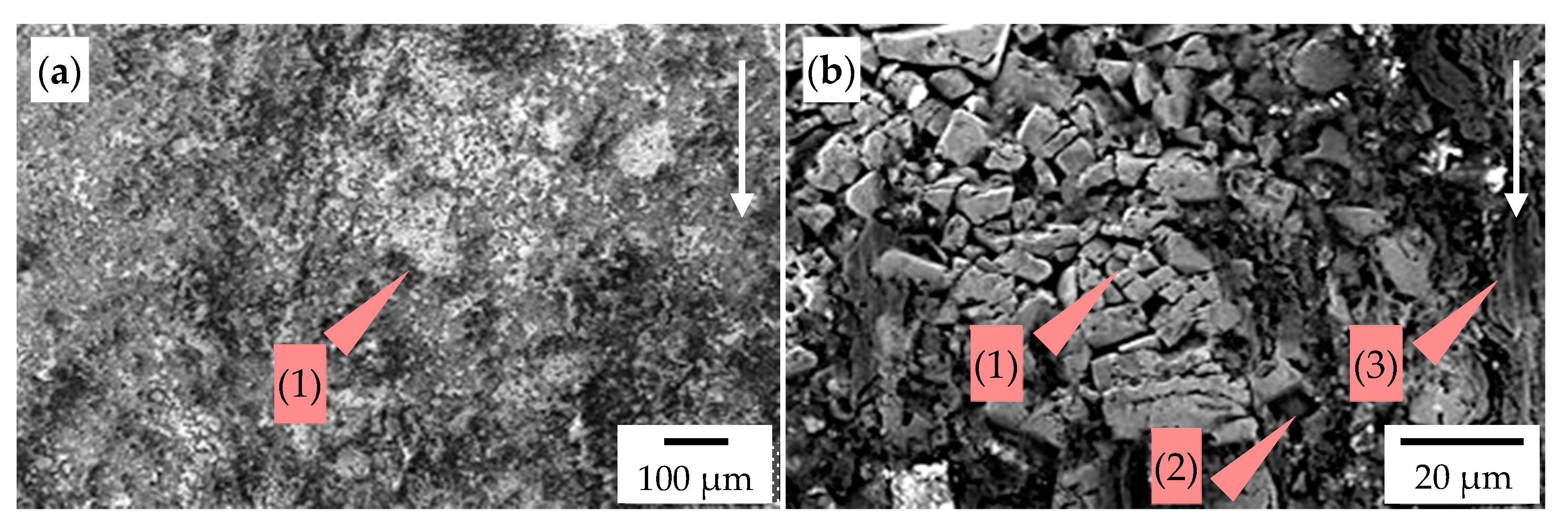
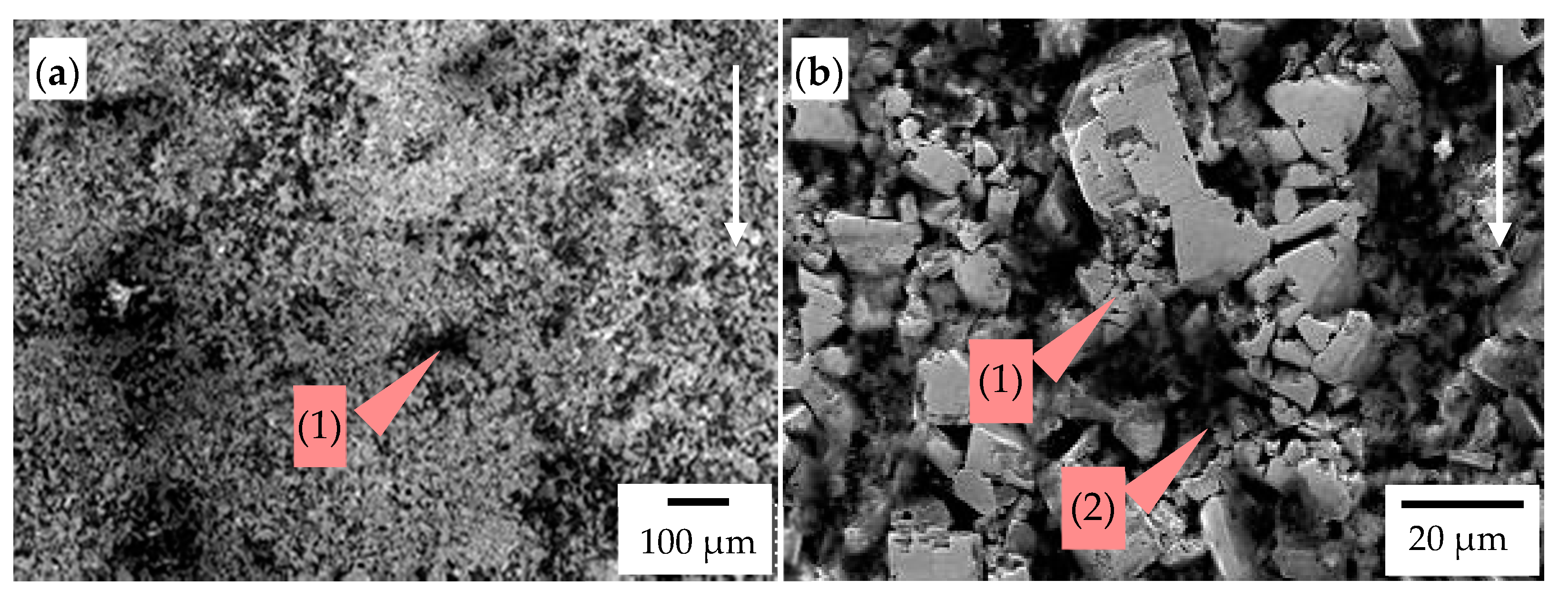
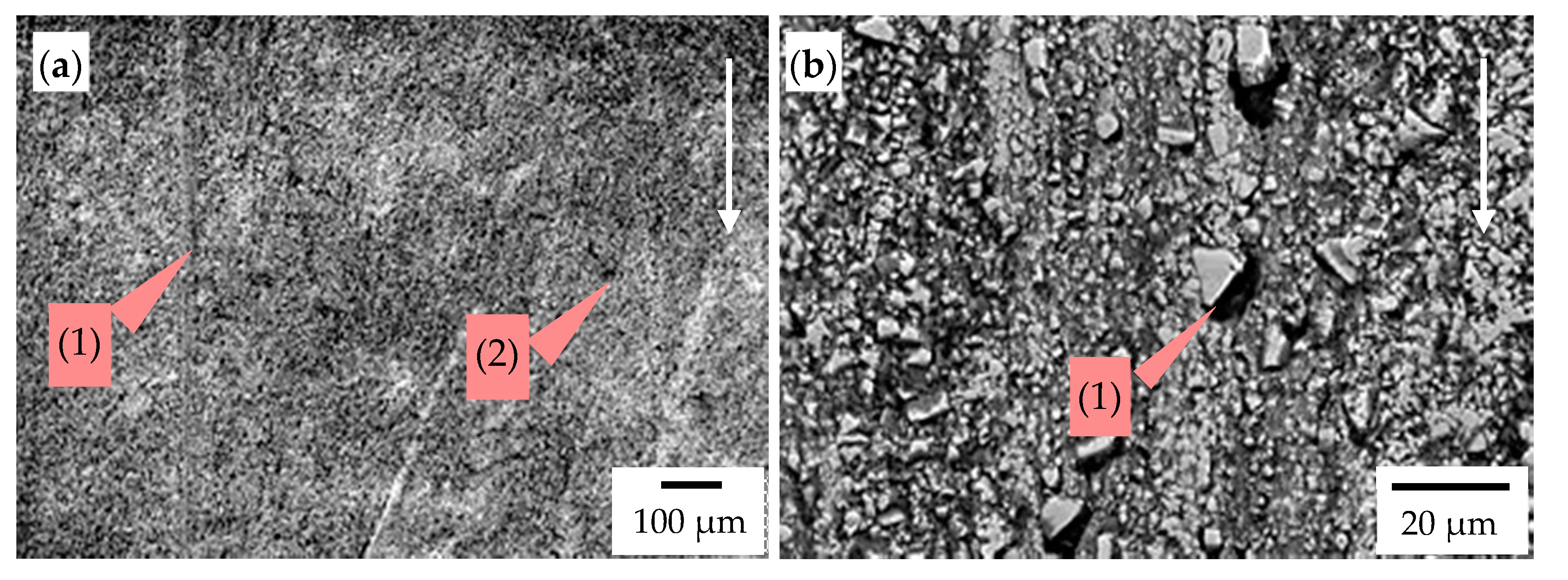
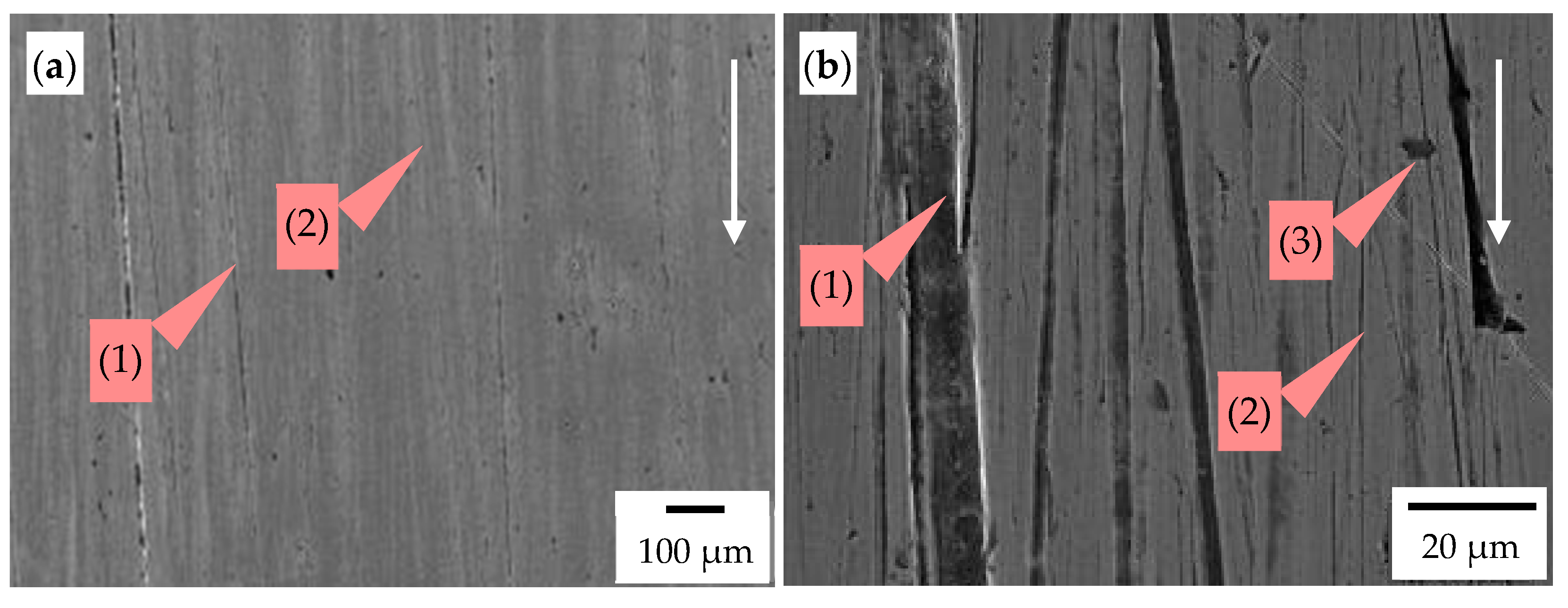
3.4. Wear Mechanism of Materials Used in Tested Chisels
3.5. Comparison of Tested Chisels in Terms of Wear Resistance
4. Conclusions
- Effective reinforcing of the rake face of chisels A, with a relatively low resistance to the shortening of elements, questions the validity of using cemented-carbide plates over almost the entire length of their rake surface, because the applied variant of reinforcement of chisels A contributed to a much higher price in relation to the price of chisels B. Nevertheless, chisels A enable longer operation of the cultivation–sowing aggregate without replacing the working elements.
- The reinforcement of the blade of chisels B by cemented-carbide plates reduced the intensity of loss of length. In the context of the service life loss of the elements as a result of the wear of their base material not protected by plates, such a design variant should be considered an effective form of chisel reinforcement.
- There were different wear mechanisms of the used materials. In the case of plates made of cemented carbide, the matrix was removed under the influence of the finest fraction of soil, which weakened the embedding of carbide grains in the cobalt matrix and then their chipping or cracking. The process of chipping and cracking carbides was less intensive in the case of fine WC grains (chisels B). The grinding effect was also identified in the area of the highest soil loads on the elements, which was more pronounced in chisels B (fine WC grains). On the other hand, the dominant wear mechanisms of martensitic steel used in chisels B were grooving and micro-cutting. Overall, the nature of wear was both abrasive and erosive.
- The wear rate of the chisels installed in the first beams was higher, which indicates a greater load on their working surfaces from the soil. This dependence, especially in terms of thickness and width loss, was found for chisels B (reinforced only in the area of the blade of the chisels).
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Basch, B.; Friedrich, T.; Kassam, A.; Gonzalez-Sanchez, E. Conservation Agriculture in Europe. In Conservation Agriculture; Farooq, M., Siddique, K., Eds.; Springer: Manhattan, NY, USA, 2015. [Google Scholar]
- Kassam, A.; Friedrich, T.; Derpsch, R. Global spread of Conservation Agriculture. Int. J. Environ. Stud. 2019, 76. [Google Scholar] [CrossRef]
- Kertész, Á.; Madarász, B. Conservation Agriculture in Europe. Int. Soil Water Conserv. Res. 2014, 2, 91–96. [Google Scholar] [CrossRef] [Green Version]
- Singh, J.; Chatha, S.S.; Sidhu, B.S. Abrasive wear behavior of newly developed weld overlaid tillage tools in laboratory and in actual field conditions. J. Manuf. Process. 2020, 55, 143–152. [Google Scholar] [CrossRef]
- Blau, P.J.; Dehoff, R.R. Development of a two-body wet abrasion test method with attention to the effects of reused abradant. Wear 2013, 302, 1035–1039. [Google Scholar] [CrossRef]
- Eyre, T.S. Wear characteristics of metals. Tribol. Int. 1976, 9, 203–212. [Google Scholar] [CrossRef]
- Vencl, A.; Manić, N.; Popovic, V.; Mrdak, M. Possibility of the Abrasive Wear Resistance Determination with Scratch Tester. Tribol. Lett. 2010, 37, 591–604. [Google Scholar] [CrossRef]
- Mosleh, M.; Gharahbagh, E.A.; Rostami, J. Effects of relative hardness and moisture on tool wear in soil excavation operations. Wear 2013, 302, 1555–1559. [Google Scholar] [CrossRef]
- Natsis, A.; Petropoulos, G.; Pandazaras, C. Influence of local soil conditions on mouldboard ploughshare abrasive wear. Tribol. Int. 2008, 41, 151–157. [Google Scholar] [CrossRef]
- Natsis, A.; Papadakis, G.; Pitsilis, J. The Influence of Soil Type, Soil Water and Share Sharpness of a Mouldboard Plough on Energy Consumption, Rate of Work and Tillage Quality. J. Agric. Eng. Res. 1999, 72, 171–176. [Google Scholar] [CrossRef]
- Kostencki, P.; Nowowiejski, R. The abrasive resistance of chosen plough shares during tillage of silt at two moisture levels. Tribologia 2006, 2, 123–142. [Google Scholar]
- Hamblin, M.G.; Stachowiak, G.W. Description of Abrasive Particle Shape and Its Relation to Two-Body Abrasive Wear. Tribol. Trans. 1996, 39, 803–810. [Google Scholar] [CrossRef]
- Napiórkowski, J. Zużyciowe oddziaływanie gleby na elementy robocze narzędzi rolniczych. Inżynieria Rol. 2005, 9, 3–171. [Google Scholar]
- Narayanaswamy, B.; Hodgson, P.; Beladi, H. Effect of particle characteristics on the two-body abrasive wear behaviour of a pearlitic steel. Wear 2016, 354–355, 41–52. [Google Scholar] [CrossRef]
- Thakare, M.R.; Wharton, J.A.; Wood, R.J.K.; Menger, C. Effect of abrasive particle size and the influence of microstructure on the wear mechanisms in wear-resistant materials. Wear 2012, 276–277, 16–28. [Google Scholar] [CrossRef]
- Napiórkowski, J. Wpływ odczynu gleby na intensywność zużycia elementów roboczych. Tribologia 1997, 5–6, 793–801. [Google Scholar]
- Napiórkowski, J.; Lemecha, M.; Rosiak, M. An analysis of the impact of soil mass pH on the wear process of steel. MATEC Web Conf. 2017, 94, 05004. [Google Scholar] [CrossRef] [Green Version]
- Stabryła, J.; Starczewski, L. Influence of hydrogen containing medium on wear of agriculture tools. Probl. Eksploat. 2006, 199–207. [Google Scholar]
- Fielke, J.M. Interactions of the Cutting Edge of Tillage Implements with Soil. J. Agric. Eng. Res. 1996, 63, 61–71. [Google Scholar] [CrossRef]
- Miller, A.E. Wear in Tillage Tools. In Wear Control Handbook; Peterson, M.D., Winer, W.O., Eds.; ASME: New York, NY, USA, 1984; pp. 987–998. [Google Scholar]
- Kostencki, P. Wear geometry of the ploughshares working in sandy soils. Probl. Inżynierii Rol. 2007, 15, 49–64. [Google Scholar]
- Scheffler, O.; Allen, C. The abrasive wear of steels in South African soils. Tribol. Int. 1988, 21, 127–135. [Google Scholar] [CrossRef]
- Owsiak, Z. Wear of spring tine cultivator points in sandy loam and light clay soils in southern Poland. Soil Tillage Res. 1999, 50, 333–340. [Google Scholar] [CrossRef]
- Ferguson, S.A.; Fielke, J.M.; Riley, T.W. Wear of Cultivator Shares in Abrasive South Australian Soils. J. Agric. Eng. Res. 1998, 69, 99–105. [Google Scholar] [CrossRef]
- Fielke, J.M.; Riley, T.W.; Slattery, M.G.; Fitzpatrick, R.W. Comparison of tillage forces and wear rates of pressed and cast cultivator shares. Soil Tillage Res. 1993, 25, 317–328. [Google Scholar] [CrossRef]
- Owsiak, Z. Wear of symmetrical wedge-shaped tillage tools. Soil Tillage Res. 1997, 43, 295–308. [Google Scholar] [CrossRef]
- Bhakat, A.; Mishra, A.; Mishra, N.; Jha, S. Metallurgical life cycle assessment through prediction of wear for agricultural grade steel. Wear 2004, 257, 338–346. [Google Scholar] [CrossRef]
- Bialobrzeska, B.; Kostencki, P. Abrasive wear characteristics of selected low-alloy boron steels as measured in both field experiments and laboratory tests. Wear 2015, 328–329, 149–159. [Google Scholar] [CrossRef]
- Er, U.; Par, B. Wear of plowshare components in SAE 950C steel surface hardened by powder boriding. Wear 2006, 261, 251–255. [Google Scholar] [CrossRef]
- Novák, P.; Müller, M.; Hrabě, P. Research of a material and structural solution in the area of conventional soil processing. Agron. Res. 2014, 12, 143–150. [Google Scholar]
- Tian, Z.; Sun, W.; Shang, M.; Jiang, X.; Han, W.; Li, L. Application of boronizing technology on ploughshares and study on the abrasive wear characteristics under low stress of boronized layer. In Proceedings of the Proceedings of the International Symposium on Agricultural Engineering (89-ISAE), Beijing, China, 12–15 September 1989. [Google Scholar]
- Das Bakshi, S.; Shipway, P.H.; Bhadeshia, H.K.D.H. Three-body abrasive wear of fine pearlite, nanostructured bainite and martensite. Wear 2013, 308, 46–53. [Google Scholar] [CrossRef] [Green Version]
- Królicka, A.; Szczepański, Ł.; Konat, Ł.; Stawicki, T.; Kostencki, P. The Influence of Microstructure on Abrasive Wear Micro-Mechanisms of the Claddings Produced by Welding Used in Agricultural Soil. Materials 2020, 13, 1920. [Google Scholar]
- Bayhan, Y. Reduction of wear via hardfacing of chisel ploughshare. Tribol. Int. 2006, 39, 570–574. [Google Scholar] [CrossRef]
- Buchely, M.F.; Gutierrez, J.C.; León, L.M.; Toro, A. The effect of microstructure on abrasive wear of hardfacing alloys. Wear 2005, 259, 52–61. [Google Scholar] [CrossRef]
- Bartkowski, D.; Kinal, G. Microstructure and wear resistance of Stellite-6/WC MMC coatings produced by laser cladding using Yb:YAG disk laser. Int. J. Refract. Met. Hard Mater. 2016, 58, 157–164. [Google Scholar] [CrossRef]
- Horvat, Z.; Filipovic, D.; Kosutic, S.; Emert, R. Reduction of mouldboard plough share wear by a combination technique of hardfacing. Tribol. Int. 2008, 41, 778–782. [Google Scholar] [CrossRef]
- Zhang, J.; Kushwaha, R.L. Wear and draft of cultivator sweeps with hardened edges. Can. Agric. Eng. 1995, 37, 41–47. [Google Scholar]
- Kang, A.S.; Cheema, G.S.; Singla, S. Wear Behavior of Hardfacings on Rotary Tiller Blades. Procedia Eng. 2014, 97, 1442–1451. [Google Scholar] [CrossRef] [Green Version]
- Singh Kang, A.; Singh, G.; Singh Cheema, G. Improving wear resistance via hardfacing of cultivator shovel. Mater. Today Proc. 2017, 4, 7991–7999. [Google Scholar] [CrossRef]
- Stawicki, T.; Kostencki, P.; Białobrzeska, B. Wear resistance of selected cultivator coulters reinforced with sintered-carbide plates. Arch. Civ. Mech. Eng. 2018, 18, 1661–1678. [Google Scholar] [CrossRef]
- Napiórkowski, J.; Ligier, K.; Pękalski, G. Tribological properties of cemented carbides in the abrasive soil mass. Tribologia 2014, 254, 123–134. [Google Scholar]
- Kostencki, P.; Stawicki, T.; Królicka, A.; Sędłak, P. Wear of cultivator coulters reinforced with cemented-carbide plates and hardfacing. Wear 2019, 438–439, 203063. [Google Scholar] [CrossRef]
- Kostencki, P.; Stawicki, T.; Białobrzeska, B. Durability and wear geometry of subsoiler shanks provided with sintered carbide plates. Tribol. Int. 2016, 104, 19–35. [Google Scholar] [CrossRef]
- ImageJ Software; verision 1.8.0_172; Public Image Processing Software, National Institutes of Health: Bethesda, MD, USA.
- National Standards Authority of Ireland. Metallic Materials-Vickers Hardness Test; EN ISO 6507-1; NSAI: Dublin, Ireland, 2018. [Google Scholar]
- Polish Committee for Standardization. Hardmetals-Metallographic Determination of Microstructure-Part 2: Measurement of WC Grain Size; PN-EN ISO 4499-2; Polish Committee for Standardization: Warsaw, Poland, 2008. [Google Scholar]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Quantity | Soil Layer | Parameter Value | |||
|---|---|---|---|---|---|
| Chisels A | Chisels B | ||||
| percentage of soil granulometric groups in the research area, % | Arable layer | Sandy loam | 26 | 59 | |
| Loamy sand | 20 | 26 | |||
| Light loamy sand | 48 | 10 | |||
| Sand | 6 | 5 | |||
| percentage of gravel (2–30 mm), % | 4.6, s = 3.0 | ||||
| percentage of humus, % | 1.76, s = 0.44 | ||||
| reaction, pHKCl | 5.40–7.43 | ||||
| actual humidity, wt% | 0–15 cm | 7.7 | s = 1.9 | 8.5 | s = 1.7 |
| 15–30 cm | 6.4 | s = 1.1 | 7.1 | s = 0.7 | |
| volumetric density, g⋅cm−3 | 0–15 cm | 1.46 | s = 0.06 | 1.43 | s = 0.05 |
| 15–30 cm | 1.43 | s = 0.05 | 1.42 | s = 0.07 | |
| consistency, kPa | 0–15 cm | 2150 | s = 1029 | 1829 | s = 364 |
| 15–30 cm | 3369 | s = 1069 | 3197 | s = 1352 | |
| shearing stress, kPa | 0–15 cm | 79 | s = 34 | 55 | s = 8 |
| 15–30 cm | 111 | s = 37 | 93 | s = 40 | |
| working depth, cm | 28.1 | s = 2.2 | 28.0 | s = 2.7 | |
| working speed, m⋅s−1 | 2.76 | s = 0.11 | 2.74 | s = 0.12 | |
| G | Percentage of Granulometric Fraction, % | Granulometric Group | ||||||
|---|---|---|---|---|---|---|---|---|
| Sand | Silt 0.002 < d ≤ 0.05 | Clay d ≤ 0.002 | ||||||
| Very Coarse 1.0 < d ≤ 2.0 | Coarse 0.5 < d ≤ 1.0 | Medium 0.25 < d ≤ 0.5 | Fine 0.10 < d ≤ 0.25 | Very Fine 0.05 < d ≤ 0.10 | ||||
| 1 | 2.1 | 5.4 | 13.1 | 28.5 | 20.6 | 26.4 | 3.9 | FSL |
| 2 | 1.9 | 5.0 | 12.3 | 25.1 | 16.4 | 31.5 | 7.8 | FSL |
| 3 | 5.2 | 8.6 | 16.9 | 32.1 | 7.8 | 25.6 | 3.8 | FSL |
| 4 | 2.3 | 7.1 | 13.4 | 27.3 | 17.7 | 28.3 | 3.9 | FSL |
| 5 | 2.0 | 5.1 | 12.0 | 23.4 | 16.3 | 36.3 | 4.9 | FSL |
| Chisel | Material | Chemical Composition, wt% | Hardness |
|---|---|---|---|
| A | Base material | 0.306C-1.200Mn-0.245Si-0.103Cr-0.270Al-0.014P-0.001S-0.034Ti-0.002B | 435.6 ± 14.3 HV1 |
| Cemented-carbide plates | Tungsten carbide (WC), 85.99 (1); Co matrix, 14.01 | 1133 ± 28 HV30 | |
| B | Base material | 0.250C-1.270Mn-0.254Si-0.369Cr-0.210Al--0.010P-0.007S-0.034Ti-0.001B | 529.0 ± 5.4 HV1 |
| Cemented-carbide plates | Tungsten carbide (WC), 83.28 (1); Co matrix, 16.72 | 1029 ± 27 HV30 |
| The Multiplicity of Unit Thickness Loss of Chisels B in Relation to the Wear of Chisels A | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| beam | Measurement point | ||||||||
| g2 | g3 | g4 | g5 | g6 | g7 | g8 | g9 | ||
| first | 27.7 | 208.8 | 31.1 | 13.1 | 17.2 | 6.3 | 15.0 | 1.1 | |
| second | 56.5 | 65.7 | 31.1 | 8.3 | 22.2 | 23.9 | 23.9 | 1.8 | |
| beam | line | ||||||||
| b1 | b2 | b3 | b4 | b5 | b6 | b7 | b8 | b9 | |
| first | 124.2 | 133.5 | 63.8 | 22.5 | 7.0 | 9.0 | 1.5 | 1.6 | 2.5 |
| second | 50.9 | 110.3 | 46.4 | 33.2 | 21.5 | 14.7 | 0.7 | 1.7 | 2.0 |
| beam | Measurement line | ||||||||
| l1 | |||||||||
| first | 4.6, (3.8) * | ||||||||
| second | 5.7, (4.9) * | ||||||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kostencki, P.; Stawicki, T.; Królicka, A. The Evaluation of the Effectiveness of Reinforcement by Cemented-Carbide Plates in Two Design Variants of the Chisels Intended for Cultivation–Sowing Aggregates. Materials 2021, 14, 1020. https://doi.org/10.3390/ma14041020
Kostencki P, Stawicki T, Królicka A. The Evaluation of the Effectiveness of Reinforcement by Cemented-Carbide Plates in Two Design Variants of the Chisels Intended for Cultivation–Sowing Aggregates. Materials. 2021; 14(4):1020. https://doi.org/10.3390/ma14041020
Chicago/Turabian StyleKostencki, Piotr, Tomasz Stawicki, and Aleksandra Królicka. 2021. "The Evaluation of the Effectiveness of Reinforcement by Cemented-Carbide Plates in Two Design Variants of the Chisels Intended for Cultivation–Sowing Aggregates" Materials 14, no. 4: 1020. https://doi.org/10.3390/ma14041020
APA StyleKostencki, P., Stawicki, T., & Królicka, A. (2021). The Evaluation of the Effectiveness of Reinforcement by Cemented-Carbide Plates in Two Design Variants of the Chisels Intended for Cultivation–Sowing Aggregates. Materials, 14(4), 1020. https://doi.org/10.3390/ma14041020