
Compacted Anthropogenic Materials as Backfill for Buried Pipes




Abstract
:1. Introduction
2. Material and Methods
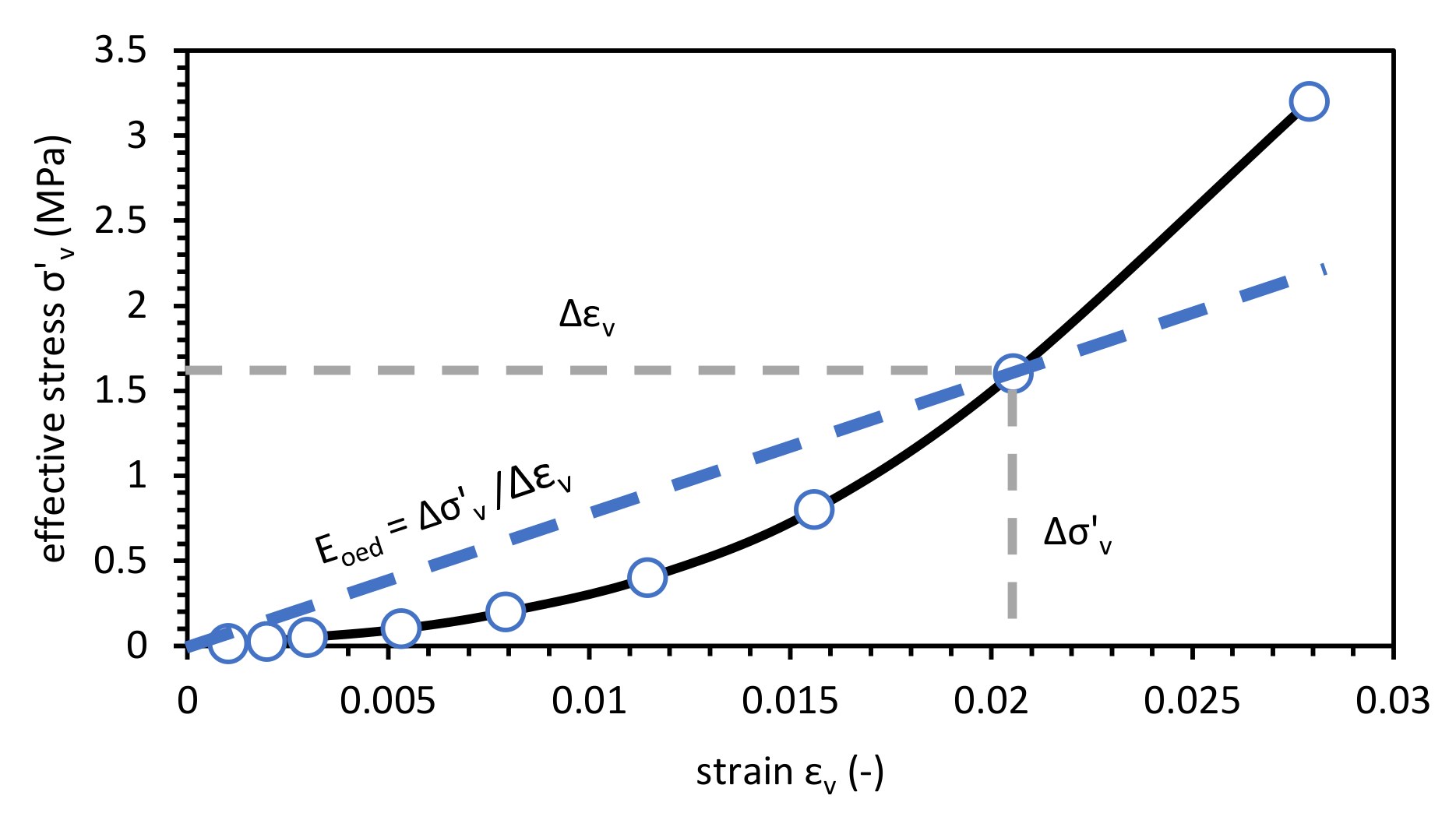
2.1. Constrained Modulus Measurement
2.2. Physical Properties Test Results
3. Results
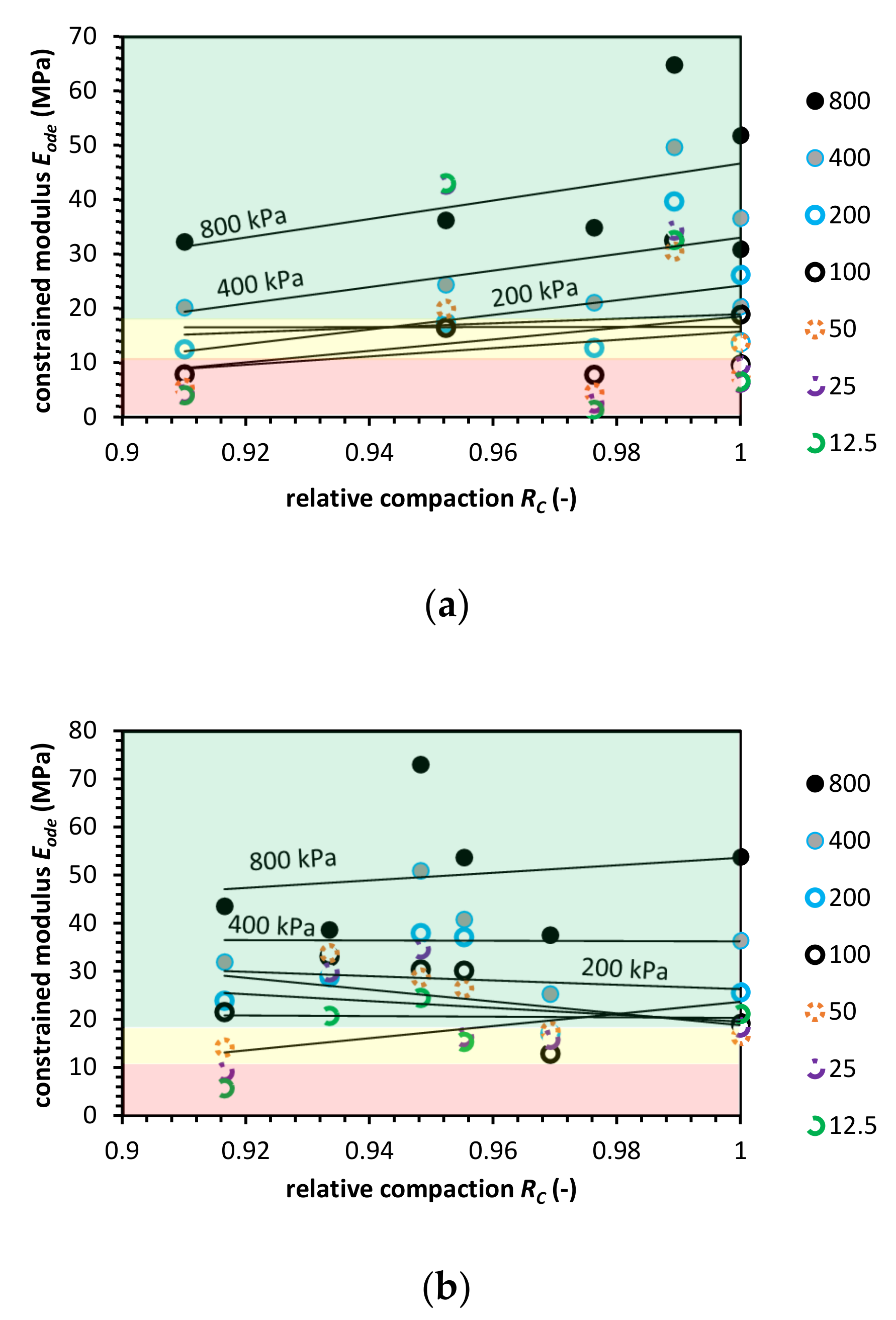
3.1. Natural Aggregate
3.2. Recycled Concrete Aggregate
3.3. Crushed Clay Brick
3.4. Recycled Asphalt Pavement
3.5. Fly Ash and Boiler Slag Mix
3.6. Blast Furnace Slag
4. Discussion
4.1. Compaction Method Effect on Eode Value
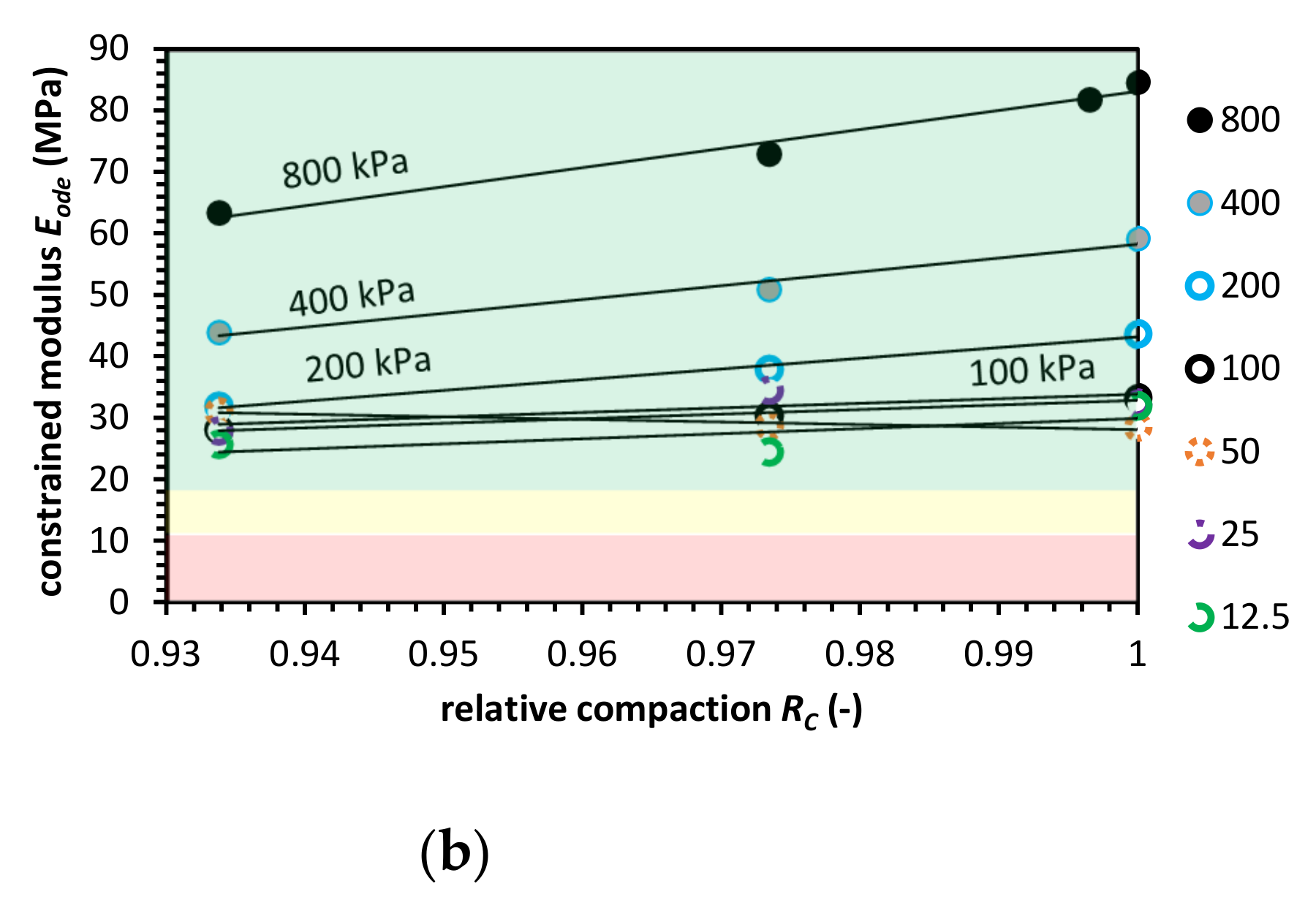
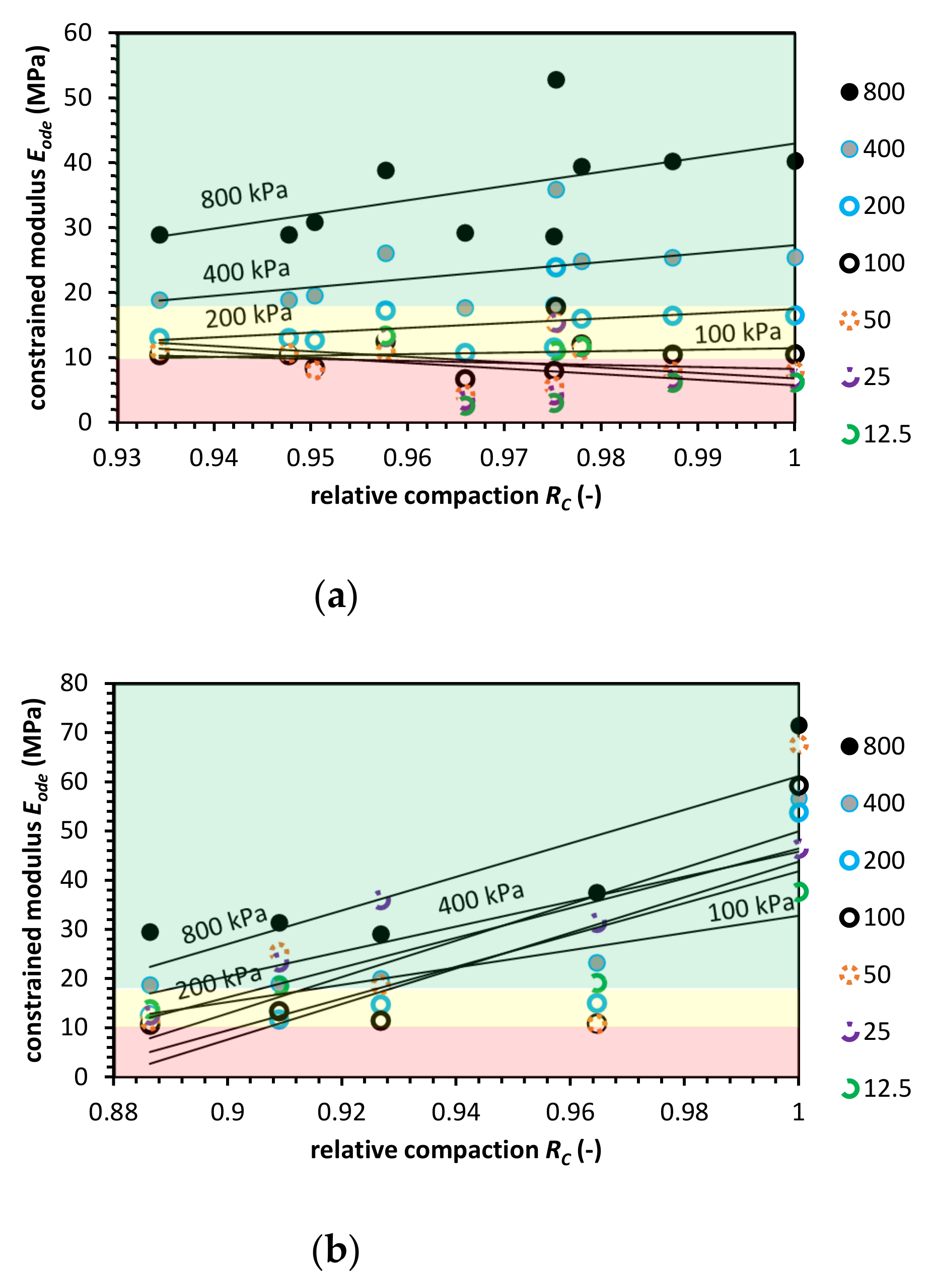
4.2. Relative Compaction Effect on Eode Value
4.3. Effective Vertical Stress Effect on Eode Value
5. Conclusions
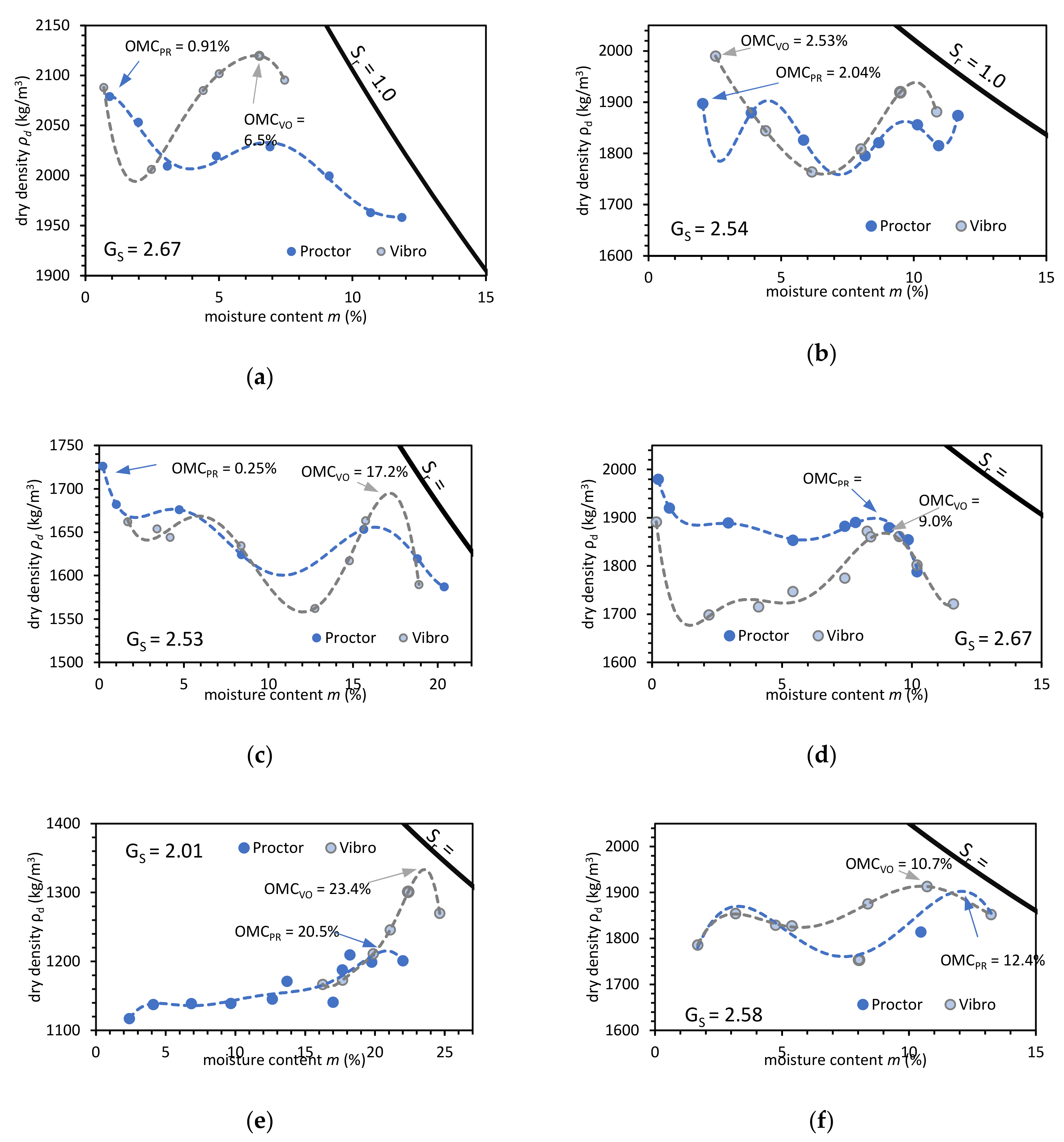
- Vibrocompaction is a more efficient compaction technique. The AM dry density is usually higher when compared with the Proctor standard compaction method except for RAP. The laboratory vibrocompaction does not necessarily produce field conditions in a pipe trench.
- The optimal moisture content (OMC) occurs at an air-dry state for RCA, CB, RAP, and BFS. The same behavior is observed for NA. In the case of FA + BS, OMC is at saturation ratio (Sr) around 0.95. This phenomenon also occurs for the rest of the tested AM. There are two optimal moisture states, dry and wet. Because the dry state is hard to achieve at the construction site, we recommend compacting AM at wet conditions (Sr = 0.95). Moderate moisture content is unfavorable (except for CB) as the compaction degree impacts Eode value.
- The AM generally has a lower Eode value in comparison to NA with the same gradation. Nevertheless, like RCA or BFS, some of them can be used as a NA substitute with the same compaction requirements as the difference is not that great. CB is an AM where we observed a constrained modulus value reverse. CB has a higher Eode at a low compaction state because of the textural and structural properties.
- RAP and FA + BS show little usefulness for buried pipe fill. The Eode value at standard geostatic conditions and compacted state (RC = 1.0) still barely reach modulus requirements for haunch fill. For this type of AM, we recommend using heavier compaction equipment or conducting longer the compaction effort.
- The oedometric test results indicate that the AM to use for buried pipe design needs a preliminary laboratory test. Therefore, we recommend testing AM before their application on the field.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Geostatic Load Psp (MPa) | Relative Compaction RC (–) | |||
|---|---|---|---|---|
| 1.0 | 0.95 | 0.90 | 0.85 | |
| 0.400 | 43.29 | 28.11 | 17.83 | 11.01 |
| 0.200 | 36.60 | 20.91 | 11.60 | 6.22 |
| 0.100 | 34.20 | 19.06 | 10.29 | 5.36 |
| 0.050 | 38.77 | 24.01 | 14.49 | 8.49 |
| 0.025 | 36.00 | 22.69 | 13.95 | 8.34 |
| 0.0125 | 32.07 | 22.58 | 15.59 | 10.54 |
| Geostatic Load Psp (MPa) | Relative Compaction RC (–) | |||
|---|---|---|---|---|
| 1.0 | 0.95 | 0.90 | 0.85 | |
| 0.400 | 26.52 | 21.98 | 18.03 | 14.62 |
| 0.200 | 18.58 | 15.03 | 12.02 | 9.49 |
| 0.100 | 13.72 | 10.59 | 8.06 | 6.05 |
| 0.050 | 10.03 | 11.32 | 12.86 | 14.71 |
| 0.025 | 10.42 | 14.18 | 19.63 | 27.68 |
| 0.0125 | 10.92 | 13.04 | 15.72 | 19.16 |
| Geostatic Load Psp (MPa) | Relative Compaction RC (–) | |||
|---|---|---|---|---|
| 1.0 | 0.95 | 0.90 | 0.85 | |
| 0.400 | 19.39 | 14.50 | 10.67 | 7.72 |
| 0.200 | 14.36 | 11.05 | 8.39 | 6.26 |
| 0.100 | 10.53 | 8.15 | 6.22 | 4.67 |
| 0.050 | 7.90 | 6.00 | 4.50 | 3.32 |
| 0.025 | 6.07 | 4.58 | 3.40 | 2.48 |
| 0.0125 | 5.38 | 4.46 | 3.66 | 2.97 |
| Geostatic Load Psp (MPa) | Relative Compaction RC (–) | |||
|---|---|---|---|---|
| 1.0 | 0.95 | 0.90 | 0.85 | |
| 0.400 | 25.41 | 21.28 | 17.64 | 14.47 |
| 0.200 | 16.86 | 14.09 | 11.65 | 9.54 |
| 0.100 | 11.86 | 9.57 | 7.63 | 6.01 |
| 0.050 | 8.60 | 6.57 | 4.95 | 3.66 |
| 0.025 | 7.55 | 4.93 | 3.15 | 1.96 |
| 0.0125 | 6.48 | 5.00 | 3.81 | 2.85 |
| Geostatic Load Psp (MPa) | Relative Compaction RC (–) | |||
|---|---|---|---|---|
| 1.0 | 0.95 | 0.90 | 0.85 | |
| 0.400 | 35.47 | 35.66 | 35.85 | 36.05 |
| 0.200 | 25.28 | 27.65 | 30.41 | 33.61 |
| 0.100 | 18.12 | 23.82 | 31.79 | 43.13 |
| 0.050 | 19.61 | 21.98 | 24.78 | 28.13 |
| 0.025 | 21.13 | 23.85 | 27.11 | 31.03 |
| 0.0125 | 27.03 | 15.69 | 8.84 | 4.82 |
Appendix B
| AM Type | Compaction Method | Stress Level ( kPa) | Coeff. of Determination R2 (–) |
|---|---|---|---|
| NA | Proctor | 800 | 0.7836 |
| 400 | 0.757 | ||
| 200 | 0.7384 | ||
| 100 | 0.7505 | ||
| 50 | 0.7799 | ||
| 25 | 0.5583 | ||
| 12.5 | 0.3801 | ||
| Vibro | 800 | 0.9773 | |
| 400 | 0.975 | ||
| 200 | 0.9913 | ||
| 100 | 0.9672 | ||
| 50 | 0.9009 | ||
| 25 | 0.5968 | ||
| 12.5 | 0.4871 | ||
| RCA | Proctor | 800 | 0.301 |
| 400 | 0.2783 | ||
| 200 | 0.242 | ||
| 100 | 0.0215 | ||
| 50 | 0.2086 | ||
| 25 | 0.1904 | ||
| 12.5 | 0.1748 | ||
| Vibro | 800 | 0.7356 | |
| 400 | 0.6994 | ||
| 200 | 0.6578 | ||
| 100 | 0.5899 | ||
| 50 | 0.5051 | ||
| 25 | 0.8061 | ||
| 12.5 | 0.75 | ||
| CB | Proctor | 800 | 0.2154 |
| 400 | 0.2018 | ||
| 200 | 0.2419 | ||
| 100 | 0.2101 | ||
| 50 | 0.192 | ||
| 25 | 0.196 | ||
| 12.5 | 0.146 | ||
| Vibro | 800 | 0.3749 | |
| 400 | 0.2999 | ||
| 200 | 0.2503 | ||
| 100 | 0.2136 | ||
| 50 | 0.163 | ||
| 25 | 0.09 | ||
| 12.5 | 0.0544 | ||
| RAP | Proctor | 800 | 0.105 |
| 400 | 0.12 | ||
| 200 | 0.116 | ||
| 100 | 0.1172 | ||
| 50 | 0.0958 | ||
| 25 | 0.0763 | ||
| 12.5 | 0.0641 | ||
| Vibro | 800 | 0.8557 | |
| 400 | 0.8717 | ||
| 200 | 0.8176 | ||
| 100 | 0.7089 | ||
| 50 | 0.6257 | ||
| 25 | 0.5953 | ||
| 12.5 | 0.5811 | ||
| FA + BS | Proctor | 800 | 0.2634 |
| 400 | 0.2107 | ||
| 200 | 0.2097 | ||
| 100 | 0.1917 | ||
| 50 | 0.1723 | ||
| 25 | 0.1425 | ||
| 12.5 | 0.1529 | ||
| Vibro | 800 | 0.2212 | |
| 400 | 0.1807 | ||
| 200 | 0.1418 | ||
| 100 | 0.104 | ||
| 50 | 0.1075 | ||
| 25 | 0.1715 | ||
| 12.5 | 0.214 | ||
| BFS | Proctor | 800 | 0.1922 |
| 400 | 0.1942 | ||
| 200 | 0.1903 | ||
| 100 | 0.1498 | ||
| 50 | 0.1197 | ||
| 25 | 0.1162 | ||
| 12.5 | 0.091 | ||
| Vibro | 800 | 0.0994 | |
| 400 | 0.091 | ||
| 200 | 0.184 | ||
| 100 | 0.2035 | ||
| 50 | 0.0693 | ||
| 25 | 0.1541 | ||
| 12.5 | 0.1603 |
References
- Park, T. Application of construction and building debris as base and subbase materials in rigid pavement. J. Transpl. Eng. 2003, 129, 558–563. [Google Scholar] [CrossRef]
- Poon, C.S.; Chan, D. Feasible use of recycled concrete aggregates and crushed clay brick as unbound road sub-base. Constr. Build. Mater. 2006, 20, 578–585. [Google Scholar] [CrossRef]
- Requirements for Unbound Aggregates in Pavement Engineering; WT-4—Technical Specification; General Directorate for National Roads and Motorways (GDDKiA): Warsaw, Poland, 2010.
- Zhang, J.; Ding, L.; Li, F.; Peng, J. Recycled aggregates from construction and demolition wastes as alternative filling materials for highway subgrades in China. J. Clean. Prod. 2020, 255, 120223. [Google Scholar] [CrossRef]
- Shen, W.; Zhou, M.; Ma, W.; Hu, J.; Cai, Z. Investigation on the application of steel slag–fly ash–phosphogypsum solidified material as road base material. J. Hazard. Mater. 2009, 164, 99–104. [Google Scholar] [CrossRef] [PubMed]
- Patwardhan, A.D. Industrial Solid Wastes; TERI Press: New Delhi, India, 2013. [Google Scholar]
- Feeser, V.; Bruckmann, W. Data report: Oedometer and triaxial tests of sediment from the Chiletriple junction. In Proceedings of the Ocean Drilling Program, College Station, TX, USA, 12 November 1995; pp. 407–416. [Google Scholar]
- Yaghoubi, E.; Disfani, M.M.; Arulrajah, A.; Kodikara, J. Impact of compaction method on mechanical characteristics ofunbound granular recycled materials. Road Mater. Pavement Des. 2018, 19, 912–934. [Google Scholar] [CrossRef]
- Howard, A. Constrained modulus of crushed rock for pipeline embedment. In Pipelines 2011: A Sound Conduit for Sharing Solutions; ASCE: Reston, VA, USA, 2011; pp. 300–311. [Google Scholar]
- AASHTO LRFD. Bridge Design Specifications, 4th ed.; American Association of State Highway and Transportation Officials: Washington, DC, USA, 2012.
- Rowe, P.W.; Barden, L. A new consolidation cell. J. Geotech. 1996, 16, 162–170. [Google Scholar] [CrossRef]
- Chenari, R.J.; Fard, M.K.; Maghfarati, S.P.; Pishgar, F.; Machado, S.L. An investigation on the geotechnical properties of sand–EPS mixture using large oedometer apparatus. Construct. Build. Mater. 2016, 113, 773–782. [Google Scholar] [CrossRef]
- Arshad, M. Correlation between resilient modulus (MR) and constrained modulus (Mc) values of granular materials. Constr. Build. Mater. 2018, 159, 440–450. [Google Scholar] [CrossRef]
- Głuchowski, A.; Gabryś, K.; Soból, E.; Šadzevičius, R.; Sas, W. Geotechnical Properties of Anthropogenic Soils in Road Engineering. Sustainability 2020, 12, 4843. [Google Scholar] [CrossRef]
- Esoinosa, J.H.S.; Krizek, R.J.; Corotis, R.B. Statistical analysis of constrained soil modulus. In Proceedings of the 54th Annual Meeting of the Transportation Research Board, Washington, DC, USA, 13–17 January 1975; pp. 59–68. [Google Scholar]
- Buczala, G.S. Buried Plastic Pipe Technology; ASTM International: Philadelphia, PA, USA, 1990. [Google Scholar]
- Moser, A.P. Buried Pipe Design; McGraw-Hill: New York, NY, USA, 2001. [Google Scholar]
- Selig, E.T. “Soil Properties for Plastic Pipe Installations,” Buried Plastic Pipe Technology, ASTM STP 1093; Buczala, G.S., Cassady, M.J., Eds.; American Society for Testing and Materials: Philadelphia, PA, USA, 1990. [Google Scholar]
- Standard Practice for Underground Installation of Thermoplastic Pipe for Sewers and Other Gravity-Flow Applications; D2321; ASTM: West Conshohocken, PA, USA, 15 March 2020.
- AASHTO. M145 Standard Specification for Classification of Soils and Soil-Aggregate Mixtures for Highway Construction Purposes; AASHTO: Washington, DC, USA, 1991. [Google Scholar]
- WT–4 Unbound Mix for National Roads; Technical Specifications, Directive No 102 of Polish General Director of National Roads and Motorways; Polish General Director of National Roads and Motorways: Warsaw, Poland, 2010.
- Pavements constructed with Clay, Natural Stone or Concrete Pavers. Guide for the Design of Permeable Pavements Constructed with Concrete Paving Blocks and Flags, Natural Stone Slabs and Setts and Clay Pavers; BS 7533-13:2009; BSI: London, UK, 2009.
- AASHTO. M 145-91 Standard Specification for Classification of Soils and Soil-Aggregate Mixtures for HighwayConstruction Purposes; AASHTO: Washington, DC, USA, 2017. [Google Scholar]
- Chini, A.R.; Kuo, S.S.; Armaghani, J.M.; Duxbury, J.P. Test of recycled concrete aggregate in accelerated test track. J. Transpl. Eng. 2001, 127, 486–492. [Google Scholar] [CrossRef]
- Sivakumar, V.; McKinley, J.D.; Ferguson, D. Reuse of construction waste: Performance under repeated loading. Proc. Inst. Civil Eng. Geotech. Eng. 2004, 157, 91–96. [Google Scholar] [CrossRef]
- Arulrajah, A.; Piratheepan, J.; Disfani, M.M.; Bo, M.W. Geotechnicaland geoenvironmental properties of recycled construction and demolitionmaterials in pavement subbase applications. J. Mater. Civil. Eng. 2013, 25, 1077–1088. [Google Scholar] [CrossRef]
- Arulrajah, A.; Piratheepan, J.; Ali, M.; Bo, M. Geotechnical Properties of Recycled Concrete Aggregate in Pavement Sub-Base Applications. Geotech. Test. J. 2012, 35, 743–751. [Google Scholar] [CrossRef]
- Sas, W.; Głuchowski, A.; Szymański, A. Behavior of recycled concrete aggregate improved with lime addition during cyclic loading. Int. J. GEOMATE 2016, 10, 1662–1669. [Google Scholar] [CrossRef]
- Pedro, D.; De Brito, J.; Evangelista, L. Performance of concrete made with aggregates recycled from precasting industry waste: Influence of the crushing process. Mater. Struct. 2015, 48, 3965–3978. [Google Scholar] [CrossRef]
- Etxeberria, M.; Vazquez, E.; Mari, A.; Barra, M. Influence of amount of recycled coarse aggregates and production process on properties of recycled aggregate concrete. Cem. Concr. Res. 2007, 37, 735–742. [Google Scholar] [CrossRef]
- Sas, W.; Głuchowski, A.; Szymański, A. The geotechnical properties of recycled concrete aggregate with addition of rubber chips during cyclic loading. Int. J. GEOMATE 2017, 12, 25–32. [Google Scholar] [CrossRef]
- Juan, M.S.; Gutiérrez, P.A. Study on the influence of attached mortar content on the properties of recycled concrete aggregate. Constr. Build. Mater. 2009, 23, 872–877. [Google Scholar] [CrossRef]
- Nielson, F.D.; Bhandhausavee, C.; Yeb, K.-S. Determination of Modulus of Soil Reaction from Standard Soil Tests (Report 284); Highway Research Record: Washington, DC, USA, 1969; pp. 1–12. [Google Scholar]
- Pepe, M.; Toledo Filho, R.D.; Koenders, E.A.; Martinelli, E. Alternative processing procedures for recycled aggregates in structural concrete. Construct. Build. Mater. 2014, 69, 124–132. [Google Scholar] [CrossRef]
- Parthiban, K.; Saravana Raja Mohan, K. Influence of recycled concrete aggregates on the engineering and durability properties of alkali activated slag concrete. Constr. Build. Mater. 2017, 133, 65–72. [Google Scholar] [CrossRef]
- Nagatakia, S.; Gokceb, A.; Saekic, T.; Hisada, M. Assessment of recycling process induced damage sensitivity of recycled concrete aggregates. Cem. Concr. Res. 2004, 34, 965–971. [Google Scholar] [CrossRef]
- Lu, B.; Shi, C.; Zheng, J.; Ling, T.C. Carbon dioxide sequestration on recycled aggregates. Carbon Dioxide Sequestration Cem. Constr. Mater. 2018, 247–277. [Google Scholar] [CrossRef]
- Sanger, M.; Natarajan, B.M.; Wang, B.; Edil, T.; Ginder-Vogel, M. Recycled concrete aggregate in base course applications: Review of field and laboratoryinvestigations of leachate pH. J. Hazard. Mater. 2019. [Google Scholar] [CrossRef]
- Edil, T.B.; Tinjum, J.M.; Benson, C.H. Recycled Unbound Materials; MN/RC 2012-35; Transportation Research Board: Washington, DC, USA, 2012. [Google Scholar]
- Zhang, J.; Shi, C.; Pan, Y. Performance enhancement of recycled concrete aggregates through carbonation. J. Mater. Civ. Eng. 2015, 27, 04015029. [Google Scholar] [CrossRef]
- Poon, C.S.; Qiao, X.C.; Chan, D. The cause and influence of self-cementing properties of fine recycled concrete aggregates on the properties of unbound sub-base. Waste Manag. 2006, 26, 1166–1172. [Google Scholar] [CrossRef] [PubMed]
- Kibriya, T.; Speare, P.R.S. The use of crushed brick coarse aggregate in concrete. In Proceedings of the Concrete for Environment Enhancement and Protection, Dundee, Scotland, UK, 24–26 June 1996. [Google Scholar]
- Hu, L.; Hao, J.; Wang, L. Laboratory evaluation of cement treated aggregate containing crushed clay brick. J. Traffic Transpl. Eng. 2014, 1, 371–382. [Google Scholar] [CrossRef] [Green Version]
- Arulrajah, A.; Piratheepan, J.; Bo, M.W.; Sivakugan, N. Geotechnical characteristics of recycled crushed brick blends for pavement sub-base applications. Can. Geotech. J. 2012, 49, 796–811. [Google Scholar] [CrossRef]
- Arulrajah, A.; Piratheepan, J.; Aatheesan, T.; Bo, M.W. Geotechnical properties of recycled crushed brick in pavement applications. J. Mater. Civ. Eng. 2011, 23, 1444–1542. [Google Scholar] [CrossRef]
- Jayakody, S.; Gallage, C.; Ramanujam, J. Effects of reclaimed asphalt materials on geotechnical characteristics of recycled concrete aggregates as a pavement material. Road Mater. Pavement Des. 2019, 20, 754–772. [Google Scholar] [CrossRef]
- Arulrajah, A.; Piratheepan, J.; Disfani, M.M. Reclaimed asphalt pavement and recycled concrete aggregate blends in pavement subbases: Laboratory and field evaluation. J. Mater. Civ. Eng. 2014, 26, 349–357. [Google Scholar] [CrossRef]
- Kazmee, H.; Tutumluer, E.; Beshears, S. Using accelerated pavement testing to evaluate reclaimed asphalt pavement materials for pavement unbound granular layers. J. Mater. Civ. Eng. 2017, 29, 1–13. [Google Scholar] [CrossRef]
- Taha, R.; Al-Harthy, A.; Al-Shamsi, K.; Al-Zubeidi, M. Cement stabilization of reclaimed asphalt pavement aggregate for road bases and subbases. J. Mater. Civ. Eng. 2002, 14, 239–245. [Google Scholar] [CrossRef]
- Gobieanandh, V.; Jayakody, S. Evaluate the strength of cement treated recycled construction anddemolition aggregates as a pavement material. In Proceedings of the 7th International Conference on Sustainable Built Environment, Kandy, Sri Lanka, 16–18 December 2016. [Google Scholar]
- Rahman, M.A.; Imteaz, M.; Arulrajah, A.; Disfani, M.M. Suitability of recycled construction and demolition aggregates as alternative pipe backfilling materials. J. Clean. Prod. 2014, 66, 75–84. [Google Scholar] [CrossRef]
- Camargo, F.F.; Wen, H.; Edil, T.; Son, Y.H. Comparative assessment of crushed aggregates and bound/unbound recycled asphalt pavement as base materials. Int. J. Pavement Eng. 2013, 14, 223–230. [Google Scholar] [CrossRef]
- Soleimanbeigi, A.; Edil, T.; Benson, C. Evaluation of fly ash stabilization of recycled asphalt shingles for use in structural fills. J. Mater. Civ. Eng. 2013, 25, 94–104. [Google Scholar] [CrossRef]
- Camargo, F.F.; Edil, T.B.; Benson, C.H. Benson Strength andstiffness of recycled materials stabilised with fly ash: A laboratory study. Road Mater. Pavement Des. 2013, 14, 504–517. [Google Scholar] [CrossRef]
- Kim, B.; Prezzi, M.; Salgado, R. Geotechnical properties of fly and bottom ash mixtures for use in highway embankments. J. Geotech. Geoenviron. Eng. 2005, 131, 914–924. [Google Scholar] [CrossRef]
- Huang, H.W. The use of bottom ash in highway embankments, subgrade, and subbases. In Joint Highway Research Project, Final Report, FHWA/IN/JHRP-90/4; Purdue University: West Lafayette, IN, USA, 1990. [Google Scholar]
- Seals, R.K.; Moulton, L.K.; Ruth, B.E. Bottom ash: Anengineering material. J. Soil Mech. Found. 1972, 98, 311–325. [Google Scholar]
- Morar, D.L.; Aydilek, A.H.; Seagren, E.A.; Demirkan, M.M. Leaching of metals from fly ash-amended permeable reactivebarriers. J. Environ. Eng. 2012, 138, 815–825. [Google Scholar] [CrossRef]
- Li, Y.; Li, L.; Cordero-Zayas, S.; Santos, F.; Yaeger, J.H. Environmental impact of fly ash utilization in roadway embankments. J. Mater. Cycles Waste Manag. 2014, 16, 591–596. [Google Scholar] [CrossRef]
- Nicholson, P.; Kashyap, V. Fly ash stabilization of tropical Hawaiian soils. Geotech. Spec. Publ. 1993, 36, 15–29. [Google Scholar]
- Arora, S.; Aydilek, A.H. Class F fly-ash-amended soils as highway base materials. J. Mater. Civ. Eng. 2005, 17, 640–649. [Google Scholar] [CrossRef] [Green Version]
- Abd Rahim, A.; Marto, A.; Makhtar, A.M. Morphological and Strength Properties of Tanjung Bin Coal Ash Mixtures for Application in Geotechnical Engineering Work. Int. J. Adv. Sci. Inf. Technol. 2012, 2, 55–62. [Google Scholar]
- O’Kelly, B.C. Geo-engineering properties of granulated blast furnace slag. In Proceedings of the Innovative Geotechnical Engineering, International Conference on Geotechnical Engineering, Tunis, Tunisia, 24–26 March 2008; pp. 249–257. [Google Scholar]
- Cokca, E.; Yazici, V.; Ozaydin, V. Stabilization of Expansive Clays Using Granulated Blast Furnace Slag (GBFS) and GBFS-Cement. Geotech. Geol. Eng. 2009, 27, 489–499. [Google Scholar] [CrossRef]
- Sivrikaya, O.; Yavascan, S.; Cecen, E. Effects of ground granulated blast-furnace slag on the index and compaction parameters of clayey soils. Acta Geotech. Slov. 2014, 11, 19–27. [Google Scholar]
- Preetham, H.K.; Nayak, S. Geotechnical investigations on marine clay stabilized using granulated blast furnace slag and cement. Int. J. Geosynth. Ground Eng. 2019, 5, 28. [Google Scholar] [CrossRef]
- Develioğlu, I.; Pulat, H.F. Geotechnical characterization and bearing capacity performance of blast furnace slag. Građevinar 2018, 70, 571–579. [Google Scholar]
- Drainage Handbook; Advanced Drainage Systems (ADS) Inc.: Hilliard, OH, USA, 2007.











| Sample Description | Value Range | Mean | Variance |
|---|---|---|---|
| D10 (mm) | 0.1–0.19 | 0.224 | 0.045 |
| D30 (mm) | 0.4–0.61 | 0.462 | 0.00717 |
| D50 (mm) | 1.75–2.1 | 1.89 | 0.018 |
| D60 (mm) | 3.0–3.9 | 3.36 | 0.118 |
| D90 (mm) | 13.0–14.0 | 13.46 | 0.158 |
| CU (-) | 20.5–30.0 | - | - |
| CC (-) | 0.50–0.53 | - | - |
| Sand content (%) | 50.5–52.6 | - | - |
| Fine content (%) | 0.0–2.0 | - | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Głuchowski, A.; Šadzevičius, R.; Skominas, R.; Sas, W. Compacted Anthropogenic Materials as Backfill for Buried Pipes. Materials 2021, 14, 717. https://doi.org/10.3390/ma14040717
Głuchowski A, Šadzevičius R, Skominas R, Sas W. Compacted Anthropogenic Materials as Backfill for Buried Pipes. Materials. 2021; 14(4):717. https://doi.org/10.3390/ma14040717
Chicago/Turabian StyleGłuchowski, Andrzej, Raimondas Šadzevičius, Rytis Skominas, and Wojciech Sas. 2021. "Compacted Anthropogenic Materials as Backfill for Buried Pipes" Materials 14, no. 4: 717. https://doi.org/10.3390/ma14040717
APA StyleGłuchowski, A., Šadzevičius, R., Skominas, R., & Sas, W. (2021). Compacted Anthropogenic Materials as Backfill for Buried Pipes. Materials, 14(4), 717. https://doi.org/10.3390/ma14040717