
Resins for Frontal Photopolymerization: Combining Depth-Cure and Tunable Mechanical Properties


 ,
, 

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Polyol Modification
2.3. Composition and Preparation of FPP-Resins
2.4. Specimen Production-Curing
2.5. Characterization
2.5.1. UV–VIS Spectroscopy
2.5.2. FTIR Spectroscopy
2.5.3. Swelling and Determination of Gel-Content
2.5.4. Tensile Testing
3. Results and Discussion
3.1. UV–VIS Spectroscopy of Monomers and Initiator Contained in FPP-Resins
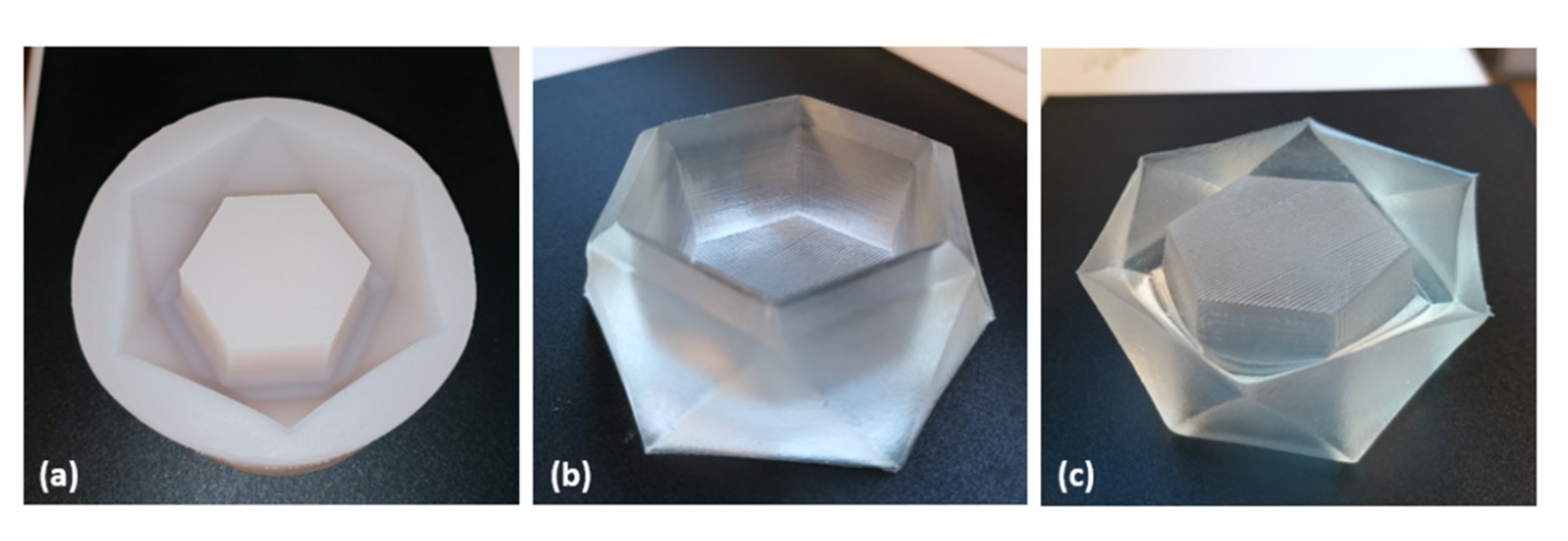
3.2. Analysis of Photofrontally Cured Specimens: Through-Cure and Homogeneity
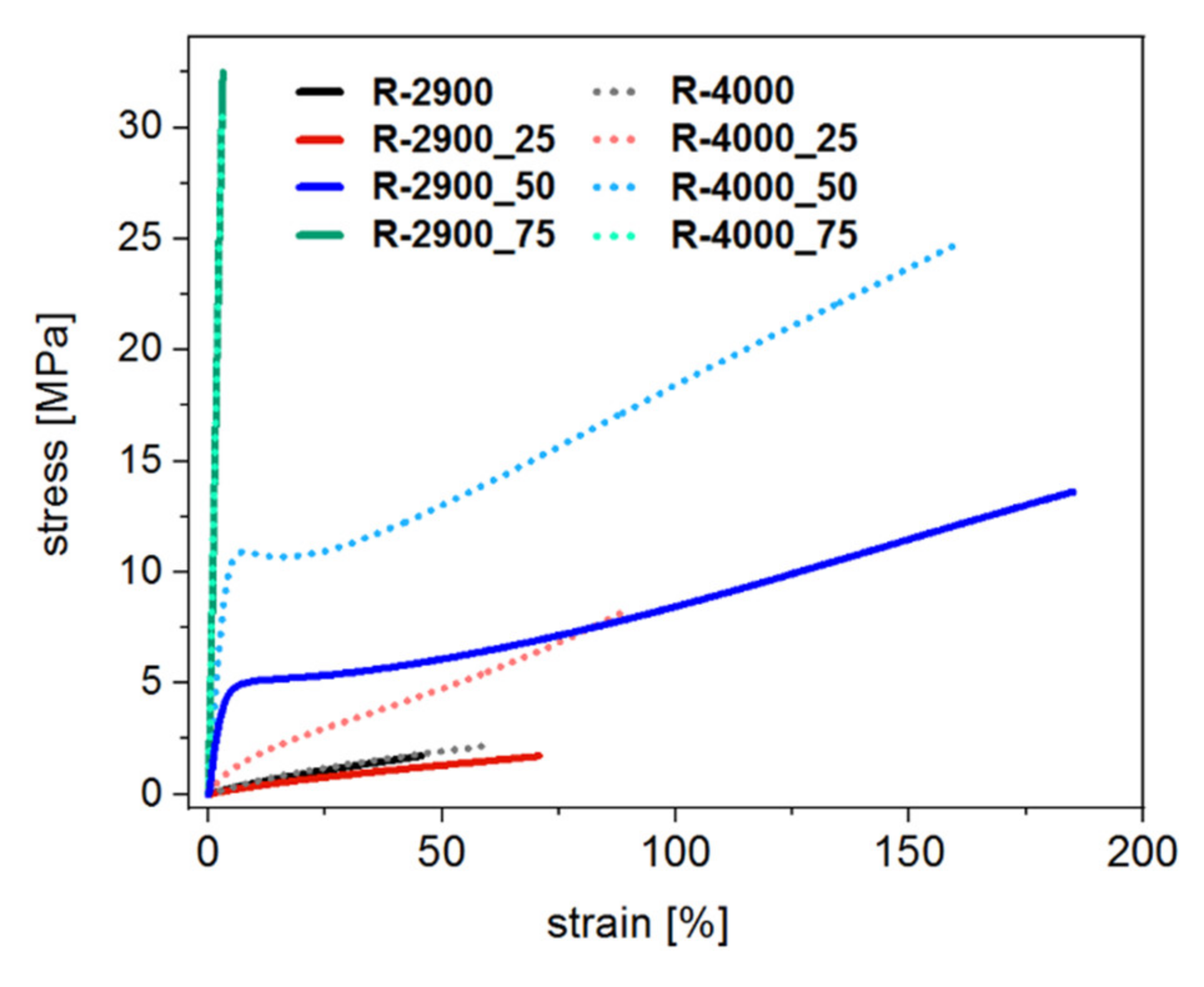
3.3. Mechanical Characterization
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Fouassier, J.P.; Allonas, X.; Burget, D. Photopolymerization reactions under visible lights: Principle, mechanisms and examples of applications. Prog. Org. Coat. 2003, 47, 16–36. [Google Scholar] [CrossRef]
- Zhang, Z.; Corrigan, N.; Bagheri, A.; Jin, J.; Boyer, C. A Versatile 3D and 4D Printing System through Photocontrolled RAFT Polymerization. Angew. Chem. Int. Ed Engl. 2019, 58, 17954–17963. [Google Scholar] [CrossRef]
- Seidler, K.; Griesser, M.; Kury, M.; Harikrishna, R.; Dorfinger, P.; Koch, T.; Svirkova, A.; Marchetti-Deschmann, M.; Stampfl, J.; Moszner, N.; et al. Vinyl Sulfonate Esters: Efficient Chain Transfer Agents for the 3D Printing of Tough Photopolymers without Retardation. Angew. Chem. Int. Ed Engl. 2018, 57, 9165–9169. [Google Scholar] [CrossRef] [PubMed]
- Frewin, C.L.; Ecker, M.; Joshi-Imre, A.; Kamgue, J.; Waddell, J.; Danda, V.R.; Stiller, A.M.; Voit, W.E.; Pancrazio, J.J. Electrical Properties of Thiol-ene-based Shape Memory Polymers Intended for Flexible Electronics. Polymers (Basel) 2019, 11, 902. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ligon-Auer, S.C.; Schwentenwein, M.; Gorsche, C.; Stampfl, J.; Liska, R. Toughening of photo-curable polymer networks: A review. Polym. Chem. 2016, 7, 257–286. [Google Scholar] [CrossRef]
- Layani, M.; Wang, X.; Magdassi, S. Novel Materials for 3D Printing by Photopolymerization. Adv. Mater. Weinheim. 2018, 30, 1–7. [Google Scholar] [CrossRef] [PubMed]
- Männel, M.J.; Fischer, C.; Thiele, J. A Non-Cytotoxic Resin for Micro-Stereolithography for Cell Cultures of HUVECs. Micromachines (Basel) 2020, 11, 246. [Google Scholar] [CrossRef] [Green Version]
- Stampfl, J.; Baudis, S.; Heller, C.; Liska, R.; Neumeister, A.; Kling, R.; Ostendorf, A.; Spitzbart, M. Photopolymers with tunable mechanical properties processed by laser-based high-resolution stereolithography. J. Micromech. Microeng. 2008, 18, 125014. [Google Scholar] [CrossRef]
- Garra, P.; Dietlin, C.; Morlet-Savary, F.; Dumur, F.; Gigmes, D.; Fouassier, J.-P.; Lalevée, J. Photopolymerization processes of thick films and in shadow areas: A review for the access to composites. Polym. Chem. 2017, 8, 7088–7101. [Google Scholar] [CrossRef]
- Pojman, J.A.; Ilyashenko, V.M.; Khan, A.M. Free-radical frontal polymerization: Self-propagating thermal reaction waves. Faraday Trans. 1996, 92, 2825. [Google Scholar] [CrossRef]
- Zhao, Z.; Wu, J.; Mu, X.; Chen, H.; Qi, H.J.; Fang, D. Origami by frontal photopolymerization. Sci. Adv. 2017, 3, e1602326. [Google Scholar] [CrossRef] [Green Version]
- Chesnokov, S.A.; Treushnikov, V.M.; Chechet, Y.V.; Cherkasov, V.K.; Mamysheva, O.N. General conditions and experimental design of sustained frontal photopolymerization in photopolymerizable liquid compositions. Polym. Sci. Ser. A 2008, 50, 291–298. [Google Scholar] [CrossRef]
- Treushnikov, V.M.; Chesnokov, S.A. Single-stage processes of polymer products photochemical synthesis with optical accuracy. J. Photochem. Photobiol. A Chem. 2008, 196, 201–209. [Google Scholar] [CrossRef]
- Robertson, I.D.; Yourdkhani, M.; Centellas, P.J.; Aw, J.E.; Ivanoff, D.G.; Goli, E.; Lloyd, E.M.; Dean, L.M.; Sottos, N.R.; Geubelle, P.H.; et al. Rapid energy-efficient manufacturing of polymers and composites via frontal polymerization. Nature 2018, 557, 223–227. [Google Scholar] [CrossRef]
- Cui, Y.; Yang, J.; Zeng, Z.; Zeng, Z.; Chen, Y. Monitoring frontal photopolymerization by electroresistance. Eur. Polym. J. 2007, 43, 3912–3922. [Google Scholar] [CrossRef]
- Green, W.A. Industrial Photoinitiators. A Technical Guide; Taylor & Francis: Boca Raton, FL, USA, 2010; ISBN 9781439827451. [Google Scholar]
- Decker, C.; Zahouily, K.; Decker, D.; Nguyen, T.; Viet, T. Performance analysis of acylphosphine oxides in photoinitiated polymerization. Polymer 2001, 42, 7551–7560. [Google Scholar] [CrossRef]
- Asmusen, S.; Arenas, G.; Cook, W.D.; Vallo, C. Photobleaching of camphorquinone during polymerization of dimethacrylate-based resins. Dent. Mater. 2009, 25, 1603–1611. [Google Scholar] [CrossRef]
- Kamoun, E.A.; Winkel, A.; Eisenburger, M.; Menzel, H. Carboxylated camphorquinone as visible-light photoinitiator for biomedical application: Synthesis, characterization, and application. Arab. J. Chem. 2016, 9, 745–754. [Google Scholar] [CrossRef] [Green Version]
- Baxter, J.E.; Davidson, R.S.; Hageman, H.J.; McLauchlan, K.A.; Stevens, D.G. The photo-induced cleavage of acylphosphine oxides. J. Chem. Soc. Chem. Commun. 1987, 73. [Google Scholar] [CrossRef]
- Leprince, J.G.; Leveque, P.; Nysten, B.; Gallez, B.; Devaux, J.; Leloup, G. New insight into the “depth of cure” of dimethacrylate-based dental composites. Dent. Mater. 2012, 28, 512–520. [Google Scholar] [CrossRef] [PubMed]
- Palin, W.M.; Leprince, J.G.; Hadis, M.A. Shining a light on high volume photocurable materials. Dent. Mater. 2018, 34, 695–710. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ebner, C.; Mitterer, J.; Eigruber, P.; Stieger, S.; Riess, G.; Kern, W. Ultra-High Through-Cure of (Meth)Acrylate Copolymers via Photofrontal Polymerization. Polymers (Basel) 2020, 12, 1291. [Google Scholar] [CrossRef]
- Terrones, G.; Pearlstein, A.J. Effects of Optical Attenuation and Consumption of a Photobleaching Initiator on Local Initiation Rates in Photopolymerizations. Macromolecules 2001, 34, 3195–3204. [Google Scholar] [CrossRef]
- Zhang, Y.; Kranbuehl, D.E.; Sautereau, H.; Seytre, G.; Dupuy, J. Modeling and Measuring UV Cure Kinetics of Thick Dimethacrylate Samples. Macromolecules 2009, 42, 203–210. [Google Scholar] [CrossRef]
- Hennessy, M.G.; Vitale, A.; Cabral, J.T.; Matar, O.K. Role of heat generation and thermal diffusion during frontal photopolymerization. Phys. Rev. E Stat. Nonlin. Soft Matter Phys. 2015, 92, 22403. [Google Scholar] [CrossRef] [Green Version]
- Cui, Y.; Yang, J.; Zeng, Z.; Zeng, Z.; Chen, Y. Unique morphology and properties study of polyacrylate obtained via frontal photopolymerization. Polymer 2007, 48, 5994–6001. [Google Scholar] [CrossRef]
- Tao, Y.; Yang, J.; Zeng, Z.; Cui, Y.; Chen, Y. Study on spatial–temporal kinetics of photo-initiated frontal polymerization in stacked reaction cells. Polym. Int. 2006, 55, 418–425. [Google Scholar] [CrossRef]
- Soroush, M.; Grady, M.C.; Kalfas, G.A. Free-radical polymerization at higher temperatures: Systems impacts of secondary reactions. Comput. Chem. Eng. 2008, 32, 2155–2167. [Google Scholar] [CrossRef]
- Campbell, J.D.; Teymour, F.; Morbidelli, M. High Temperature Free Radical Polymerization. 1. Investigation of Continuous Styrene Polymerization. Macromolecules 2003, 36, 5491–5501. [Google Scholar] [CrossRef]
- Steyrer, B.; Busetti, B.; Harakály, G.; Liska, R.; Stampfl, J. Hot Lithography vs. room temperature DLP 3D-printing of a dimethacrylate. Addit. Manuf. 2018, 21, 209–214. [Google Scholar] [CrossRef]
- ISO 527-2:2012. Plastics-Determination of Tensile Properties-Part 2: Test Conditions for Moulding and Extrusion Plastics, 2nd ed.; International Organization for Standardization: Geneva, Switzerland, 2012. [Google Scholar]
- ISO 527-1:2019. Plastics-Determination of Tensile Properties-Part 1: General Principles, 3rd ed.; International Organization for Standardization: Geneva, Switzerland, 2019. [Google Scholar]
- Vulic, I.; Vitarelli, G.; Zenner, J.M. Structure–property relationships: Phenolic antioxidants with high efficiency and low colour contribution. Polym. Degrad. Stab. 2002, 78, 27–34. [Google Scholar] [CrossRef]
- Pospıšil, J.; Nešpůrek, S.; Zweifel, H.; Kuthan, J. Photo-bleaching of polymer discoloration caused by quinone methides. Polym. Degrad. Stab. 2002, 78, 251–255. [Google Scholar] [CrossRef]
- Gorsche, C.; Seidler, K.; Harikrishna, R.; Kury, M.; Koch, T.; Moszner, N.; Liska, R. Difunctional vinyl sulfonate esters for the fabrication of tough methacrylate-based photopolymer networks. Polymer 2018, 158, 149–157. [Google Scholar] [CrossRef]
- Peer, G.; Eibel, A.; Gorsche, C.; Catel, Y.; Gescheidt, G.; Moszner, N.; Liska, R. Ester-Activated Vinyl Ethers as Chain Transfer Agents in Radical Photopolymerization of Methacrylates. Macromolecules 2019, 52, 2691–2700. [Google Scholar] [CrossRef]
- Chiefari, J.; Chong, Y.K.; Ercole, F.; Krstina, J.; Jeffery, J.; Le, T.P.T.; Mayadunne, R.T.A.; Meijs, G.F.; Moad, C.L.; Moad, G.; et al. Living Free-Radical Polymerization by Reversible Addition−Fragmentation Chain Transfer: The RAFT Process. Macromolecules 1998, 31, 5559–5562. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| FPP-Resin | PTHF-DM (wt.%)/(g/mol) | Isobornyl Methacrylate (wt.%) | Methacrylic Anhydride (wt.%) | Methacrylic Acid (wt.%) |
|---|---|---|---|---|
| R-2900 | 100.0/2900 | - | - | - |
| R-2900_25 | 75.0/2900 | 25.0 | - | - |
| R-2900_50 | 50.0/2900 | 5.0 | - | - |
| R-2900_75 | 25.0/2900 | 75.0 | - | - |
| R-4000 | 89.0/4000 | - | 7.0 1 | 4.0 1 |
| R-4000_25 | 66.7/4000 | 25.0 | 5.3 | 3.0 |
| R-4000_50 | 44.5/4000 | 50.0 | 3.5 | 2.0 |
| R-4000_75 | 22.3/4000 | 75.0 | 1.7 | 1.0 |
| Cycle | Intensity (%) | Runs | Exposure (J cm−2) | Total Exposure (J cm−2) |
|---|---|---|---|---|
| 1 | 40 | 3 | 3.4 | 3.4 |
| 2 | 60 | 3 | 6.9 | 10.3 |
| 3 | 100 | 3 | 10.5 | 20.8 |
| FPP-Resin | Young’s Modulus (MPa) | Tensile Strength (MPa) | Elongation at Break (%) |
|---|---|---|---|
| R-2900 | 5.31 ± 0.14 1 | 1.74 ± 0.12 | 45.3 ± 5.57 1 |
| R-2900_25 | 3.88 ± 0.13 | 1.76 ± 0.35 | 69.3 ± 15.0 |
| R-2900_50 | 70.2 ± 10.6 | 13.7 ± 2.21 | 195 ± 39.5 |
| R-2900_75 | 993 ± 61.1 | 32.0 ± 4.23 | 3.23 ± 0.41 |
| R-4000 | 5.85 ± 0.23 | 2.11 ± 0.26 | 55.3 ± 10.8 |
| R-4000_25 | 16.5 ± 1.57 | 8.12 ± 1.59 | 89.6 ± 11.8 |
| R-4000_50 | 225 ± 8.37 | 24.0 ± 0.88 | 152 ± 9.29 |
| R-4000_75 | 1129 ± 217 | 23.9 ± 6.73 | 2.18 ± 0.75 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ebner, C.; Mitterer, J.; Gonzalez-Gutierrez, J.; Rieß, G.; Kern, W. Resins for Frontal Photopolymerization: Combining Depth-Cure and Tunable Mechanical Properties. Materials 2021, 14, 743. https://doi.org/10.3390/ma14040743
Ebner C, Mitterer J, Gonzalez-Gutierrez J, Rieß G, Kern W. Resins for Frontal Photopolymerization: Combining Depth-Cure and Tunable Mechanical Properties. Materials. 2021; 14(4):743. https://doi.org/10.3390/ma14040743
Chicago/Turabian StyleEbner, Catharina, Julia Mitterer, Joamin Gonzalez-Gutierrez, Gisbert Rieß, and Wolfgang Kern. 2021. "Resins for Frontal Photopolymerization: Combining Depth-Cure and Tunable Mechanical Properties" Materials 14, no. 4: 743. https://doi.org/10.3390/ma14040743
APA StyleEbner, C., Mitterer, J., Gonzalez-Gutierrez, J., Rieß, G., & Kern, W. (2021). Resins for Frontal Photopolymerization: Combining Depth-Cure and Tunable Mechanical Properties. Materials, 14(4), 743. https://doi.org/10.3390/ma14040743