
Formation of Phases and Microstructures in Al-8Si Alloys with Different Mg Content

 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
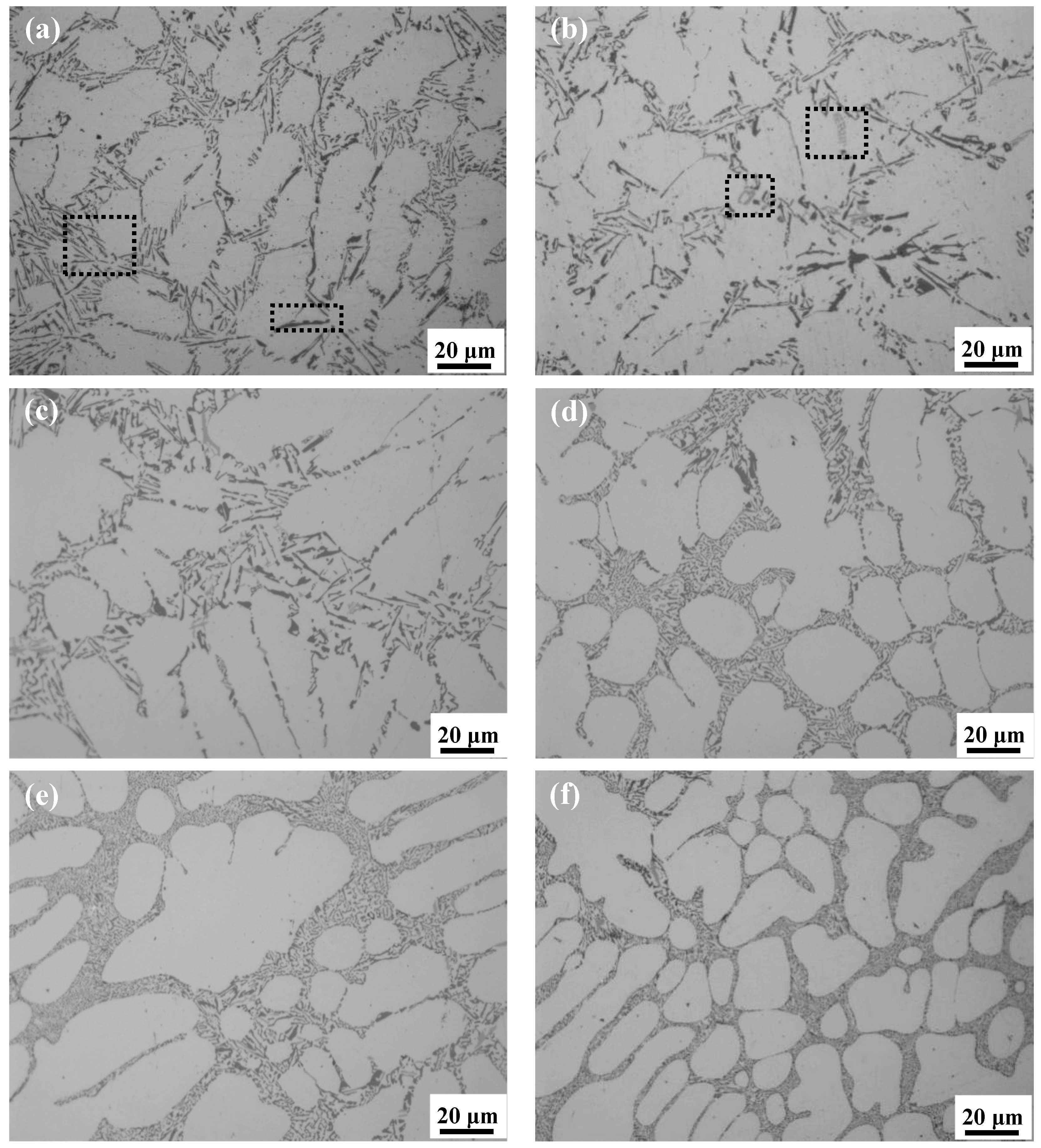
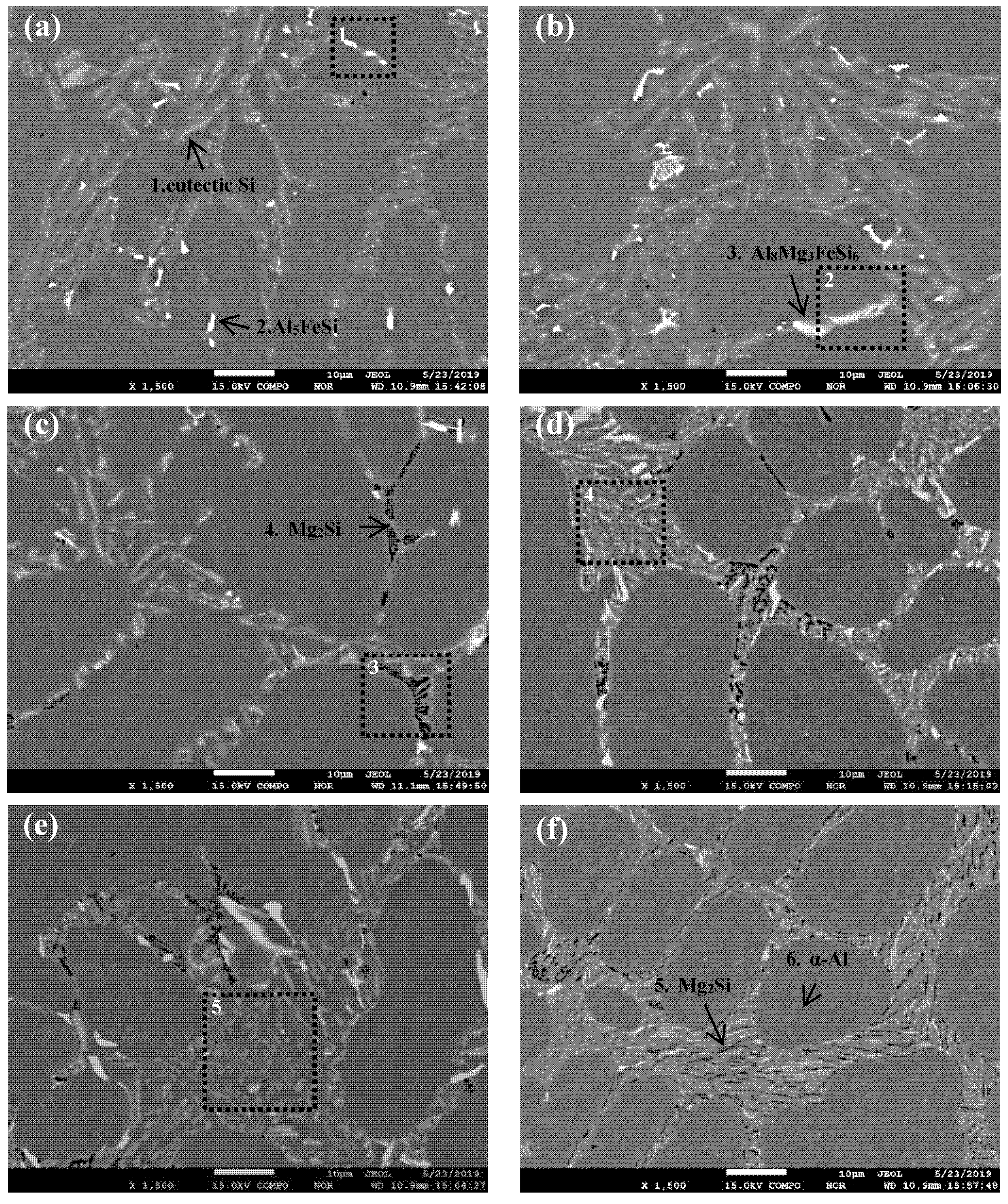
3.1. Effect of Mg Content on the Microstructure of DC-Casted Al-8Si Alloy
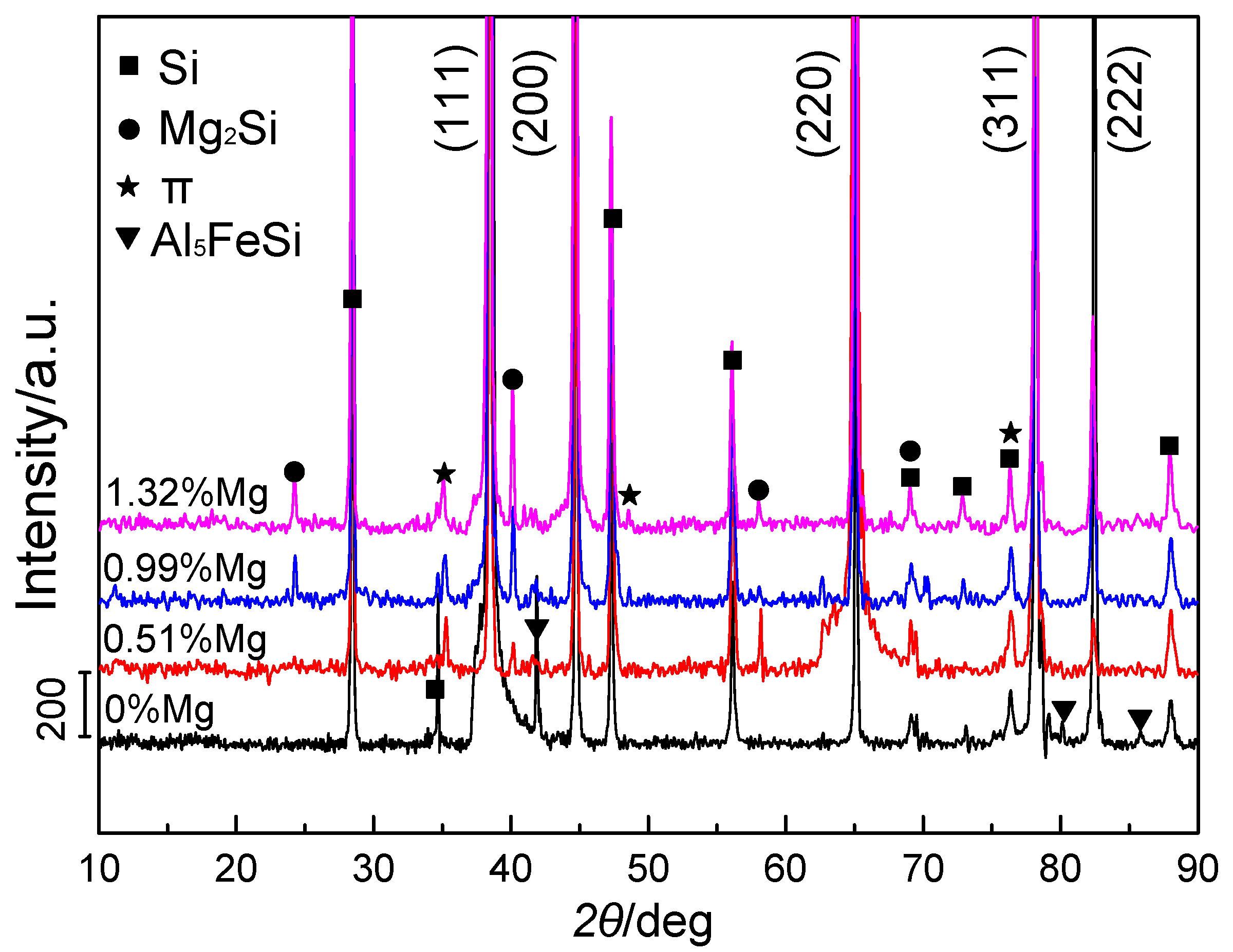
3.2. Effect of Mg Content on the Phases of DC-Casted Al-8Si Alloy
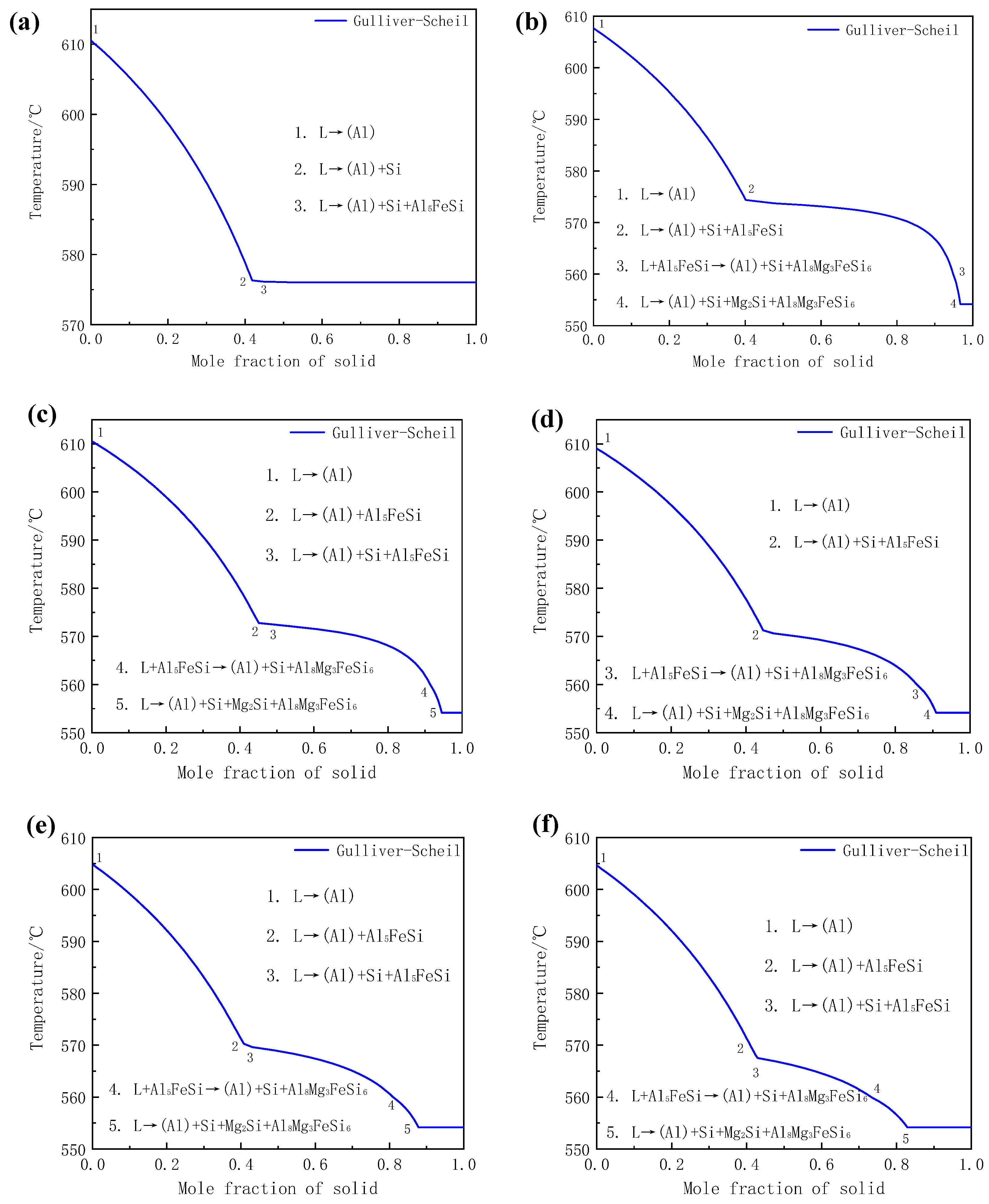
3.3. Effect of Mg Content on the Solidification Behavior of DC-Casted Al-8Si Alloy
4. Conclusions
- (1)
- There were α-Al, Si, and Al5FeSi in the Mg-free Al-8Si alloy, while the Al5FeSi phases were transformed into π phases (Al8Mg3FeSi6) by the reaction L+Al5FeSi→α-Al+Si+Al8Mg3FeSi6 with the addition of Mg.
- (2)
- A binary eutectic reaction L→α-Al+Al5FeSi was observed when the Mg content exceeded 0.51% and the Fe content was greater than 0.17%.
- (3)
- With increasing Mg content, the solidification reactions remained unchanged. The number of Mg2Si was gradually increased while the divorced eutectic phenomenon of quaternary eutectic structure gradually weakened and the quaternary eutectic structure was significantly refined.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Li, X.P.; Wang, X.J.; Saunders, M.; Suvorova, A.; Zhang, L.C.; Liu, Y.J.; Fang, M.H.; Huang, Z.H.; Sercombe, T.B. A selective laser melting and solution heat treatment refined Al–12Si alloy with a controllable ultrafine eutectic microstructure and 25% tensile ductility. Acta Mater. 2015, 95, 74–82. [Google Scholar] [CrossRef]
- Zhang, Y.; Zheng, H.; Liu, Y.; Shi, L.; Xu, R.; Tian, X. Cluster-assisted nucleation of silicon phase in hypoeutectic Al–Si alloy with further inoculation. Acta Mater. 2014, 70, 162–173. [Google Scholar] [CrossRef]
- Puncreobutr, C.; Lee, P.D.; Kareh, K.M.; Connolley, T.; Fife, J.L.; Phillion, A.B. Influence of Fe-rich intermetallics on solidifi-cation defects in Al-Si-Cu alloys. Acta Mater. 2014, 68, 42–51. [Google Scholar] [CrossRef]
- Yu, W.; Zhao, H.; Wang, L.; Guo, Z.; Xiong, S. The influence of T6 treatment on fracture behavior of hypereutectic Al-Si HPDC casting alloy. J. Alloys Compd. 2018, 731, 444–451. [Google Scholar] [CrossRef]
- Wang, Y.; Liao, H.; Wu, Y.; Yang, J. Effect of Si content on microstructure and mechanical properties of Al-Si-Mg alloys. Mater. Des. 2014, 53, 634–638. [Google Scholar] [CrossRef]
- Georgatis, E.; Lekatou, A.; Karantzalis, A.E.; Petropoulos, H.; Katsamakis, S.; Poulia, A. Development of a Cast Al-Mg2Si-Si In Situ Composite: Microstructure, Heat Treatment, and Mechanical Properties. J. Mater. Eng. Perform. 2012, 22, 729–741. [Google Scholar] [CrossRef]
- Thirugnanam, A.; Sukumaran, K.; Pillai, U.T.S.; Raghukandan, K.; Pai, B.C. Effect of Mg on the fracture characteristics of cast Al-7Si-Mg alloys. Mater. Sci. Eng. A 2007, 445, 405–414. [Google Scholar] [CrossRef]
- Wu, Y.; Liao, H.; Yang, J.; Zhou, K. Effect of Si Content on Dynamic Recrystallization of Al-Si-Mg Alloys During Hot Extrusion. J. Mater. Sci. Technol. 2014, 30, 1271–1277. [Google Scholar] [CrossRef]
- Zhu, X.; Yang, H.; Dong, X.; Ji, S. The effects of varying Mg and Si levels on the microstructural inhomogeneity and eutectic Mg2Si morphology in die-cast Al-Mg-Si alloys. J. Mater. Sci. 2018, 54, 5773–5787. [Google Scholar] [CrossRef] [Green Version]
- Huang, Z.L.; Wang, K.; Zhang, Z.M.; Li, B.; Xue, H.S.; Yang, D.Z. Effects of Mg content on primary Mg2Si phase in hyper-eutectic Al–Si alloys. Trans. Nonferrous Met. Soc. China 2015, 25, 3197–3203. [Google Scholar] [CrossRef]
- Zheng, Z.K.; Ji, Y.J.; Mao, W.M.; Yue, R.; Liu, Z.Y. Influence of rheo-diecasting processing parameters on microstructure and mechanical properties of hypereutectic Al-30%Si alloy. Trans. Nonferrous Met. Soc. China 2017, 27, 1264–1272. [Google Scholar] [CrossRef]
- Alfonso, I.; Maldonado, C.; Gonzalez, G.; Bedolla, A. Effect of Mg content and solution treatment on the microstructure of Al-Si-Cu-Mg alloys. J. Mater. Sci. 2006, 41, 1945–1952. [Google Scholar] [CrossRef]
- Li, C.; Wu, Y.; Li, H. Microstructural formation in hypereutectic Al–Mg2Si with extra Si. J. Alloys Compd. 2009, 477, 212–216. [Google Scholar] [CrossRef]
- Wu, C.T.; Lee, S.L.; Hsieh, M.H.; Lin, J.C. Effects of Cu content on microstructure and mechanical properties of Al-14.5Si-0.5Mg alloy. Mater. Charact. 2010, 61, 1074–1079. [Google Scholar] [CrossRef]
- Aguilera-Luna, I.; Castro-Román, M.J.; Escobedo-Bocardo, J.C.; García-Pastor, F.A.; Herrera-Trejo, M. Effect of cooling rate and Mg content on the Al-Si eutectic for Al-Si-Cu-Mg alloys. Mater. Charact. 2014, 95, 211–218. [Google Scholar] [CrossRef]
- Costanza, G.; Quadrini, F.; Tata, M.E. Pressure effect on Al alloy cast behaviour: Microstructures and mechanical properties. Int. J. Mater. Prod. Technol. 2004, 20, 345–357. [Google Scholar] [CrossRef]
- Ji, S.; Wang, Y.; Watson, D. Microstructural Evolution and Solidification Behavior of Al-Mg-Si Alloy in High-Pressure Die Casting. Met. Mater. Trans. A 2013, 44, 3185–3197. [Google Scholar] [CrossRef]
- Ma, P.; Zou, C.M.; Wang, H.W. Effects of high pressure and SiC content on microstructure and precipitation kinetics of Al-20Si alloy. J. Alloys Compd. 2014, 586, 639–644. [Google Scholar] [CrossRef]
- Tebib, M.; Samuel, A.M.; Ajersch, F. Effect of P and Sr additions on the microstructure of hypereutectic Al-15Si-14 Mg-4Cu alloy. Mater. Charact. 2014, 89, 112–123. [Google Scholar] [CrossRef]
- Wu, C.T.; Lee, S.L. Effects of Mg content on microstructure and mechanical properties of Al-14.5Si-4.5Cu alloy. Metall. Mater. Trans. A 2010, 41, 708–713. [Google Scholar] [CrossRef]
- Rincon, E.; Lopez, H.F.; Cisneros, M.M. Effect of temperature on the tensile properties of an as-cast aluminum alloy A319. Mater. Sci. Eng. A 2007, 452, 682–687. [Google Scholar] [CrossRef]
- Mbuya, T.O.; Odera, B.O.; Ng’Ang’A, S.P. Influence of iron on castability and properties of aluminium silicon alloys: Literature review. Int. J. Cast Met. Res. 2003, 16, 451–465. [Google Scholar] [CrossRef]
- Chen, H.L.; Chen, Q.; Du, Y.; Johan, B.; Anders, E. Update of Al-Fe-Si, Al-Mn-Si and Al-Fe-Mn-Si thermodynamic descriptions. Trans. Nonferrous Met. Soc. China 2014, 24, 2041–2053. [Google Scholar] [CrossRef]
- Nagaumi, H.; Suvanchai, P.; Okane, T. Mechanical Properties of High Strength Al-Mg-Si Alloy during Solidification. Mater. Trans. 2006, 47, 2918–2924. [Google Scholar] [CrossRef] [Green Version]
- Hu, B.; Qin, S.; Du, Y.; Li, Z.Y.; Wang, Q.P. Thermodynamic Description of the Al-Fe-Mg-Ni-Si and Al-Cu-Fe-Mg-Ni Quinary Systems and Its Application to Solidification Simulation. J. Phase Equilibria Diffus. 2015, 36, 333–349. [Google Scholar] [CrossRef] [Green Version]
- Backerud, L.; Chai, G.; Tamminen, J. Solidification Characteristics of Aluminium Alloys; AFS/Skanaluminum: Oslo, Norway, 1990. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Mg | Si | Fe | Al |
|---|---|---|---|---|
| 1 | - | 7.83 | 0.18 | Bal. |
| 2 | 0.33 | 8.07 | 0.18 | Bal. |
| 3 | 0.51 | 7.53 | 0.19 | Bal. |
| 4 | 0.78 | 7.61 | 0.16 | Bal. |
| 5 | 0.99 | 8.11 | 0.20 | Bal. |
| 6 | 1.32 | 7.96 | 0.17 | Bal. |
| Points | Al | Si | Fe | Mg |
|---|---|---|---|---|
| 1 | 90.82 | 9.18 | - | - |
| 2 | 84.48 | 6.89 | 8.63 | - |
| 3 | 74.12 | 15.85 | 3.10 | 6.94 |
| 4 | 81.36 | 9.24 | - | 9.40 |
| 5 | 76.46 | 15.64 | - | 7.90 |
| 6 | 98.16 | 1.48 | 0.06 | 0.30 |
| Alloy Code | Reaction Number | Temperature (°C) | Type of Reaction |
|---|---|---|---|
| 1 (0 Mg) | 1 | 610.5 | L→α-Al |
| 2 | 576.1 | L→α-Al+Si | |
| 3 | 576.0 | L→α-Al+Si+Al5FeSi | |
| 2 (0.33% Mg) | 1 | 607.6 | L→α-Al |
| 2 | 573.7 | L→α-Al+Si+Al5FeSi | |
| 3 | 559.6 | L+Al5FeSi→α-Al+Si+Al8Mg3FeSi6 | |
| 4 | 554.2 | L→α-Al+Si+Mg2Si+Al8Mg3FeSi6 | |
| 3 (0.51% Mg) | 1 | 610.5 | L→α-Al |
| 2 | 574.1 | L→α-Al+Al5FeSi | |
| 3 | 572.1 | L→α-Al+Si+Al5FeSi | |
| 4 | 559.3 | L+Al5FeSi→α-Al+Si+Al8Mg3FeSi6 | |
| 5 | 554.2 | L→α-Al+Si+Mg2Si+Al8Mg3FeSi6 | |
| 4 (0.78% Mg) | 1 | 609.0 | L→α-Al |
| 2 | 570.6 | L→α-Al+Si+Al5FeSi | |
| 3 | 559.8 | L+Al5FeSi→α-Al+Si+Al8Mg3FeSi6 | |
| 4 | 554.2 | L→α-Al+Si+Mg2Si+Al8Mg3FeSi6 | |
| 5 (0.99% Mg) | 1 | 604.8 | L→α-Al |
| 2 | 572.8 | L→α-Al+Al5FeSi | |
| 3 | 569.6 | L→α-Al+Si+Al5FeSi | |
| 4 | 559.4 | L+Al5FeSi→α-Al+Si+Al8Mg3FeSi6 | |
| 5 | 554.2 | L→α-Al+Si+Mg2Si+Al8Mg3FeSi6 | |
| 6 (1.32% Mg) | 1 | 604.6 | L→α-Al |
| 2 | 570.1 | L→α-Al+Al5FeSi | |
| 3 | 566.9 | L→α-Al+Si+Al5FeSi | |
| 4 | 559.2 | L+Al5FeSi→α-Al+Si+Al8Mg3FeSi6 | |
| 5 | 554.2 | L→α-Al+Si+Mg2Si+Al8Mg3FeSi6 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tian, N.; Wang, G.; Zhou, Y.; Liu, C.; Liu, K.; Zhao, G.; Zuo, L. Formation of Phases and Microstructures in Al-8Si Alloys with Different Mg Content. Materials 2021, 14, 762. https://doi.org/10.3390/ma14040762
Tian N, Wang G, Zhou Y, Liu C, Liu K, Zhao G, Zuo L. Formation of Phases and Microstructures in Al-8Si Alloys with Different Mg Content. Materials. 2021; 14(4):762. https://doi.org/10.3390/ma14040762
Chicago/Turabian StyleTian, Ni, Guangdong Wang, Yiran Zhou, Chuncheng Liu, Kun Liu, Gang Zhao, and Liang Zuo. 2021. "Formation of Phases and Microstructures in Al-8Si Alloys with Different Mg Content" Materials 14, no. 4: 762. https://doi.org/10.3390/ma14040762
APA StyleTian, N., Wang, G., Zhou, Y., Liu, C., Liu, K., Zhao, G., & Zuo, L. (2021). Formation of Phases and Microstructures in Al-8Si Alloys with Different Mg Content. Materials, 14(4), 762. https://doi.org/10.3390/ma14040762