
Effect of Binders on the Crushing Strength of Ferro-Coke


Abstract
:1. Introduction
2. Experimental Materials and Methods
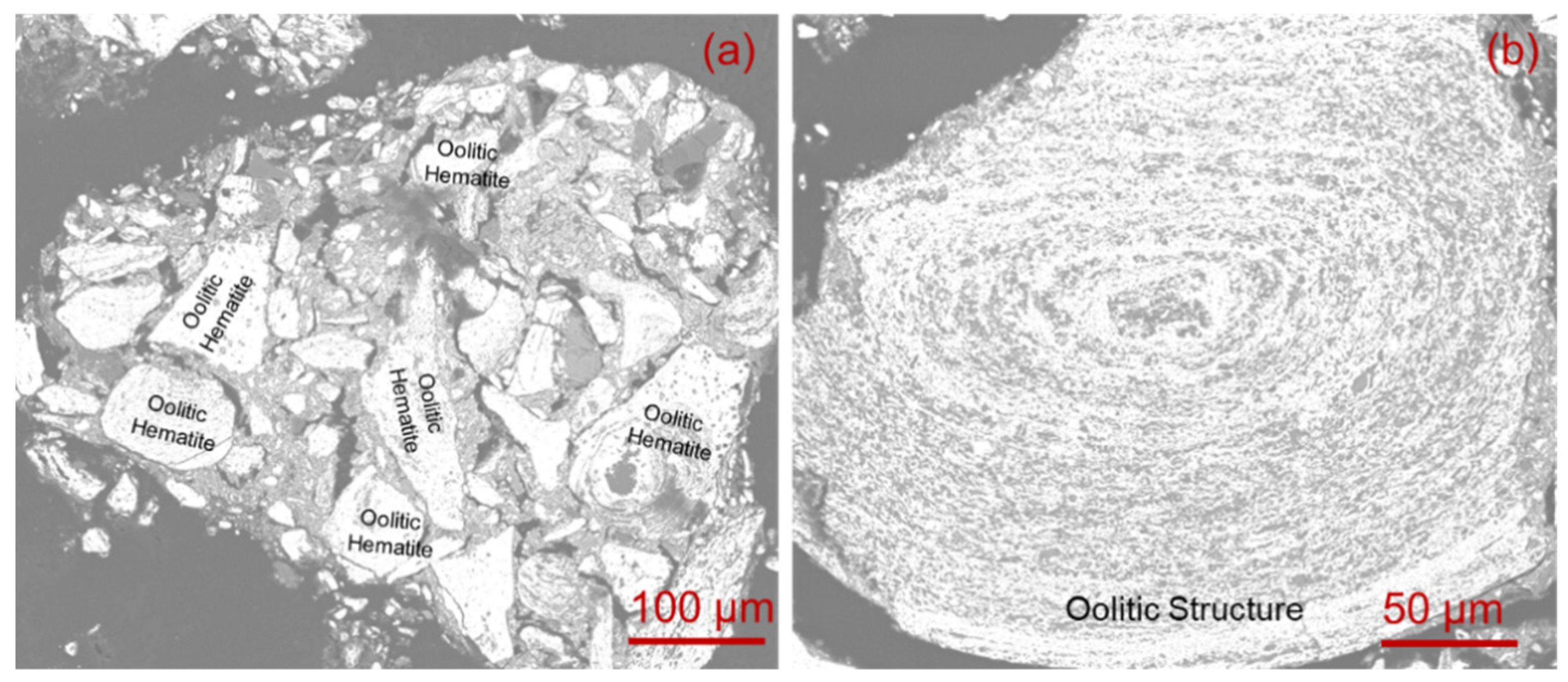
2.1. Experimental Materials
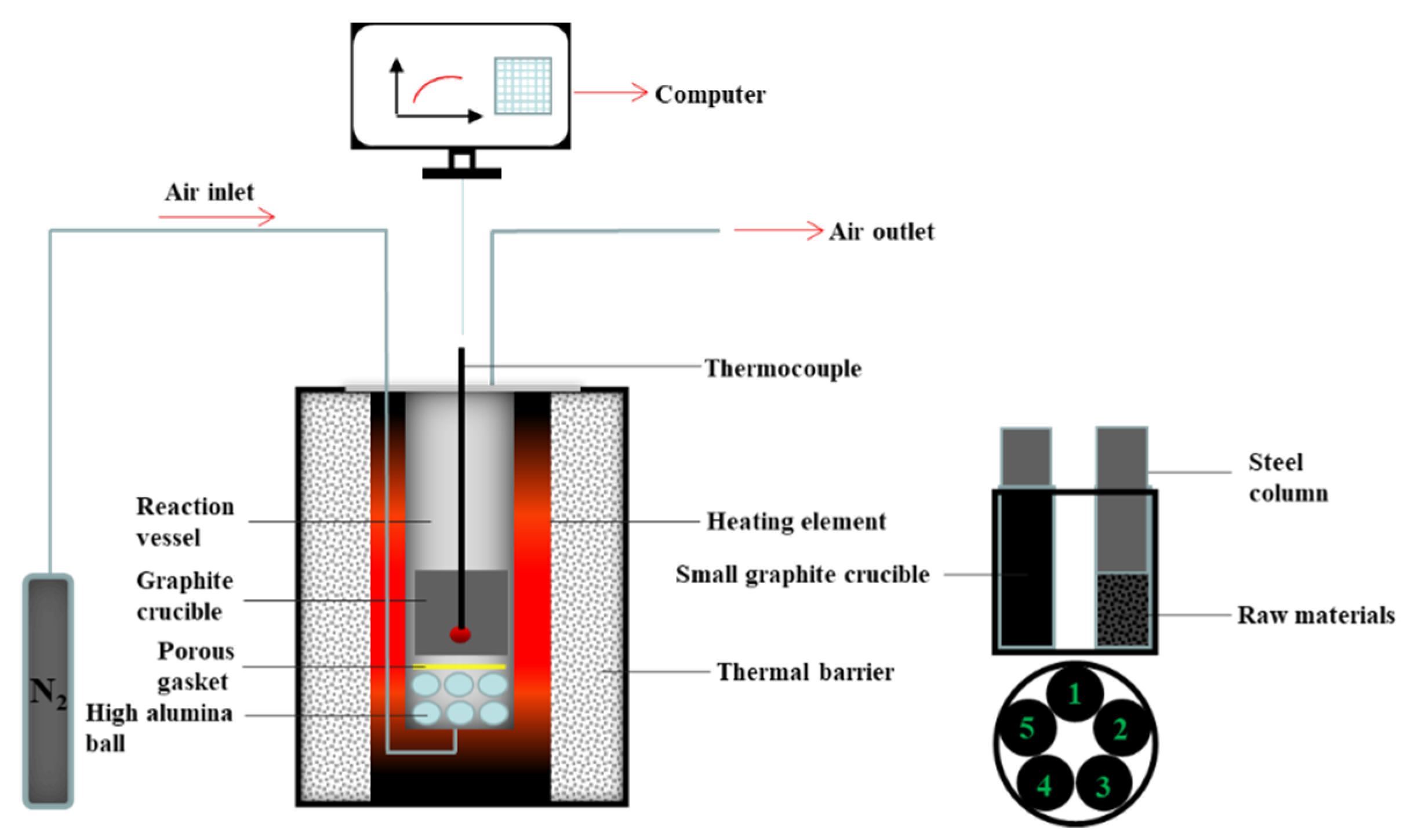
2.2. Experimental Methods
2.2.1. Sample Preparation
2.2.2. Determination of Crushing Strength of Ferro-Coke
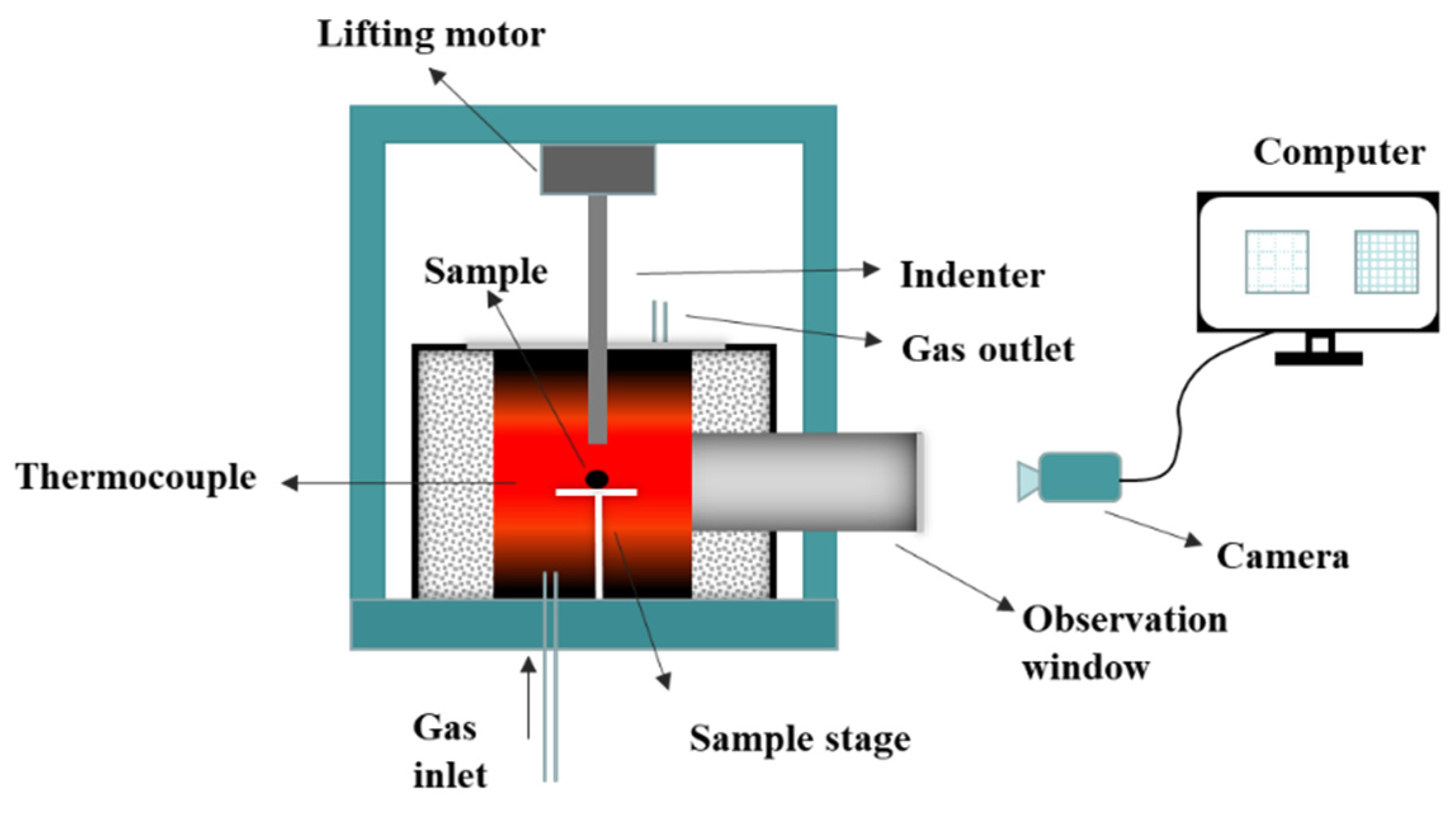
2.2.3. Determination of Hot Compression Strength of Ferro-Coke
2.2.4. Structure Analysis of Ferro-Coke
3. Results and Discussion
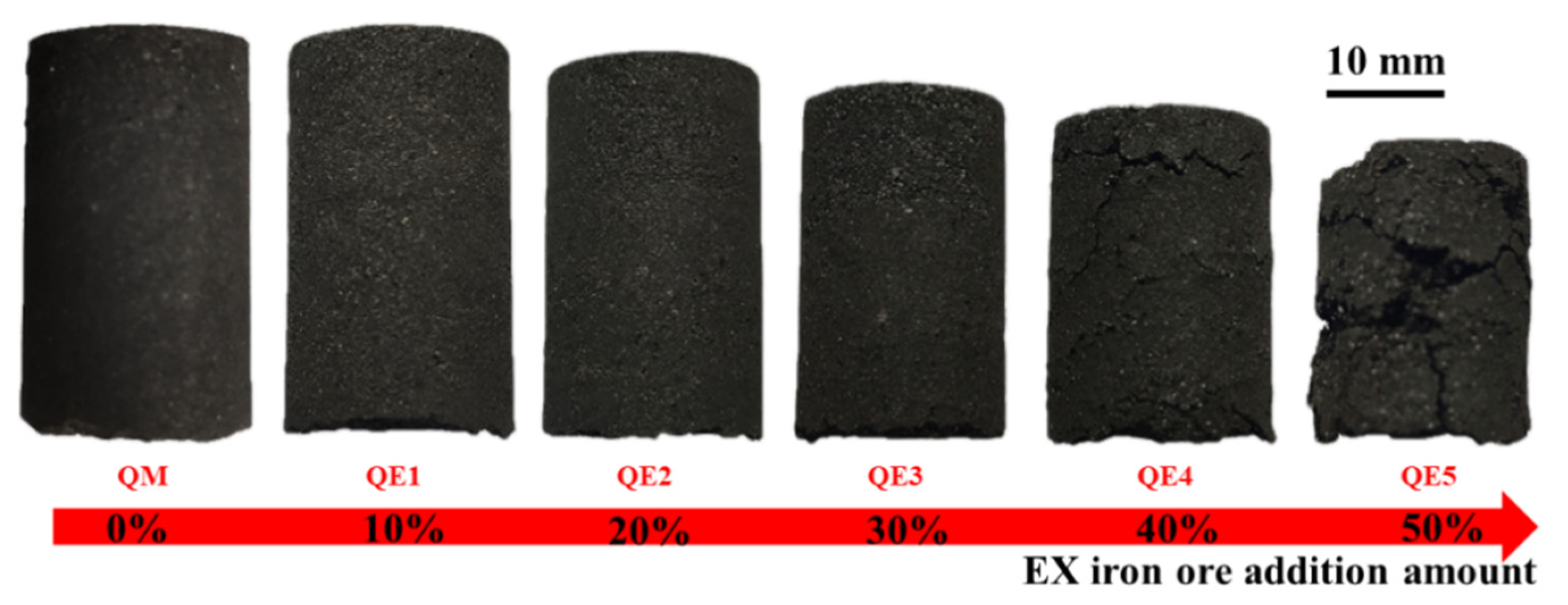
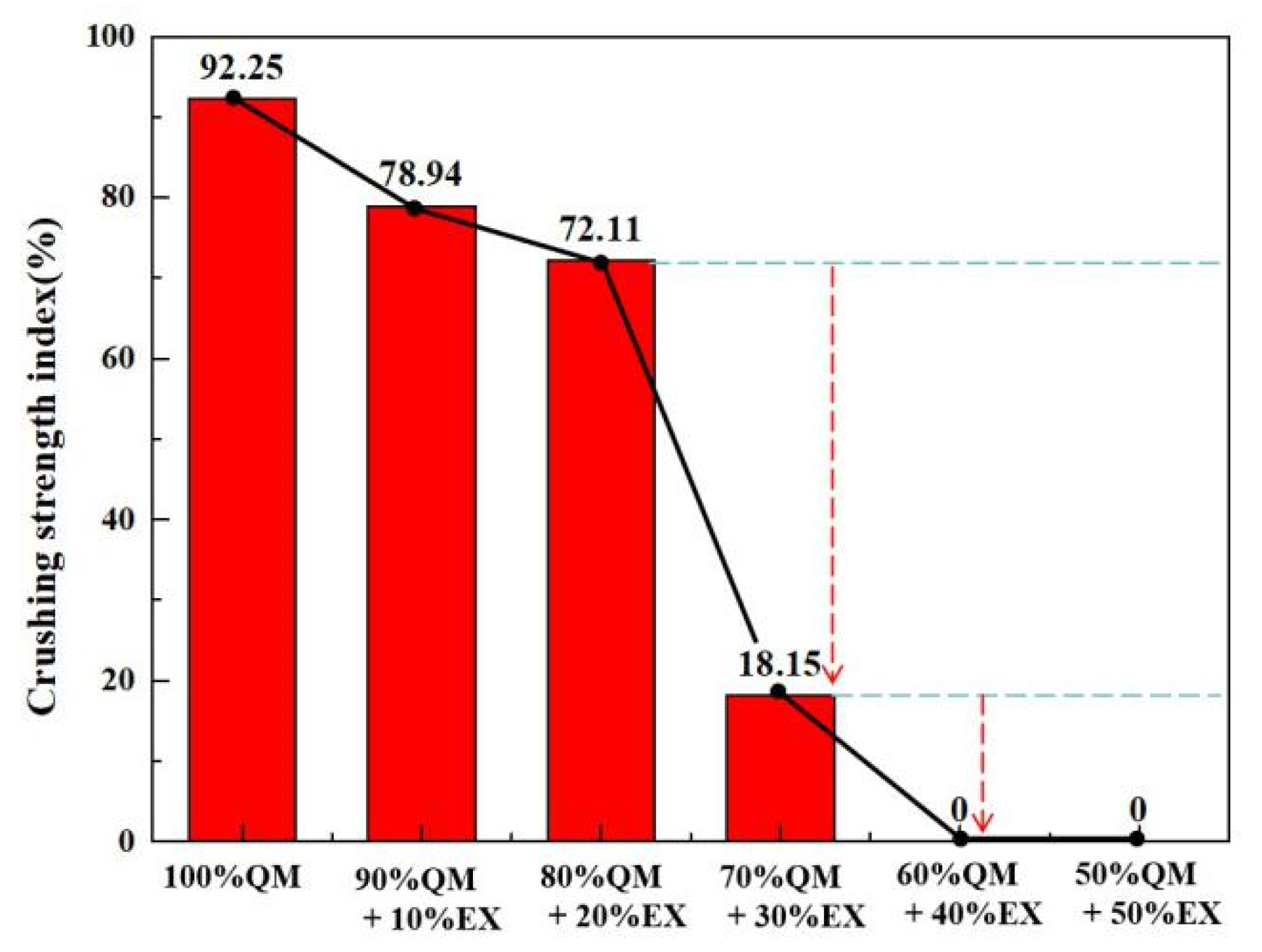
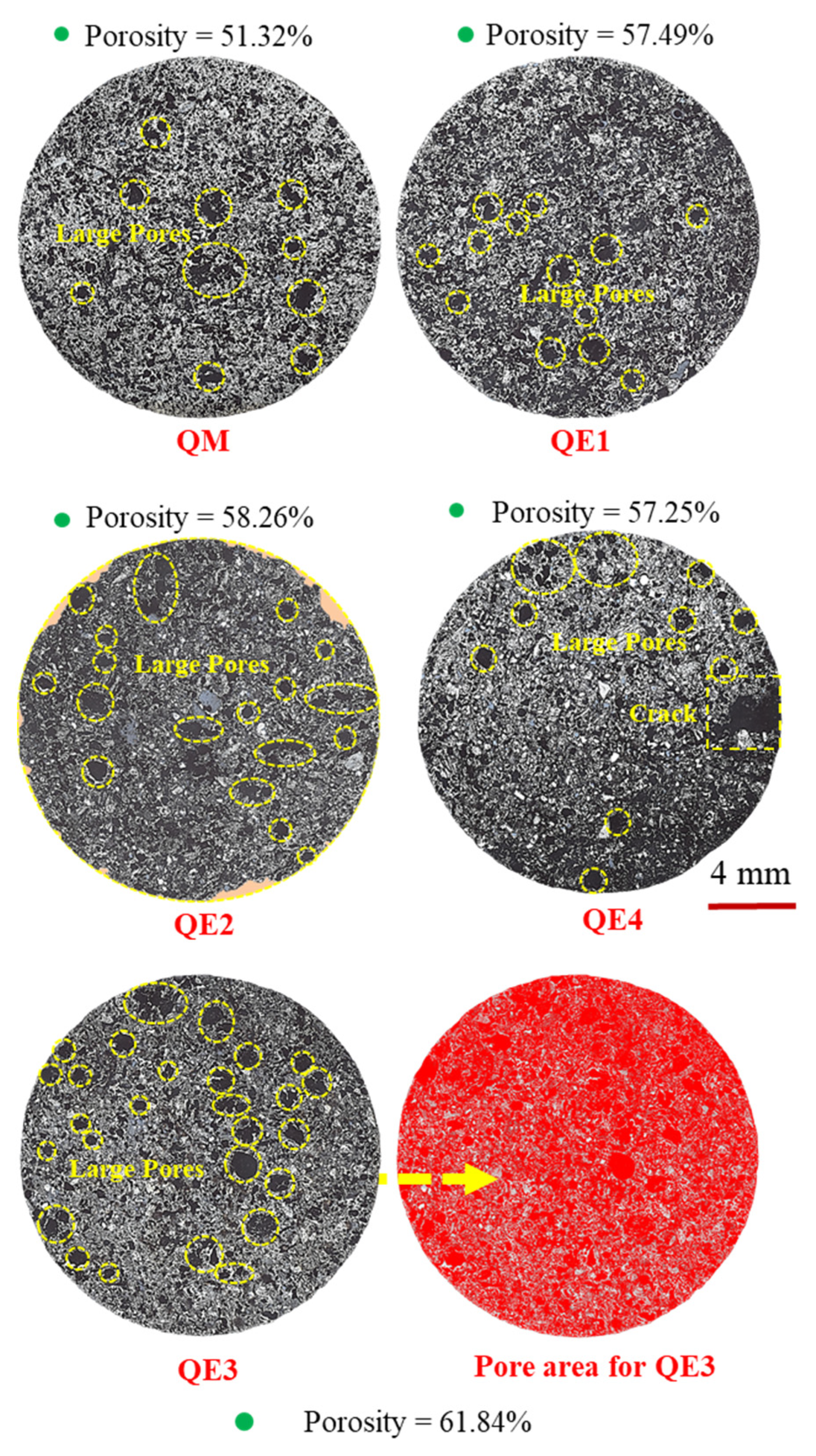
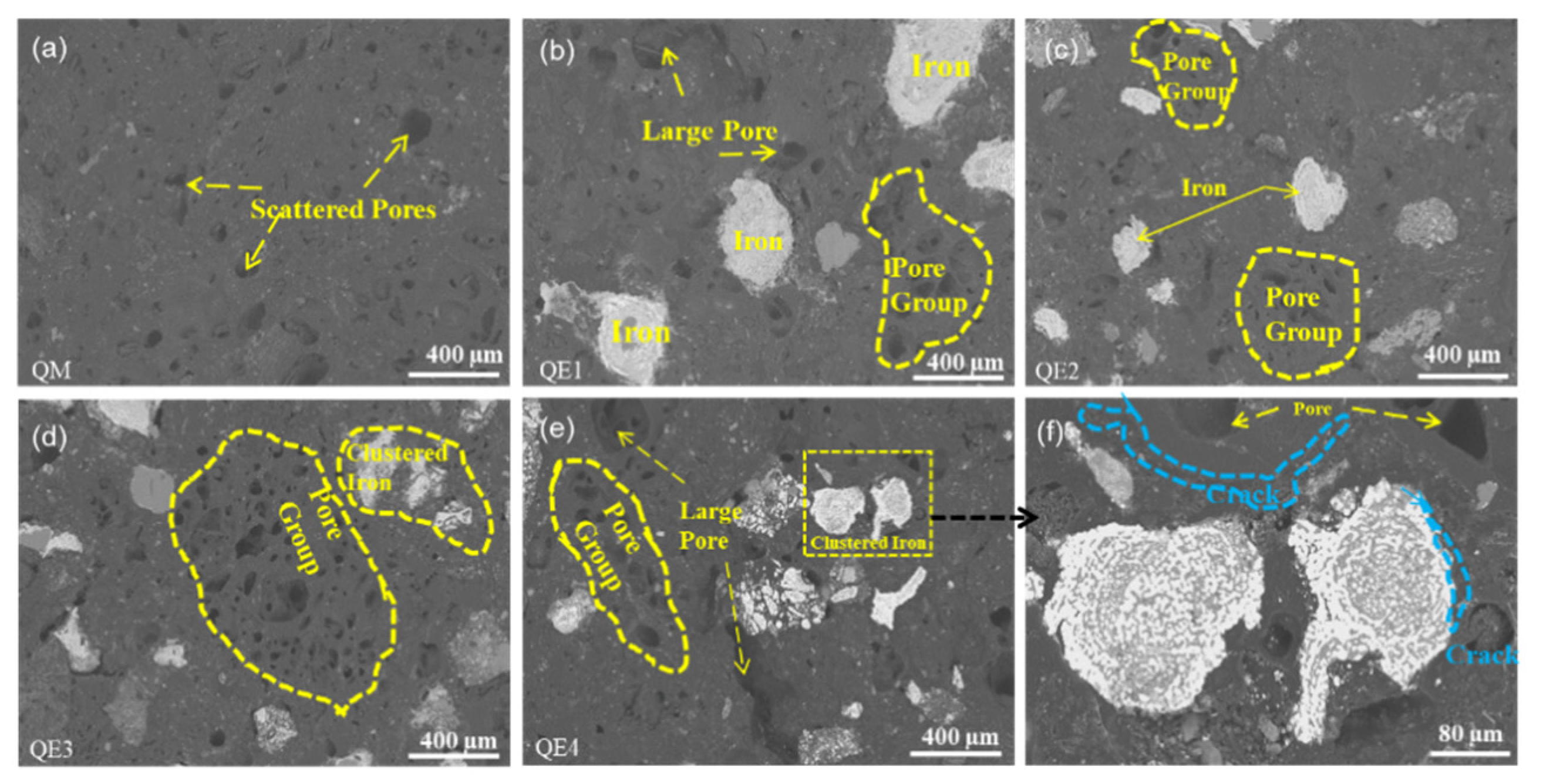
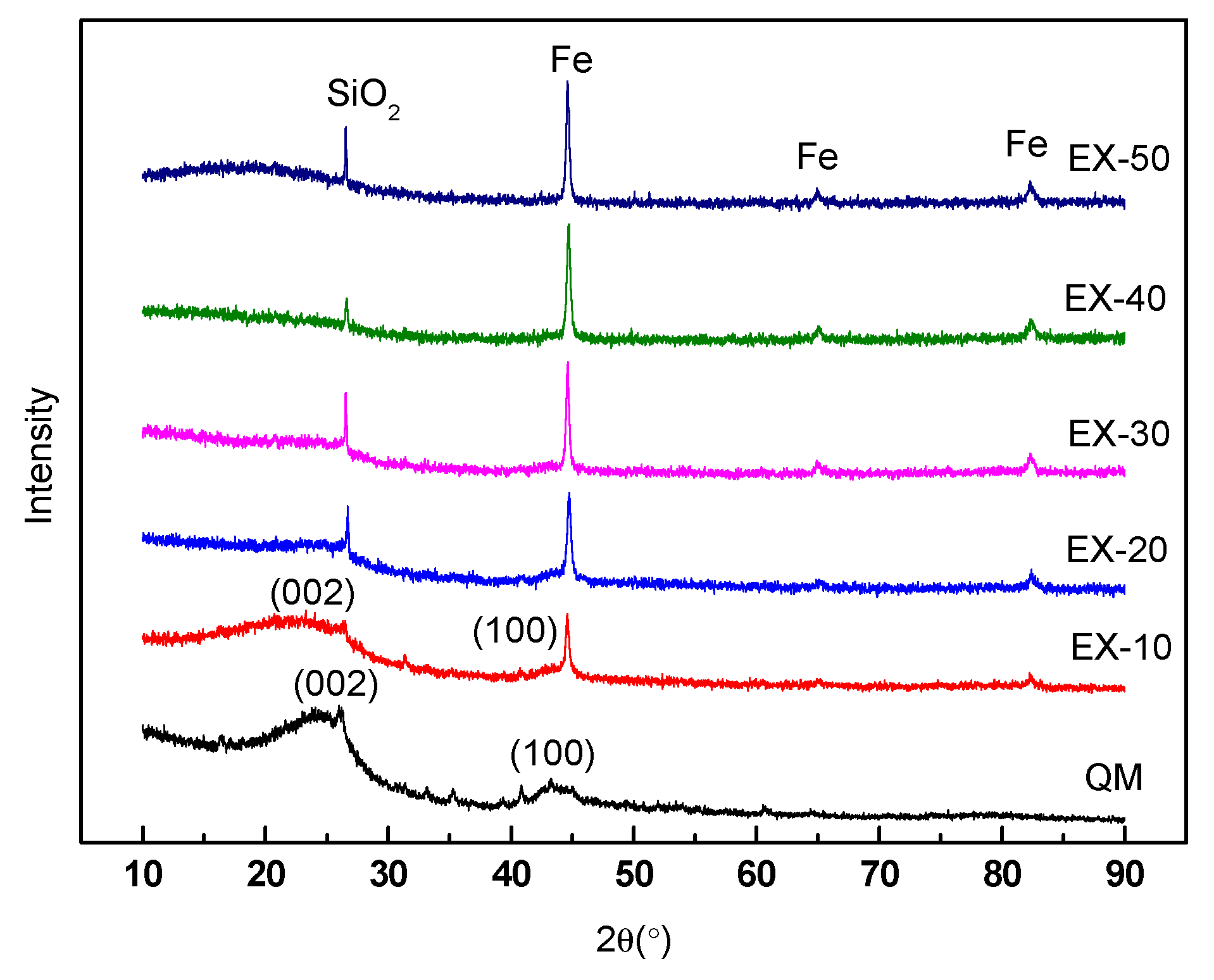
3.1. Effect of Iron Ore Addition on the Crushing Strength of Ferro-Coke
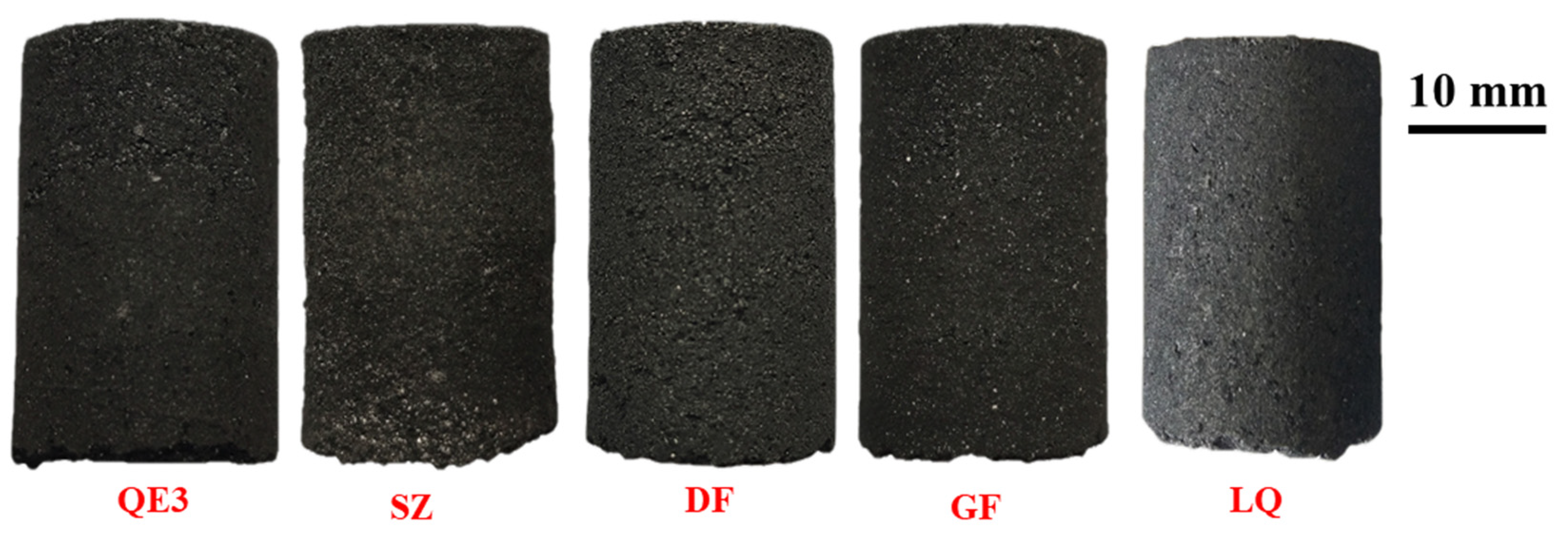
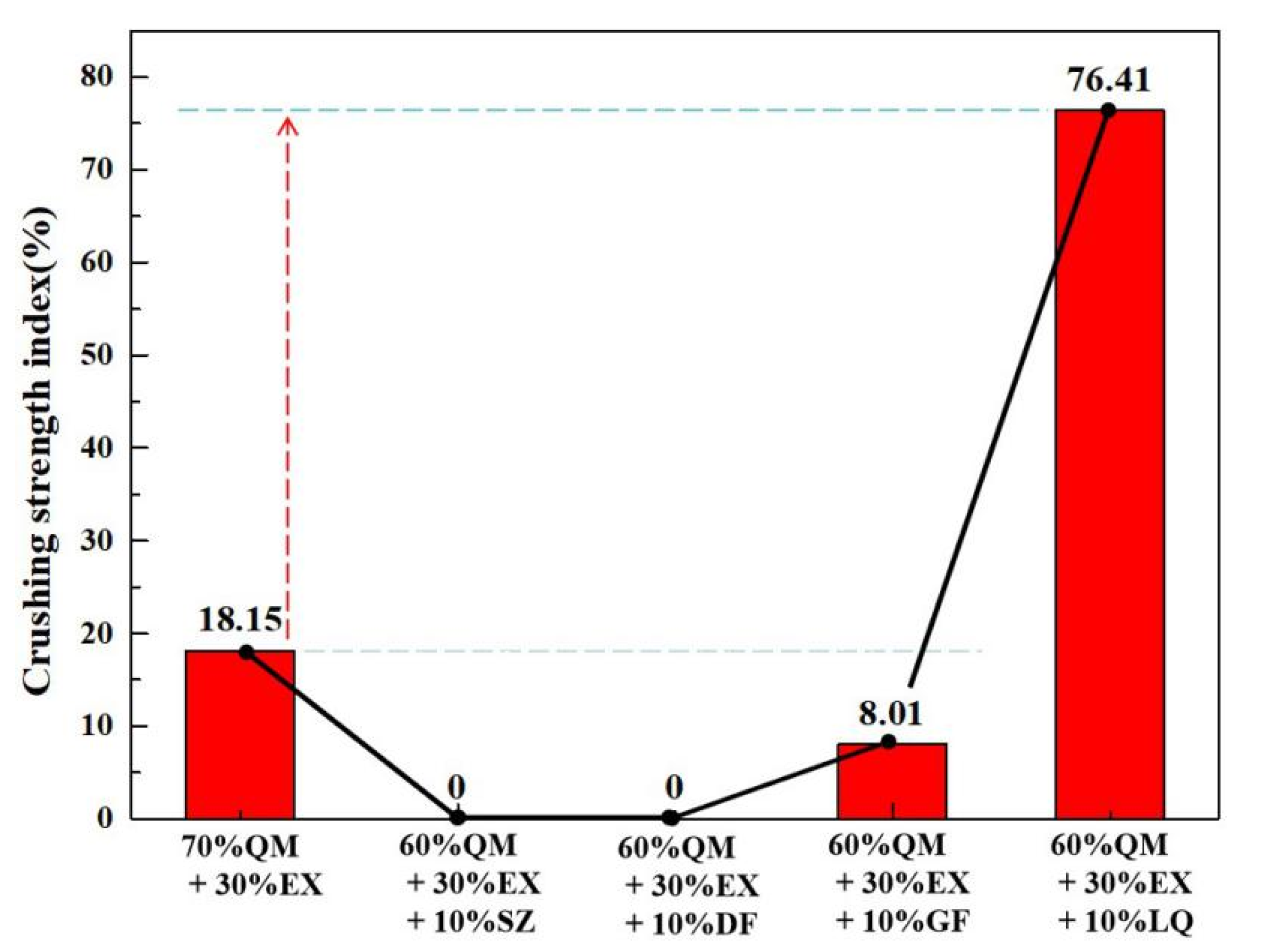
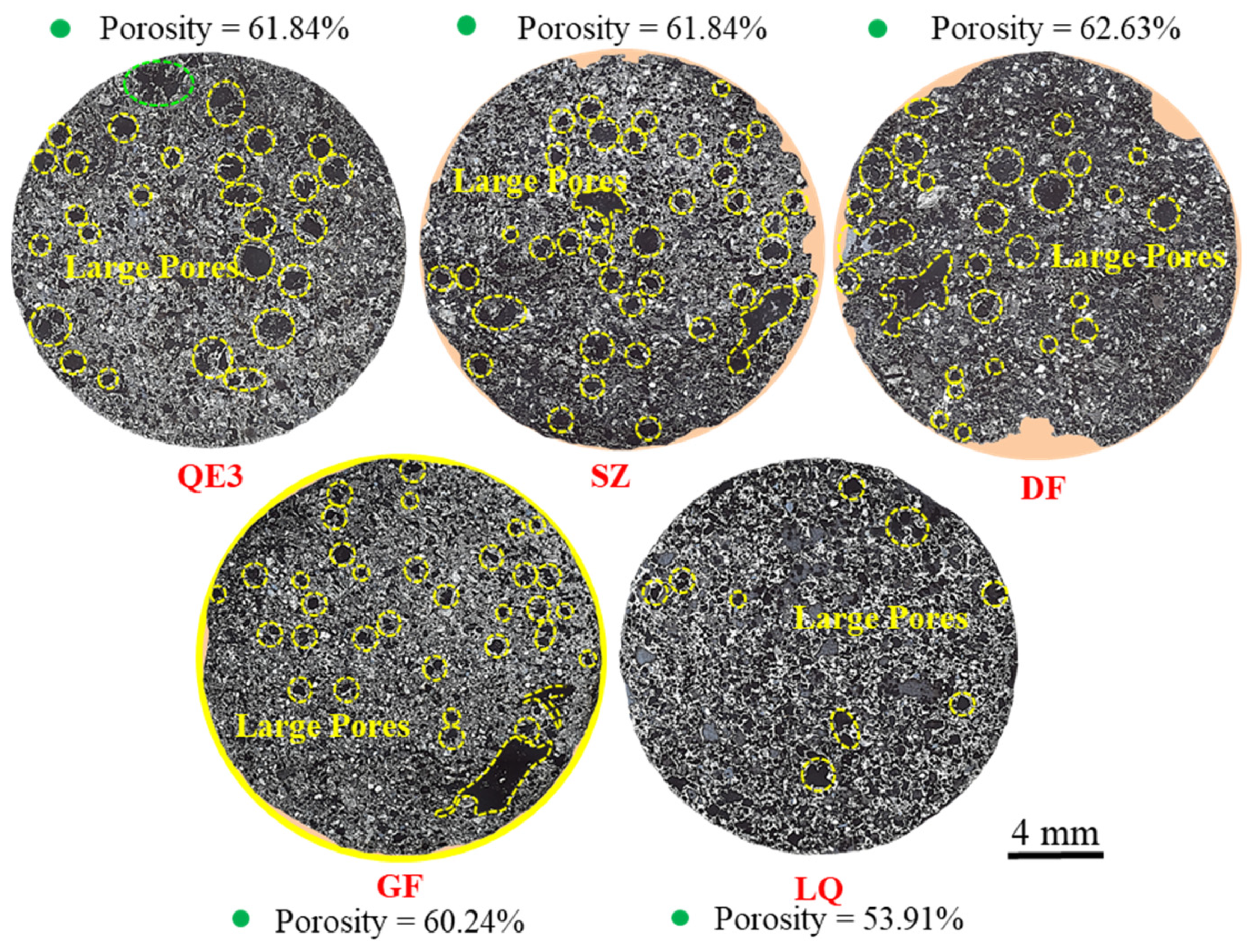
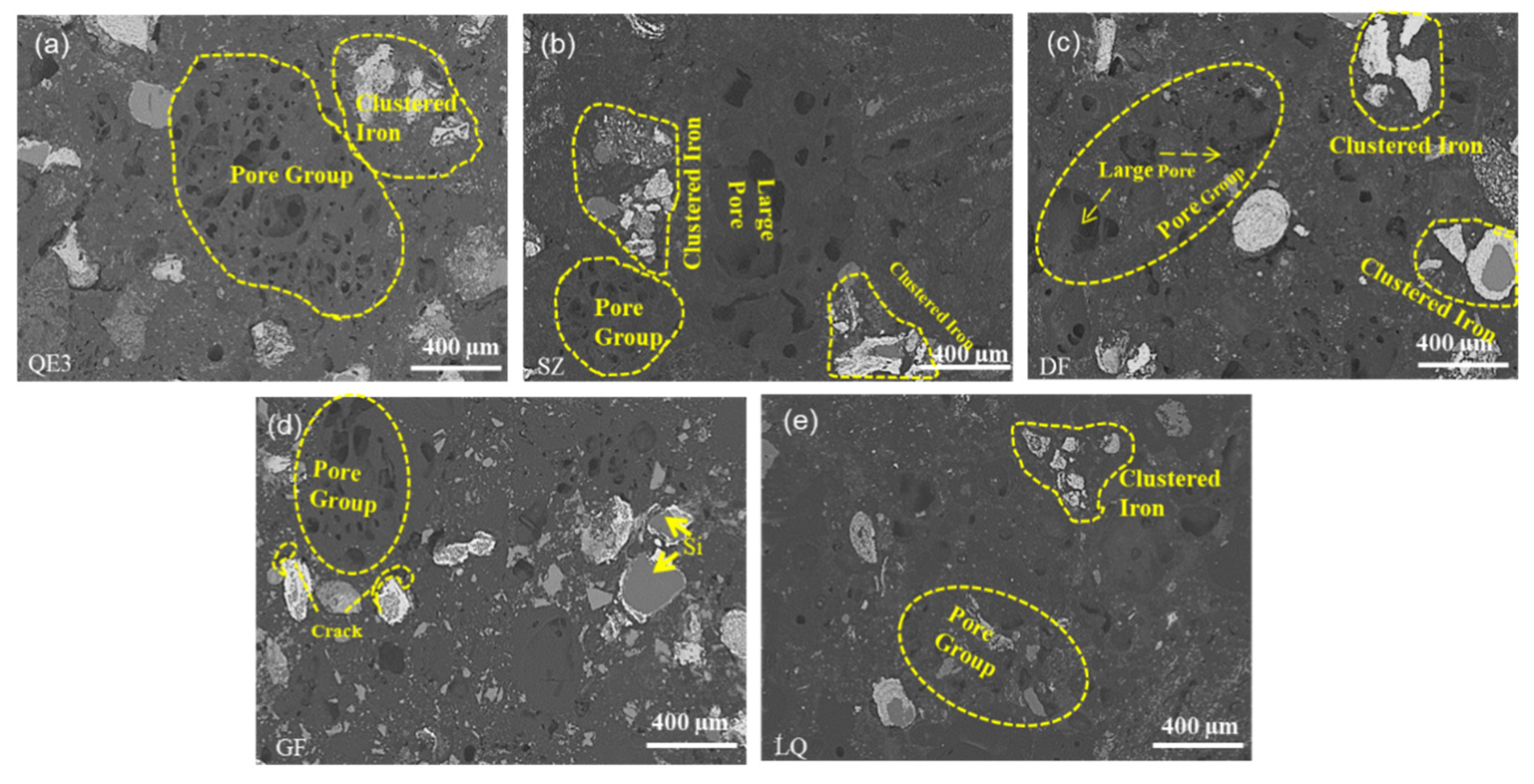
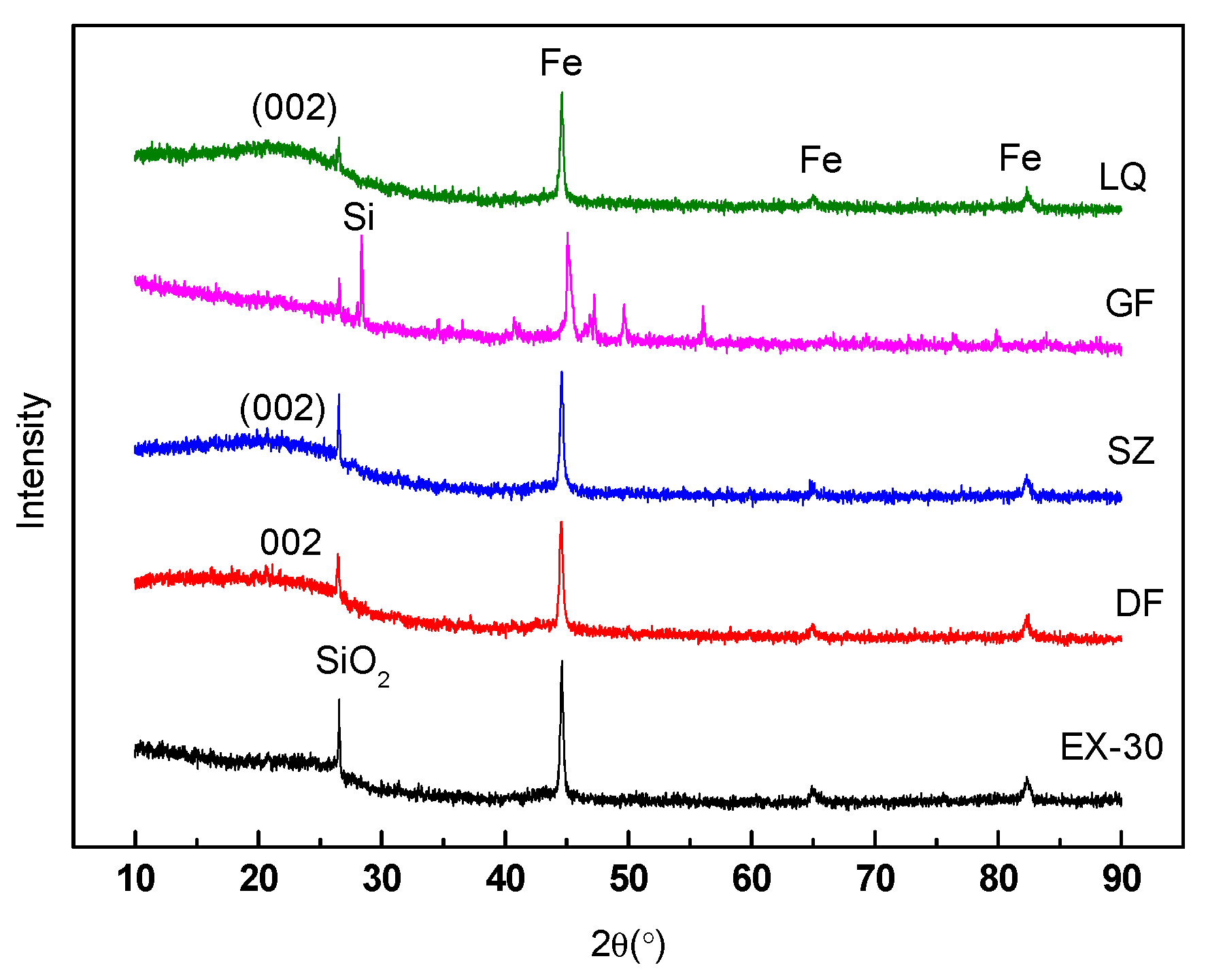
3.2. Effect of Different Binders on the Crushing Strength of Ferro-Coke
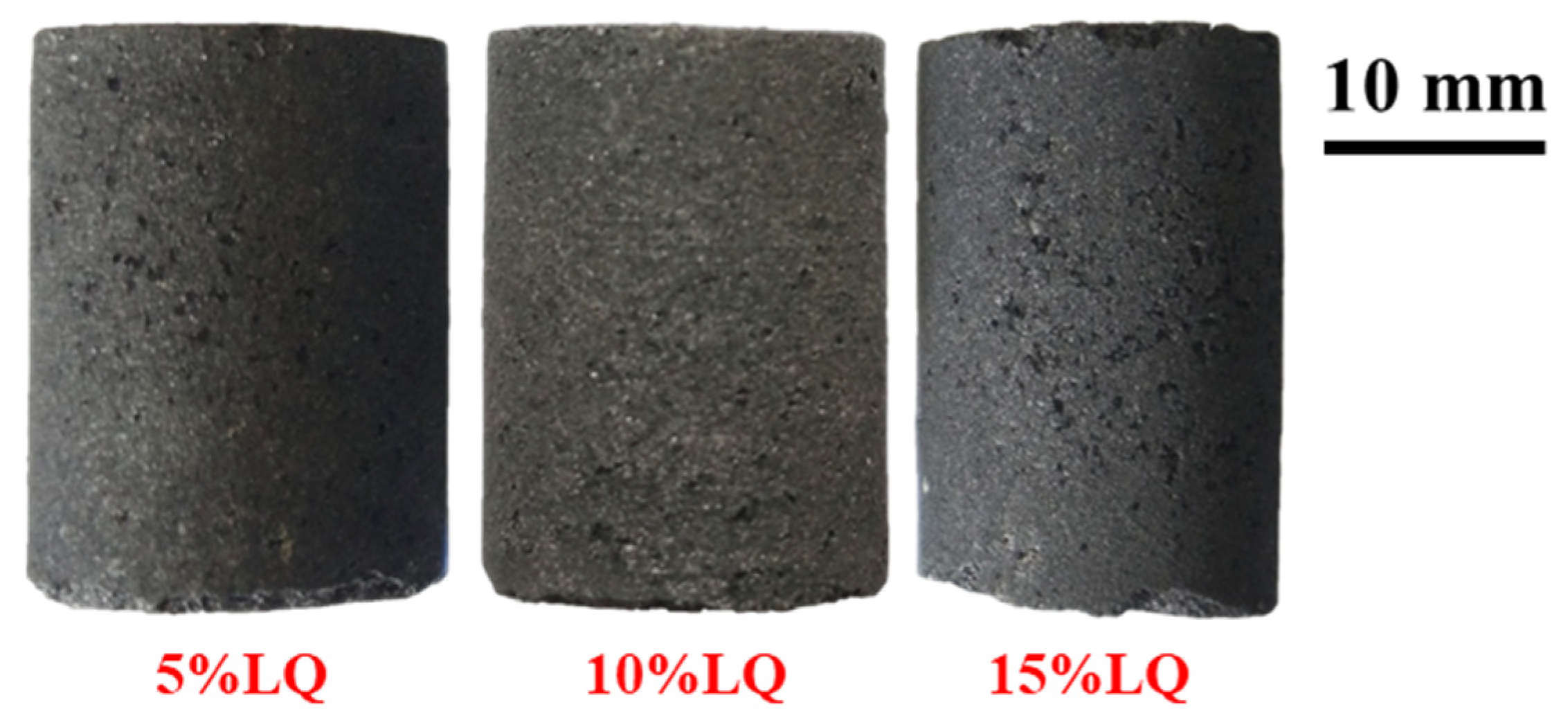
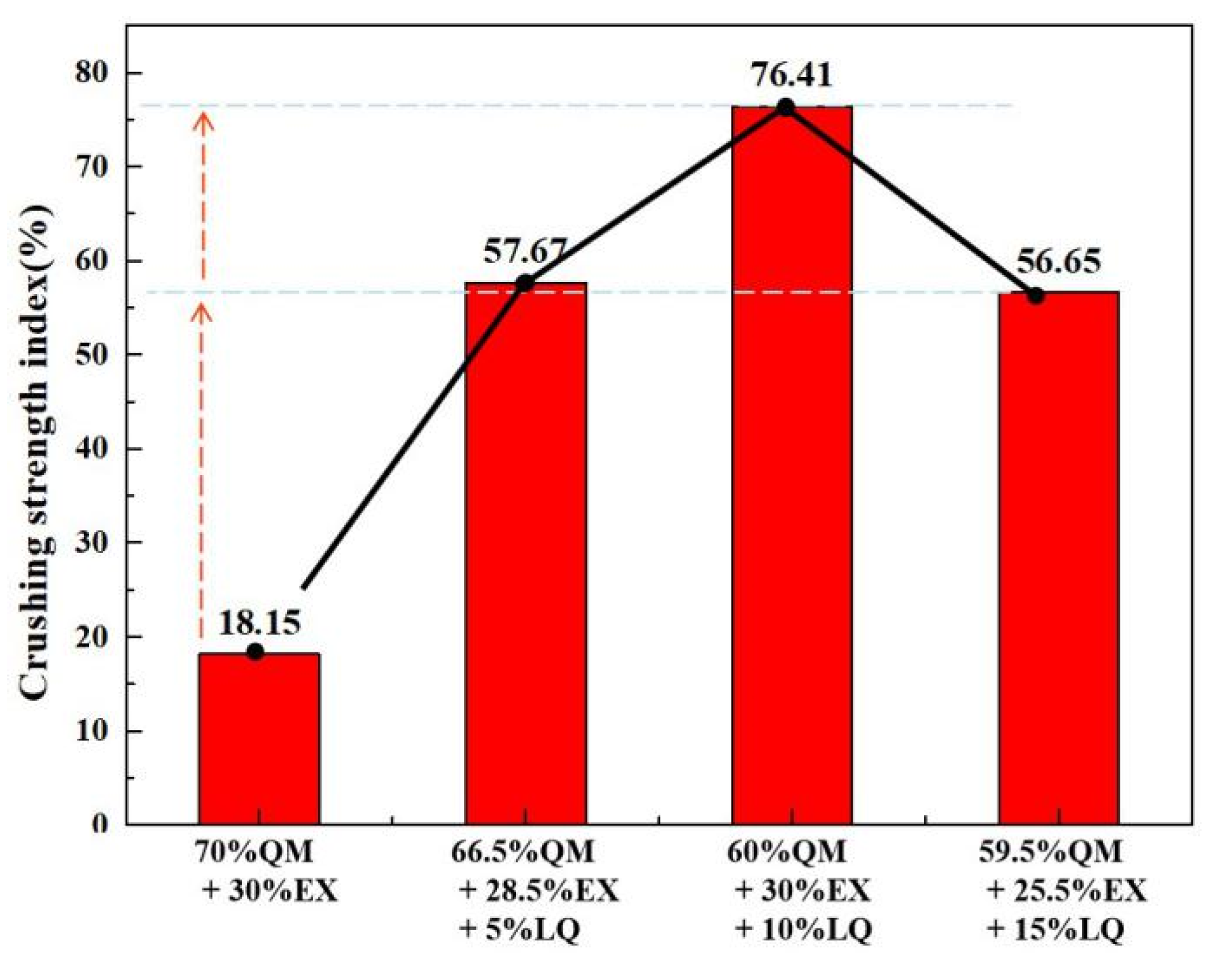
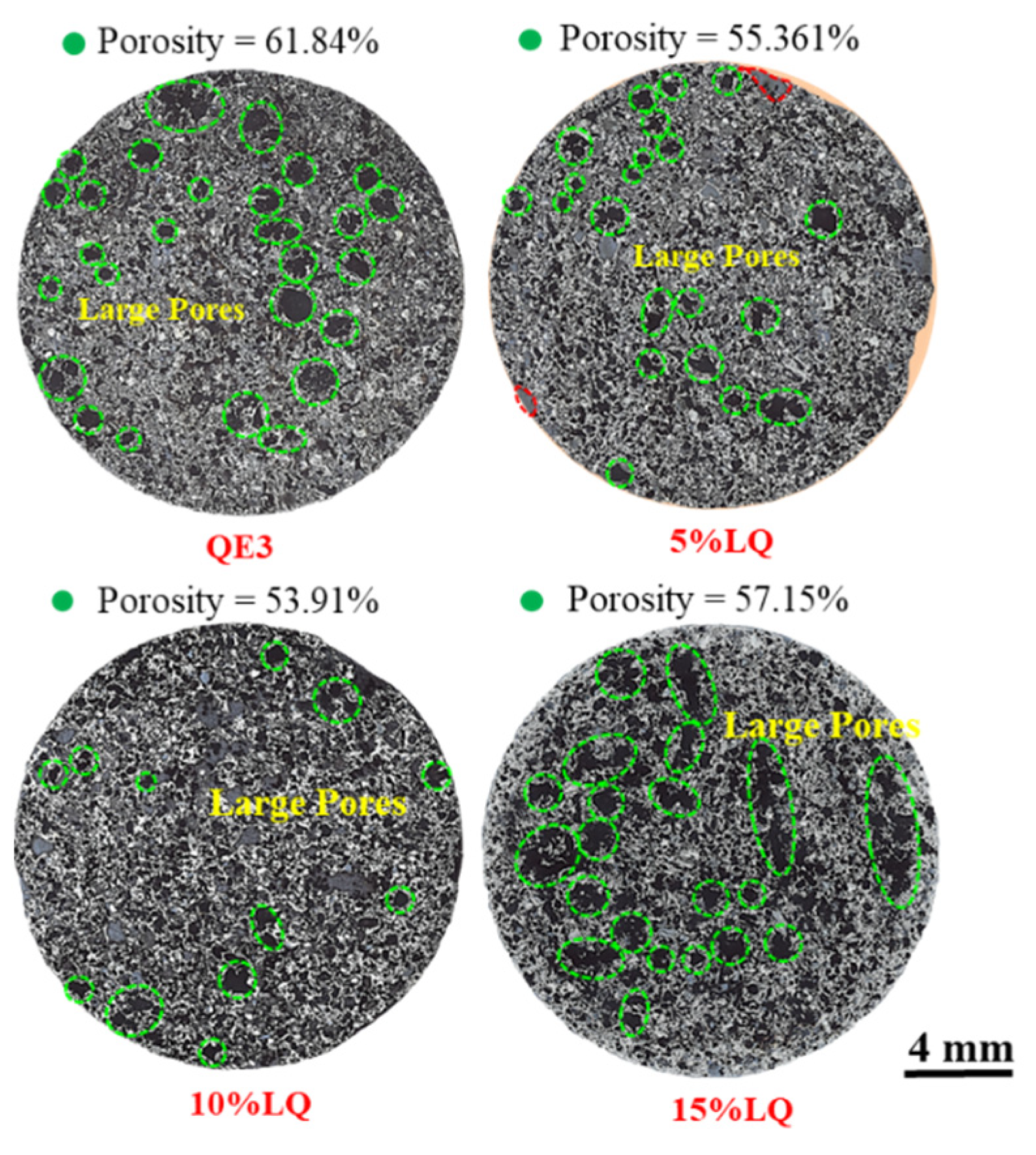
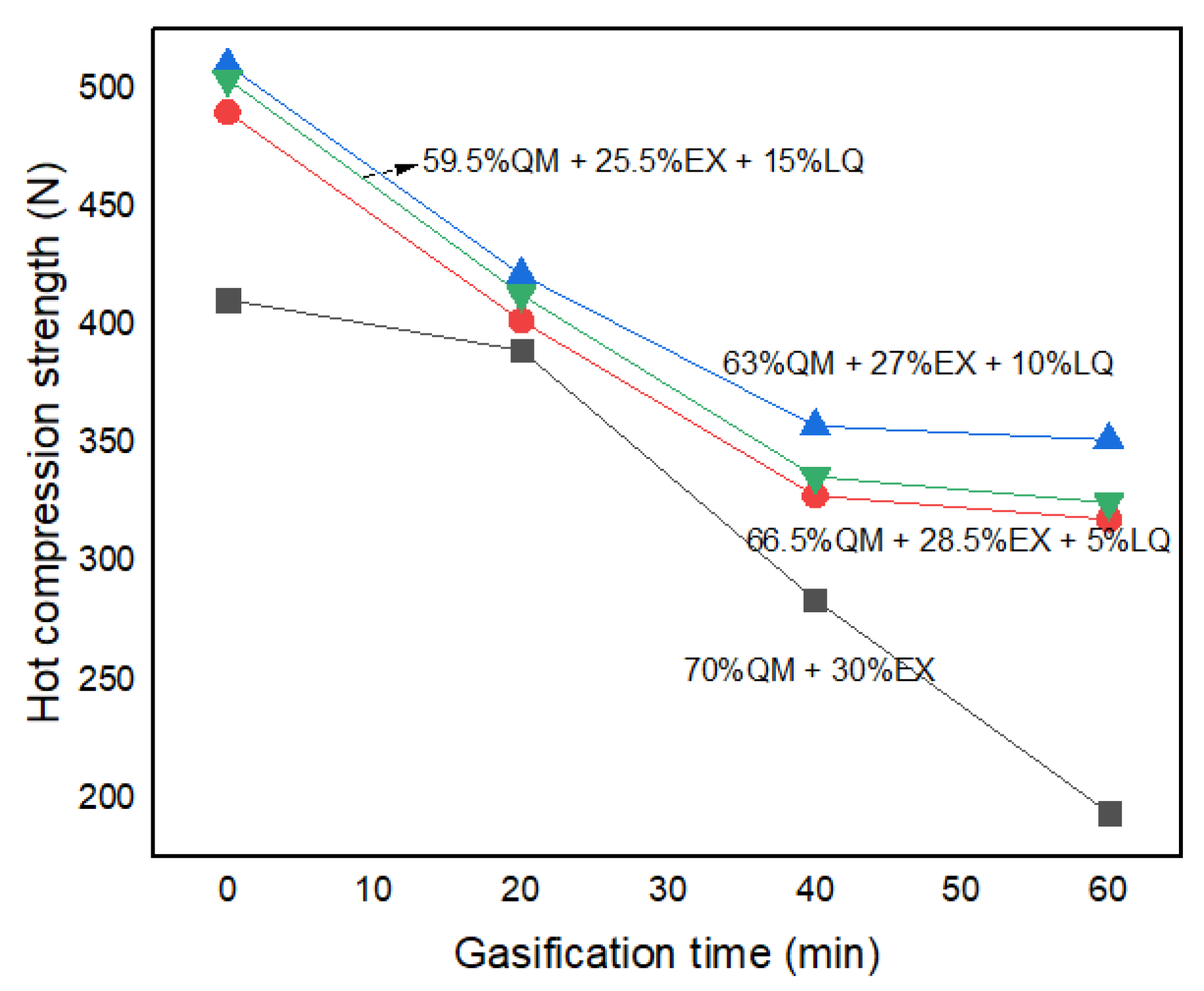
3.3. Effect of Coal Tar Pitch Amount on the Crushing Strength of Ferro-Coke
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Gao, Y. The five-year plan for green industrial development was released. China Pet. Chem. Ind. 2016, 8, 78. [Google Scholar] [CrossRef]
- Wu, L. Reserves, production, and utilization of main coking coal mining areas in China. Coal Qual. Technol. 2007, S1, 20–23. [Google Scholar]
- Du, M.; He, J. The development of coking industry and coal elending technolgy in Hebei province. Energy Metall. Ind. 2003, 149–154. [Google Scholar] [CrossRef]
- Huang, Q. Problems and countermeasures in geological exploration of coal resources in China. Coal Econ. Res. 2005, 1, 16–17. [Google Scholar] [CrossRef]
- Wang, X. Iron and Steel Metallurgy (Iron-Making Part); Metallurgical Industry Press: Beijing, China, 2000; pp. 310–315. ISBN 7-5024-0836-3. [Google Scholar]
- Cheng, L. Blast Furnace Ironmaking Process and Calculation; Metallurgical Industry Press: Beijing, China, 1991; pp. 80–89. ISBN 7-5024-0849-5. [Google Scholar]
- Naito, M.; Okamoto, A.; Yamaguchi, K.; Yamaguchi, T.; Inoue, Y. Improvement of blast furnace reaction efficiency by temperature control of thermal reserve zone. Nippon Steel Tech. Rep. 2006, 94, 103–108. [Google Scholar]
- Nomura, S.; Higuchi, K.; Kunitomo, K.; Naito, M. Reaction behavior of formed iron coke and its effect on decreasing thermal reserve zone temperature in blast furnace. ISIJ Int. 2010, 50, 1388–1395. [Google Scholar] [CrossRef] [Green Version]
- Wang, H.; Chu, M.; Ying, Z.; Zhao, W.; Liu, Z.; Tang, J. Current status on ferro coke technology development. Sinter. Pelletizing 2017, 42, 44–53. [Google Scholar] [CrossRef]
- Nomura, S.; Terashima, H.; Sato, E.; Naito, M. Some fundamental aspects of highly reactive iron coke production. ISIJ Int. 2007, 47, 823–830. [Google Scholar] [CrossRef] [Green Version]
- Zhang, H.; Bi, X.; Shi, S.; Wu, Q.; Sun, C.; Ma, Y.; Cheng, X.; Li, P. Influence of iron ore addition into coal blend for coke-making on coke properties. J. Wuhan Univ. Sci. Technol. Nat. Sci. Ed. 2014, 37, 91–96. [Google Scholar]
- Shi, H.; Huang, J.; Song, L. Thermal gravimetric analysis of effect of iron on coke solution loss reaction. J. Iron Steel Res. Int. 2016, l28, 35–39. [Google Scholar] [CrossRef]
- Nomura, S.; Naito, M.; Yamaguchi, K. Post-reaction strength of catalyst-added highly reactive coke. ISIJ Int. 2007, 47, 831–839. [Google Scholar] [CrossRef] [Green Version]
- Wang, H.; Chu, M.; Wang, Z.; Zhao, W.; Liu, Z.; Tang, J.; Ying, Z. Research on the post-reaction strength of iron coke hot briquette under different conditions. JOM 2018, 70, 1929–1936. [Google Scholar] [CrossRef]
- Anyashiki, T.; Fukada, K.; Fujimoto, H. Development of carbon iron composite process. JFE Tech. Rep. 2009, 13, 1–6. [Google Scholar]
- Wang, H.; Chu, M.; Zhao, W.; Liu, Z. Effect of process parameters on the compressive strength of iron coke hot briquette. J. Northeast. Univ. Nat. Sci. 2016, 37, 810–814. [Google Scholar] [CrossRef]
- Taylor, J.W.; Coban, A. Formed coke from lignite, and the critical role of air. Fuel 1987, 66, 141–142. [Google Scholar] [CrossRef]
- Metzinger, T.; Huttinger, K.J. Investigations on the cross-linking of binder pitch matrix of carbon bodies with molecular oxygen—Part I. Chemistry of reactions between pitch and oxygen. Carbon 1997, 35, 885–889. [Google Scholar] [CrossRef]
- Zhong, Q.; Yang, Y.; Li, Q.; Xu, B.; Jiang, T. Coal tar pitch and molasses blended binder for production of formed coal briquettes from high volatile coal. Fuel Process. Technol. 2017, 157, 12–19. [Google Scholar] [CrossRef]
- Zhong, Q.; Yang, Y.; Jiang, T.; Li, Q.; Xu, B. Xylene activation of coal tar pitch binding characteristics for production of metallurgical quality briquettes from coke breeze. Fuel Process. Technol. 2016, 148, 12–18. [Google Scholar] [CrossRef]
- Uchida, A.; Kanai, T.; Yamazaki, Y.; Hiraki, K.; Saito, Y.; Aoki, H.; Komatsu, N.; Okuyama, N.; Hamaguchi, M. Quantitative evaluation of effect of hyper-coal on ferro-coke strength index. ISIJ Int. 2013, 53, 403–410. [Google Scholar] [CrossRef] [Green Version]
- Uchida, A.; Yamazaki, Y.; Matsuo, S.; Saito, Y.; Matsushita, Y.; Aoki, H.; Hamaguchi, M. Effect of iron ore reduction on ferro-coke strength with hypercoal addition. ISIJ Int. 2016, 56, 2132–2139. [Google Scholar] [CrossRef] [Green Version]
- Uchida, A.; Yamazaki, Y.; Matsuo, S.; Saito, Y.; Matsushita, Y.; Aoki, H.; Hamaguchi, M. Effect of HPC (Hyper-coal) on strength of ferro-coke during caking temperature. ISIJ Int. 2017, 57, 1524–1530. [Google Scholar] [CrossRef] [Green Version]
- Xu, R.; Dai, B.; Wang, W.; Schenk, J.; Xue, Z. Effect of iron ore type on the thermal behaviour and kinetics of coal-iron ore briquettes during coking. Fuel Process. Technol. 2018, 173, 11–20. [Google Scholar] [CrossRef]
- Xu, R.; Zheng, H.; Wang, W.; Schenk, J.; Xue, Z. Influence of iron minerals on the volume, strength, and CO2 gasification of ferro-coke. Energy Fuels 2018, 32, 12118–12127. [Google Scholar] [CrossRef]
- Zheng, H.; Wang, W.; Xu, R.; Zan, R.; Schenk, J.; Xue, Z. Effect of the particle size of iron ore on the pyrolysis kinetic behaviour of coal-iron ore briquettes. Energies 2018, 11, 2595. [Google Scholar] [CrossRef] [Green Version]
- Wang, W.; Wang, J.; Xu, R.; Yu, Y.; Jing, Y.; Xue, Z. Influence mechanism of zinc on the solution loss reaction of coke used in blast furnace. Fuel Process. Technol. 2017, 159, 118–127. [Google Scholar] [CrossRef]
- Xu, R.; Huang, X.; Wang, W.; Deng, S.; Zheng, H.; Song, M.; Wang, F. Investigation on the Microstructure, thermal strength and gasification mechanism of modified ferro-coke with coal tar pitch. Metall. Mater. Trans. B 2020, 51, 1526–1539. [Google Scholar] [CrossRef]
- Xing, X.; Pang, Z.; Mo, C.; Wang, S.; Ju, J. Effect of MgO and BaO on Viscosity and Structure of Blast Furnace Slag. J. Non Cryst. Solids 2020, 530, 119801. [Google Scholar] [CrossRef]
- Xing, X.; Pang, Z.; Zheng, J.; Du, Y.; Ju, J. Effect of MgO and K2O on High-Al Silicon–Manganese Alloy Slag Viscosity and Structure. Minerals 2020, 10, 810. [Google Scholar] [CrossRef]
- Zhang, J.; Guo, J.; Wang, G.; Zhang, L.; Xu, T.; Zheng, C. Effect of iron ore fines addition on microstructure and properties of iron-coke. Iron Steel 2016, 51, 22–29. [Google Scholar] [CrossRef]
- Hu, D. Crystallite structure characteristics of coke. Iron Steel 2006, 41, 10–12. [Google Scholar] [CrossRef]
- Wang, G.; Zhang, J.; Lee, J.; Mao, X. Hydrothermal carbonization of maize straw for hydrochar production and its injection for blast furnace. Appl. Energy 2020, 226, 114818. [Google Scholar] [CrossRef]
- Wang, G.; Ren, S.; Zhang, J.; Ning, X.; Liang, W.; Zhang, N.; Wang, C. Influence mechanism of alkali metals on CO2 gasification properties of metallurgical coke. Chem. Eng. J. 2020, 387, 124093. [Google Scholar] [CrossRef]
- Nieto-Delgado, C.; Cannon, F.S.; Paulsen, P.D.; Furness, J.C.; Voigt, R.C.; Pagnotti, V.R. Bindered anthracite briquettes as fuel alternative to metallurgical coke: Full scale performance in cupola furnaces. Fuel 2014, 121, 39–47. [Google Scholar] [CrossRef]
- Benk, A.; Coban, A. Investigation of resole, novalac and coal tar pitch blended binder for the production of metallurgical quality formed coke briquettes from coke breeze and anthracite. Fuel Process. Technol. 2011, 92, 631–638. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Proximate Analysis, Air Dry Basis | Ultimate Analysis, Air Dry Basis | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Moisture | Volatiles | Ash | Fixed Carbon | C | H | N | S | O | |
| QM | 2.63 | 31.58 | 8.27 | 57.52 | 69.78 | 8.07 | 0.73 | 0.19 | 10.33 |
| Sample | SiO2 | Al2O3 | Fe2O3 | CaO | MgO | TiO2 | SO2 | K2O | Na2O | MnO |
|---|---|---|---|---|---|---|---|---|---|---|
| QM | 67.53 | 21.97 | 1.57 | 3.02 | 0.60 | 1.47 | 0.91 | 1.76 | 0.75 | 0.02 |
| Sample | TFe | FeO | CaO | SiO2 | MgO | Al2O3 | P | S | LOI |
|---|---|---|---|---|---|---|---|---|---|
| EX | 55.15 | 0.82 | 0.19 | 11.59 | 0.34 | 4.55 | 0.13 | 0.02 | 1.63 |
| Binders | Phenolic Resin | Corn Starch | Silicon Power | Coal Tar Pitch | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Sample | QM | QE1 | QE2 | QE3 | QE4 | QE5 | SZ | DF | GF | LQ | 5%LQ | 15%LQ |
| Amounts of coal | 100 | 90 | 80 | 70 | 60 | 50 | 63 | 63 | 63 | 63 | 66.5 | 59.5 |
| Amounts of iron ore | 0 | 10 | 20 | 30 | 40 | 50 | 27 | 27 | 27 | 27 | 28.5 | 25.5 |
| Amounts of binder | 0 | 0 | 0 | 0 | 0 | 0 | 10 | 10 | 10 | 10 | 5 | 15 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, R.; Deng, S.; Wang, W.; Zheng, H.; Chen, S.; Huang, X.; Wang, F. Effect of Binders on the Crushing Strength of Ferro-Coke. Materials 2021, 14, 850. https://doi.org/10.3390/ma14040850
Xu R, Deng S, Wang W, Zheng H, Chen S, Huang X, Wang F. Effect of Binders on the Crushing Strength of Ferro-Coke. Materials. 2021; 14(4):850. https://doi.org/10.3390/ma14040850
Chicago/Turabian StyleXu, Runsheng, Shuliang Deng, Wei Wang, Heng Zheng, Shaopeng Chen, Xiaoming Huang, and Fangfang Wang. 2021. "Effect of Binders on the Crushing Strength of Ferro-Coke" Materials 14, no. 4: 850. https://doi.org/10.3390/ma14040850
APA StyleXu, R., Deng, S., Wang, W., Zheng, H., Chen, S., Huang, X., & Wang, F. (2021). Effect of Binders on the Crushing Strength of Ferro-Coke. Materials, 14(4), 850. https://doi.org/10.3390/ma14040850