
Coir Fibers Treated with Henna as a Potential Reinforcing Filler in the Synthesis of Polyurethane Composites



Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Instruments and Methods
2.3. Synthesis of PUR Composites
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ababsa, H.S.; Safidine, Z.; Mekki, A.; Grohens, Y.; Ouadah, A.; Chabane, H. Fire behavior of flame-retardant polyurethane semi-rigid foam in presence of nickel (II) oxide and graphene nanoplatelets additives. J. Polym. Res. 2021, 28, 87. [Google Scholar] [CrossRef]
- Gurusamy Thangavelu, S.A.; Mukherjee, M.; Layana, K.; Dinesh Kumar, C.; Sulthana, Y.R.; Rohith Kumar, R.; Ananthan, A.; Muthulakshmi, V.; Mandal, A.B. Biodegradable polyurethanes foam and foam fullerenes nanocomposite strips by one-shot moulding: Physicochemical and mechanical properties. Mater. Sci. Semicond. Process. 2020, 112, 105018. [Google Scholar] [CrossRef]
- Kosmela, P.; Hejna, A.; Suchorzewski, J.; Piszczyk, Ł.; Haponiuk, J.T. Study on the structure-property dependences of rigid PUR-PIR foams obtained from marine biomass-based biopolyol. Materials 2020, 13, 1257. [Google Scholar] [CrossRef] [Green Version]
- Kosmela, P.; Suchorzewski, J.; Formela, K.; Kazimierski, P.; Haponiuk, J.T.; Piszczyk, Ł. Microstructure-property relationship of polyurethane foams modified with Baltic Sea biomass: Microcomputed tomography vs. scanning electron microscopy. Materials 2020, 13, 5734. [Google Scholar] [CrossRef]
- Mysiukiewicz, O.; Barczewski, M. Crystallization of polylactide-based green composites filled with oil-rich waste fillers. J. Polym. Res. 2020, 27, 3. [Google Scholar] [CrossRef]
- Hejna, A.; Barczewski, M.; Kosmela, P.; Mysiukiewicz, O.; Kuzmin, A. Coffee silverskin as a multifunctional waste filler for high-density polyethylene green composites. J. Compos. Sci. 2021, 5, 44. [Google Scholar] [CrossRef]
- Paciorek-Sadowska, J.; Borowicz, M.; Chmiel, E.; Lubczak, J. Use of a mixture of polyols based on metasilicic acid and recycled PLA for synthesis of rigid polyurethane foams susceptible to biodegradation. Int. J. Mol. Sci. 2021, 22, 69. [Google Scholar] [CrossRef]
- Borowicz, M.; Paciorek-Sadowska, J.; Isbrandt, M. Synthesis and application of new bio-polyols based on mustard oil for the production of selected polyurethane materials. Ind. Crops Prod. 2020, 155, 112831. [Google Scholar] [CrossRef]
- Kurańska, M.; Beneš, H.; Sałasińska, K.; Prociak, A.; Malewska, E.; Polaczek, K. Development and characterization of “green open-cell polyurethane foams” with reduced flammability. Materials 2020, 13, 5459. [Google Scholar] [CrossRef]
- Paciorek-Sadowska, J.; Borowicz, M.; Isbrandt, M.; Czupryński, B.; Apiecionek, Ł. The use of waste from the production of rapeseed oil for obtaining of new polyurethane composites. Polymers 2019, 11, 1431. [Google Scholar] [CrossRef] [Green Version]
- Członka, S.; Strąkowska, A.; Kairytė, A. The impact of hemp shives impregnated with selected plant oils on mechanical, thermal, and insulating properties of polyurethane composite foams. Materials (Basel) 2020, 13. [Google Scholar]
- Kerche, E.F.; Silva, V.D.; Silveira Jankee, G.; Schrekker, H.S.; Avila Delucis, R.; Irulappasamy, S.; Amico, S.C. Aramid pulp treated with imidazolium ionic liquids as a filler in rigid polyurethane bio-foams. J. Appl. Polym. Sci. 2021, 50492. [Google Scholar] [CrossRef]
- De Avila Delucis, R.; Fischer Kerche, E.; Gatto, D.A.; Magalhães Esteves, W.L.; Petzhold, C.L.; Campos Amico, S. Surface response and photodegradation performance of bio-based polyurethane-forest derivatives foam composites. Polym. Test. 2019, 80, 106102. [Google Scholar] [CrossRef]
- De Avila Delucis, R.; Magalhães, W.L.E.; Petzhold, C.L.; Amico, S.C. Forest-based resources as fillers in biobased polyurethane foams. J. Appl. Polym. Sci. 2018, 135. [Google Scholar] [CrossRef]
- Członka, S.; Strąkowska, A.; Kairytė, A.; Kremensas, A. Nutmeg filler as a natural compound for the production of polyurethane composite foams with antibacterial and anti-aging properties. Polym. Test. 2020, 86, 106479. [Google Scholar] [CrossRef]
- Członka, S.; Strakowska, A.; Strzelec, K.; Kairyte, A.; Kremensas, A. Bio-based polyurethane composite foams with improved mechanical, thermal, and antibacterial properties. Materials (Basel) 2020, 13, 1–20. [Google Scholar]
- Bledzki, A.K.; Zhang, W.; Chate, A. Natural-fibre-reinforced polyurethane microfoams. Compos. Sci. Technol. 2001, 61, 2405–2411. [Google Scholar] [CrossRef]
- Silva, M.C.; Takahashi, J.A.; Chaussy, D.; Belgacem, M.N.; Silva, G.G. Composites of rigid polyurethane foam and cellulose fiber residue. J. Appl. Polym. Sci. 2010, 117, 3665–3672. [Google Scholar] [CrossRef]
- Hejna, A.; Kopczyńska, M.; Kozłowska, U.; Klein, M.; Kosmela, P.; Piszczyk, Ł. Foamed polyurethane composites with different types of ash—Morphological, mechanical and thermal behavior assessments. Cell. Polym. 2016, 35, 287–308. [Google Scholar] [CrossRef]
- Olszewski, A.; Kosmela, P.; Mielewczyk-Gryń, A.; Piszczyk, Ł. Bio-based polyurethane composites and hybrid composites containing a new type of bio-polyol and addition of natural and synthetic fibers. Materials 2020, 13, 2028. [Google Scholar] [CrossRef]
- Jonjaroen, V.; Ummartyotin, S.; Chittapun, S. Algal cellulose as a reinforcement in rigid polyurethane foam. Algal Res. 2020, 51, 102057. [Google Scholar] [CrossRef]
- Li, J.; Jiang, J.; Xu, J.; Xia, H.; Liu, P. Branched polyols based on oleic acid for production of polyurethane foams reinforced with bamboo fiber. Iran. Polym. J. 2016, 25, 811–822. [Google Scholar] [CrossRef]
- Siakeng, R.; Jawaid, M.; Asim, M.; Siengchin, S. Accelerated weathering and soil burial effect on biodegradability, colour and texture of coir/pineapple leaf fibres/PLA biocomposites. Polymers 2020, 12, 458. [Google Scholar] [CrossRef] [Green Version]
- Brasileiro, G.A.M.; Vieira, J.A.R.; Barreto, L.S. Use of coir pith particles in composites with Portland cement. J. Environ. Manag. 2013, 131, 228–238. [Google Scholar] [CrossRef] [PubMed]
- Arumugam, N.; Selvy, K.T.; Rao, K.V.; Rajalingam, P. Coconut-fiber-reinforced rubber composites. J. Appl. Polym. Sci. 1989, 37, 2645–2659. [Google Scholar] [CrossRef]
- Hashim, S.M.; Salih, W.B. Study of effect reinforcement by coconut fiber on some mechanical and physical properties of thermoset polymer. In Proceedings of the 1st International Conference in Physical Science and Advance Materials (PAM 2019), Istanbul, Turkey, 20–25 September 2019. [Google Scholar]
- Sumesh, K.R.; Kanthavel, K. The influence of reinforcement, alkali treatment, compression pressure and temperature in fabrication of sisal/coir/epoxy composites: GRA and ANN prediction. Polym. Bull. 2020, 77, 4609–4629. [Google Scholar] [CrossRef]
- Van Dam, J.E.G.; Van Den Oever, M.J.A.; Keijsers, E.R.P. Production process for high density high performance binderless boards from whole coconut husk. Ind. Crops Prod. 2004, 20, 97–101. [Google Scholar] [CrossRef]
- Cichosz, S.; Masek, A. Thermal behavior of green cellulose-filled thermoplastic elastomer polymer blends. Molecules 2020, 25, 1279. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Liu, Y.; Xie, J.; Wu, N.; Wang, L.; Ma, Y.; Tong, J. Influence of silane treatment on the mechanical, tribological and morphological properties of corn stalk fiber reinforced polymer composites. Tribol. Int. 2019, 131, 398–405. [Google Scholar] [CrossRef]
- Borysiak, S. Fundamental studies on lignocellulose/polypropylene composites: Effects of wood treatment on the transcrystalline morphology and mechanical properties. J. Appl. Polym. Sci. 2013, 127, 1309–1322. [Google Scholar] [CrossRef]
- Członka, S.; Kairytė, A.; Miedzińska, K.; Strąkowska, A. Polyurethane hybrid composites reinforced with lavender residue functionalized with kaolinite and hydroxyapatite. Materials 2021, 14, 415. [Google Scholar] [CrossRef]
- Strakowska, A.; Członka, S.; Kairyte, A. Rigid polyurethane foams reinforced with poss-impregnated sugar beet pulp filler. Materials 2020, 13, 5493. [Google Scholar] [CrossRef]
- Pasandi Pour, A.; Farahbakhsh, H. Lawsonia inermis L. leaves aqueous extract as a natural antioxidant and antibacterial product. Nat. Prod. Res. 2020, 34, 3399–3403. [Google Scholar] [CrossRef] [PubMed]
- Rahmoun, N.; Boucherit-Otmani, Z.; Boucherit, K.; Benabdallah, M.; Choukchou-Braham, N. Antifungal activity of the Algerian Lawsonia inermis (henna). Pharm. Biol. 2013, 51, 131–135. [Google Scholar] [CrossRef]
- Zohourian, T.H.; Quitain, A.T.; Sasaki, M.; Goto, M. Extraction of bioactive compounds from leaves of Lawsonia inermis by green pressurized fluids. Sep. Sci. Technol. 2012, 47, 1006–1013. [Google Scholar] [CrossRef]
- ISO 2555. Plastics—Resins in the Liquid State or as Emulsions or Dispersions—Determination of Apparent Viscosity by the Brookfield Test Method. Available online: https://www.iso.org/obp/ui/#iso:std:iso:2555:ed-3:v1:en (accessed on 20 January 2021).
- ISO 4590:2016. Rigid Cellular Plastics—Determination of the Volume Percentage of Open Cells and of Closed Cells. Available online: https://www.iso.org/standard/60771.html (accessed on 11 November 2020).
- ISO 844. Preview Rigid Cellular Plastics—Determination of Compression Properties. Available online: https://www.iso.org/obp/ui/#iso:std:iso:844:ed-6:v1:en (accessed on 20 January 2021).
- ISO 178. Plastics—Determination of Flexural Properties. Available online: https://www.iso.org/obp/ui/#iso:std:iso:178:ed-6:v1:en (accessed on 20 January 2021).
- Chandrakalavathi, T.; Sudha, V.; Sindhuja, M.; Harinipriya, S.; Jeyalakshmi, R. Photosonoelectrochemical analysis of Lawsonia inermis (henna) and artificial dye used in tattoo and dye industry. J. Photochem. Photobiol. A Chem. 2018, 360, 44–57. [Google Scholar] [CrossRef]
- Musa, M.S.M.; Sulaiman, W.R.W.; Majid, Z.A.; Majid, Z.A.; Idris, A.K.; Rajaei, K. Henna extract as a potential sacrificial agent in reducing surfactant adsorption on kaolinite: The role of salinity. J. King Saud Univ. Eng. Sci. 2020, 32, 543–547. [Google Scholar] [CrossRef]
- Gómez-Fernández, S.; Ugarte, L.; Calvo-Correas, T.; Peña-Rodríguez, C.; Corcuera, M.A.; Eceiza, A. Properties of flexible polyurethane foams containing isocyanate functionalized kraft lignin. Ind. Crops Prod. 2017, 100, 51–64. [Google Scholar] [CrossRef]
- Lee, L.J.; Zeng, C.; Cao, X.; Han, X.; Shen, J.; Xu, G. Polymer nanocomposite foams. Compos. Sci. Technol. 2005, 65, 2344–2363. [Google Scholar] [CrossRef]
- Kairytė, A.; Kizinievič, O.; Kizinievič, V.; Kremensas, A. Synthesis of biomass-derived bottom waste ash based rigid biopolyurethane composite foams: Rheological behaviour, structure and performance characteristics. Compos. Part Appl. Sci. Manuf. 2019, 117, 193–201. [Google Scholar] [CrossRef]
- Ciecierska, E.; Jurczyk-Kowalska, M.; Bazarnik, P.; Kowalski, M.; Krauze, S.; Lewandowska, M. The influence of carbon fillers on the thermal properties of polyurethane foam. J. Therm. Anal. Calorim. 2016, 123, 283–291. [Google Scholar] [CrossRef] [Green Version]
- Formela, K.; Hejna, A.; Zedler, Ł.; Przybysz, M.; Ryl, J.; Saeb, M.R.; Piszczyk, Ł. Structural, thermal and physico-mechanical properties of polyurethane/brewers’ spent grain composite foams modified with ground tire rubber. Ind. Crops Prod. 2017, 108, 844–852. [Google Scholar] [CrossRef]
- Sung, G.; Kim, J.H. Influence of filler surface characteristics on morphological, physical, acoustic properties of polyurethane composite foams filled with inorganic fillers. Compos. Sci. Technol. 2017, 146, 147–154. [Google Scholar] [CrossRef]
- Zhang, S.; Xiang, A.; Tian, H.; Rajulu, A.V. Water-blown castor oil-based polyurethane foams with soy protein as a reactive reinforcing filler. J. Polym. Environ. 2018, 26, 15–22. [Google Scholar] [CrossRef]
- Wolska, A.; Goździkiewicz, M.; Ryszkowska, J. Thermal and mechanical behaviour of flexible polyurethane foams modified with graphite and phosphorous fillers. J. Mater. Sci. 2012, 47, 5627–5634. [Google Scholar] [CrossRef] [Green Version]
- Członka, S.; Strąkowska, A.; Pospiech, P.; Strzelec, K. Effects of chemically treated eucalyptus fibers on mechanical, thermal and insulating properties of polyurethane composite foams. Materials 2020, 13, 1781. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Członka, S.; Bertino, M.F.; Strzelec, K. Rigid polyurethane foams reinforced with industrial potato protein. Polym. Test. 2018, 68, 135–145. [Google Scholar] [CrossRef]
- Mosiewicki, M.A.; Dell’Arciprete, G.A.; Aranguren, M.I.; Marcovich, N.E. Polyurethane foams obtained from castor oil-based polyol and filled with wood flour. J. Compos. Mater. 2009, 43, 3057–3072. [Google Scholar] [CrossRef]
- Finlay, K.A.; Gawryla, M.D.; Schiraldi, D.A. Effects of fiber reinforcement on clay aerogel composites. Materials 2015, 8, 5440–5451. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ciecierska, E.; Jurczyk-Kowalska, M.; Bazarnik, P.; Gloc, M.; Kulesza, M.; Kowalski, M.; Krauze, S.; Lewandowska, M. Flammability, mechanical properties and structure of rigid polyurethane foams with different types of carbon reinforcing materials. Compos. Struct. 2016, 140, 67–76. [Google Scholar] [CrossRef]
- Gu, R.; Konar, S.; Sain, M. Preparation and characterization of sustainable polyurethane foams from soybean oils. JAOCS J. Am. Oil Chem. Soc. 2012, 89, 2103–2111. [Google Scholar] [CrossRef]
- Mizera, K.; Ryszkowska, J.; Kurańska, M.; Prociak, A. The effect of rapeseed oil-based polyols on the thermal and mechanical properties of ureaurethane elastomers. Polym. Bull. 2020, 77, 823–846. [Google Scholar] [CrossRef] [Green Version]
- Kurańska, M.; Polaczek, K.; Auguścik-Królikowska, M.; Prociak, A.; Ryszkowska, J. Open-cell rigid polyurethane bio-foams based on modified used cooking oil. Polymer 2020, 190, 122164. [Google Scholar] [CrossRef]
- Cichosz, S.; Masek, A. Cellulose fibers hydrophobization via a hybrid chemical modification. Polymers 2019, 11, 1174. [Google Scholar] [CrossRef] [Green Version]
- Cichosz, S.; Masek, A. Superiority of cellulose non-solvent chemical modification over solvent-involving treatment: Solution for green chemistry (part I). Materials 2020, 13, 2552. [Google Scholar] [CrossRef]
- Kurańska, M.; Beneš, H.; Prociak, A.; Trhlíková, O.; Walterová, Z.; Stochlińska, W. Investigation of epoxidation of used cooking oils with homogeneous and heterogeneous catalysts. J. Clean. Prod. 2019, 236, 117615. [Google Scholar] [CrossRef]
- Kurańska, M.; Barczewski, M.; Uram, K.; Lewandowski, K.; Prociak, A.; Michałowski, S. Basalt waste management in the production of highly effective porous polyurethane composites for thermal insulating applications. Polym. Test. 2019, 76, 90–100. [Google Scholar] [CrossRef]
- Barczewski, M.; Kurańska, M.; Sałasińska, K.; Michałowski, S.; Prociak, A.; Uram, K.; Lewandowski, K. Rigid polyurethane foams modified with thermoset polyester-glass fiber composite waste. Polym. Test. 2020, 81, 106190. [Google Scholar] [CrossRef]
- Luo, X.; Xiao, Y.; Wu, Q.; Zeng, J. Development of high-performance biodegradable rigid polyurethane foams using all bioresource-based polyols: Lignin and soy oil-derived polyols. Int. J. Biol. Macromol. 2018, 115, 786–791. [Google Scholar] [CrossRef] [PubMed]
- Mahmood, N.; Yuan, Z.; Schmidt, J.; Xu, C. Preparation of bio-based rigid polyurethane foam using hydrolytically depolymerized Kraft lignin via direct replacement or oxypropylation. Eur. Polym. J. 2015, 68, 1–9. [Google Scholar] [CrossRef]
- Tian, H.; Wu, J.; Xiang, A. Polyether polyol-based rigid polyurethane foams reinforced with soy protein fillers. J. Vinyl Addit. Technol. 2018, 24, E105–E111. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component | PUR_NEAT | PUR_C_1 | PUR_C_2 | PUR_C_5 |
|---|---|---|---|---|
| Parts by Weight (wt %) 1 | ||||
| STEPANPOL PS-2352 | 100 | 100 | 100 | 100 |
| PUROCYN B | 160 | 160 | 160 | 160 |
| Kosmos 75 | 6 | 6 | 6 | 6 |
| Kosmos 33 | 0.8 | 0.8 | 0.8 | 0.8 |
| Tegostab B8513 | 2.5 | 2.5 | 2.5 | 2.5 |
| Water | 0.5 | 0.5 | 0.5 | 0.5 |
| Pentane/cyclopentane | 11 | 11 | 11 | 11 |
| Coir-fiber filler (coir fibers treated with henna) | 0 | 1 | 2 | 5 |
| Sample | L * | a * | b * | ΔE * |
|---|---|---|---|---|
| Before UV-Aging | ||||
| PUR_NEAT | 14.3 | 63.4 | −7.5 | 0 |
| PUR_C_1 | 17.2 | 78.1 | −3.7 | 14.6 |
| PUR_C_2 | 22.5 | 78.3 | −1.2 | 21.2 |
| PUR_C_5 | 28.2 | 79.3 | −0.2 | 25.2 |
| After UV-Aging | ||||
| PUR_NEAT | 65.5 | 18.5 | −4.1 | 50.2 |
| PUR_C_1 | 55.4 | 31.1 | −3.0 | 48.1 |
| PUR_C_2 | 54.3 | 38.4 | −2.9 | 42.5 |
| PUR_C_5 | 51.1 | 49.6 | 0.5 | 41.5 |
| Sample | Before UV-Aging | After UV-Aging | |||||
|---|---|---|---|---|---|---|---|
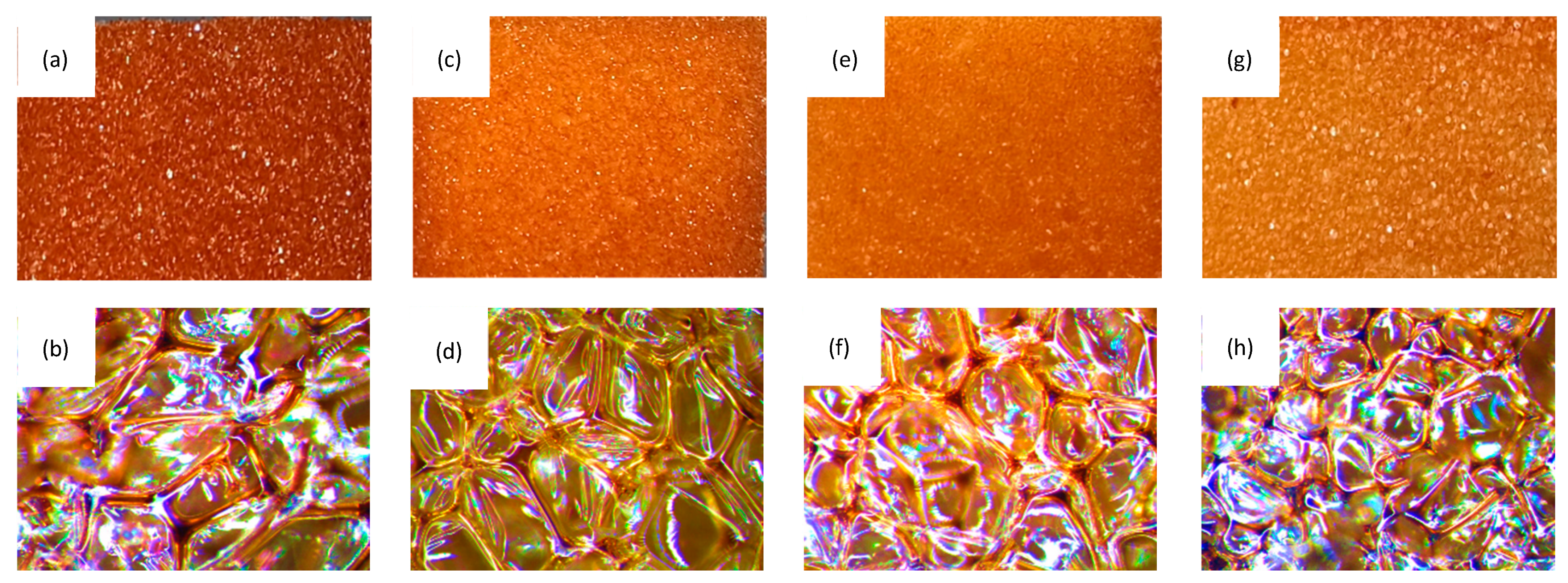
| Cell Size [µm] | Closed-Cell Content [%] | Apparent Density [kg m−3] | Cell Size [µm] | Closed-Cell Content [%] | Apparent Density [kg m−3] | ||
| PUR_NEAT | 490 | 85.2 | 35.9 | 505 | 75.4 | 31.3 | |
| PUR_C_1 | 455 | 85.9 | 37.9 | 470 | 76.2 | 33.5 | |
| PUR_C_2 | 440 | 83.2 | 38.2 | 455 | 75.2 | 33.7 | |
| PUR_C_5 | 430 | 78.6 | 38.6 | 450 | 70.2 | 35.8 | |
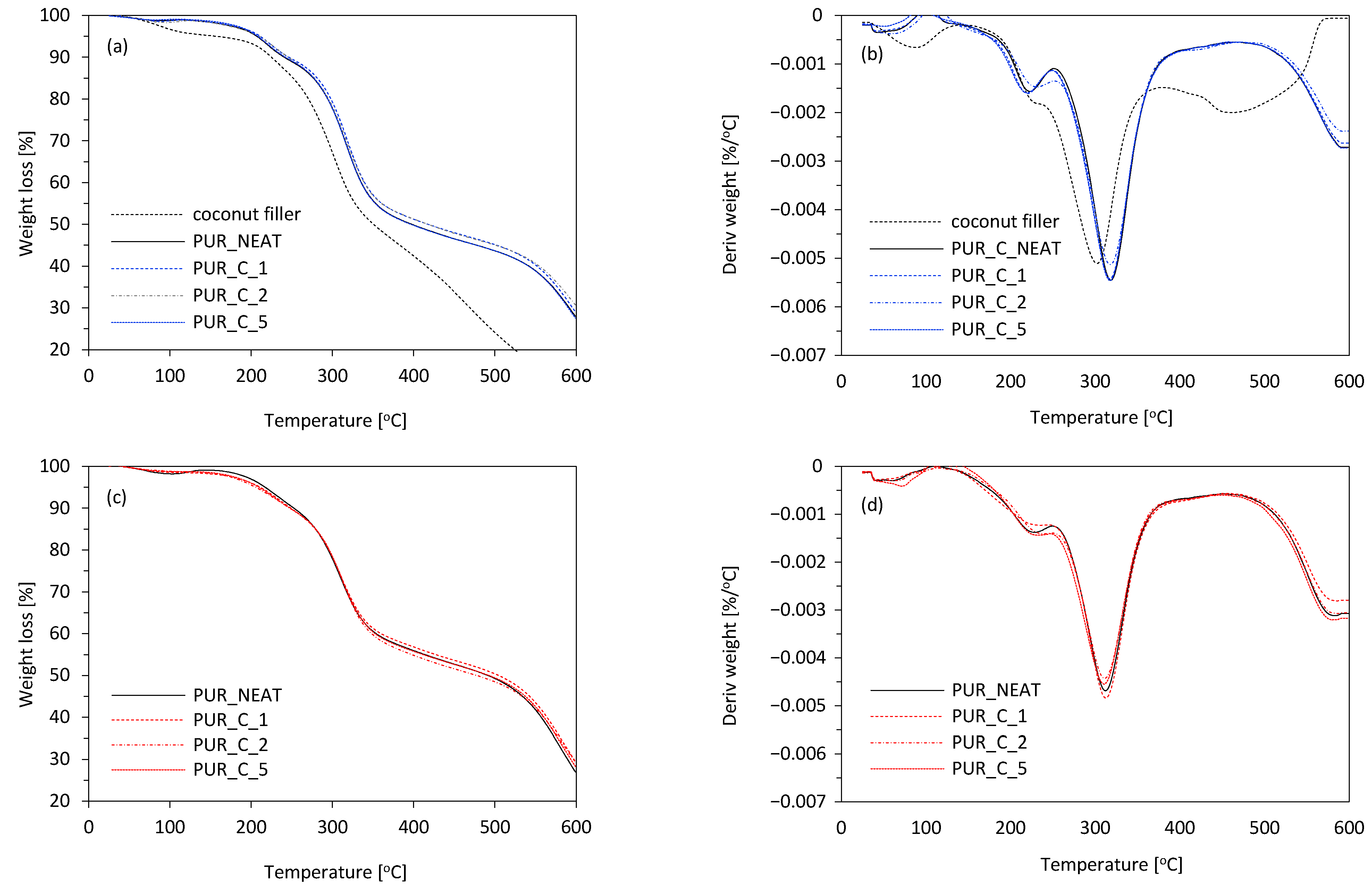
| Sample Codes | T10% [°C] | T50% [°C] | T80% [°C] | Char Residue (at 600 °C) [%] |
|---|---|---|---|---|
| Before UV-Aging | ||||
| PUR_NEAT | 213 | 312 | 585 | 29.2 |
| PUR_C_1 | 215 | 320 | 592 | 30.3 |
| PUR_C_2 | 225 | 319 | 595 | 30.9 |
| PUR_C_5 | 210 | 310 | 576 | 28.7 |
| After UV-Aging | ||||
| PUR_NEAT | 227 | 309 | 579 | 28.3 |
| PUR_C_1 | 230 | 313 | 582 | 28.9 |
| PUR_C_2 | 231 | 315 | 585 | 28.8 |
| PUR_C_5 | 231 | 308 | 586 | 28.2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Członka, S.; Strąkowska, A.; Kairytė, A. Coir Fibers Treated with Henna as a Potential Reinforcing Filler in the Synthesis of Polyurethane Composites. Materials 2021, 14, 1128. https://doi.org/10.3390/ma14051128
Członka S, Strąkowska A, Kairytė A. Coir Fibers Treated with Henna as a Potential Reinforcing Filler in the Synthesis of Polyurethane Composites. Materials. 2021; 14(5):1128. https://doi.org/10.3390/ma14051128
Chicago/Turabian StyleCzłonka, Sylwia, Anna Strąkowska, and Agnė Kairytė. 2021. "Coir Fibers Treated with Henna as a Potential Reinforcing Filler in the Synthesis of Polyurethane Composites" Materials 14, no. 5: 1128. https://doi.org/10.3390/ma14051128
APA StyleCzłonka, S., Strąkowska, A., & Kairytė, A. (2021). Coir Fibers Treated with Henna as a Potential Reinforcing Filler in the Synthesis of Polyurethane Composites. Materials, 14(5), 1128. https://doi.org/10.3390/ma14051128