
Study on the Technology of Monodisperse Droplets by a High-Throughput and Instant-Mixing Droplet Microfluidic System

 ,
,  and
and
Abstract
:1. Introduction
2. Materials and Methods
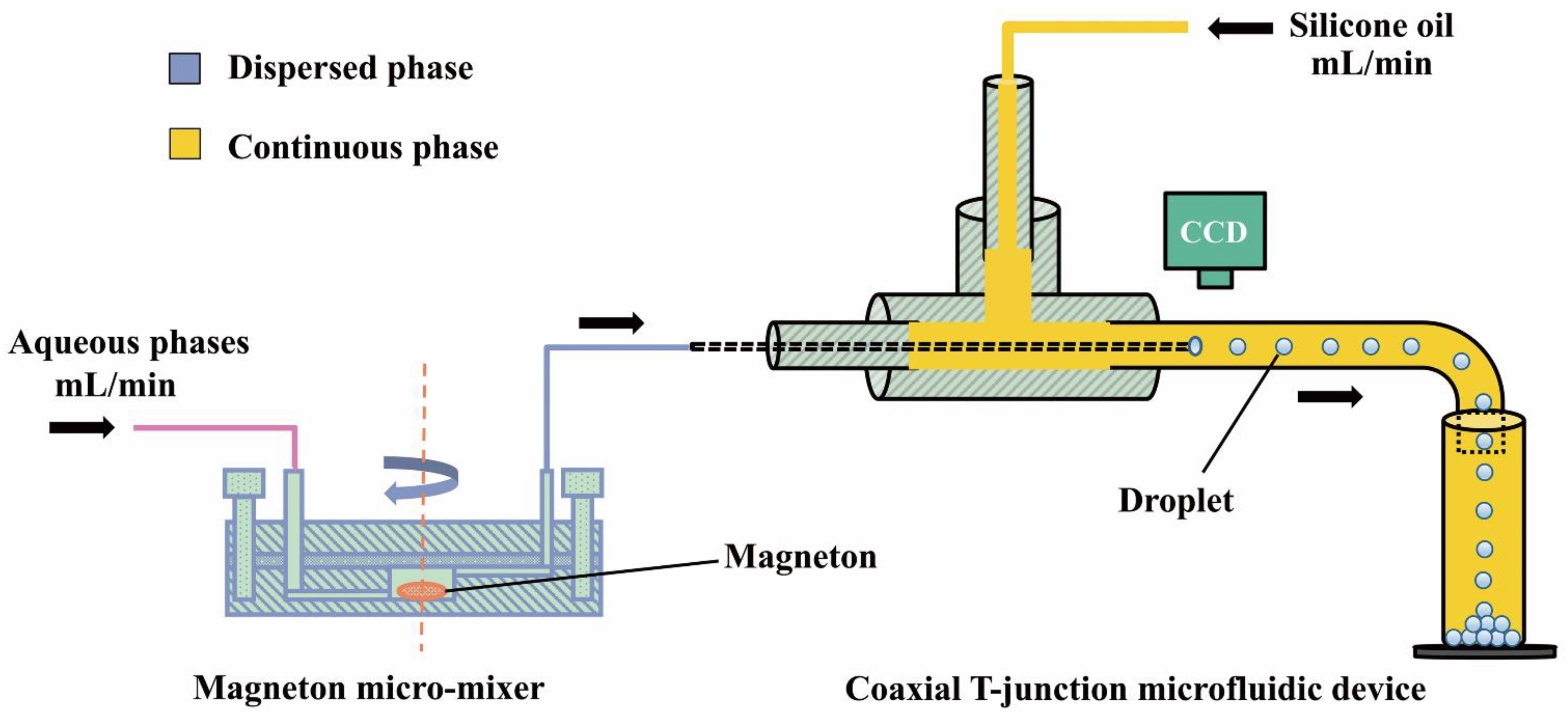
2.1. Construction of High-Throughput and Instant-Mixing Droplet Microfluidic System
2.2. Mixing-Target Liquids
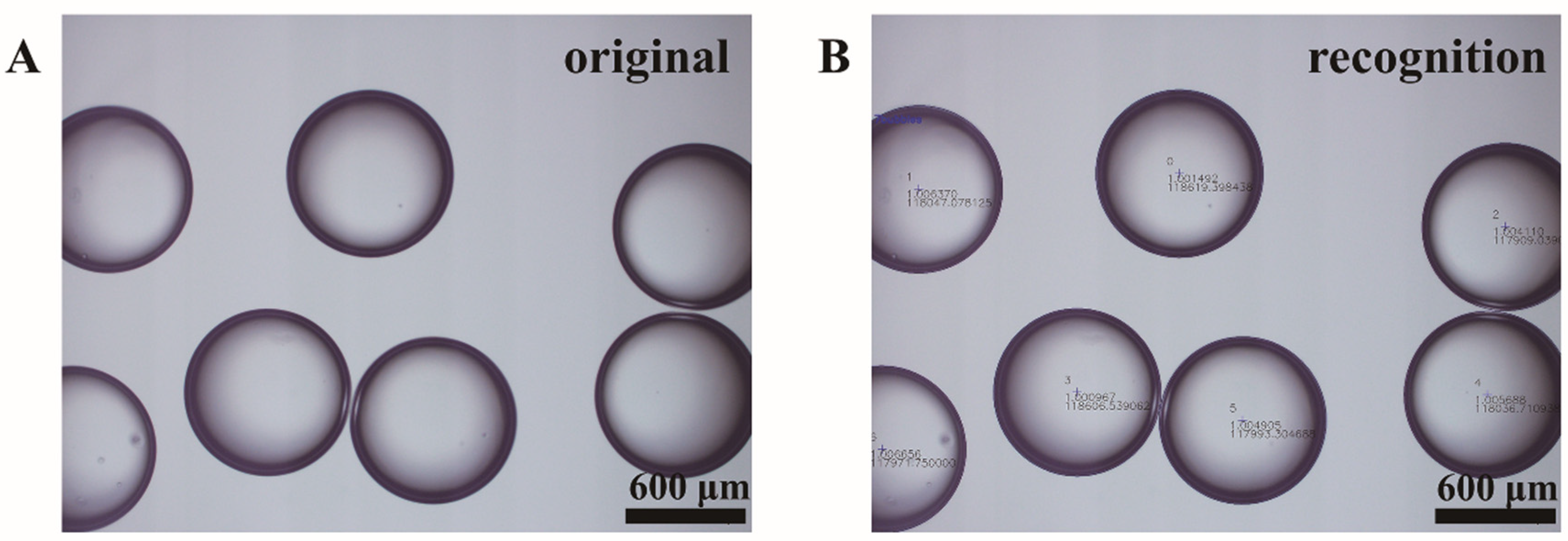
2.3. Characterization
3. Results and Discussion
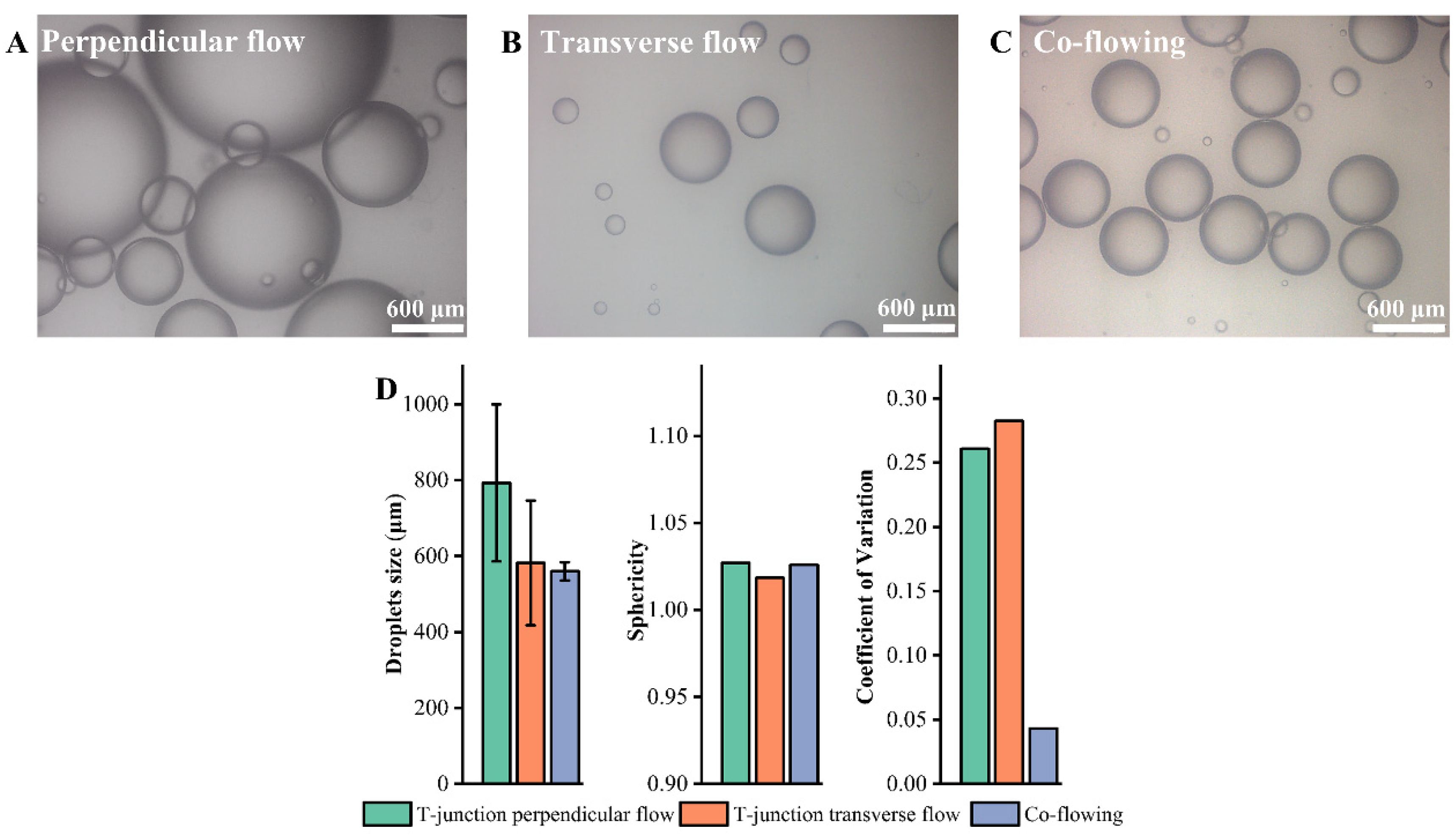
3.1. The Structure of the T-Junction Microfluidic Device
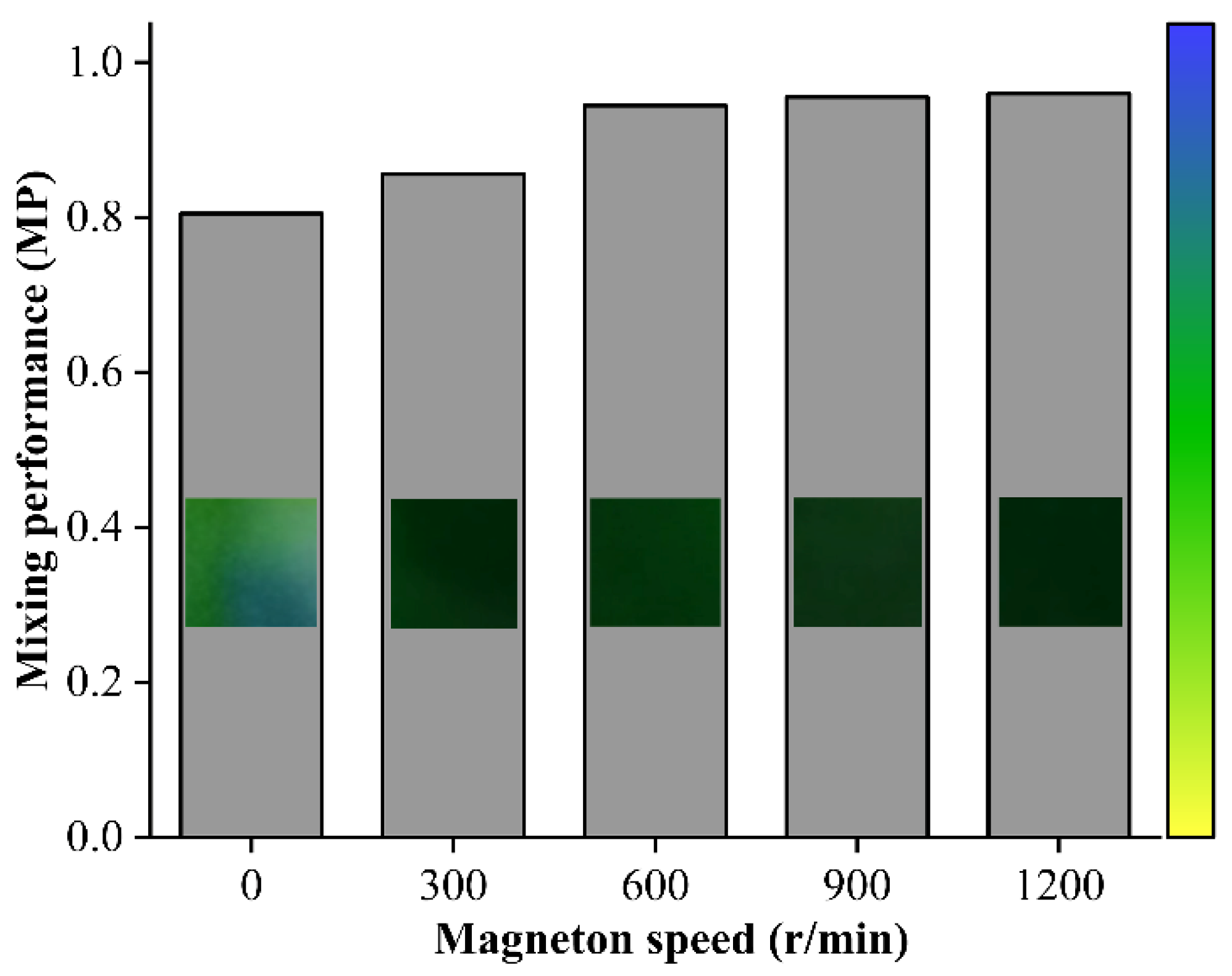
3.2. The Magneton Rotation Speed
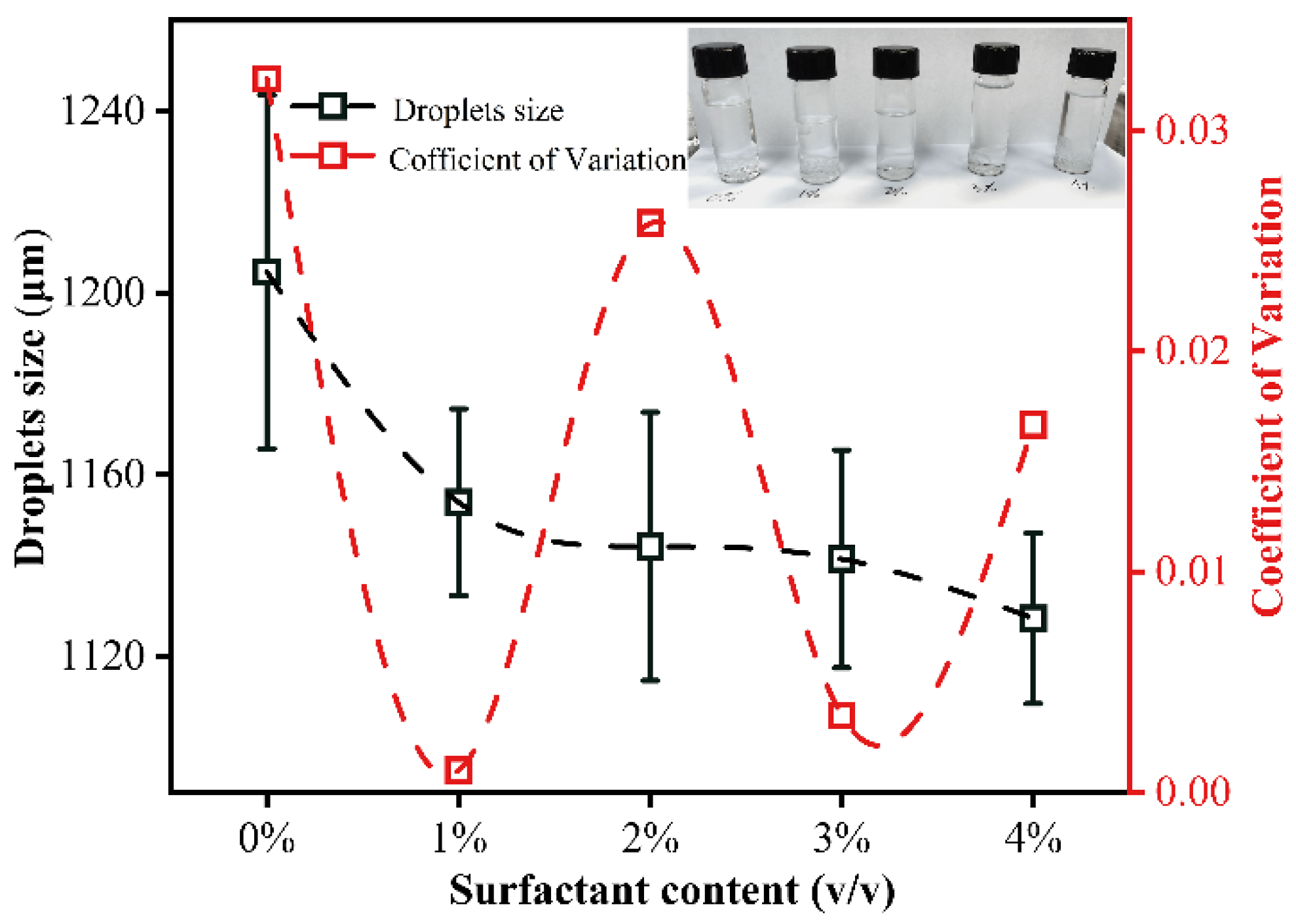
3.3. The Content of Surfactant
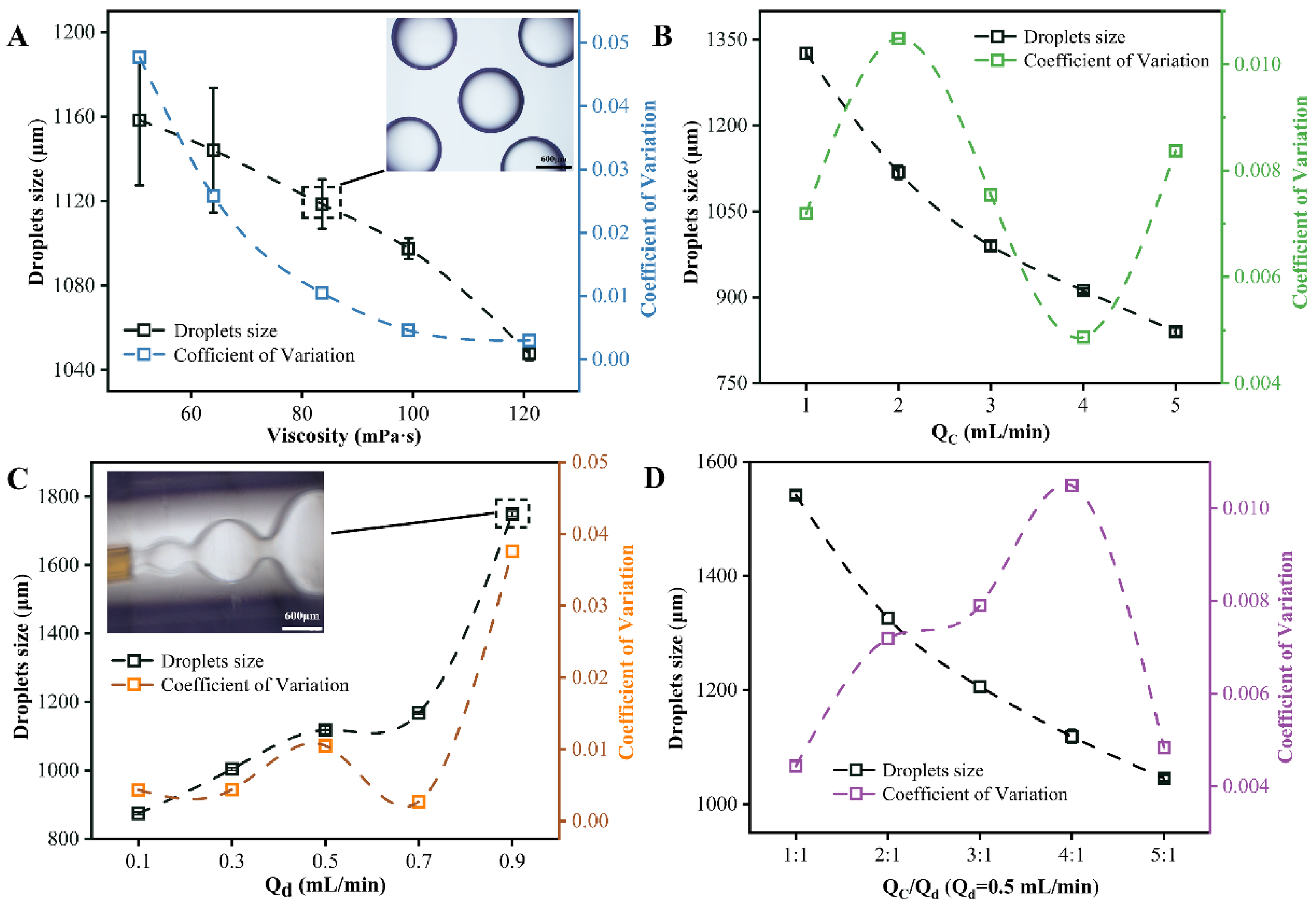
3.4. Factors Affecting Droplets’ Sizes and Coefficient of Variation
3.5. Correlation Analysis of Influencing Factors
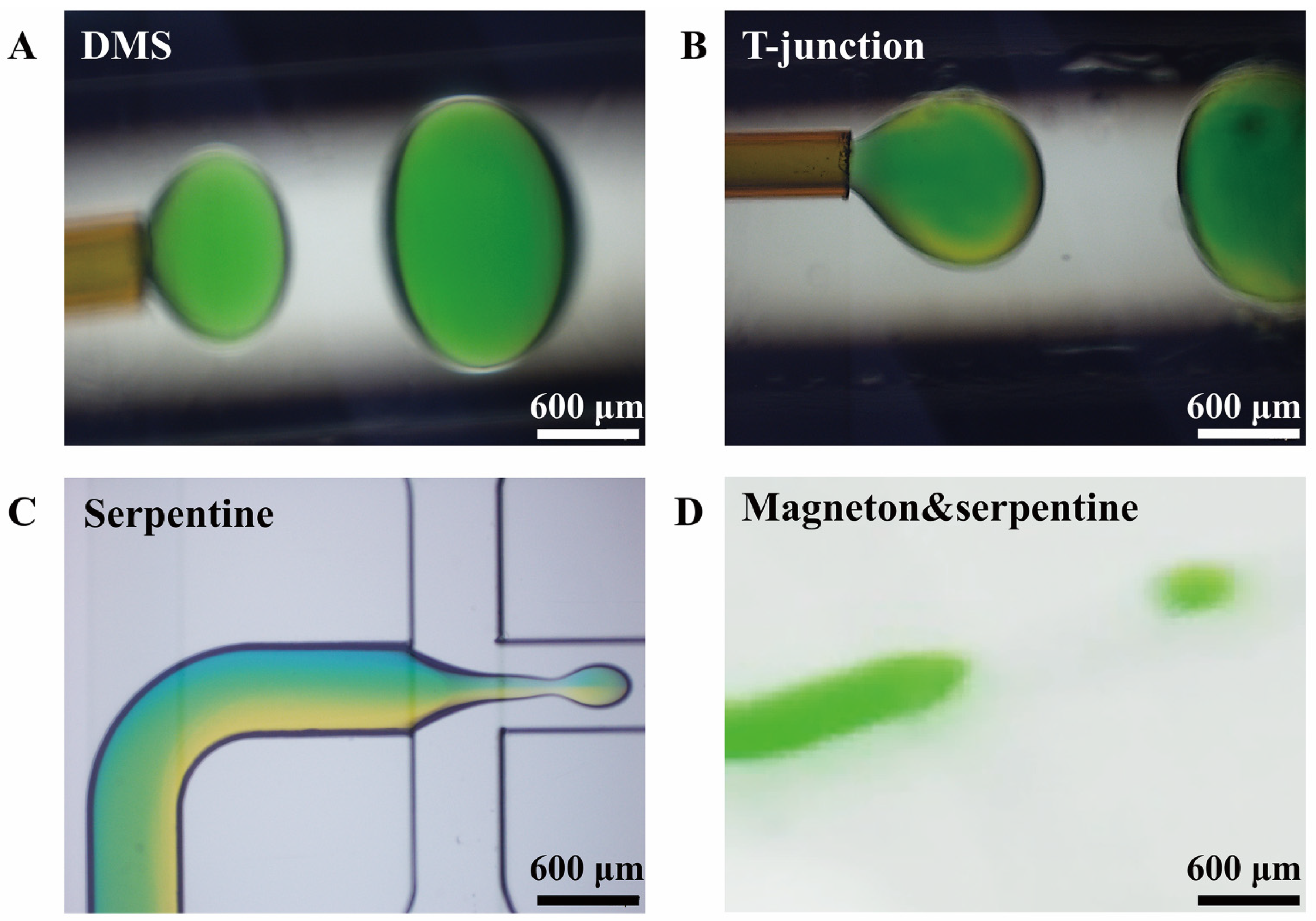
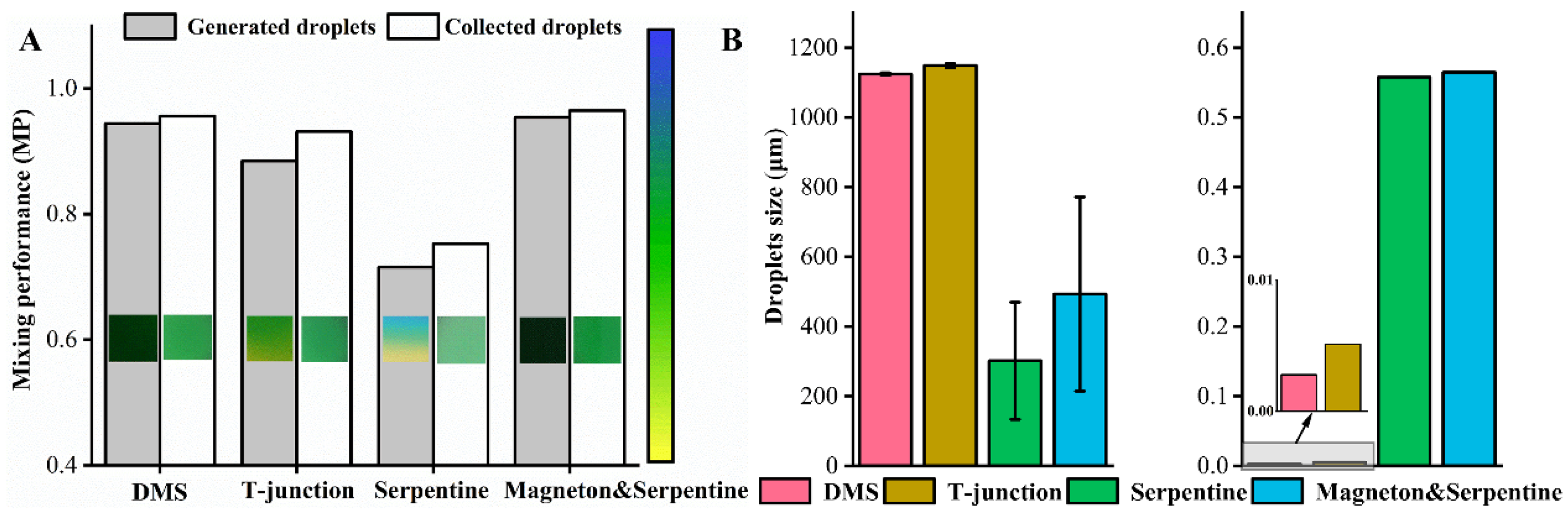
3.6. Mixing Performance and Uniformity of Droplets’ Sizes
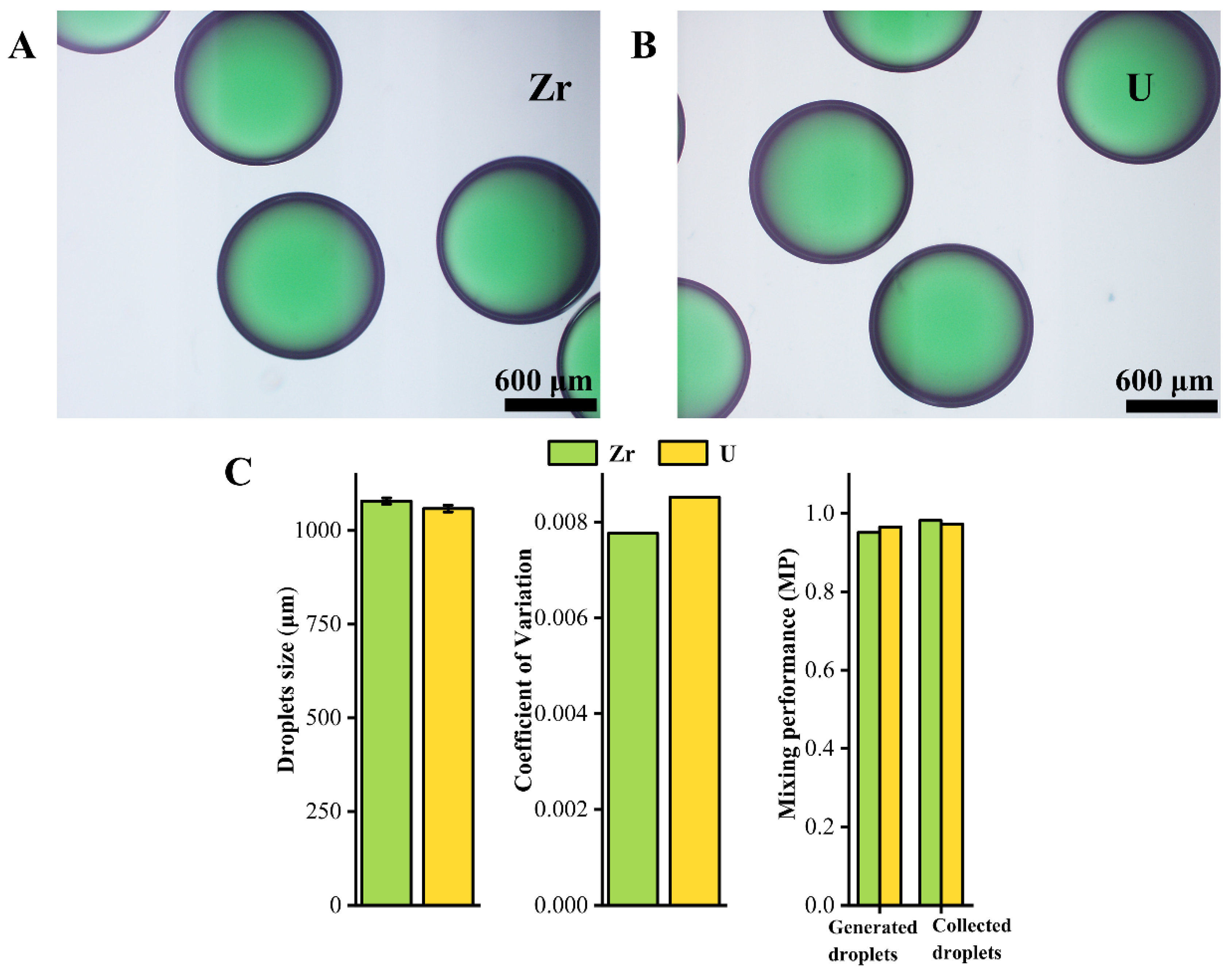
3.7. Simulated Broths Experiment by DMS
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Park, S.J.; La, M.; Cha, K.J.; Kim, D.S. Development of contaminant-free and effective micro-mixing methods based on non-contact dispensing system. Microelectron. Eng. 2013, 111, 175–179. [Google Scholar] [CrossRef]
- Chen, X.; Liu, S.; Chen, Y.; Wang, S. A review on species mixing in droplets using passive and active micromixers. Int. J. Environ. Anal. Chem. 2019, 101, 422–432. [Google Scholar] [CrossRef]
- Joanicot, M.; Ajdari, A. Droplet Control for Microfluidics. Science 2005, 309, 887–888. [Google Scholar] [CrossRef]
- Hartman, R.L.; Jensen, K.F. Microchemical systems for continuous-flow synthesis. Lab Chip 2009, 9, 2495–2507. [Google Scholar] [CrossRef]
- Ufer, A.; Sudhoff, D.; Mescher, A.; Agar, D.W. Suspension catalysis in a liquid–liquid capillary microreactor. Chem. Eng. J. 2011, 167, 468–474. [Google Scholar] [CrossRef]
- Patnaik, P.R. Microbioreactors for Cell Cultures: Analysis, Modeling, Control, Applications and Beyond. Int. J. Bioautomation 2015, 19 (Suppl. 1), S1–S42. [Google Scholar]
- Toda, K.; Ebisu, Y.; Hirota, K.; Ohira, S.I. Membrane-based microchannel device for continuous quantitative extraction of dissolved free sulfide from water and from oil. Anal. Chim. Acta 2012, 741, 38–46. [Google Scholar] [CrossRef]
- Serra, C.A.; Chang, Z. Microfluidic-assisted synthesis of polymer particles. Chem. Eng. Technol. 2008, 31, 1099–1115. [Google Scholar] [CrossRef]
- Dendukuri, D.; Doyle, P.S. The Synthesis and Assembly of Polymeric Microparticles Using Microfluidics. Adv. Mater. 2010, 21, 4071–4086. [Google Scholar] [CrossRef]
- Elmas, S.; Pospisilova, A.; Sekulska, A.A.; Vasilev, V.; Nann, T.; Thornton, S.; Priest, C. Photometric Sensing of Active Chlorine, Total Chlorine, and pH on a Microfluidic Chip for Online Swimming Pool Monitoring. Sensors 2020, 20, 3099. [Google Scholar] [CrossRef]
- Reis, M.H.; Leibfarth, F.A.; Pitet, L.M. Polymerizations in Continuous Flow: Recent Advances in the Synthesis of Diverse Polymeric Materials. ACS Macro Lett. 2020, 9, 123–133. [Google Scholar] [CrossRef] [Green Version]
- Bhatia, S.N.; Ingber, D.E. Microfluidic organs-on-chips. Nat. Biotechnol. 2014, 32, 760–772. [Google Scholar] [CrossRef] [PubMed]
- Koester, S.; Angile, F.E.; Duan, H.; Agresti, J.J.; Wintner, A.; Schmitz, C.; Rowat, A.C.; Merten, C.A.; Pisignano, D.; Griffiths, A.D.; et al. Drop-based microfluidic devices for encapsulation of single cells. Lab Chip 2008, 8, 1110–1115. [Google Scholar] [CrossRef]
- Yi, C.; Li, C.W.; Ji, S.; Yang, M. Microfluidics technology for manipulation and analysis of biological cells. Anal. Chim. Acta 2006, 560, 1–23. [Google Scholar] [CrossRef]
- Chen, Y.; Wang, Y.J.; Yang, L.M.; Luo, G.S. Micrometer-sized monodispersed silica spheres with advanced adsorption properties. AIChE J. 2010, 54, 298–309. [Google Scholar] [CrossRef]
- Su, Y.F.; Kim, H.; Kovenklioglu, S.; Lee, W.Y. Continuous nanoparticle production by microfluidic-based emulsion, mixing and crystallization. J. Solid State Chem. 2007, 180, 2625–2629. [Google Scholar] [CrossRef]
- Wang, P.; Jiang, L.; Nunes, J.; Hao, S.; Chen, H. Droplet Micro-Reactor for Internal Gelation to Fabricate ZrO2 Ceramic Microspheres. J. Am. Ceram. Soc. 2017, 100, 41–48. [Google Scholar] [CrossRef]
- Frenz, L.; El Harrak, A.; Pauly, M.; Bégin-Colin, S.; Griffiths, A.D.; Baret, J.C. Droplet-based microreactors for the synthesis of magnetic iron oxide nanoparticles. Angew. Chem. 2010, 47, 6817–6820. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Y.; Wang, T.-H. Micro magnetic gyromixer for speeding up reactions in droplets. Microfluid. Nanofluid. 2012, 12, 787–794. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ward, K.; Fan, Z.H. Mixing in microfluidic devices and enhancement methods. J. Micromech. Microeng. 2015, 25, 094001. [Google Scholar] [CrossRef]
- Lee, C.Y.; Chang, C.L.; Wang, Y.N.; Fu, L.M. Microfluidic Mixing: A Review. Int. J. Mol. Sci. 2011, 12, 3263–3287. [Google Scholar] [CrossRef] [Green Version]
- Hessel, V.; Lowe, H.; Schonfeld, F. Micromixers—A review on passive and active mixing principles. Chem. Eng. Sci. 2005, 60, 2479–2501. [Google Scholar] [CrossRef]
- Gao, Y.; Ma, J.; Zhao, X.; Hao, S.; Deng, C.; Liu, B.; Franks, G. An Improved Internal Gelation Process for Preparing ZrO2 Ceramic Microspheres without Cooling the Precursor Solution. J. Am. Ceram. Soc. 2015, 98, 2732–2737. [Google Scholar] [CrossRef]
- Li, S.; Bai, J.; Cao, S.; Yin, X.; Tan, C.; Li, P.; Tian, W.; Wang, J.; Guo, H.; Qin, Z. An Improved Internal Gelation Process without Cooling the Solution for Preparing Uranium Dioxide Ceramic Microspheres. Ceram. Int. 2018, 44, 2524–2528. [Google Scholar] [CrossRef]
- Xu, R.; Chen, J.; Zhao, S.; Hao, S.; Zhao, X.; Li, J.; Deng, C.; Ma, J. Preparation of monodisperse ZrO2 ceramic microspheres (>200 μm) by coaxial capillary microfluidic device assisted internal gelation process. Ceram. Int. 2019, 45, 19627–19634. [Google Scholar]
- Lewis, P.C.; Graham, R.R.; Nie, Z.; Xu, S.; Seo, M.; Kumacheva, E. Continuous Synthesis of Copolymer Particles in Microfluidic Reactors. Macromolecules 2005, 38, 4536–4538. [Google Scholar] [CrossRef]
- Abbasnia, S.; Nasri, Z.; Najafi, M. Comparison of the mass transfer and efficiency of Nye tray and sieve tray by computational fluid dynamics. Sep. Purif. Technol. 2019, 215, 276–286. [Google Scholar] [CrossRef]
- Valipour, P.; Ghasemi, S.E.; Khosravani, M.R.; Ganji, D.D. Theoretical analysis on nonlinear vibration of fluid flow in single-walled carbon nanotube. J. Theor. Appl. Phys. 2016, 10, 211–218. [Google Scholar] [CrossRef] [Green Version]
- Bagheri, M.; Azmoodeh, M. Substrate Stiffness Changes Cell Rolling and Adhesion over L-selectin Coated Surface in a Viscous Shear Flow. arXiv 2019, arXiv:1910.00002. [Google Scholar]
- Sood, D.D. The role sol–gel process for nuclear fuels-an overview. J. Sol Gel Sci. Technol. 2011, 59, 404–416. [Google Scholar] [CrossRef]
- Arima, T.; Idemitsu, K.; Yamahira, K.; Torikai, S.; Inagaki, Y. Application of internal gelation to sol-gel synthesis of ceria-doped zirconia microspheres as nuclear fuel analogous materials. J. Alloys Compd. 2005, 394, 271–276. [Google Scholar] [CrossRef]
- Cramer, C.; Fischer, P.; Windhab, E.J. Drop formation in a co-flowing ambient fluid. Chem. Eng. Sci. 2004, 59, 3045–3058. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | Density (g/cm3) | Viscosity (mPa·s) | Interfacial Tension (mN/m) |
|---|---|---|---|
| Deionized water | 1.000 | 1.0 | 20.7 |
| Water with lemon yellow pigment | 1.013 | 8.1 | 20.5 |
| Water with kelly green pigment | 1.007 | 7.5 | 20.0 |
| Water with sky blue pigment | 1.001 | 7.8 | 20.2 |
| Zirconium broth [23] | 1.211 | 7.0 | 20.9 |
| Uranium broth [24] | 1.512 | 14.5 | 21.0 |
| Water with PVA and kelly green pigment for simulating zirconium broth | 1.003 | 8.1 | 19.6 |
| Water with PVA and kelly green pigment for simulating uranium broth | 1.008 | 15.2 | 20.0 |
| The Influencing Factors | Pearson Correlation with Droplets’ Size |
|---|---|
| The content of surfactant | −0.886 α |
| The viscosity of continuous phase | −0.987 β |
| The flow rate of continuous phase | −0.973 β |
| The flow rate of dispersed phase | 0.900 α |
| The flow ratio of continuous phase to dispersed phase | −0.974 β |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, R.; Zhao, S.; Nie, L.; Deng, C.; Hao, S.; Zhao, X.; Li, J.; Liu, B.; Ma, J. Study on the Technology of Monodisperse Droplets by a High-Throughput and Instant-Mixing Droplet Microfluidic System. Materials 2021, 14, 1263. https://doi.org/10.3390/ma14051263
Xu R, Zhao S, Nie L, Deng C, Hao S, Zhao X, Li J, Liu B, Ma J. Study on the Technology of Monodisperse Droplets by a High-Throughput and Instant-Mixing Droplet Microfluidic System. Materials. 2021; 14(5):1263. https://doi.org/10.3390/ma14051263
Chicago/Turabian StyleXu, Rui, Shijiao Zhao, Lei Nie, Changsheng Deng, Shaochang Hao, Xingyu Zhao, Jianjun Li, Bing Liu, and Jingtao Ma. 2021. "Study on the Technology of Monodisperse Droplets by a High-Throughput and Instant-Mixing Droplet Microfluidic System" Materials 14, no. 5: 1263. https://doi.org/10.3390/ma14051263
APA StyleXu, R., Zhao, S., Nie, L., Deng, C., Hao, S., Zhao, X., Li, J., Liu, B., & Ma, J. (2021). Study on the Technology of Monodisperse Droplets by a High-Throughput and Instant-Mixing Droplet Microfluidic System. Materials, 14(5), 1263. https://doi.org/10.3390/ma14051263