
Electrochemical and X-ray Examinations of Erosion Products during Dressing of Superhard Grinding Wheels Using Alternating Current and Ecological Electrolytes of Low Concentration of Chemical Compounds


Abstract
:1. Introduction
2. Materials and Methods
2.1. Main Aim of the Investigations
2.2. Characteristics of the Abrasive Tools and the Machine Tool
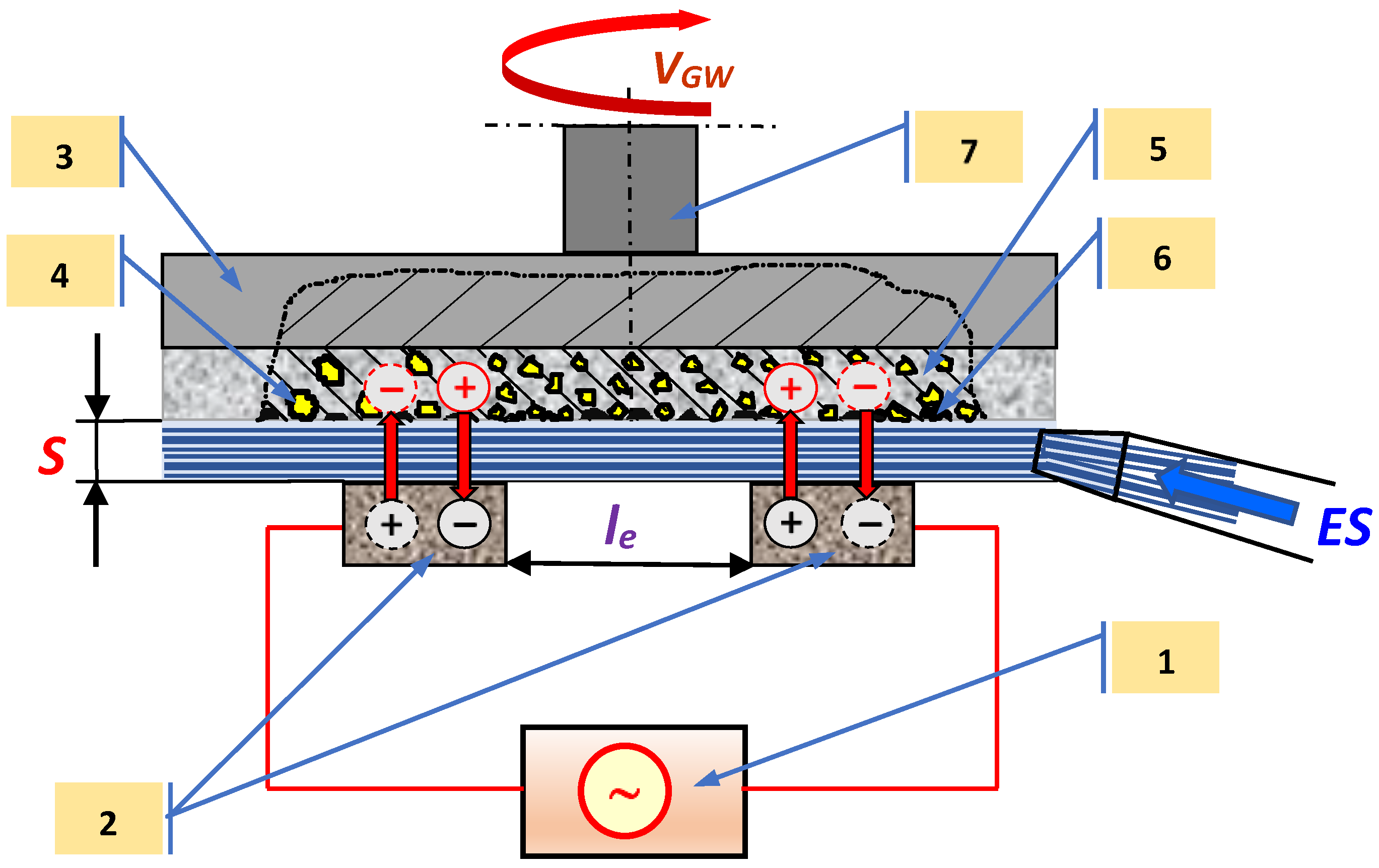
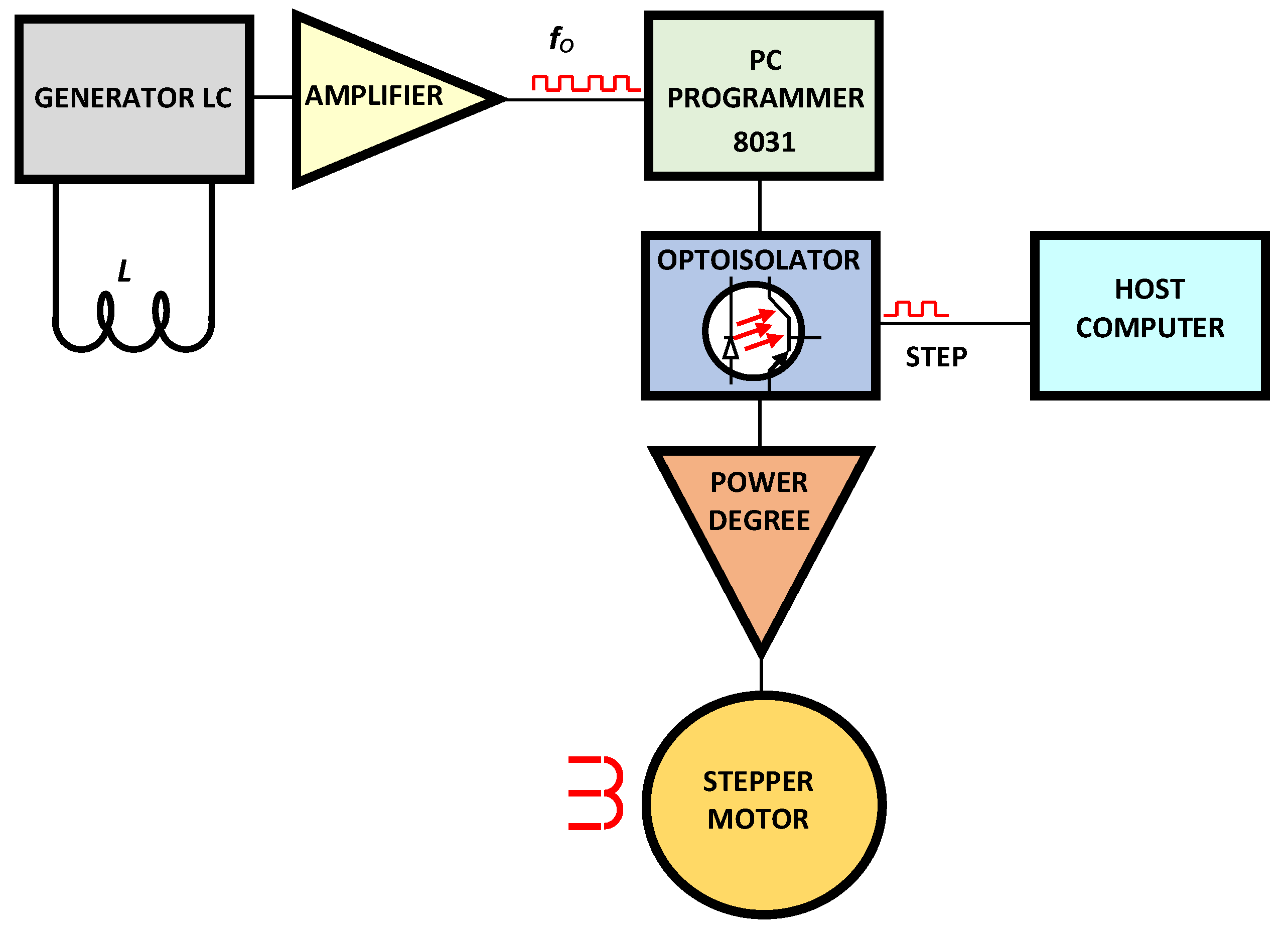
2.3. Electrochemical Method of Grinding Wheels Dressing Using Alternating Current
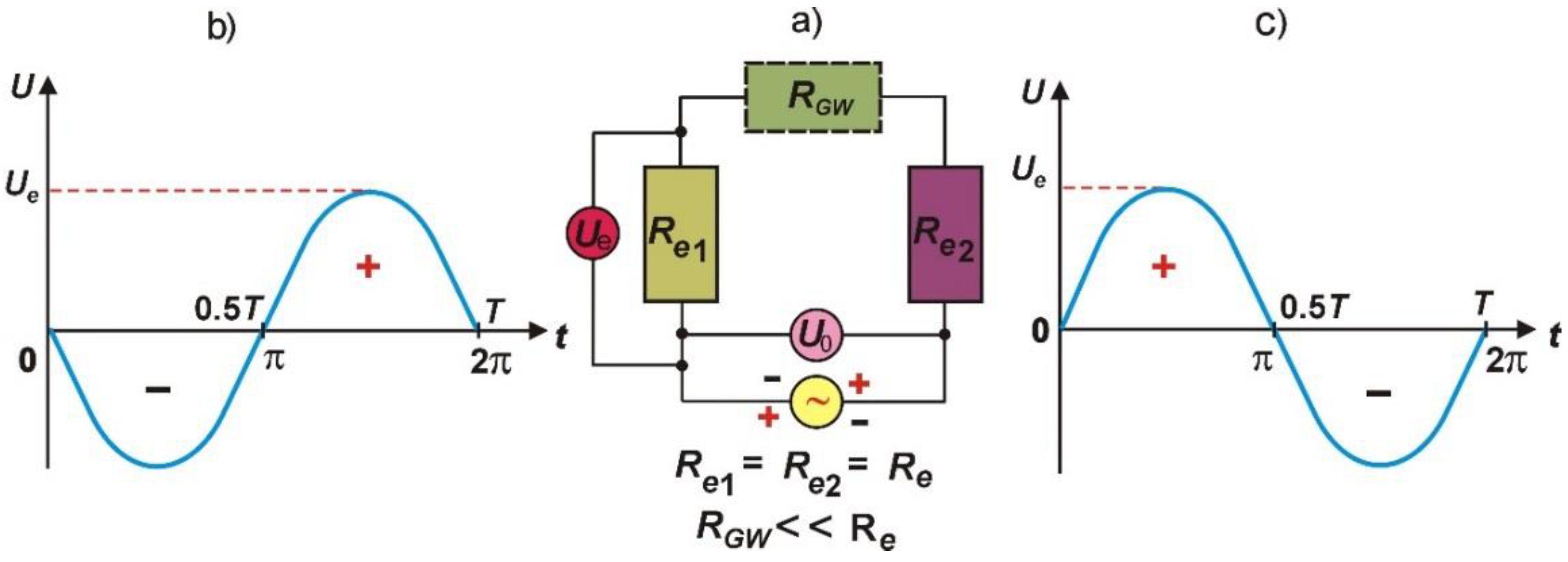
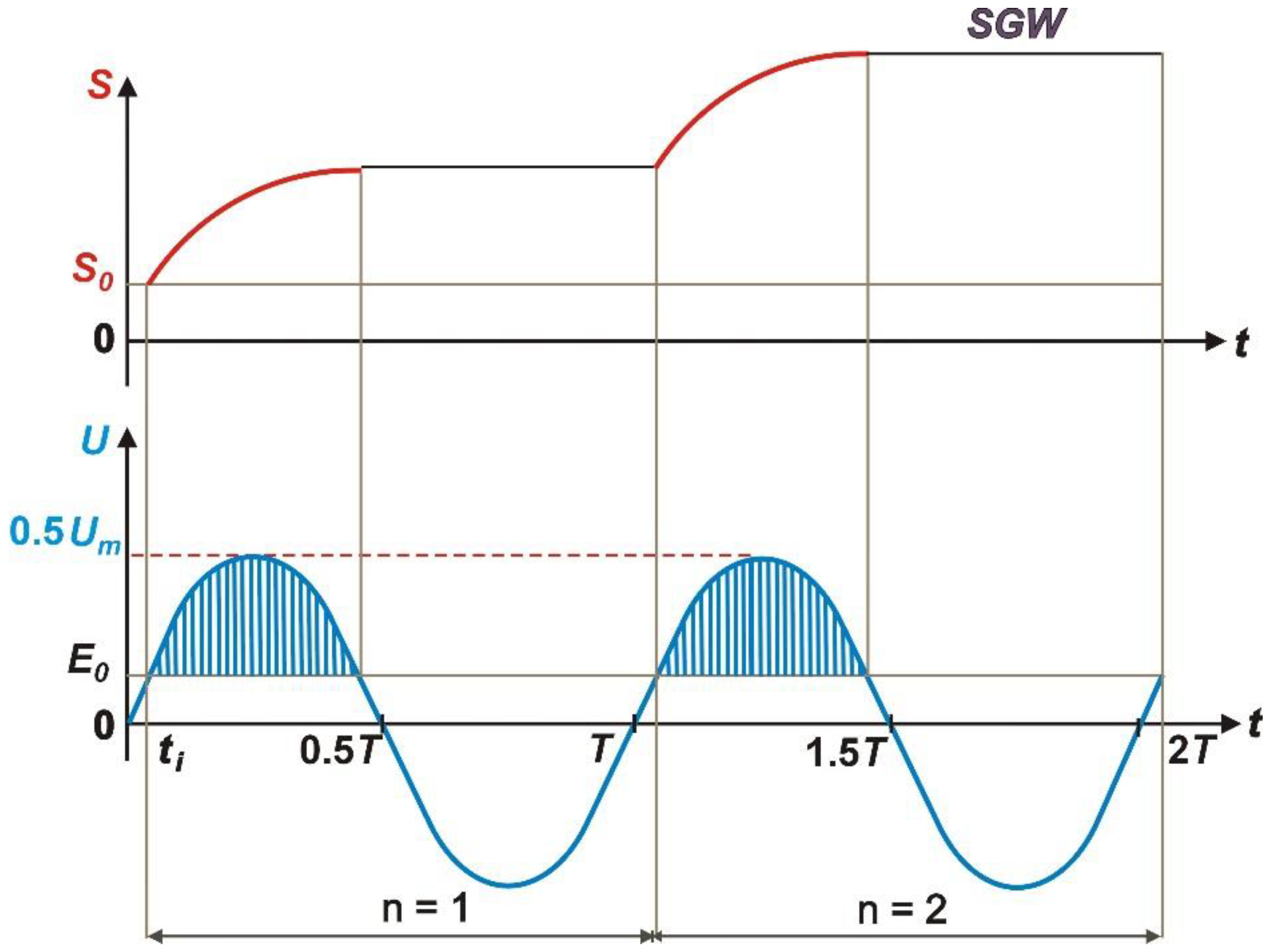
2.4. Theoretical Analysis of the ECDGW-AC Process
- The grinding wheel digested components (metal bond and products glazing the CSGW) are treated as a homogeneous material.
- The physical properties of the electrolyte solution in the inter-electrode gap are constant.
- The distribution of the electrical potential in the inter-electrode gap has a linear character.
- There are no hydrodynamic interfering phenomena of continuity of electrolyte flow in the inter-electrode gap.
- The total polarity of the electrodes does not depend on the current density.
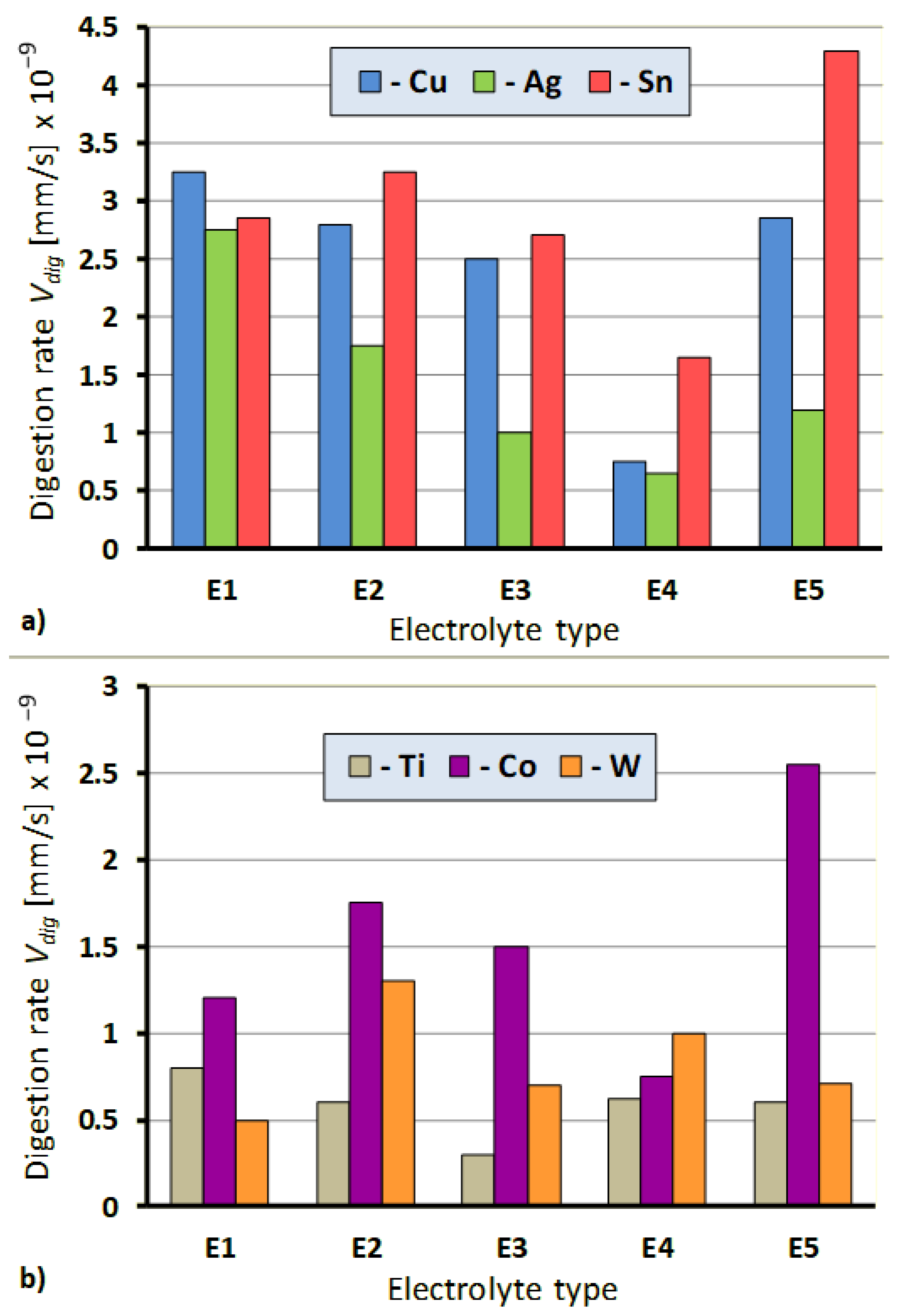
2.5. Selection of Electrolytes Solutions
3. Results and Discussion
3.1. Studies on Electrolytes Applied for the ECDGW-AC Process
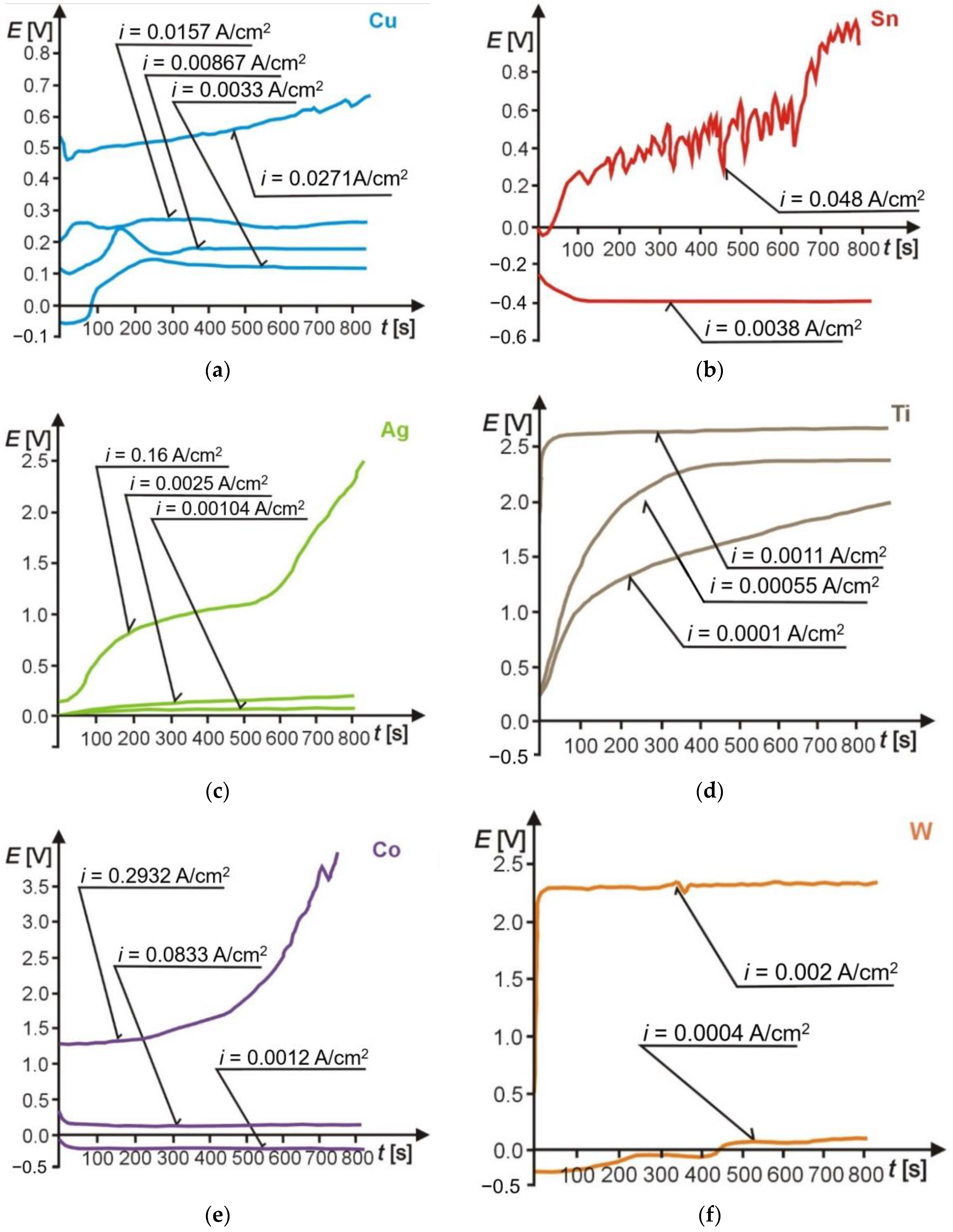
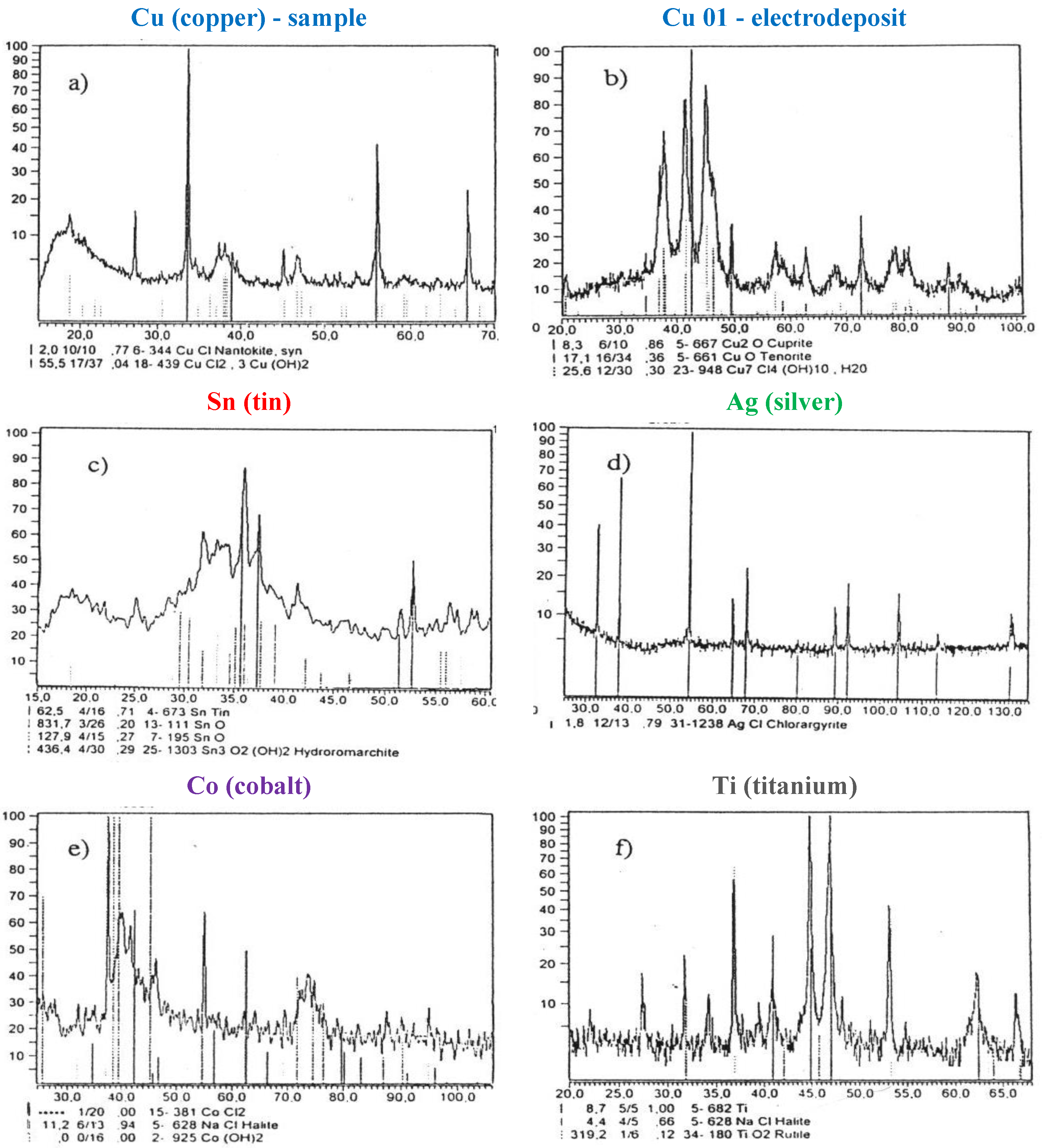
3.1.1. Electrochemical Reactions and Erosion Products of the ECDGW-AC Process
3.1.2. Copper Digestion
3.1.3. Tin Digestion
3.1.4. Silver Digestion
3.1.5. Cobalt Digestion
3.1.6. Titanium Carbide Digestion
3.1.7. Tungsten Carbide Digestion
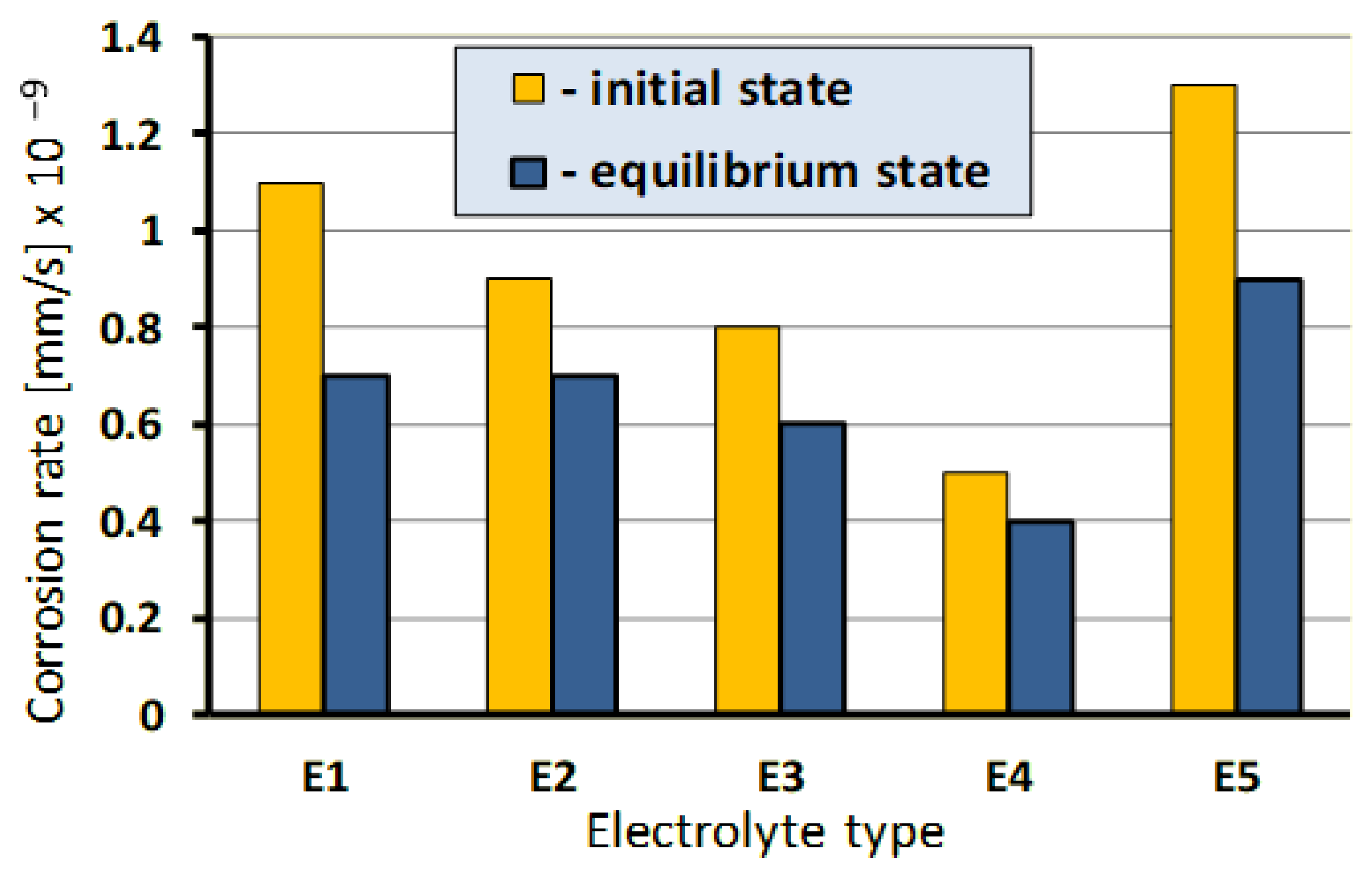
3.2. The Noxiousness of the ECDGW-AC Process for the Surroundings
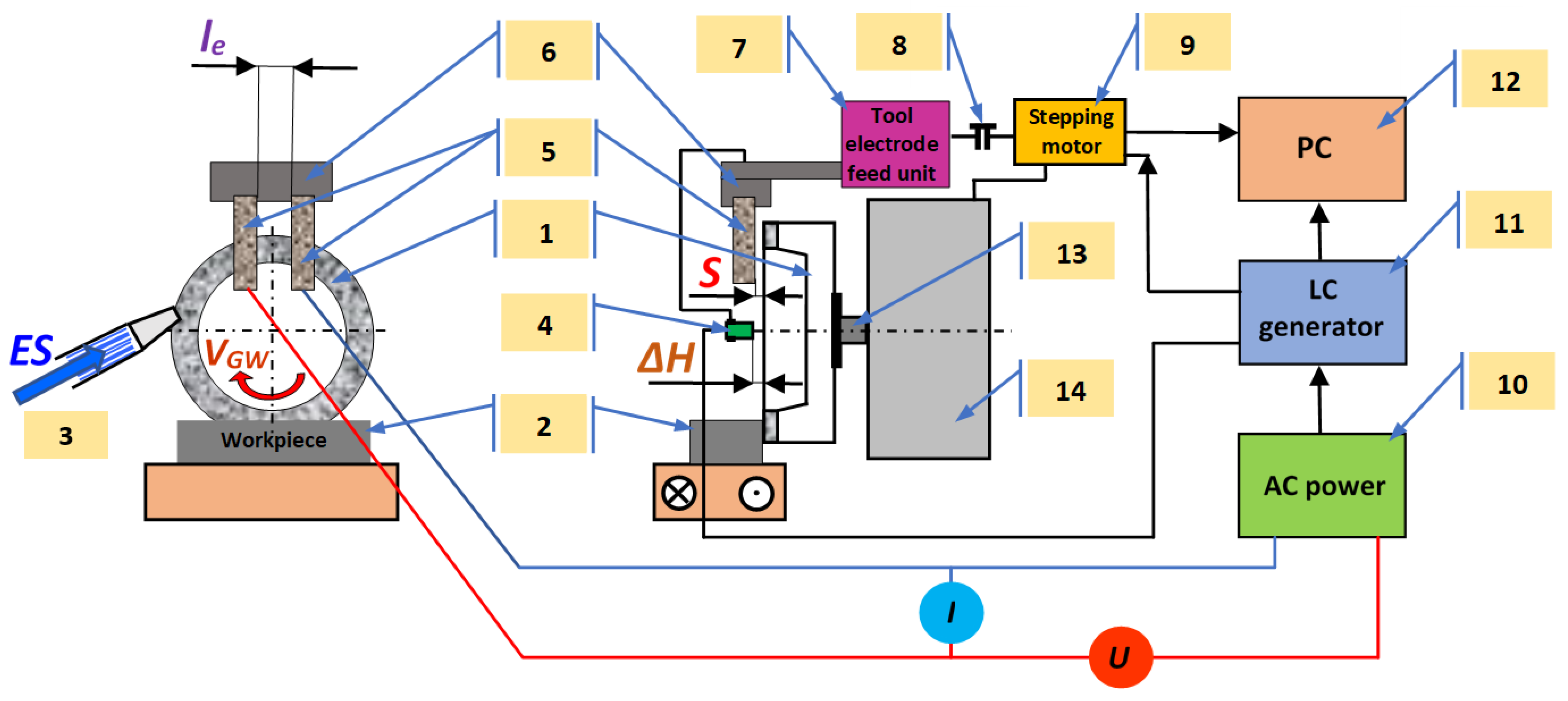
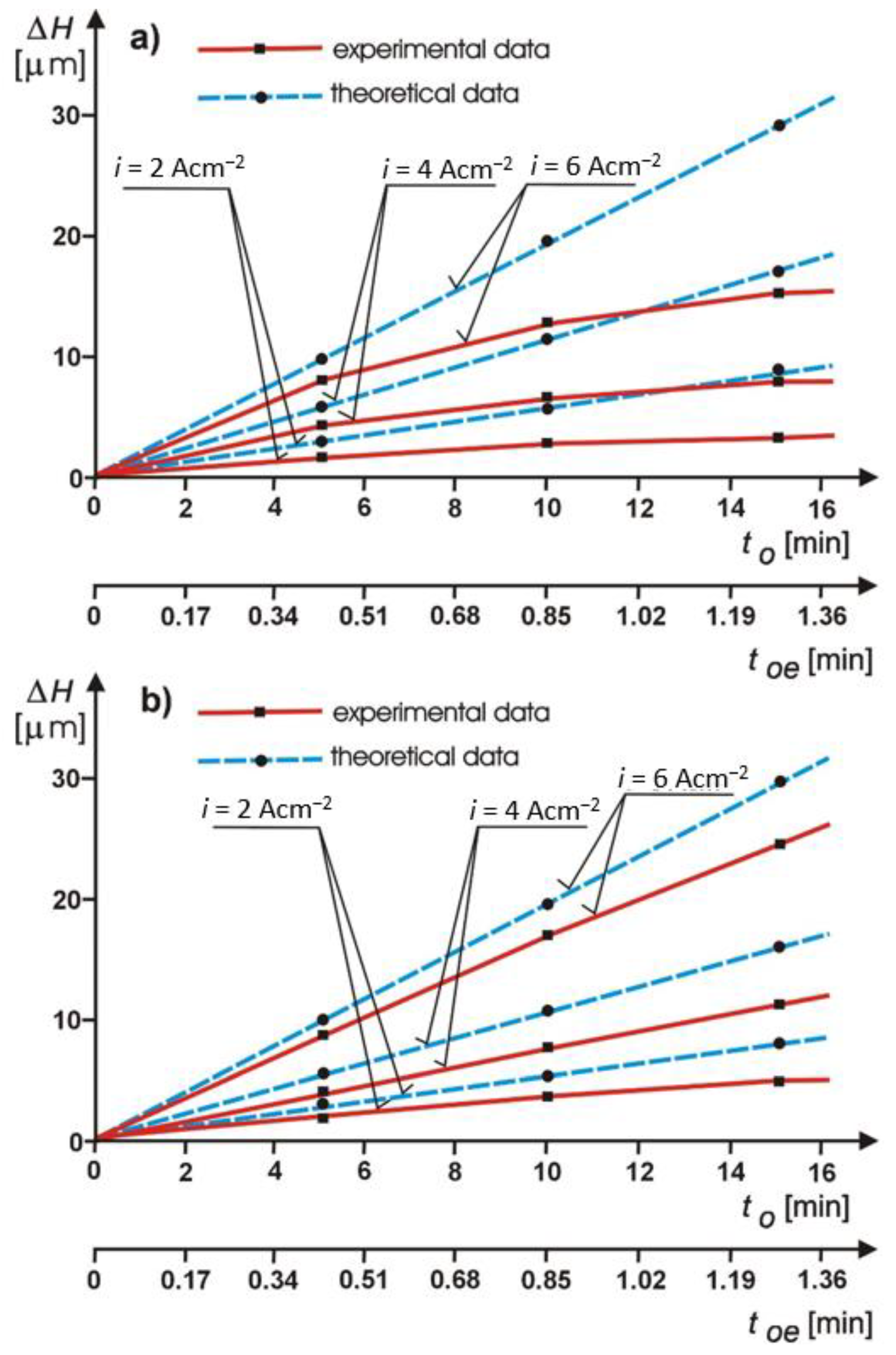
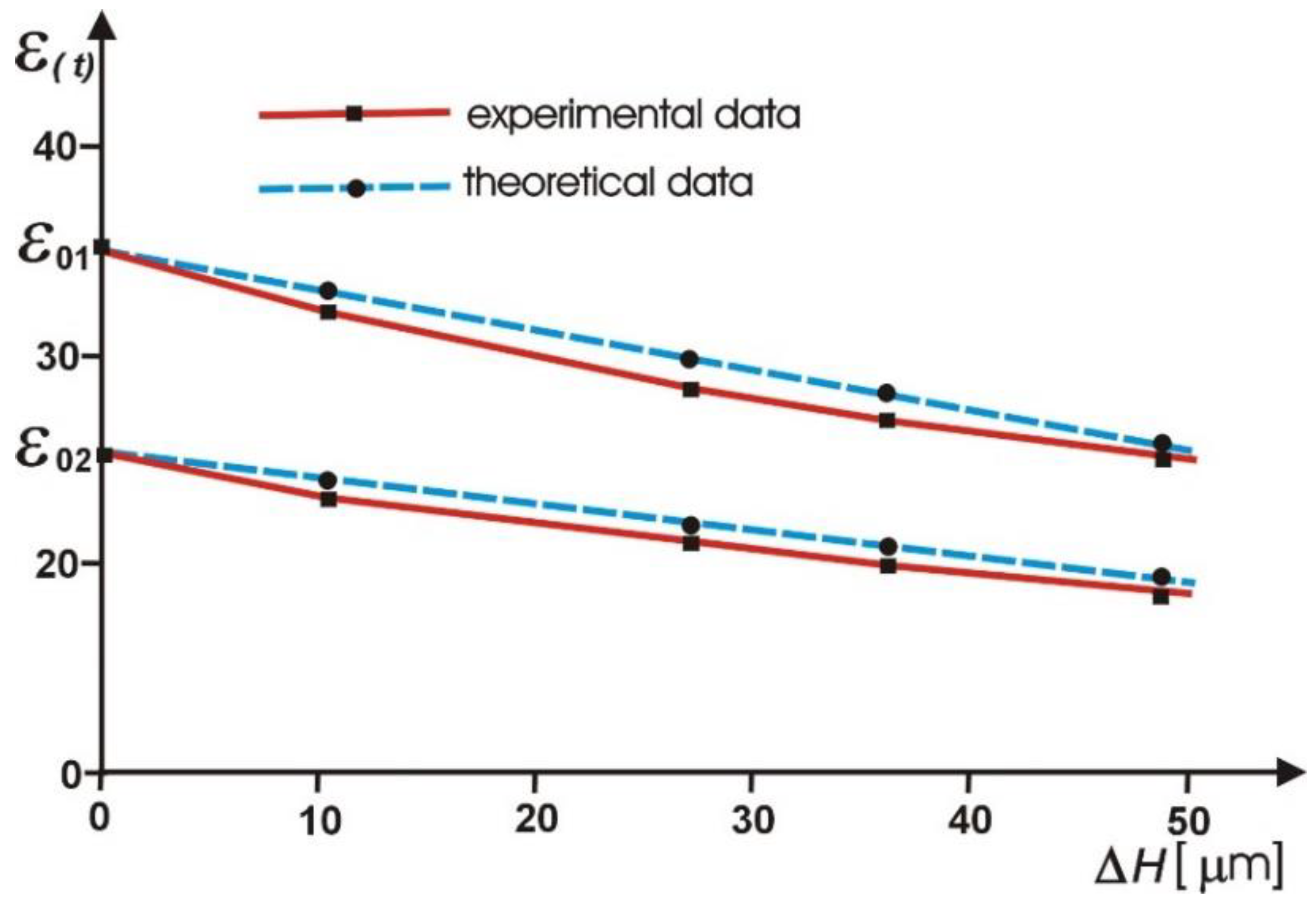
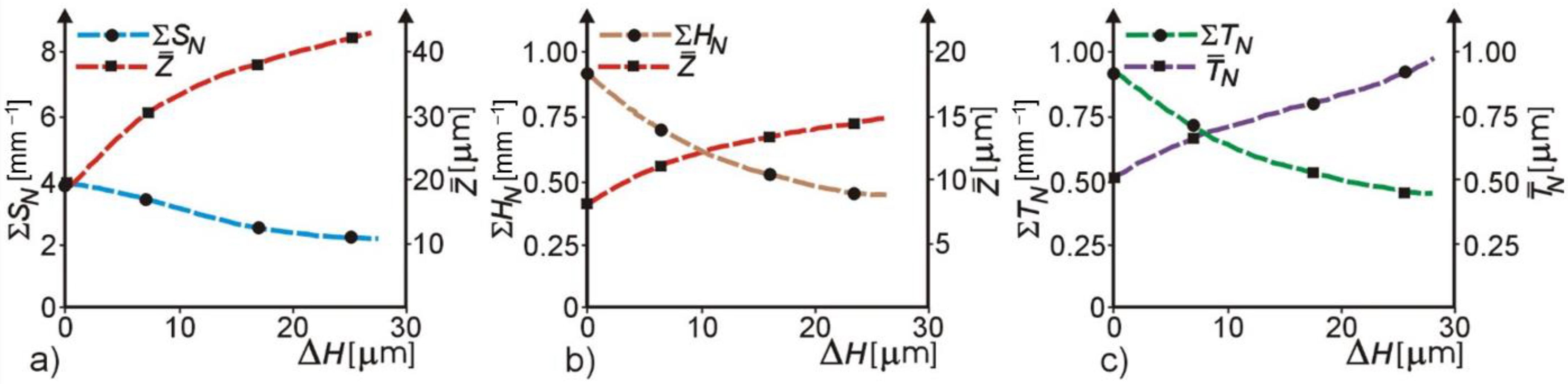
3.3. Experimental Investigations of the ECDGW-AC Process
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| CBN | Cubic boron nitride |
| CD | Crystal diamond |
| CSGW | Cutting surface of gringing wheel |
| ECDGW-AC | Electrochemical dressing of suparhard grinding wheels using alternating current |
| SD | Synthetic diamond |
| ES | Electrolyte solution of specially selected chemical compounds |
| a | Depth of grinding, mm |
| D | Grinding wheel external diameter, mm |
| DGW | Equivalent grinding wheel diameter, mm |
| E | Total overpotential, V |
| HN | Kinematic cutting edges, µm |
| k | Coefficient of “simulation of the grinding process” |
| kv | Coefficient of electrochemical workability of the grinding wheel components, mm3A−1mm−1 |
| le | Distance between electrodes, mm |
| LN | Distance between kinematic edges, mm |
| Re | Resistance of electrolyte, Ω |
| RGW | Resistance of grinding wheel, Ω |
| S | Thickness of inter-electrode gap, mm |
| ∑SN | Static cutting edges, mm−1 |
| SGW | Surface of grinding wheel |
| ti | Time of start of digestion process, min |
| to | Actual time of dressing, min |
| toe | Effective time of dressing, min |
| TN | Average maximum thickness of a chip, µm |
| Time of dressing needed for the removal of the grinding wheel layer, min | |
| Ue | Effective value voltage of the inter-electrode gap, V |
| Vdig | Speed of digestion, mms−1 |
| Vf | Speed of longitudinal feed, ms−1 |
| VGW | Speed of grinding wheel, ms−1 |
| Average depth of deposition of the static edges, µm | |
| χ | Specific conductance of the electrolyte, Sm−1 |
| ε | Face run-out, µm |
| ΔH | Thickness of the grinding wheel layer removed in the ECDGW-AC process, µm. |
References
- Antoniomaria, D.I.; Paoletti, A. Comparisons between conventional abrasives and superabrasives in grinding of SiC-aluminium composites. Int. J. Mach. Tools Manuf. 2000, 40, 173–184. [Google Scholar]
- Klocke, F.; Eisenblätter, G. Dry cutting. CIRP Annals 1997, 46, 519–526. [Google Scholar] [CrossRef]
- Deng, H.; Xu, Z. Dressing methods of superabrasive grinding wheels: A review. J. Manuf. Proc. 2019, 45, 46–69. [Google Scholar] [CrossRef]
- Biswas, I.; Kumar, A.S.; Rahman, M. Experimental study of wheel wear in electrolytic in-process dressing and grinding. Int. J. Adv. Manuf. Tech. 2010, 50, 931–940. [Google Scholar] [CrossRef]
- Wegener, K.; Hoffmeister, H.W.; Karpuschewski, B.; Kuster, F.; Hahmann, W.C.; Rabiey, M. Conditioning and monitoring of grinding wheels. CIRP Annals Manuf. Tech. 2011, 60, 757–777. [Google Scholar] [CrossRef]
- Gołąbczak, A.; Koziarski, T. Assessment method of cutting ability of CBN grinding wheels. Int. J. Mach. Tools Manuf. 2005, 45, 1256–1260. [Google Scholar] [CrossRef]
- Koziarski, A.; Gołąbczak, A. Diamond dressing a study. Ind. Diam. Rev. 1986, 46, 110–112. [Google Scholar]
- Novoselov, Y.; Bratan, S.; Bogutsky, V. Analysis of relation between grinding wheel wear and abrasive grains wear. Procedia Eng. 2016, 150, 809–814. [Google Scholar] [CrossRef] [Green Version]
- Li, H.; Yu, T.; Zhu, L.; Wang, W. Analysis of loads on grinding wheel binder in grinding process: Insights from discontinuum-hypothesis-based grinding simulation. Int. J. Adv. Manuf. Tech. 2015, 78, 9–12. [Google Scholar] [CrossRef]
- Abidi, H.; Rezaei, S.M.; Sarhan, A.D. Analytical modeling of grinding wheel loading phenomena. Int. J. Adv. Manuf. Tech. 2013, 68, 473–485. [Google Scholar]
- Kapłonek, W.; Nadolny, K.; Ungureanu, M.; Pimenov, D.Y.; Zieliński, B. SEM-based observations and analysis of the green silicon carbide grinding wheel active surfaces after the graphite and silicone impregnation process. Int. J. Surf. Sci. Eng. 2019, 13, 181–200. [Google Scholar] [CrossRef]
- Kapłonek, W.; Nadolny, K.; Sutowska, M.; Mia, M.; Pimenov, D.Y.; Gupta, M.K. Experimental studies on MoS2-treated grinding wheel active surface condition after high-efficiency internal cylindrical grinding process of INCONEL® alloy 718. Micromachines 2019, 10, 255. [Google Scholar] [CrossRef] [Green Version]
- Hinduja, S.; Kunieda, M. Modelling of ECM and EDM processes. CIRP Annals Manuf. Tech. 2013, 62, 775–797. [Google Scholar] [CrossRef]
- Kozak, J.; Skrabalak, G. Analysis of Abrasive Electrochemical Grinding Process (AECG). In Proceedings of the Book of World Congress on Engineering 2014 Vol. II, WCE 2014, London, UK, 2–4 July 2014; International Association of Engineers: Hong Kong, China, 2014. ISBN 978-988-19253-5-0. [Google Scholar]
- Gao, B.; Jin, T.; Qu, M.; Shang, Z.; Tang, L. Electrochemical cleaning grinding (ECCG) of aluminum alloy 6061 with electroconductive resin-bonded diamond wheels. J. Manuf. Proc. 2020, 57, 806–816. [Google Scholar] [CrossRef]
- Klocke, F.; Klink, A.; Henerichs, M. ELID dressing behavior of fine grained bronze bonded diamond grinding wheels. Int. J. Abr. Tech. 2009, 2, 358–367. [Google Scholar] [CrossRef]
- Kramer, D.; Rehsteiner, F.; Schumacher, B. ECD (electrochemical in-process controlled dressing), a new method for grinding of modern high-performance cutting materials to highest quality. CIRP Annals 1999, 48, 265–268. [Google Scholar] [CrossRef]
- Zhu, Z.; Liu, X.; Thangam, S. Development and analysis of foil electrodes for high speed electrolytic in-process wheel dressing. Mach. Sci. Technol. 2007, 7, 65–81. [Google Scholar] [CrossRef]
- Wei, C.; Hu, D.; Xu, K.; Ni, J. Electrochemical discharge dressing of metal bond micro-grinding tools. Int. J. Mach. Tools Manuf. 2011, 51, 165–168. [Google Scholar] [CrossRef]
- Wang, X.; Ying, B.; Liu, W. EDM dressing of fine grain super abrasive grinding wheel. J. Mater. Process. Technol. 1996, 62, 299–302. [Google Scholar] [CrossRef]
- Schopf, M. Dressing of metal bond grinding wheels by ECDM. Ind. Diam. Rev. 2002, 64, 82–85. [Google Scholar]
- Gołąbczak, A. Some problems of electrochemical and electrodischarge dressing of grinding wheels. In Proceedings of the 13th International Symposium for Electromachining ISEM XIII, Bilbao, Spain, 9–11 May 2001; pp. 851–868. [Google Scholar]
- Gołabczak, A.; Kozak, J. Studies of electrodischarge and electrochemical systems for dressing of metal bond of grinding wheels. J. Eng. Manuf. Part. B 2006, 220, 413–420. [Google Scholar] [CrossRef]
- Gołąbczak, A.; Gołąbczak, M. Electrodischarge and electrochemical dressing of superhard grinding wheels. Int. J. Mach. Tech. Mat. 2016, 5, 7–9. [Google Scholar]
- Mukhopadhyay, M.; Kundu, P.K. Laser dressing of grinding wheels—A review. Int. J. Mechatr. Manuf. Syst. 2018, 11, 167–181. [Google Scholar]
- Myland, J.C.; Oldham, K.B. Concentrations of electroactive solutes, during cyclic and other voltammetries, at points away from the electrode surface. 1. Fundamental relationships and their validation. Anal. Chem. 1999, 71, 183–195. [Google Scholar] [CrossRef]
- Myland, J.C.; Oldham, K.B. Convolutive modelling in the absence of supporting electrolyte: Coping with migration and changing resistance in predicting voltammetry. J. Electroanal. Chem. 2002, 529, 66–74. [Google Scholar] [CrossRef]
- Gołąbczak, A. Electrochemical Dressing of Grinding Wheels using Alternating Current. In Scientific Bulletin of the Lodz University of Technology No 762; Lodz University of Technology: Łódź, Poland, 1996. [Google Scholar]
- Gołąbczak, A.; Gołąbczak, M. Economical aspect of assessment of electrochemical dressing of superhard grinding wheels. Mach. Technol. Mater. 2016, 10, 5–7. [Google Scholar]
- Gołąbczak, A. Method of Electrochemical Dressing of Grinding Wheels. Patent no PL 169942, 30 September 1996. [Google Scholar]
- Gołąbczak, A. Method of Shaping of Cutting Surface of Grinding Wheels with Metal Bond. Patent no PL 190236, 30 November 2005. [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Technical Designation | S3020 175 × 6 × 3 × 50 D125/100 M100 |
| Manufacturer | “VIS” S.A. (Warszawa, Poland) |
| Type of Grinding Wheel | Flat diamond cup grinding wheel |
| Dimensions | External diameter D = 125 mm, inner diameter d = 50 mm, abrasive layer width w = 6 mm, thickness of abrasive layer x = 3 mm |
| Abrasive Grain Type | Monocrystalline synthetic diamond |
| Abrasive Grain Fracture Number | 125 |
| Bond | Metal |
| Grains Concentration | 100 |
| Grinding Machine | Tacchella 4AM fum Ponar-Pabianice (Poland) |
| No. | Chemical Composition and Electrolyte Properties | Symbol of Electrolyte Solution (ES) | ||||
| E1 | E2 | E3 | E4 | E5 | ||
| 1. | chemical composition | NaCl, KNO2, KNO2, KNO3, CaCO3 | NaCl, KNO2, KNO2, KNO3, Na2CO3 | NaCl, KNO3, Na2O3, | NaCl, KNO2, KNO2, KNO3, Na2CO3 | NaCl, KNO3, Na2O3 |
| 2. | concentration of solution [%] | 5 | 5 | 5 | 5 | 5 |
| 3. | protective addition [%] | - | - | 0.5 | 1 | - |
| 4. | density of electrolyte [g/cm3] | 1.04 | 1.039 | 1.039 | 1.042 | 1.043 |
| 5. | pH of electrolyte | 9.7 | 10.81 | 10.80 | 10.81 | 10.90 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gołąbczak, M.; Gołąbczak, A.; Tomczyk, B. Electrochemical and X-ray Examinations of Erosion Products during Dressing of Superhard Grinding Wheels Using Alternating Current and Ecological Electrolytes of Low Concentration of Chemical Compounds. Materials 2021, 14, 1375. https://doi.org/10.3390/ma14061375
Gołąbczak M, Gołąbczak A, Tomczyk B. Electrochemical and X-ray Examinations of Erosion Products during Dressing of Superhard Grinding Wheels Using Alternating Current and Ecological Electrolytes of Low Concentration of Chemical Compounds. Materials. 2021; 14(6):1375. https://doi.org/10.3390/ma14061375
Chicago/Turabian StyleGołąbczak, Marcin, Andrzej Gołąbczak, and Barbara Tomczyk. 2021. "Electrochemical and X-ray Examinations of Erosion Products during Dressing of Superhard Grinding Wheels Using Alternating Current and Ecological Electrolytes of Low Concentration of Chemical Compounds" Materials 14, no. 6: 1375. https://doi.org/10.3390/ma14061375
APA StyleGołąbczak, M., Gołąbczak, A., & Tomczyk, B. (2021). Electrochemical and X-ray Examinations of Erosion Products during Dressing of Superhard Grinding Wheels Using Alternating Current and Ecological Electrolytes of Low Concentration of Chemical Compounds. Materials, 14(6), 1375. https://doi.org/10.3390/ma14061375