
Tool Wear and Surface Evaluation in Drilling Fly Ash Geopolymer Using HSS, HSS-Co, and HSS-TiN Cutting Tools

 ,
, 
 , ,
, ,  ,
,  ,
,  and
and
Abstract
:1. Introduction
2. Methodology
- Sample size = 100 mm × 100 mm × 100 mm;
- Total weight of fly ash used = 1600 g;
- Solid-to-liquid ratio = 2.0.
3. Results and Discussion
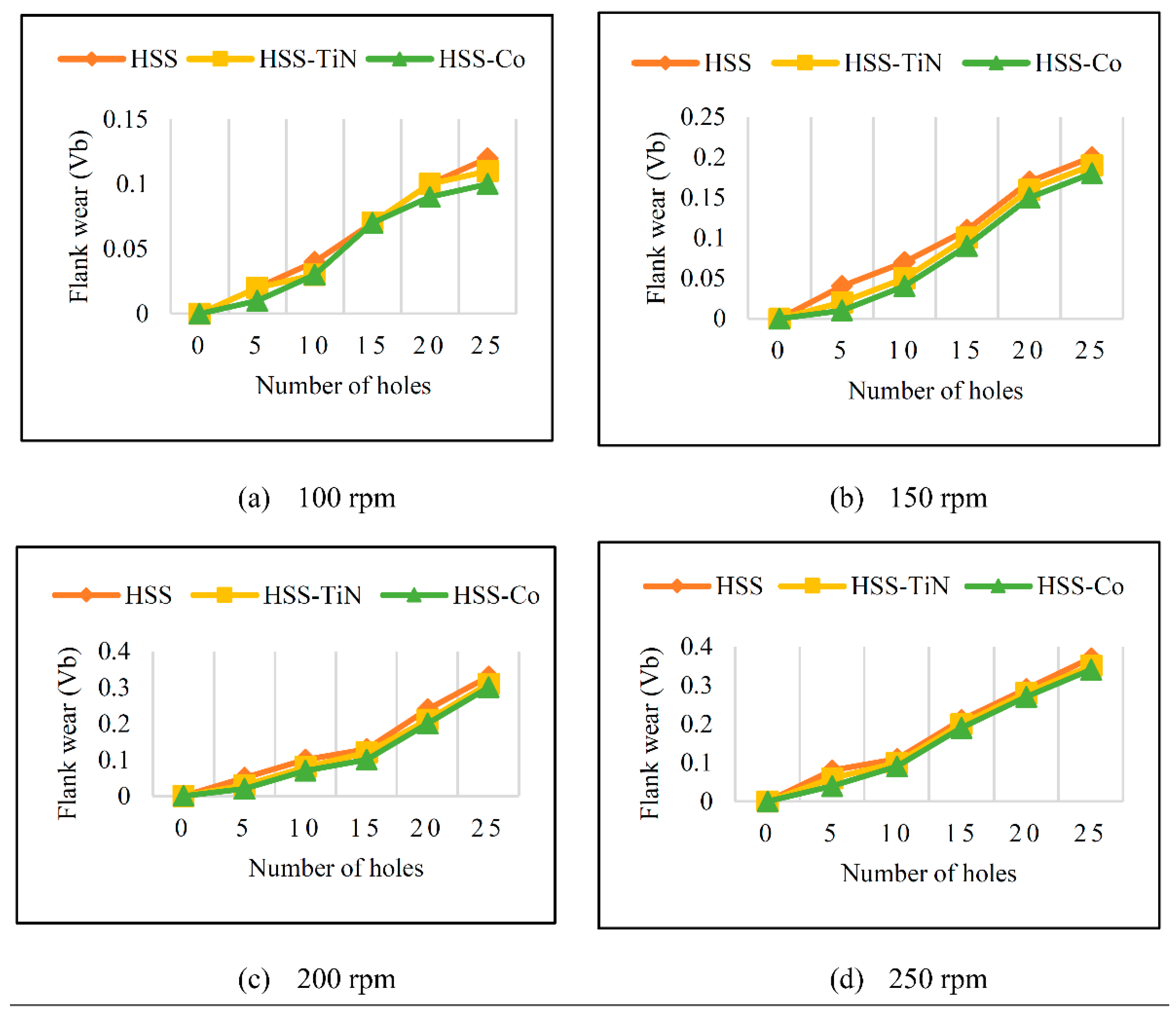
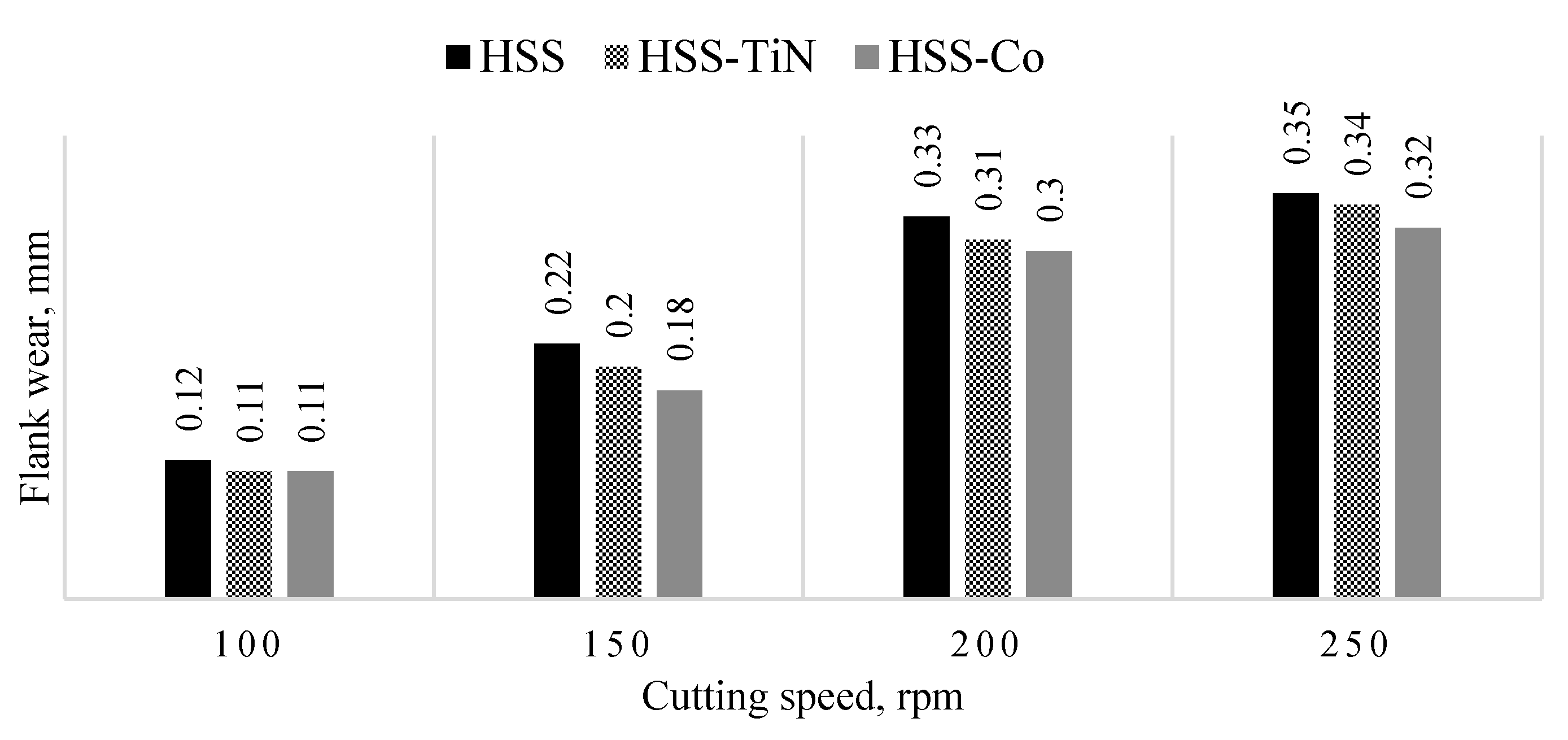
3.1. Tool Wear Evaluation
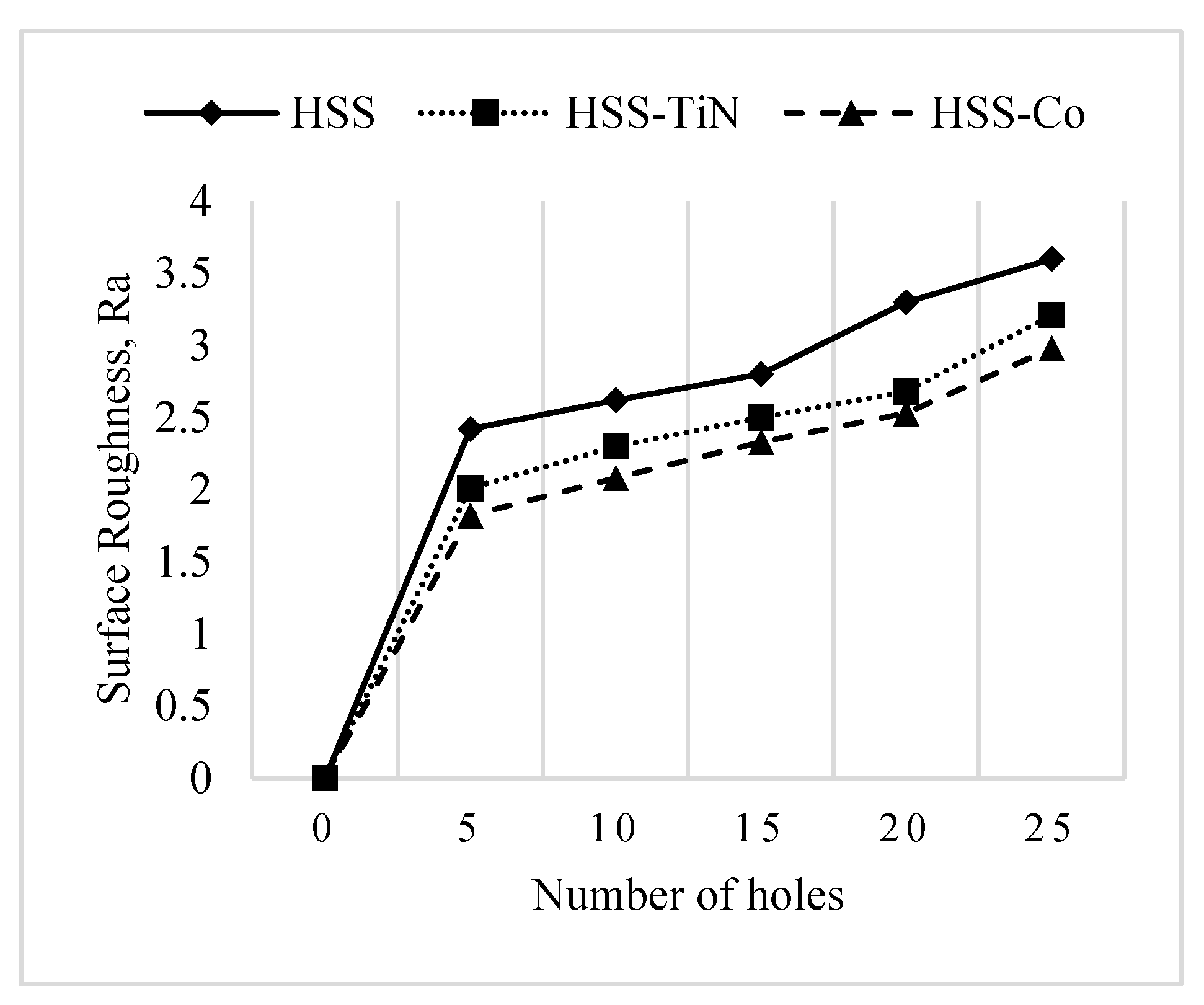
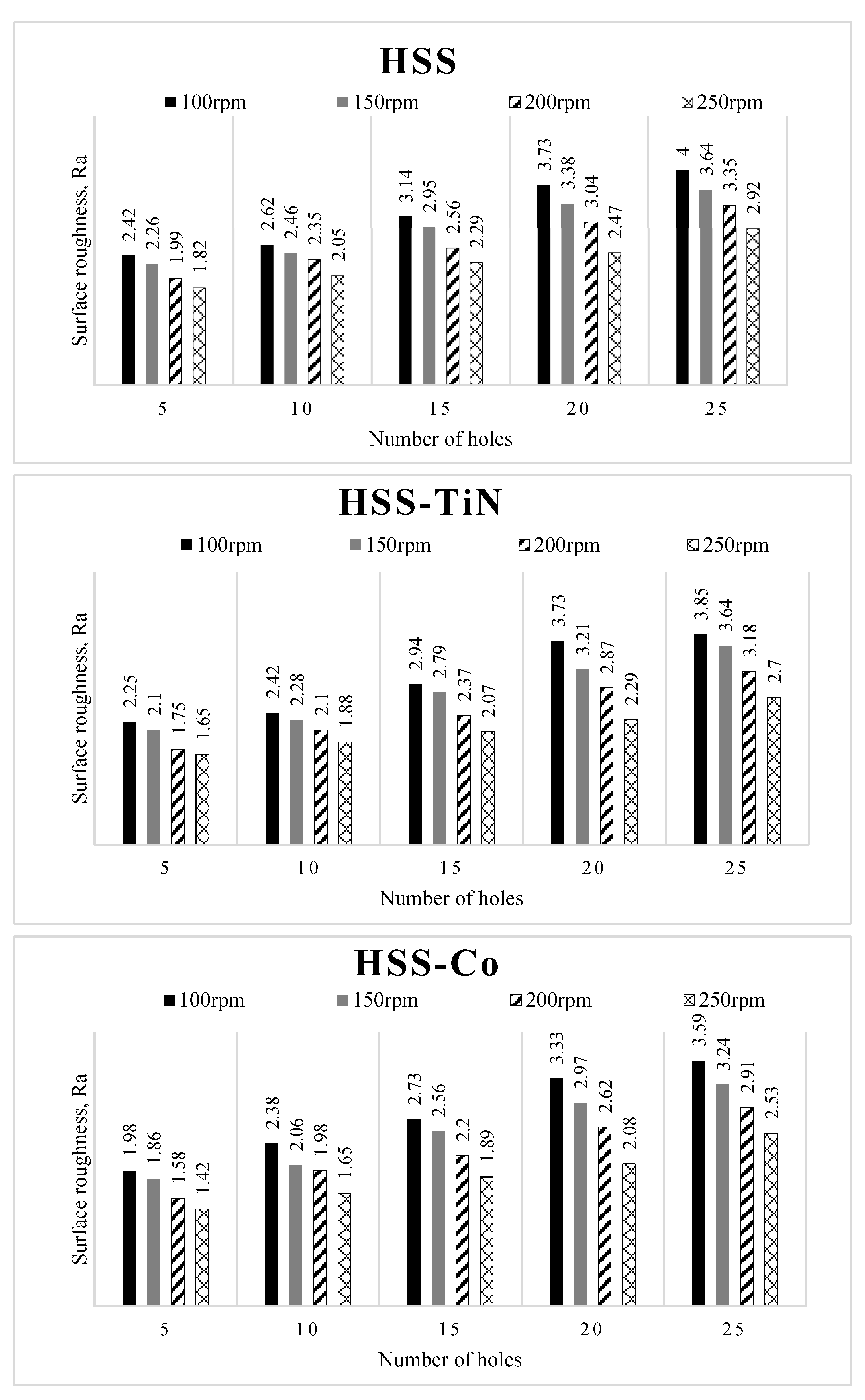
3.2. Surface Roughness Evaluation
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Lee, W.H.; Lin, K.L.; Chang, T.H.; Ding, Y.C.; Cheng, T.W. Sustainable development and performance evaluation of mar-ble-waste-based geopolymer concrete. Polymers 2020, 12, 1924. [Google Scholar] [CrossRef]
- Ahdaya, M.; Imqam, A. Investigating geopolymer cement performance in presence of water-based drilling fluid. J. Pet. Sci. Eng. 2019, 176, 934–942. [Google Scholar] [CrossRef]
- Liu, X.; Aughenbaugh, K.; Nair, S.; Shuck, M.; van Oort, E. Solidification of Synthetic-Based Drilling Mud Using Geopolymers. In Proceedings of the SPE Deepwater Drilling and Completions Conference, Galveston, TX, USA, 14–15 September 2016. [Google Scholar] [CrossRef]
- Colangelo, F.; Roviello, G.; Ricciotti, L.; Ferrándiz-Mas, V.; Messina, F.; Ferone, C.; Tarallo, O.; Cioffi, R.; Cheeseman, C. Mechanical and thermal properties of lightweight geopolymer composites. Cem. Concr. Compos. 2018, 86, 266–272. [Google Scholar] [CrossRef]
- Ghasemi, A.H.; Khorasani, A.M.; Gibson, I. Investigation on the Effect of a Pre-Center Drill Hole and Tool Material on Thrust Force, Surface Roughness, and Cylindricity in the Drilling of Al7075. Materials 2018, 11, 140. [Google Scholar] [CrossRef] [Green Version]
- Madani, H.; Ramezanianpour, A.; Shahbazinia, M.; Ahmadi, E. Geopolymer bricks made from less active waste materials. Constr. Build. Mater. 2020, 247, 118441. [Google Scholar] [CrossRef]
- Ma, C.-K.; Awang, A.Z.; Omar, W. Structural and material performance of geopolymer concrete: A review. Constr. Build. Mater. 2018, 186, 90–102. [Google Scholar] [CrossRef]
- Ranjitham, M.; Vishvapriya, K.; Pavya, L.U.V. Experimental Investigation on Geopolymer Bricks. In Advances in Materials Research; Springer: Singapore, 2021; pp. 97–106. [Google Scholar] [CrossRef]
- Hegab, H.; Darras, B.; Kishawy, H. Towards sustainability assessment of machining processes. J. Clean. Prod. 2018, 170, 694–703. [Google Scholar] [CrossRef]
- Aamir, M.; Tolouei-Rad, M.; Vafadar, A.; Raja, M.N.A.; Giasin, K. Performance Analysis of Multi-Spindle Drilling of Al2024 with TiN and TiCN Coated Drills Using Experimental and Artificial Neural Networks Technique. Appl. Sci. 2020, 10, 8633. [Google Scholar] [CrossRef]
- Wang, Q.; Wang, F.; Zhang, C.; Chen, C. Combined effects of various materials on tool wear in drilling of Ti/CFRP stacks. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2019, 234, 2750–2759. [Google Scholar] [CrossRef]
- Xu, J.; Zhou, L.; Chen, M.; Ren, F. Experimental study on mechanical drilling of carbon/epoxy composite-Ti6Al4V stacks. Mater. Manuf. Process. 2019, 34, 715–725. [Google Scholar] [CrossRef]
- Geng, D.; Liu, Y.; Shao, Z.; Lu, Z.; Cai, J.; Li, X.; Jiang, X.; Zhang, D. Delamination formation, evaluation and suppression during drilling of composite laminates: A review. Compos. Struct. 2019, 216, 168–186. [Google Scholar] [CrossRef]
- Bhat, R.; Mohan, N.; Sharma, S.; Shandilya, M.; Jayachandran, K. An integrated approach of CCD-TOPSIS-RSM for op-timizing the marine grade GFRP drilling process parameters. Mater. Today 2019, 19, 307–311. [Google Scholar]
- Tabatabaeian, A.; Baraheni, M.; Amini, S.; Ghasemi, A.R. Environmental, mechanical and materialistic effects on delami-nation damage of glass fiber composites: Analysis and optimization. J. Compos. Mater. 2019, 53, 26–27. [Google Scholar] [CrossRef]
- Paizun, A.A.; Fathullah, M.; Abdullah, M.M.A.; Shayfull, Z.; Tahir, F. Surface roughness optimization on rubberized fly ash geopolymer in lathe operation using Taguchi method. AIP Conf. Proc. 2019, 2129, 020189. [Google Scholar] [CrossRef]
- Yu, T.C.; Fathullah, M.; Abdullah, M.M.A.; Shayfull, Z.; Tahir, F. Tool wear evaluation on rubberized fly ash geopolymer milling. AIP Conf. Proc. 2019, 2129, 020185. [Google Scholar] [CrossRef]
- Norsyafikah, S.; Fathullah, M.; Abdullah, M.M.A.; Shayfull, Z.; Tahir, F. Surface integrity of rubberized geopolymer fly ash geopolymer in milling machining. AIP Conf. Proc. 2019, 2129, 020188. [Google Scholar] [CrossRef]
- Kamilah, N.; Fathullah, M.; Abdullah, M.M.A.; Faris, M.A.; Tahir, F.; Shayfull, Z.; Nasir, S.M.; Shazzuan, M.; Wazien, A.Z.W. Surface integrity of steel fibre reinforced fly ash geopolymer in CNC lathe operation. AIP Conf. Proc. 2002, 2030, 020065. [Google Scholar] [CrossRef]
- Harris, M.; Qureshi, M.A.; Saleem, M.Q.; Khan, S.A.; Bhutta, M.M. Carbon fiber-reinforced poly composite drilling via aluminum chromium nitride-coated tools: Hole quality and tool wear assessment. J. Reinf. Plast. Compos. 2017, 36, 1403–1420. [Google Scholar] [CrossRef]
- Michael, G. Optimization of drilling parameters on CFRP composites. Int. J. Sci. Dev. 2017, 8, 33–43. [Google Scholar]
- Aamir, M.; Tolouei-Rad, M.; Giasin, K.; Nosrati, A. Recent advances in drilling of carbon fiber–reinforced polymers for aerospace applications: A review. Int. J. Adv. Manuf. Technol. 2019, 105, 2289–2308. [Google Scholar] [CrossRef]
- Wei, Y.; An, Q.; Ming, W.; Chen, M. Effect of drilling parameters and tool geometry on drilling performance in drilling carbon fiber–reinforced plastic/titanium alloy stacks. Adv. Mech. Eng. 2016, 8, 9. [Google Scholar] [CrossRef] [Green Version]
- Rao, Y.S.; Mohan, N.S.; Shetty, N.; Shivamurthy, B. Drilling and structural property study of multi-layered fiber and fabric reinforced polymer composite—A review. Mater. Manuf. Process. 2019, 34, 1549–1579. [Google Scholar] [CrossRef]
- Ali, M.; Xiang, L.; Yue, D.; Liu, G. Assessment of cutting performance of cemented tungsten carbide drills in drilling mul-tidirectional T700 CFRP plate. J. Manuf. Mater. Proc. 2018, 3, 43. [Google Scholar]
- Ucun, I.; Kaplan, S. Determination of tool wear and chip formation in drilling process of AISI 1045 material using plasma-nitrided high-speed steel drill bits. Proc. Inst. Mech. Eng. B J. Eng. Manuf. 2017, 231, 1725–1734. [Google Scholar] [CrossRef]
- Shetty, N.; Herbert, M.A.; Shetty, D.S.; Vijay, G.S.; Shetty, R.S.B. Experimental investigation in drilling of carbon fiber reinforced polymer composite using HSS and solid carbide drills. Int. J. Curr. Eng. Technol. 2015, 5, 313–320. [Google Scholar]
- Aamir, M.; Tu, S.; Tolouei-Rad, M.; Giasin, K.; Vafadar, A. Optimization and Modeling of Process Parameters in Multi-Hole Simultaneous Drilling Using Taguchi Method and Fuzzy Logic Approach. Materials 2020, 13, 680. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Iqbal, M.; Bahri, S.; Akram, A. Effect of cutting parameter on tool wear of HSS tool in drilling of Kevlar composite panel. IOP Conf. Ser. Mater. Sci. Eng. 2019, 523, 012078. [Google Scholar] [CrossRef]
- Uddin, M.; Basak, A.; Pramanik, A.; Singh, S.; Krolczyk, G.M.; Prakash, C. Evaluating Hole Quality in Drilling of Al 6061 Alloys. Materials 2018, 11, 2443. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kumar, K.; Zindani, D.; Davim, J.P. Advanced Machining and Manufacturing Processes; Springer: Cham, Switzerland, 2018. [Google Scholar] [CrossRef]
- Bhushan, R.K.; Kumar, S.; Das, S. Effect of machining parameters on surface roughness and tool wear for 7075 Al alloy SiC composite. Int. J. Adv. Manuf. Technol. 2010, 50, 459–469. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Tools | Description |
|---|---|
| Raw Material | Fly Ash class C |
| Activators | Sodium hydroxide, sodium silicate |
| Apparatus/Equipment | Wellbeing glasses, clean paper tissue, expendable nitrile gloves, laboratory garment, and 100 mm × 100 mm × 100 mm cubic mould. |
| Parameter | Details | ||
| Spindle speed (RPM) | 250, 200, 150 and 100 RPM | ||
| Feed rate (f) (mm/rev) | 0.075 mm/rev | ||
| Depth of cut (mm) | 0.30 mm | ||
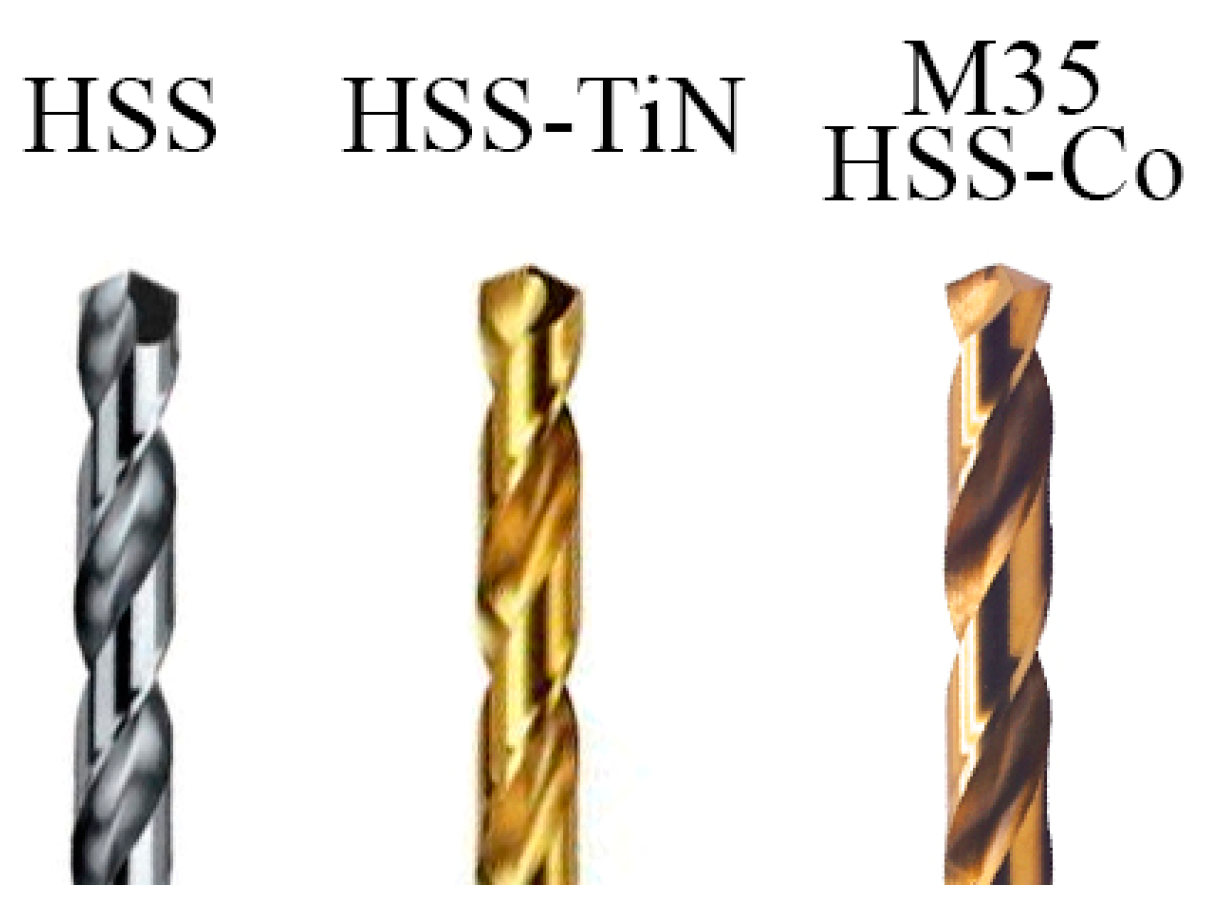
| Cutting tool types | Coatings Thickness | Friction Coefficient | |
| HSS (Danyang Daming Tools, Ltd, Danyang, China) | N/A | 0.1–0.23 | |
| HSS Coated with TiN (Jiangsu Industry Co. Ltd., Yancheng, China) | 6 µm | 0.050–0.065 | |
| M35 HSS Co (5%) (Jiangsu Industry Co. Ltd., Yancheng, China) | N/A | 0.030–0.045 | |
| Tool geometry specifications | No. of flute | 2 | |
| Flute length (mm) | 50 | ||
| Shank diameter (mm) | 6 | ||
| Tool diameter (mm) | 6 | ||
| Overall length (mm) | 102 | ||
| Point angle (°) | 135 | ||
| Helix angle (°) | 25 | ||
| No. of Holes | Tool Wear (mm) | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Spindle Speed 250 rpm | Spindle Speed: 200 rpm | Spindle Speed: 150 rpm | Spindle Speed: 100 rpm | |||||||||
| HSS | HSS-TiN | HSS-Co | HSS | HSS-TiN | HSS-Co | HSS | HSS-TiN | HSS-Co | HSS | HSS-TiN | HSS-Co | |
| 5 | 0.08 | 0.06 | 0.05 | 0.04 | 0.03 | 0.02 | 0.04 | 0.02 | 0.01 | 0.02 | 0.02 | 0.01 |
| 10 | 0.11 | 0.10 | 0.09 | 0.09 | 0.08 | 0.07 | 0.07 | 0.05 | 0.04 | 0.04 | 0.03 | 0.03 |
| 15 | 0.21 | 0.20 | 0.19 | 0.14 | 0.12 | 0.10 | 0.11 | 0.10 | 0.09 | 0.08 | 0.07 | 0.07 |
| 20 | 0.30 | 0.28 | 0.27 | 0.22 | 0.21 | 0.20 | 0.12 | 0.16 | 0.15 | 0.11 | 0.10 | 0.09 |
| 25 | 0.35 | 0.34 | 0.32 | 0.33 | 0.31 | 0.30 | 0.22 | 0.20 | 0.18 | 0.12 | 0.11 | 0.11 |
| Tools | Cutting Speed (rpm) | Initial Condition | Final Condition (25th Hole) |
|---|---|---|---|
| HSS | 250 |  |  |
| 100 |  |  | |
| HSS-TiN | 250 |  |  |
| 100 |  |  | |
| HSS-Co | 250 |  |  |
| 100 |  |  |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ghazali, M.F.; Abdullah, M.M.A.B.; Abd Rahim, S.Z.; Gondro, J.; Pietrusiewicz, P.; Garus, S.; Stachowiak, T.; Sandu, A.V.; Mohd Tahir, M.F.; Korkmaz, M.E.; et al. Tool Wear and Surface Evaluation in Drilling Fly Ash Geopolymer Using HSS, HSS-Co, and HSS-TiN Cutting Tools. Materials 2021, 14, 1628. https://doi.org/10.3390/ma14071628
Ghazali MF, Abdullah MMAB, Abd Rahim SZ, Gondro J, Pietrusiewicz P, Garus S, Stachowiak T, Sandu AV, Mohd Tahir MF, Korkmaz ME, et al. Tool Wear and Surface Evaluation in Drilling Fly Ash Geopolymer Using HSS, HSS-Co, and HSS-TiN Cutting Tools. Materials. 2021; 14(7):1628. https://doi.org/10.3390/ma14071628
Chicago/Turabian StyleGhazali, Mohd Fathullah, Mohd Mustafa Al Bakri Abdullah, Shayfull Zamree Abd Rahim, Joanna Gondro, Paweł Pietrusiewicz, Sebastian Garus, Tomasz Stachowiak, Andrei Victor Sandu, Muhammad Faheem Mohd Tahir, Mehmet Erdi Korkmaz, and et al. 2021. "Tool Wear and Surface Evaluation in Drilling Fly Ash Geopolymer Using HSS, HSS-Co, and HSS-TiN Cutting Tools" Materials 14, no. 7: 1628. https://doi.org/10.3390/ma14071628
APA StyleGhazali, M. F., Abdullah, M. M. A. B., Abd Rahim, S. Z., Gondro, J., Pietrusiewicz, P., Garus, S., Stachowiak, T., Sandu, A. V., Mohd Tahir, M. F., Korkmaz, M. E., & Osman, M. S. (2021). Tool Wear and Surface Evaluation in Drilling Fly Ash Geopolymer Using HSS, HSS-Co, and HSS-TiN Cutting Tools. Materials, 14(7), 1628. https://doi.org/10.3390/ma14071628