
Hierarchical Microtextures Embossed on PET from Laser-Patterned Stamps



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Laser Structuring Processes
2.3. Plate-to-Plate Hot Embossing
2.4. Surface Characterization
3. Results and Discussion
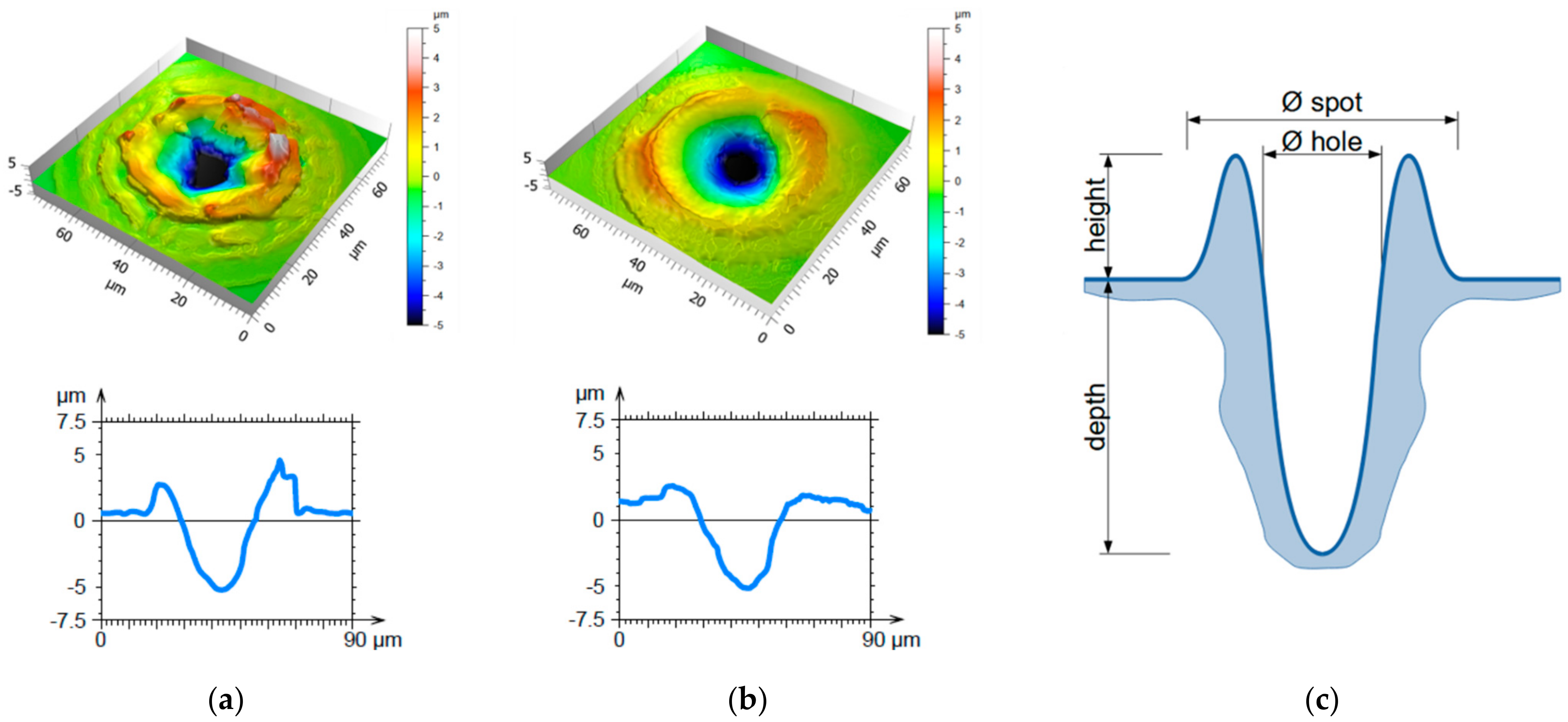
3.1. Direct Laser Writing Process
3.2. Direct Laser Interference Patterning
3.3. Plate-to-Plate Hot Embossing
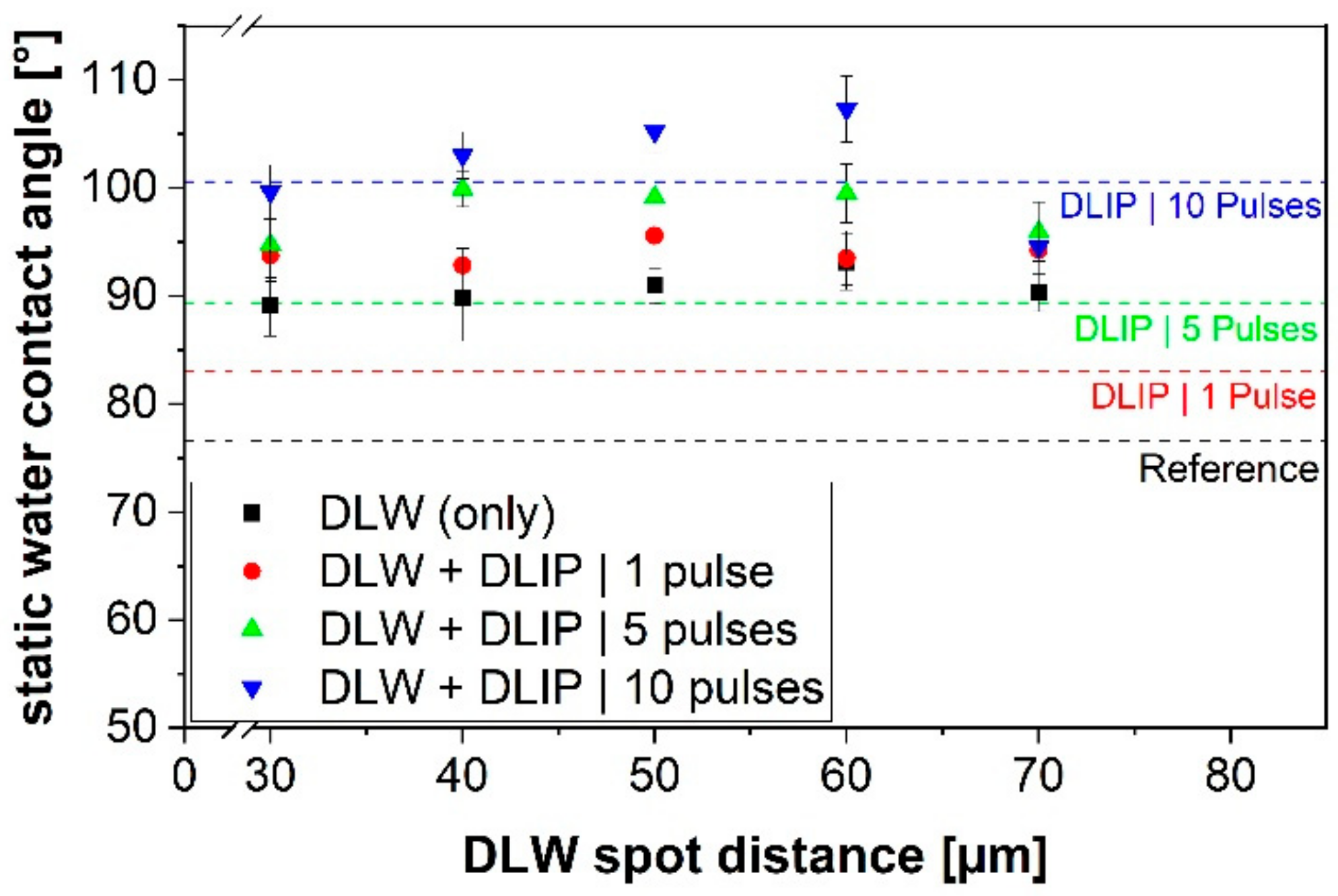
3.4. Wettability Characterization
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Schroeder, T.B.H.; Houghtaling, J.; Wilts, B.D.; Mayer, M. It’s Not a Bug, It’s a Feature: Functional Materials in Insects. Adv. Mater. 2018, 30, 1705322. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Liu, K.; Jiang, L. Bio-Inspired Design of Multiscale Structures for Function Integration. Nano Today 2011, 6, 155–175. [Google Scholar] [CrossRef]
- Zhang, S.; Zeng, X.; Matthews, D.T.A.; Igartua, A.; Rodriguez-Vidal, E.; Contreras Fortes, J.; Saenz de Viteri, V.; Pagano, F.; Wadman, B.; Wiklund, E.D.; et al. Selection of Micro-Fabrication Techniques on Stainless Steel Sheet for Skin Friction. Friction 2016, 4, 89–104. [Google Scholar] [CrossRef] [Green Version]
- Zhao, Y.; Li, C.; Shen, L. Recent Research Process on Perovskite Photodetectors: A Review for Photodetector—Materials, Physics, and Applications. Chin. Phys. B 2018, 27, 12. [Google Scholar] [CrossRef]
- Turukmane, R.N.; Daberao, A.; Gulhane, S.S. Recycling of PET Clothes and Bottles. Int. J. Res. Sci. Innovat. 2018, 5, 295–296. [Google Scholar]
- Lutey, A.H.A.; Gemini, L.; Romoli, L.; Lazzini, G.; Fuso, F.; Faucon, M.; Kling, R. Towards Laser-Textured Antibacterial Surfaces. Sci. Rep. 2018, 8, 10112. [Google Scholar] [CrossRef]
- Kocijan, A.; Conradi, M.; Hočevar, M. The Influence of Surface Wettability and Topography on the Bioactivity of TiO2/Epoxy Coatings on AISI 316L Stainless Steel. Materials 2019, 12, 1877. [Google Scholar] [CrossRef] [Green Version]
- El-Saftawy, A.A.; Elfalaky, A.; Ragheb, M.S.; Zakhary, S.G. Electron Beam Induced Surface Modifications of PET Film. Radiat. Phys. Chem. 2014, 102, 96–102. [Google Scholar] [CrossRef]
- Carneiro-da-Cunha, M.G.; Cerqueira, M.A.; Souza, B.W.S.; Carvalho, S.; Quintas, M.A.C.; Teixeira, J.A.; Vicente, A.A. Physical and Thermal Properties of a Chitosan/Alginate Nanolayered PET Film. Carbohydr. Polym. 2010, 82, 153–159. [Google Scholar] [CrossRef]
- Samipour, S.; Taghvaei, H.; Mohebbi-Kalhori, D.; Rahimpour, M.R. Plasma Treatment and Chitosan Coating: A Combination for Improving PET Surface Properties. Surf. Innov. 2020, 8, 76–88. [Google Scholar] [CrossRef]
- Gotoh, K.; Shohbuke, E.; Kobayashi, Y.; Yamada, H. Wettability Control of PET Surface by Plasma-Induced Polymer Film Deposition and Plasma/UV Oxidation in Ambient Air. Colloids Surf. A Physicochem. Eng. Asp. 2018, 556, 1–10. [Google Scholar] [CrossRef]
- Assaf, Y.; Forstmann, G.; Kietzig, A.-M. Wettability Modification of Porous PET by Atmospheric Femtosecond PLD. Appl. Surf. Sci. 2018, 436, 1075–1082. [Google Scholar] [CrossRef]
- Deshmukh, S.S.; Goswami, A. Recent Developments in Hot Embossing—A Review. Mater. Manuf. Process. 2020, 36, 1–43. [Google Scholar] [CrossRef]
- Sun, J.; Zhuang, J.; Liu, Y.; Xu, H.; Horne, J.; Wujcik, E.K.; Liu, H.; Ryu, J.E.; Wu, D.; Guo, Z. Development and Application of Hot Embossing in Polymer Processing: A Review. ES Mater. Manuf. 2019, 6, 3–17. [Google Scholar] [CrossRef]
- Worgull, M.; Kolew, A.; Heilig, M.; Schneider, M.; Dinglreiter, H.; Rapp, B. Hot Embossing of High Performance Polymers. Microsyst. Technol. 2011, 17, 585–592. [Google Scholar] [CrossRef]
- Rose, M.A.; Bowen, J.J.; Morin, S.A. Emergent Soft Lithographic Tools for the Fabrication of Functional Polymeric Microstructures. ChemPhysChem 2019, 20, 909–925. [Google Scholar] [CrossRef]
- Moon, I.Y.; Kim, B.H.; Lee, H.W.; Oh, Y.-S.; Kim, J.H.; Kang, S.-H. Superhydrophobic Polymer Surface with Hierarchical Patterns Fabricated in Hot Imprinting Process. Int. J. Precis. Eng. Manuf. Green Tech. 2020, 7, 493–503. [Google Scholar] [CrossRef]
- Park, Y.M.; Gang, M.; Seo, Y.H.; Kim, B.H. Artificial Petal Surface Based on Hierarchical Micro- and Nanostructures. Thin Solid Films 2011, 520, 362–367. [Google Scholar] [CrossRef]
- Nguyen-Dang, T.; de Luca, A.C.; Yan, W.; Qu, Y.; Page, A.G.; Volpi, M.; Das Gupta, T.; Lacour, S.P.; Sorin, F. Controlled Sub-Micrometer Hierarchical Textures Engineered in Polymeric Fibers and Microchannels via Thermal Drawing. Adv. Funct. Mater. 2017, 27, 1605935. [Google Scholar] [CrossRef] [Green Version]
- Fritz, B.; Hünig, R.; Guttmann, M.; Schneider, M.; Reza, K.M.S.; Salomon, O.; Jackson, P.; Powalla, M.; Lemmer, U.; Gomard, G. Upscaling the Fabrication Routine of Bioreplicated Rose Petal Light Harvesting Layers for Photovoltaic Modules. Sol. Energy 2020, 201, 666–673. [Google Scholar] [CrossRef]
- Yeong, Y.H.; Gupta, M.C. Hot Embossed Micro-Textured Thin Superhydrophobic Teflon FEP Sheets for Low Ice Adhesion. Surf. Coat. Technol. 2017, 313, 17–23. [Google Scholar] [CrossRef] [Green Version]
- Rajab, F.H.; Liu, Z.; Wang, T.; Li, L. Controlling Bacteria Retention on Polymer via Replication of Laser Micro/Nano Textured Metal Mould. Opt. Laser Technol. 2019, 111, 530–536. [Google Scholar] [CrossRef] [Green Version]
- Yao, T.-F.; Wu, P.-H.; Wu, T.-M.; Cheng, C.-W.; Yang, S.-Y. Fabrication of Anti-Reflective Structures Using Hot Embossing with a Stainless Steel Template Irradiated by Femtosecond Laser. Microelectron. Eng. 2011, 88, 2908–2912. [Google Scholar] [CrossRef]
- Noh, J.; Lee, J.-H.; Na, S.; Lim, H.; Jung, D.-H. Fabrication of Hierarchically Micro- and Nano-Structured Mold Surfaces Using Laser Ablation for Mass Production of Superhydrophobic Surfaces. Jpn. J. Appl. Phys. 2010, 49, 106502. [Google Scholar] [CrossRef]
- Jagdheesh, R.; García-Ballesteros, J.J.; Ocaña, J.L. One-Step Fabrication of near Superhydrophobic Aluminum Surface by Nanosecond Laser Ablation. Appl. Surf. Sci. 2016, 374, 2–11. [Google Scholar] [CrossRef]
- Faas, S.; Bielke, U.; Weber, R.; Graf, T. Scaling the Productivity of Laser Structuring Processes Using Picosecond Laser Pulses at Average Powers of up to 420 W to Produce Superhydrophobic Surfaces on Stainless Steel AISI 316L. Sci. Rep. 2019, 9, 1933. [Google Scholar] [CrossRef]
- Dondieu, S.D.; Wlodarczyk, K.L.; Harrison, P.; Rosowski, A.; Gabzdyl, J.; Reuben, R.L.; Hand, D.P. Process Optimization for 100 W Nanosecond Pulsed Fiber Laser Engraving of 316L Grade Stainless Steel. JMMP 2020, 4, 110. [Google Scholar] [CrossRef]
- Lasagni, A.F.; Gachot, C.; Trinh, K.E.; Hans, M.; Rosenkranz, A.; Roch, T.; Eckhardt, S.; Kunze, T.; Bieda, M.; Günther, D.; et al. Direct Laser Interference Patterning, 20 Years of Development: From the Basics to Industrial Applications. Proc. SPIE 2017, 1009211. [Google Scholar] [CrossRef] [Green Version]
- Stärk, M.; Schlickeiser, F.; Nissen, D.; Hebler, B.; Graus, P.; Hinzke, D.; Scheer, E.; Leiderer, P.; Fonin, M.; Albrecht, M.; et al. Controlling the Magnetic Structure of Co/Pd Thin Films by Direct Laser Interference Patterning. Nanotechnology 2015, 26, 205302. [Google Scholar] [CrossRef] [Green Version]
- Rosenkranz, A.; Hans, M.; Gachot, C.; Thome, A.; Bonk, S.; Mücklich, F. Direct Laser Interference Patterning: Tailoring of Contact Area for Frictional and Antibacterial Properties. Lubricants 2016, 4, 2. [Google Scholar] [CrossRef] [Green Version]
- Vala, M.; Homola, J. Flexible Method Based on Four-Beam Interference Lithography for Fabrication of Large Areas of Perfectly Periodic Plasmonic Arrays. Opt. Express 2014, 22, 18778. [Google Scholar] [CrossRef] [PubMed]
- Fu, Y.; Soldera, M.; Wang, W.; Milles, S.; Deng, K.; Voisiat, B.; Nielsch, K.; Lasagni, A.F. Wettability Control of Polymeric Microstructures Replicated from Laser-patterned Stamps. Sci. Rep. 2020, 10, 22428. [Google Scholar] [CrossRef] [PubMed]
- Fu, Y.; Soldera, M.; Wang, W.; Voisiat, B.; Lasagni, A.F. Picosecond Laser Interference Patterning of Periodical Micro-Architectures on Metallic Molds for Hot Embossing. Materials 2019, 12, 3409. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Lang, V.; Rank, A.; Lasagni, A.F. Direct Laser Interference Patterning of Metallic Sleeves for Roll-to-Roll Hot Embossing. Adv. Eng. Mater. 2017, 19, 1700201. [Google Scholar] [CrossRef]
- Pomberger, S.; Stoschka, M.; Leitner, M. Cast Surface Texture Characterisation via Areal Roughness. Precis. Eng. 2019, 60, 465–481. [Google Scholar] [CrossRef]
- Wlodarczyk, K.L.; Ardron, M.; Weston, N.J.; Hand, D.P. Nanosecond Pulsed Laser Generation of Holographic Structures on Metals. Proc. SPIE 2016, 9736. [Google Scholar] [CrossRef]
- Jiang, Y.; Cheng, Y.; Zhang, X.; Yang, J.; Yang, X.; Cheng, Z. Simulation and Experimental Investigations on the Effect of Marangoni Convection on Thermal Field during Laser Cladding Process. Optik 2020, 203, 164044. [Google Scholar] [CrossRef]
- Li, N.; Li, Z.; Kang, M.; Zhang, J. Numerical Simulation and Experimental Study on Laser Micromachining of 304L Stainless Steel in Ambient Air. Int. J. Heat Mass Transf. 2019, 140, 978–991. [Google Scholar] [CrossRef]
- Chen, Y.-D.; Tsai, W.-J.; Liu, S.-H.; Horng, J.-B. Picosecond Laser Pulse Polishing of ASP23 Steel. Opt. Laser Technol. 2018, 107, 180–185. [Google Scholar] [CrossRef]
- Temmler, A.; Liu, D.; Preußner, J.; Oeser, S.; Luo, J.; Poprawe, R.; Schleifenbaum, J.H. Influence of Laser Polishing on Surface Roughness and Microstructural Properties of the Remelted Surface Boundary Layer of Tool Steel H11. Mater. Des. 2020, 192, 108689. [Google Scholar] [CrossRef]
- Lang, V.; Voisiat, B.; Kunze, T.; Lasagni, A.F. Fabrication of High Aspect-Ratio Surface Micro Patterns on Stainless Steel Using High-Speed Direct Laser Interference Patterning. Adv. Eng. Mater. 2019, 21, 1900151. [Google Scholar] [CrossRef]
- Müller, D.W.; Fox, T.; Grützmacher, P.G.; Suarez, S.; Mücklich, F. Applying Ultrashort Pulsed Direct Laser Interference Patterning for Functional Surfaces. Sci. Rep. 2020, 10, 3647. [Google Scholar] [CrossRef] [Green Version]
- Liu, Y.H.; Hu, J.D.; Zhao, L.; Guo, Z.X.; Chumakov, A.N.; Bosak, N.A. Accumulation Morphology on the Surface of Stainless Steel Irradiated by a Nanosecond Nd:YAG Pulsed Laser. Opt. Laser Technol. 2010, 42, 647–652. [Google Scholar] [CrossRef]
- Huhtamäki, T.; Tian, X.; Korhonen, J.T.; Ras, R.H.A. Surface-Wetting Characterization Using Contact-Angle Measurements. Nat. Protoc. 2018, 13, 1521–1538. [Google Scholar] [CrossRef] [Green Version]
- Cassie, A.B.D.; Baxter, S. Wettability of Porous Surfaces. Trans. Faraday Soc. 1944, 40, 546. [Google Scholar] [CrossRef]
- Whyman, G.; Bormashenko, E. How to Make the Cassie Wetting State Stable? Langmuir 2011, 27, 8171–8176. [Google Scholar] [CrossRef]










Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bouchard, F.; Soldera, M.; Baumann, R.; Lasagni, A.F. Hierarchical Microtextures Embossed on PET from Laser-Patterned Stamps. Materials 2021, 14, 1756. https://doi.org/10.3390/ma14071756
Bouchard F, Soldera M, Baumann R, Lasagni AF. Hierarchical Microtextures Embossed on PET from Laser-Patterned Stamps. Materials. 2021; 14(7):1756. https://doi.org/10.3390/ma14071756
Chicago/Turabian StyleBouchard, Felix, Marcos Soldera, Robert Baumann, and Andrés Fabián Lasagni. 2021. "Hierarchical Microtextures Embossed on PET from Laser-Patterned Stamps" Materials 14, no. 7: 1756. https://doi.org/10.3390/ma14071756
APA StyleBouchard, F., Soldera, M., Baumann, R., & Lasagni, A. F. (2021). Hierarchical Microtextures Embossed on PET from Laser-Patterned Stamps. Materials, 14(7), 1756. https://doi.org/10.3390/ma14071756