
Fabrication and Property Regulation of Small-Size Polyamine Microcapsules via Integrating Microfluidic T-Junction and Interfacial Polymerization

 and
and
Abstract
:1. Introduction
2. Experiment
2.1. Materials
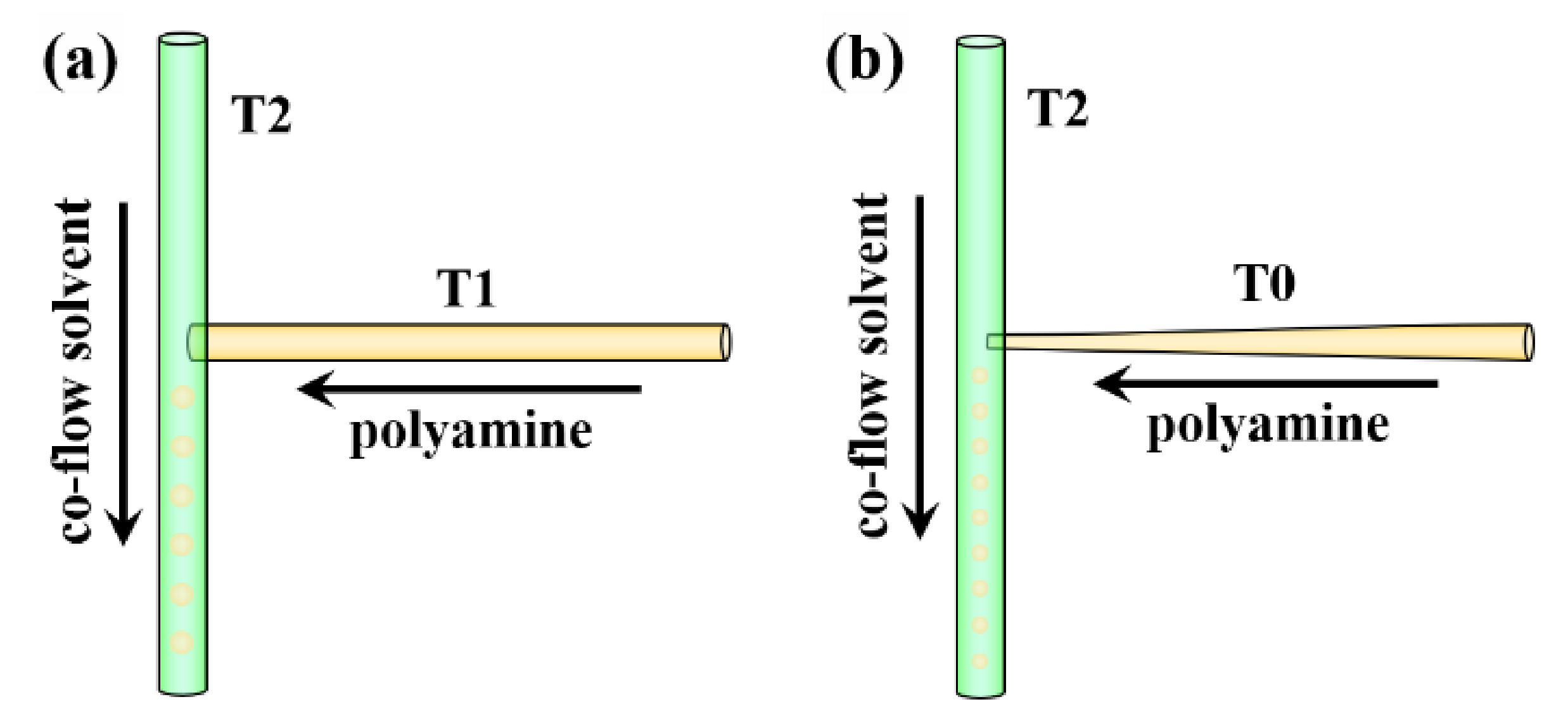
2.2. Fabrication of Small Polyamine Microcapsules
2.3. Characterization Methods
3. Results and Discussion
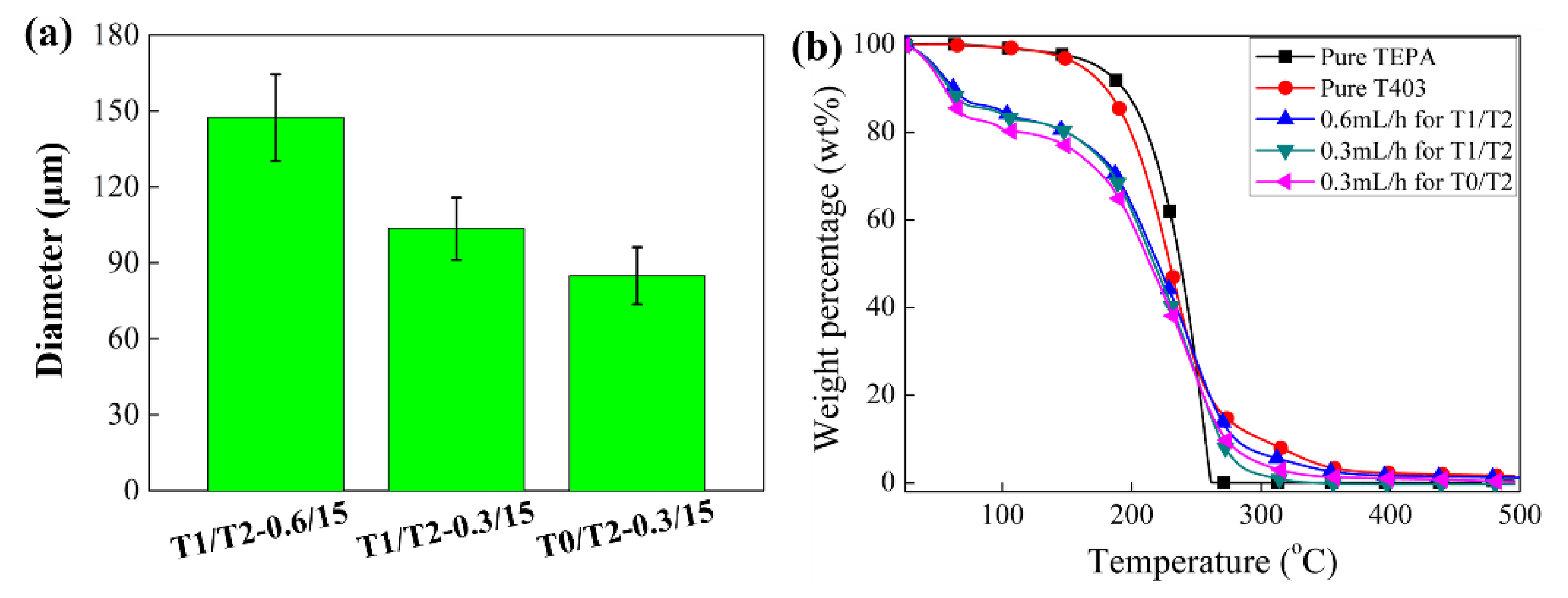
3.1. Size Regulation of Polyamine Microcapsules
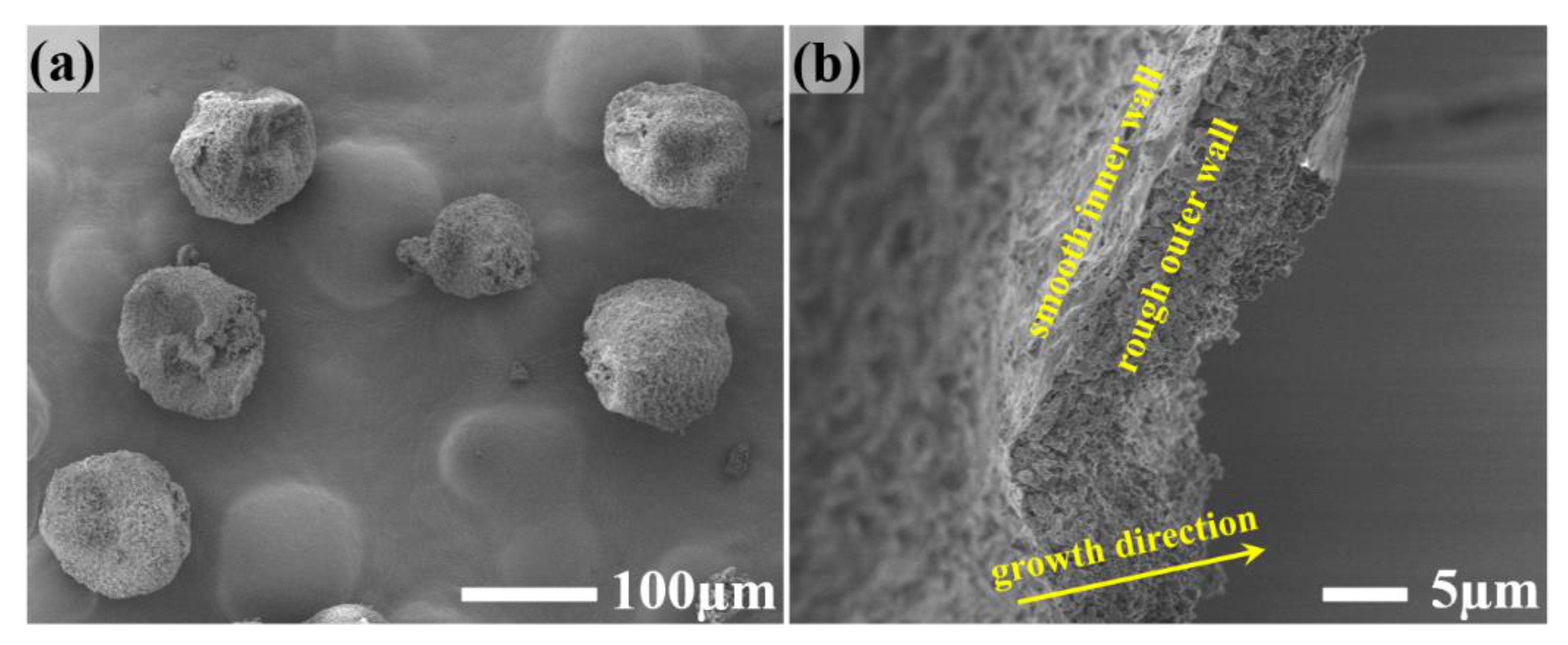
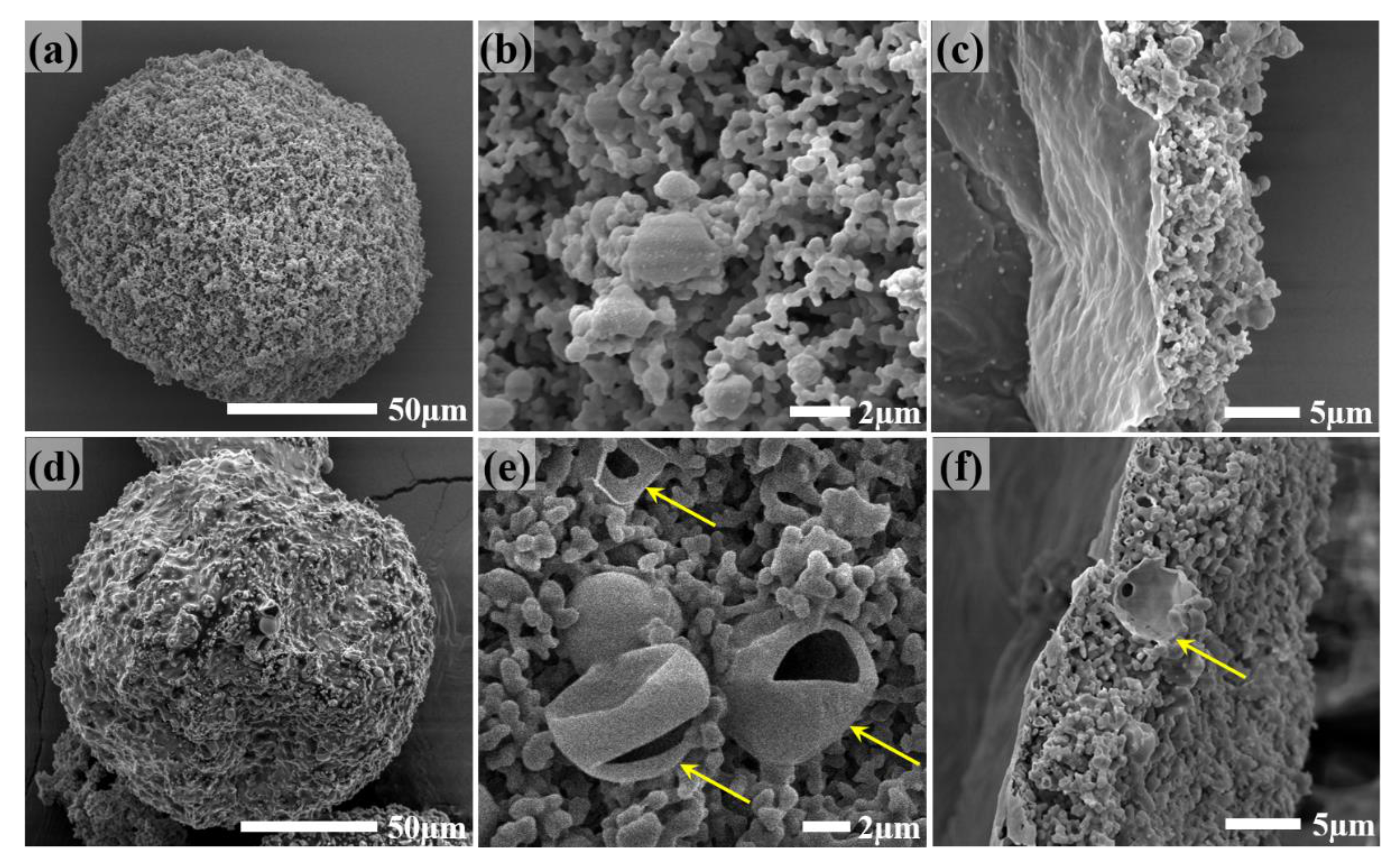
3.2. Influence of Shell-Forming Monomer in Reaction Solution
3.3. Influence of Solvent in Reaction Solution
3.4. Influence of Reaction Condition
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- White, S.R.; Sottos, N.R.; Geubelle, P.H.; Moore, J.S.; Kessler, M.R.; Sriram, S.R.; Brown, E.N.; Viswanathan, S. Autonomic healing of polymer composites. Nature 2001, 409, 794–797. [Google Scholar] [CrossRef] [PubMed]
- Davis, D.A.; Hamilton, A.; Yang, J.L.; Cremar, L.D.; Van Gough, D.; Potisek, S.L.; Ong, M.T.; Braun, P.V.; Martinez, T.J.; White, S.R.; et al. Force-induced activation of covalent bonds in mechanoresponsive polymeric materials. Nature 2009, 459, 68–72. [Google Scholar] [CrossRef] [PubMed]
- White, S.R.; Moore, J.S.; Sottos, N.R.; Krull, B.P.; Santa Cruz, W.A.; Gergely, R.C.R. Restoration of Large Damage Volumes in Polymers. Science 2014, 344, 620–623. [Google Scholar] [CrossRef] [PubMed]
- Li, W.; Matthews, C.C.; Yang, K.; Odarczenko, M.T.; White, S.R.; Sottos, N.R. Damage Detection: Autonomous Indication of Mechanical Damage in Polymeric Coatings. Adv. Mater. 2016, 28, 2275. [Google Scholar] [CrossRef]
- Patrick, J.F.; Robb, M.J.; Sottos, N.R.; Moore, J.S.; White, S.R. Polymers with autonomous life-cycle control. Nature 2016, 540, 363–370. [Google Scholar] [CrossRef]
- Zhang, H.; Zhang, X.; Bao, C.; Li, X.; Duan, F.; Friedrich, K.; Yang, J. Skin-Inspired, Fully Autonomous Self-Warning and Self-Repairing Polymeric Material under Damaging Events. Chem. Mater. 2019, 31, 2611–2618. [Google Scholar] [CrossRef]
- Cohades, A.; Branfoot, C.; Rae, S.; Bond, I.; Michaud, V. Progress in Self-Healing Fiber-Reinforced Polymer Composites. Adv. Mater. Interfaces 2018, 5, 20. [Google Scholar] [CrossRef]
- Kanu, N.J.; Gupta, E.; Vates, U.K.; Singh, G.K. Self-healing composites: A state-of-the-art review. Compos. Pt. A Appl. Sci. Manuf. 2019, 121, 474–486. [Google Scholar] [CrossRef]
- Christopher, J.E.P.; Sultan, M.T.H.; Selvan, C.P.; Irulappasamy, S.; Mustapha, F.; Basri, A.A.; Safri, S.N.A. Manufacturing challenges in self-healing technology for polymer composites—A review. J. Mater. Res. Technol. JMRT 2020, 9, 7370–7379. [Google Scholar] [CrossRef]
- Zhang, H.; Zhang, X.; Bao, C.; Li, X.; Sun, D.; Duan, F.; Friedrich, K.; Yang, J. Direct microencapsulation of pure polyamine by integrating microfluidic emulsion and interfacial polymerization for practical self-healing materials. J. Mater. Chem. A 2018, 6, 24092–24099. [Google Scholar] [CrossRef]
- Wu, D.Y.; Meure, S.; Solomon, D. Self-healing polymeric materials: A review of recent developments. Prog. Polym. Sci. 2008, 33, 479–522. [Google Scholar] [CrossRef]
- Zhu, D.Y.; Rong, M.Z.; Zhang, M.Q. Self-healing polymeric materials based on microencapsulated healing agents: From design to preparation. Prog. Polym. Sci. 2015, 49–50, 175–220. [Google Scholar] [CrossRef]
- Ilyaei, S.; Sourki, R.; Akbari, Y.H.A. Capsule-based healing systems in composite materials: A review. Crit. Rev. Solid State Mater. Sci. 2020. [Google Scholar] [CrossRef]
- Brown, E.N.; Sottos, N.R.; White, S.R. Fracture testing of a self-healing polymer composite. Exp. Mech. 2002, 42, 372–379. [Google Scholar] [CrossRef]
- Rule, J.D.; Sottos, N.R.; White, S.R. Effect of microcapsule size on the performance of self-healing polymers. Polymer 2007, 48, 3520–3529. [Google Scholar] [CrossRef]
- Zhang, H.; Yang, J. Development of self-healing polymers via amine–epoxy chemistry: II. Systematic evaluation of self-healing performance. Smart. Mater. Struct. 2014, 23, 065004. [Google Scholar] [CrossRef]
- Kosarli, M.; Bekas, D.G.; Tsirka, K.; Baltzis, D.; Vaimakis-Tsogkas, D.Τ.; Orfanidis, S.; Papavassiliou, G.; Paipetis, A.S. Microcapsule-based self-healing materials: Healing efficiency and toughness reduction vs. capsule size. Compos. Pt. B Eng. 2019, 171, 78–86. [Google Scholar] [CrossRef]
- Yin, T.; Zhou, L.; Rong, M.Z.; Zhang, M.Q. Self-healing woven glass fabric/epoxy composites with the healant consisting of micro-encapsulated epoxy and latent curing agent. Smart. Mater. Struct. 2008, 17, 015019. [Google Scholar] [CrossRef]
- Yuan, Y.C.; Ye, Y.; Rong, M.Z.; Chen, H.; Wu, J.; Zhang, M.Q.; Qin, S.X.; Yang, G.C. Self-healing of low-velocity impact damage in glass fabric/epoxy composites using an epoxy–mercaptan healing agent. Smart Mater. Struct. 2011, 20, 015024. [Google Scholar] [CrossRef]
- Wei, H.G.; Wang, Y.R.; Guo, J.; Shen, N.Z.; Jiang, D.W.; Zhang, X.; Yan, X.R.; Zhu, J.H.; Wang, Q.; Shao, L.; et al. Advanced micro/nanocapsules for self-healing smart anticorrosion coatings. J. Mater. Chem. A 2015, 3, 469–480. [Google Scholar] [CrossRef]
- Shchukin, D.G.; Möhwald, H. Self-Repairing Coatings Containing Active Nanoreservoirs. Small 2007, 3, 926–943. [Google Scholar] [CrossRef]
- Blaiszik, B.J.; Sottos, N.R.; White, S.R. Nanocapsules for self-healing materials. Compos. Sci. Technol. 2008, 68, 978–986. [Google Scholar] [CrossRef]
- Samadzadeh, M.; Boura, S.H.; Peikari, M.; Kasiriha, S.M.; Ashrafi, A. A review on self-healing coatings based on micro/nanocapsules. Prog. Org. Coat. 2010, 68, 159–164. [Google Scholar] [CrossRef]
- McIlroy, D.A.; Blaiszik, B.J.; Caruso, M.M.; White, S.R.; Moore, J.S.; Sottos, N.R. Microencapsulation of a Reactive Liquid-Phase Amine for Self-Healing Epoxy Composites. Macromolecules 2010, 43, 1855–1859. [Google Scholar] [CrossRef]
- Jin, H.H.; Mangun, C.L.; Stradley, D.S.; Moore, J.S.; Sottos, N.R.; White, S.R. Self-healing thermoset using encapsulated epoxy-amine healing chemistry. Polymer 2012, 53, 581–587. [Google Scholar] [CrossRef]
- Li, Q.; Siddaramaiah; Kim, N.H.; Hui, D.; Lee, J.H. Effects of dual component microcapsules of resin and curing agent on the self-healing efficiency of epoxy. Compos. Pt. B Eng. 2013, 55, 79–85. [Google Scholar] [CrossRef]
- Zhang, H.; Yang, J. Etched glass bubbles as robust micro-containers for self-healing materials. J. Mater. Chem. A 2013, 1, 12715–12720. [Google Scholar] [CrossRef] [Green Version]
- Jin, H.H.; Mangun, C.L.; Griffin, A.S.; Moore, J.S.; Sottos, N.R.; White, S.R. Thermally Stable Autonomic Healing in Epoxy using a Dual-Microcapsule System. Adv. Mater. 2014, 26, 282–287. [Google Scholar] [CrossRef]
- Neuser, S.; Chen, P.W.; Studart, A.R.; Michaud, V. Fracture Toughness Healing in Epoxy Containing Both Epoxy and Amine Loaded Capsules. Adv. Eng. Mater. 2014, 16, 581–587. [Google Scholar] [CrossRef]
- Zhang, H.; Wang, P.; Yang, J. Self-healing epoxy via epoxy–amine chemistry in dual hollow glass bubbles. Compos. Sci. Technol. 2014, 94, 23–29. [Google Scholar] [CrossRef]
- Yi, H.; Deng, Y.H.; Wang, C.Y. Pickering emulsion-based fabrication of epoxy and amine microcapsules for dual core self-healing coating. Compos. Sci. Technol. 2016, 133, 51–59. [Google Scholar] [CrossRef]
- Hu, H.; Zhang, L.; Yu, R.; Yuan, L.; Yang, Y.; He, X.; Wang, J.; Li, Z. Microencapsulation of ethylenediamine and its application in binary self-healing system using dual-microcapsule. Mater. Des. 2020, 189, 108535. [Google Scholar] [CrossRef]
- Li, Q.; Mishra, A.K.; Kim, N.H.; Kuila, T.; Lau, K.-t.; Lee, J.H. Effects of processing conditions of poly(methylmethacrylate) encapsulated liquid curing agent on the properties of self-healing composites. Compos. Pt. B Eng. 2013, 49, 6–15. [Google Scholar] [CrossRef]
- Lu, X.; Katz, J.S.; Schmitt, A.K.; Moore, J.S. A Robust Oil-in-Oil Emulsion for the Nonaqueous Encapsulation of Hydrophilic Payloads. J. Am. Chem. Soc. 2018, 140, 3619–3625. [Google Scholar] [CrossRef]
- Yuan, L.Y.; Sun, T.Q.; Hu, H.L.; Yuan, S.X.; Yang, Y.; Wang, R.G.; Lyu, C.X.; Yang, F.; Lyu, X.X. Preparation and Characterization of Microencapsulated Ethylenediamine with Epoxy Resin for Self-healing Composites. Sci. Rep. 2019, 9, 10. [Google Scholar] [CrossRef]
- Zhang, H.; Zhang, X.; Chong, Y.B.; Peng, J.; Fang, X.; Yan, Z.; Liu, B.; Yang, J. Shell Formation Mechanism for Direct Microencapsulation of Nonequilibrium Pure Polyamine Droplet. J. Phys. Chem. C 2019, 123, 22413–22423. [Google Scholar] [CrossRef]
- Yang, Z.; Fang, X.; Peng, J.; Cao, X.; Liao, Z.; Yan, Z.; Jiang, C.; Liu, B.; Zhang, H. Versatility of the microencapsulation technique via integrating microfluidic T-Junction and interfacial polymerization in encapsulating different polyamines. Colloid. Surf. A 2020, 604, 125097. [Google Scholar] [CrossRef]
- Yuan, Y.C.; Ye, X.J.; Rong, M.Z.; Zhang, M.Q.; Yang, G.C.; Zhao, J.Q. Self-healing epoxy composite with heat-resistant healant. ACS Appl. Mater. Interfaces 2011, 3, 4487–4495. [Google Scholar] [CrossRef]
- Ye, X.J.; Zhu, Y.; Yuan, Y.C.; Song, Y.X.; Yang, G.C.; Rong, M.Z.; Zhang, M.Q. Improvement of fatigue resistance of epoxy composite with microencapsulated epoxy-SbF5 self-healing system. Express Polym. Lett. 2017, 11, 853–862. [Google Scholar] [CrossRef]
- Cao, X.W.; Peng, J.J.; Fang, X.L.; Yang, Z.T.; Liao, Z.C.; Yan, Z.B.; Jiang, C.X.; Liu, B.; Zhang, H. Process regulation for encapsulating pure polyamine via integrating microfluidic T-junction and interfacial polymerization. J. Polym. Sci. 2020, 58, 1810–1824. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Table | Feeding Rate for Polyamine (V, mL/h) | HMDI (M, g) | Solvent b (S) | Reaction Condition c |
|---|---|---|---|---|
| T1/T2 | 0.6 | 6.0 | C10 | T40-1h_T50-2h_T60-2h |
| T1/T2 | 0.3 | 6.0 | C10 | T40-1h_T50-2h_T60-2h |
| T0/T2 | 0.3 | 6.0 | C10 | T40-1h_T50-2h_T60-2h |
| T1/T2 | 0.3 | 9.0 | C10 | T40-1h_T50-2h_T60-2h |
| T1/T2 | 0.3 | 12.0 | C10 | T40-1h_T50-2h_T60-2h |
| T1/T2 | 0.3 | 9.0 | 50C10–50C16 | T40-1h_T50-2h_T60-2h |
| T1/T2 | 0.3 | 9.0 | C16 | T40-1h_T50-2h_T60-2h |
| T1/T2 | 0.3 | 9.0 | C16-C10 | T50-5h |
| T1/T2 | 0.3 | 9.0 | C16-C10 | T60-5h |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lai, S.; He, Y.; Xiong, D.; Wang, Y.; Xiao, K.; Yan, Z.; Zhang, H. Fabrication and Property Regulation of Small-Size Polyamine Microcapsules via Integrating Microfluidic T-Junction and Interfacial Polymerization. Materials 2021, 14, 1800. https://doi.org/10.3390/ma14071800
Lai S, He Y, Xiong D, Wang Y, Xiao K, Yan Z, Zhang H. Fabrication and Property Regulation of Small-Size Polyamine Microcapsules via Integrating Microfluidic T-Junction and Interfacial Polymerization. Materials. 2021; 14(7):1800. https://doi.org/10.3390/ma14071800
Chicago/Turabian StyleLai, Shaochuan, Yongjun He, Daoying Xiong, Yao Wang, Kaibin Xiao, Zhibin Yan, and He Zhang. 2021. "Fabrication and Property Regulation of Small-Size Polyamine Microcapsules via Integrating Microfluidic T-Junction and Interfacial Polymerization" Materials 14, no. 7: 1800. https://doi.org/10.3390/ma14071800
APA StyleLai, S., He, Y., Xiong, D., Wang, Y., Xiao, K., Yan, Z., & Zhang, H. (2021). Fabrication and Property Regulation of Small-Size Polyamine Microcapsules via Integrating Microfluidic T-Junction and Interfacial Polymerization. Materials, 14(7), 1800. https://doi.org/10.3390/ma14071800