
Utilizing Iron Ore Tailing as Cementitious Material for Eco-Friendly Design of Ultra-High Performance Concrete (UHPC)




Abstract
:1. Introduction
2. Materials and Methods
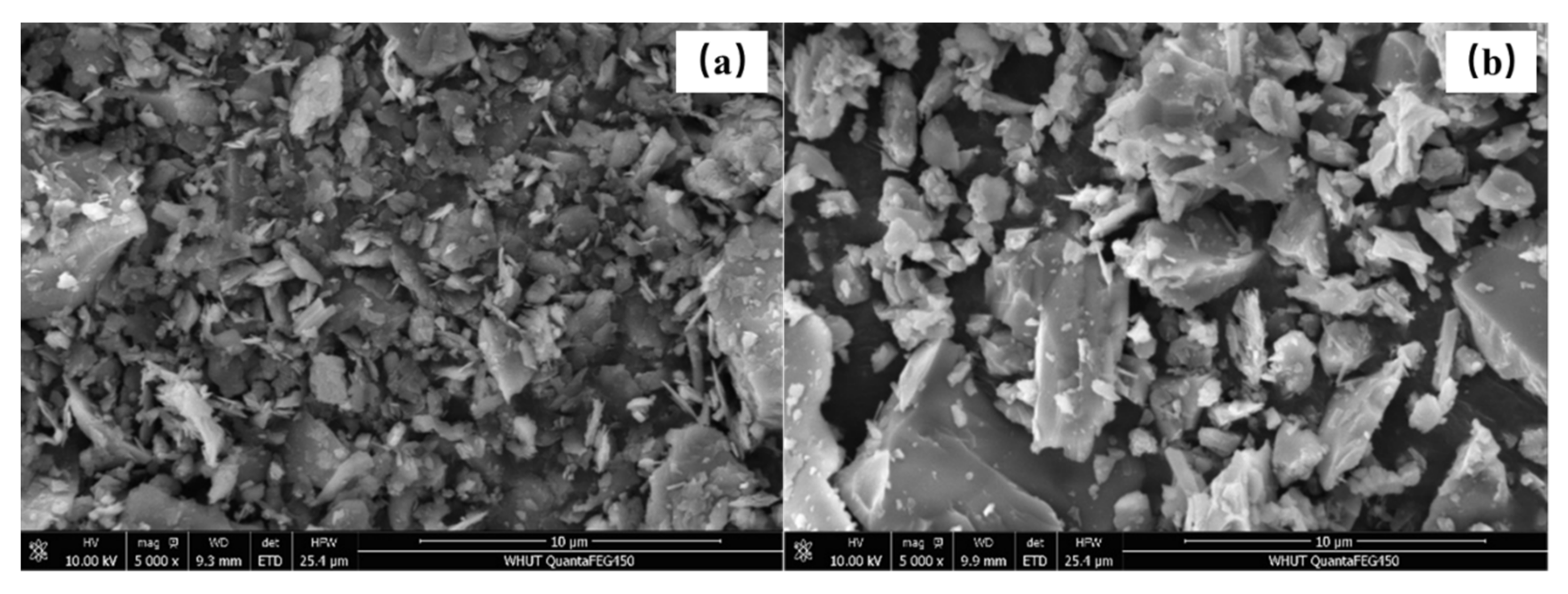
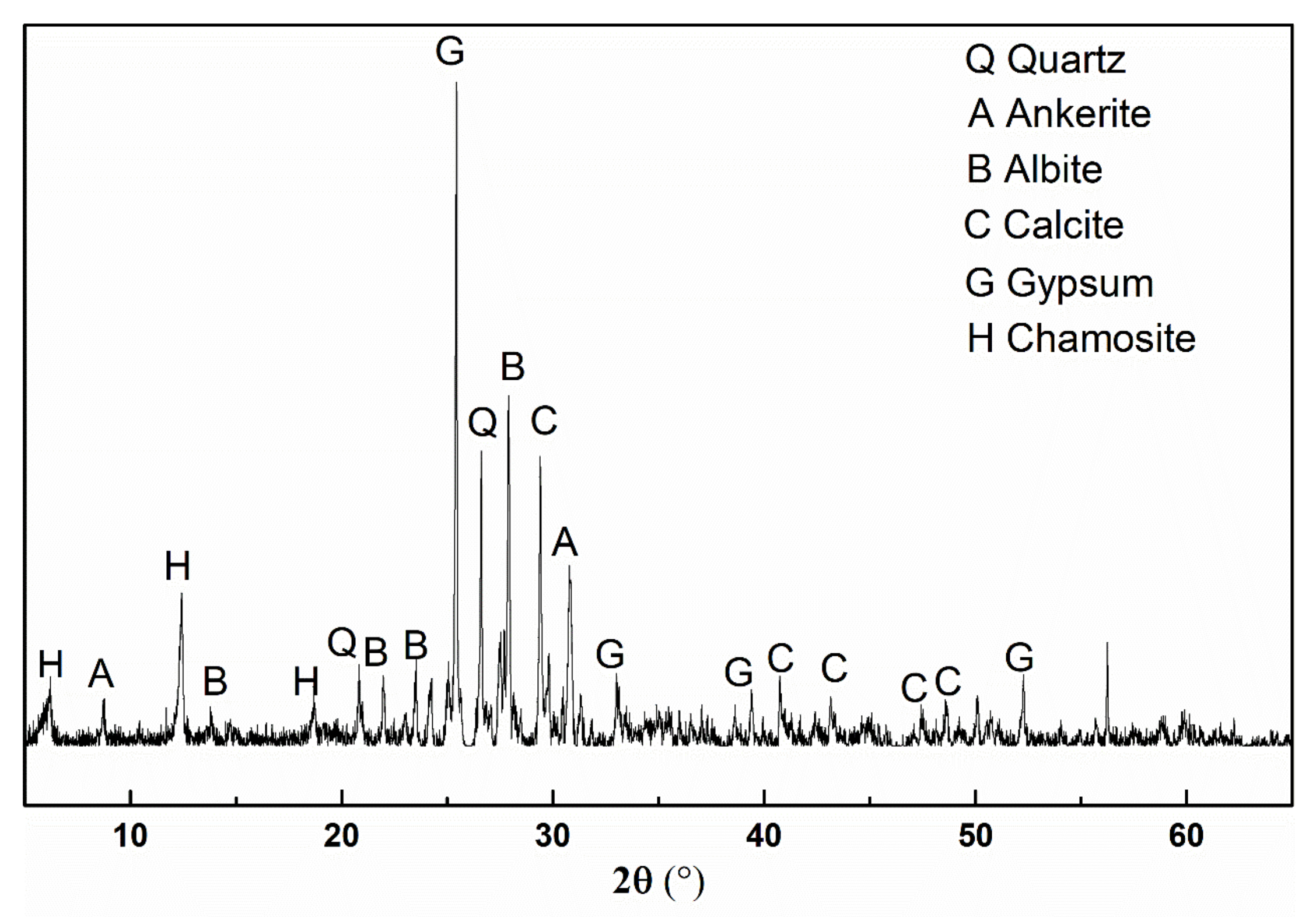
2.1. Materials
2.2. Experimental Methodology
2.2.1. Mix Design Method
2.2.2. Workability
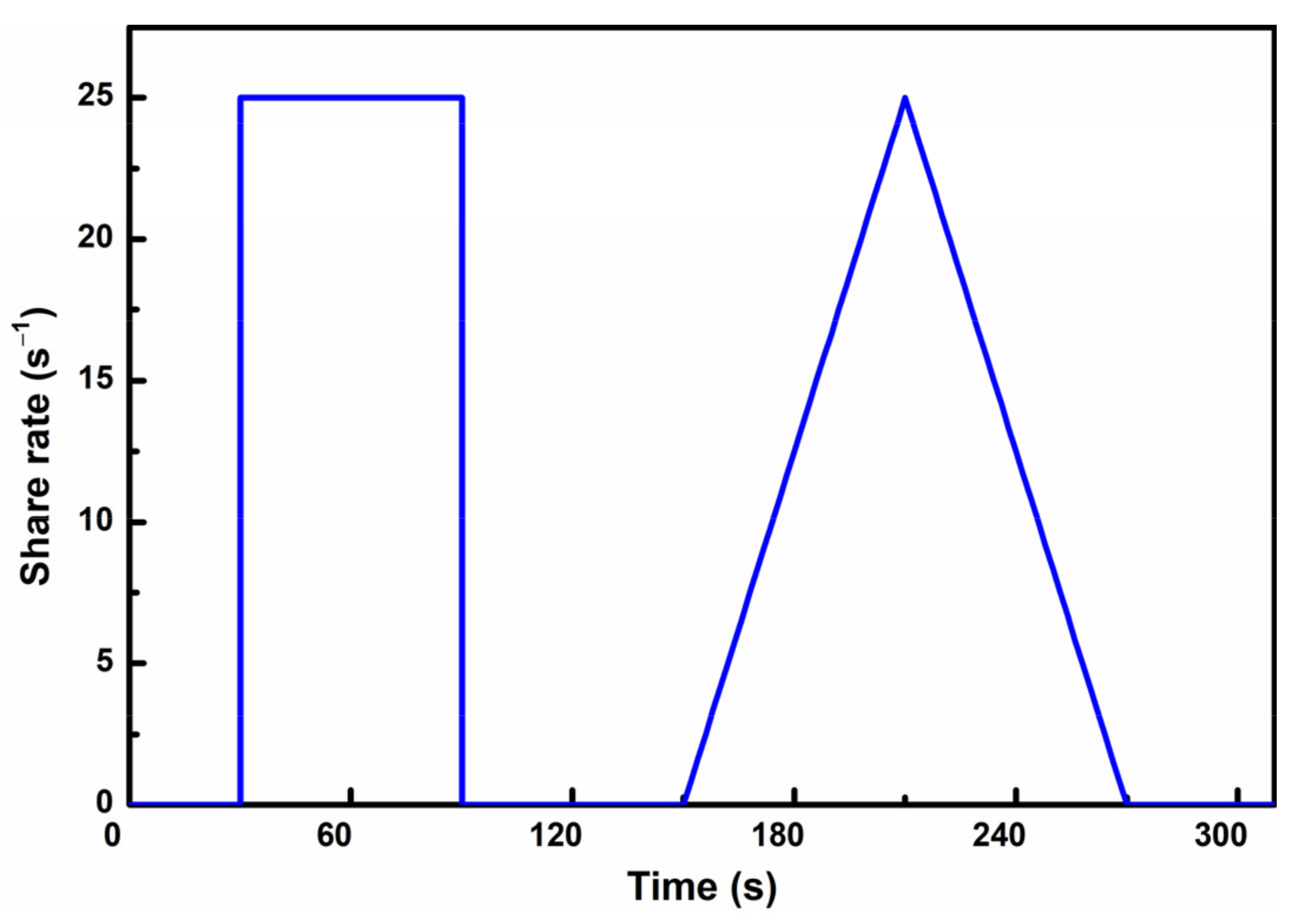
2.2.3. Rheology Behavior
2.2.4. Mechanical Properties
2.2.5. Hydration Kinetics
2.2.6. Pore Size Distribution
2.2.7. Chloride Resistance
2.2.8. Environmental Evaluation
3. Results and Discussion
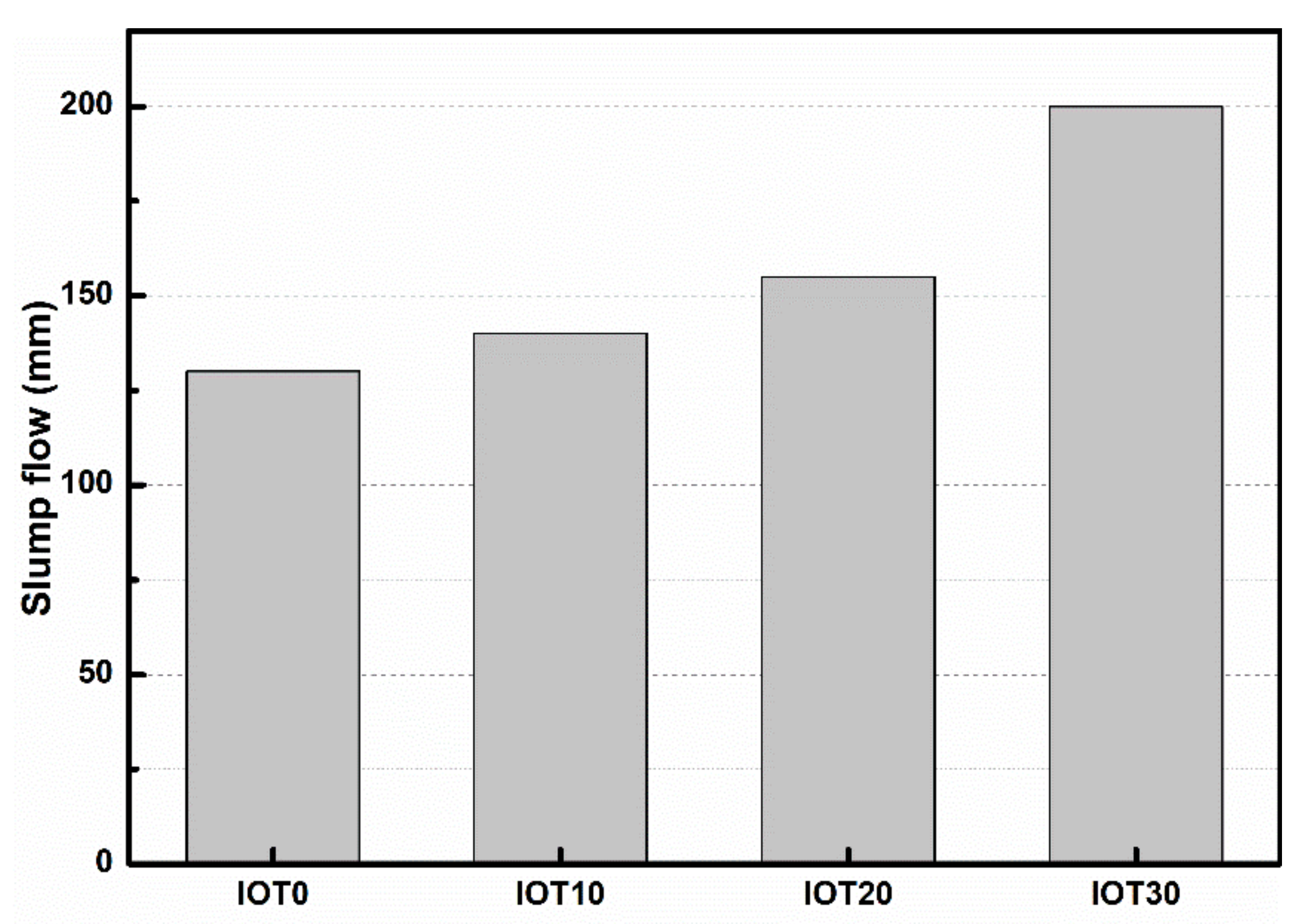
3.1. Workability of Designed UHPC with IOT
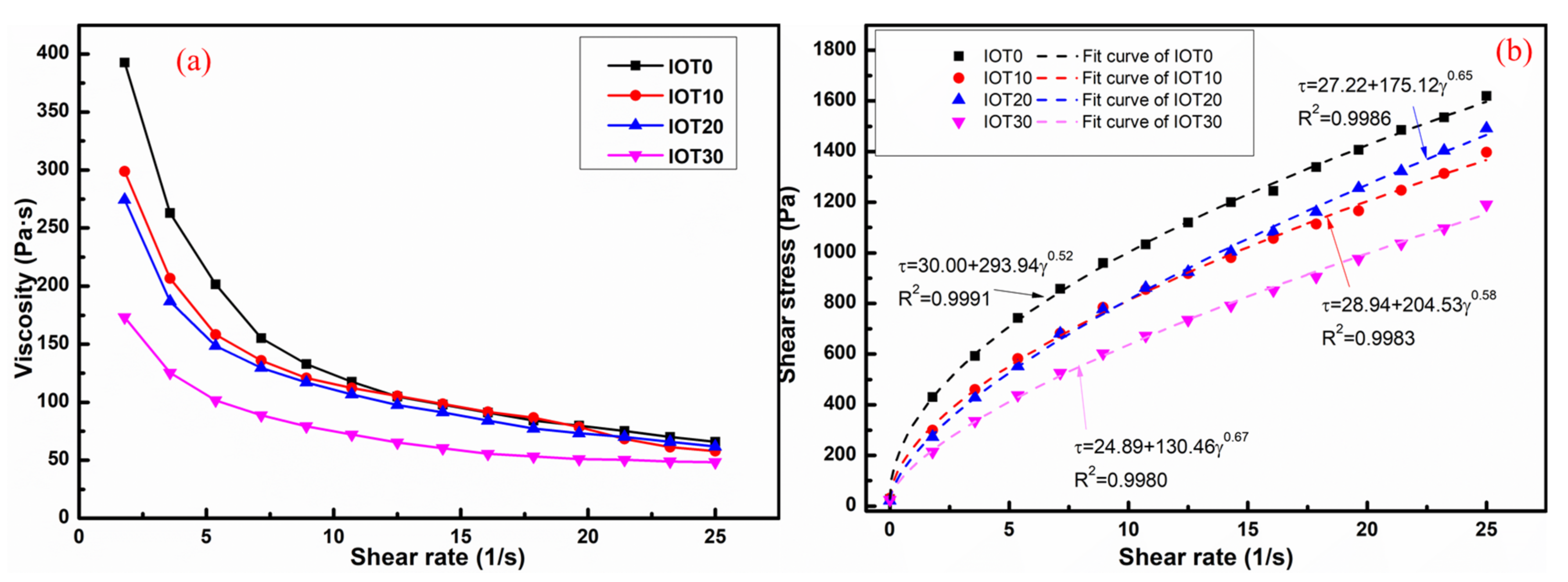
3.2. Rheology Behavior of Designed UHPC with IOT
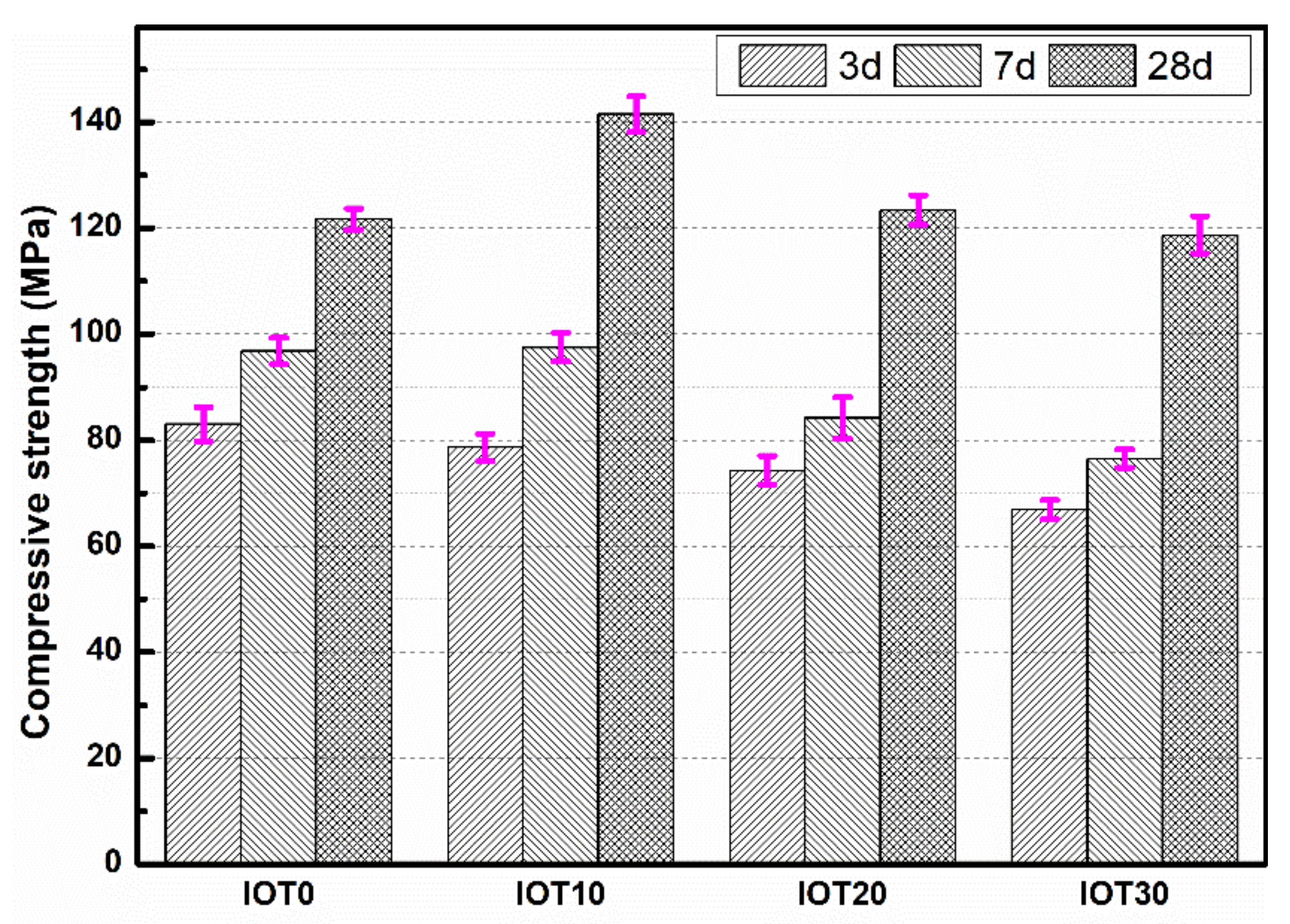
3.3. Mechanical Properties of Designed UHPC with IOT
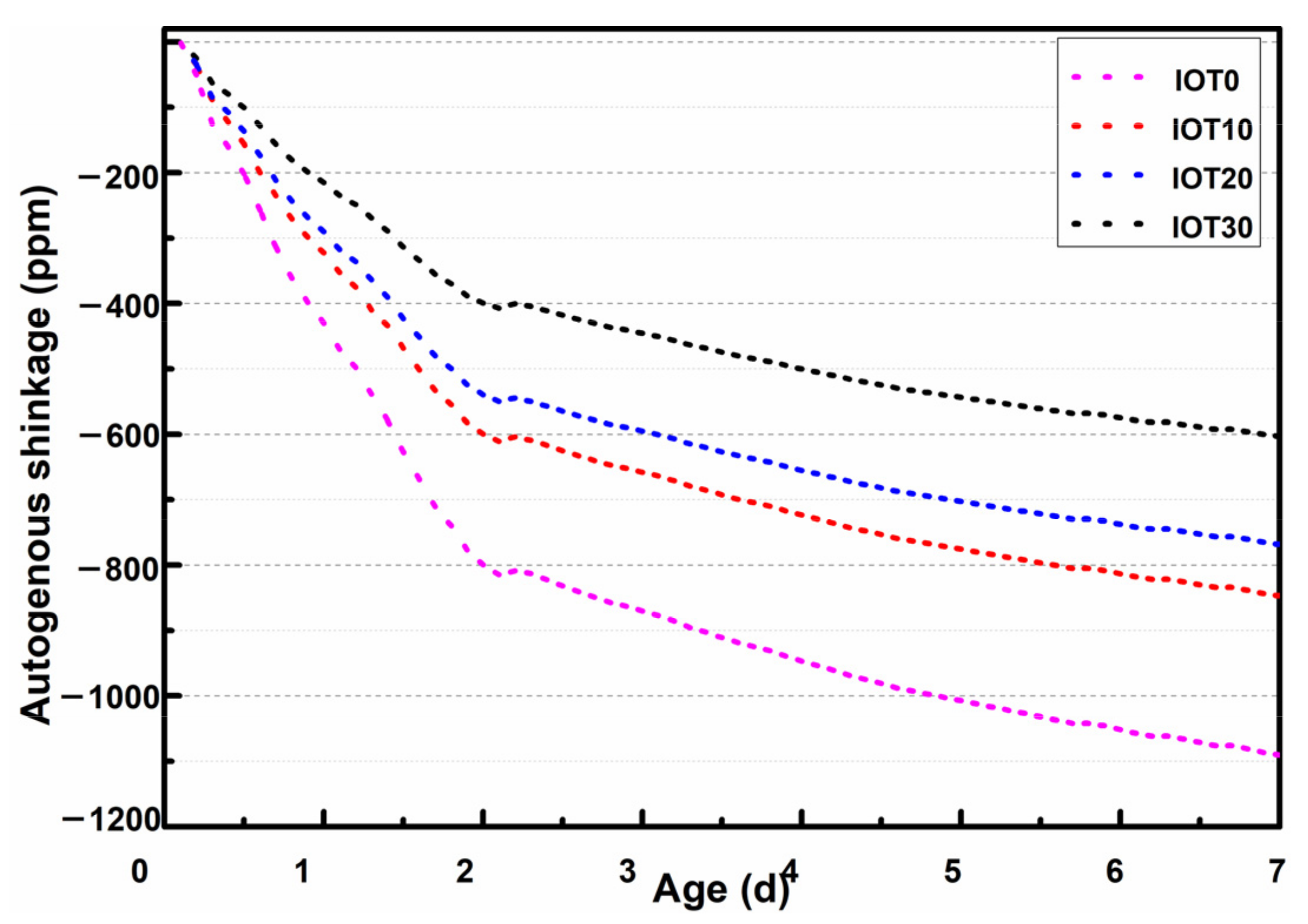
3.4. Autogenous Shrinkage of Designed UHPC with IOT
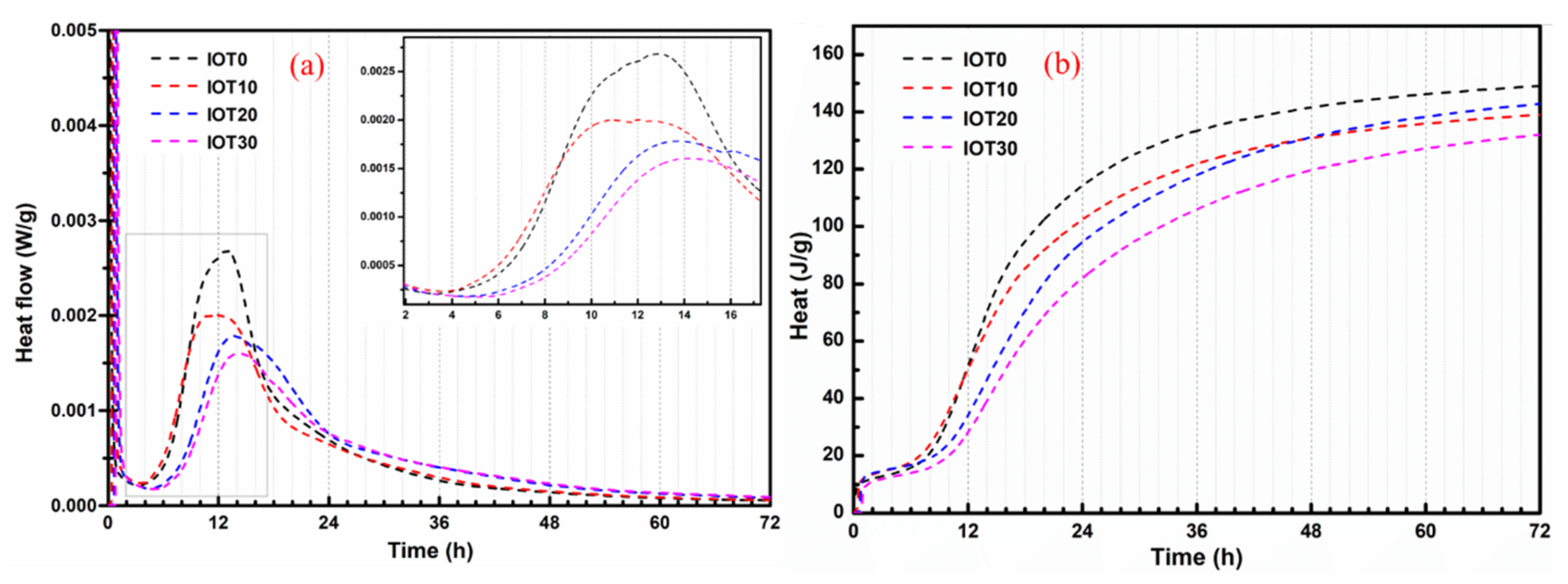
3.5. Isothermal Calorimetry of Designed UHPC with IOT
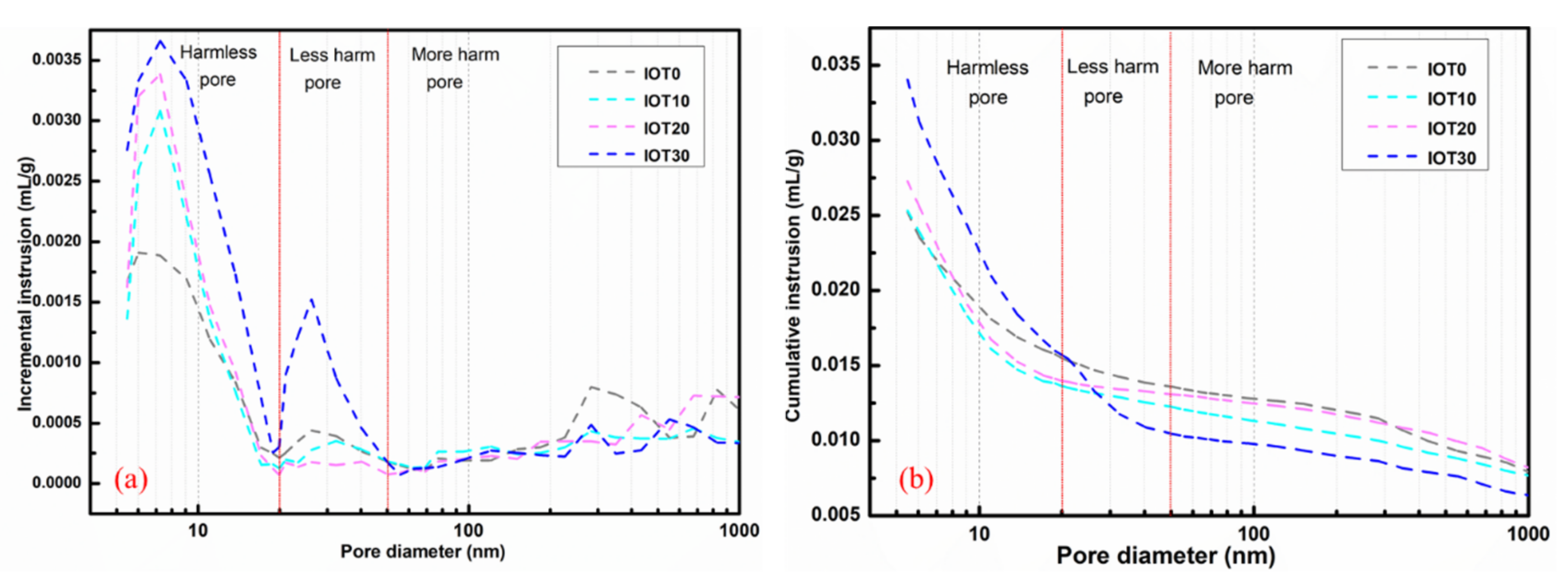
3.6. Pore Structure of Designed UHPC with IOT
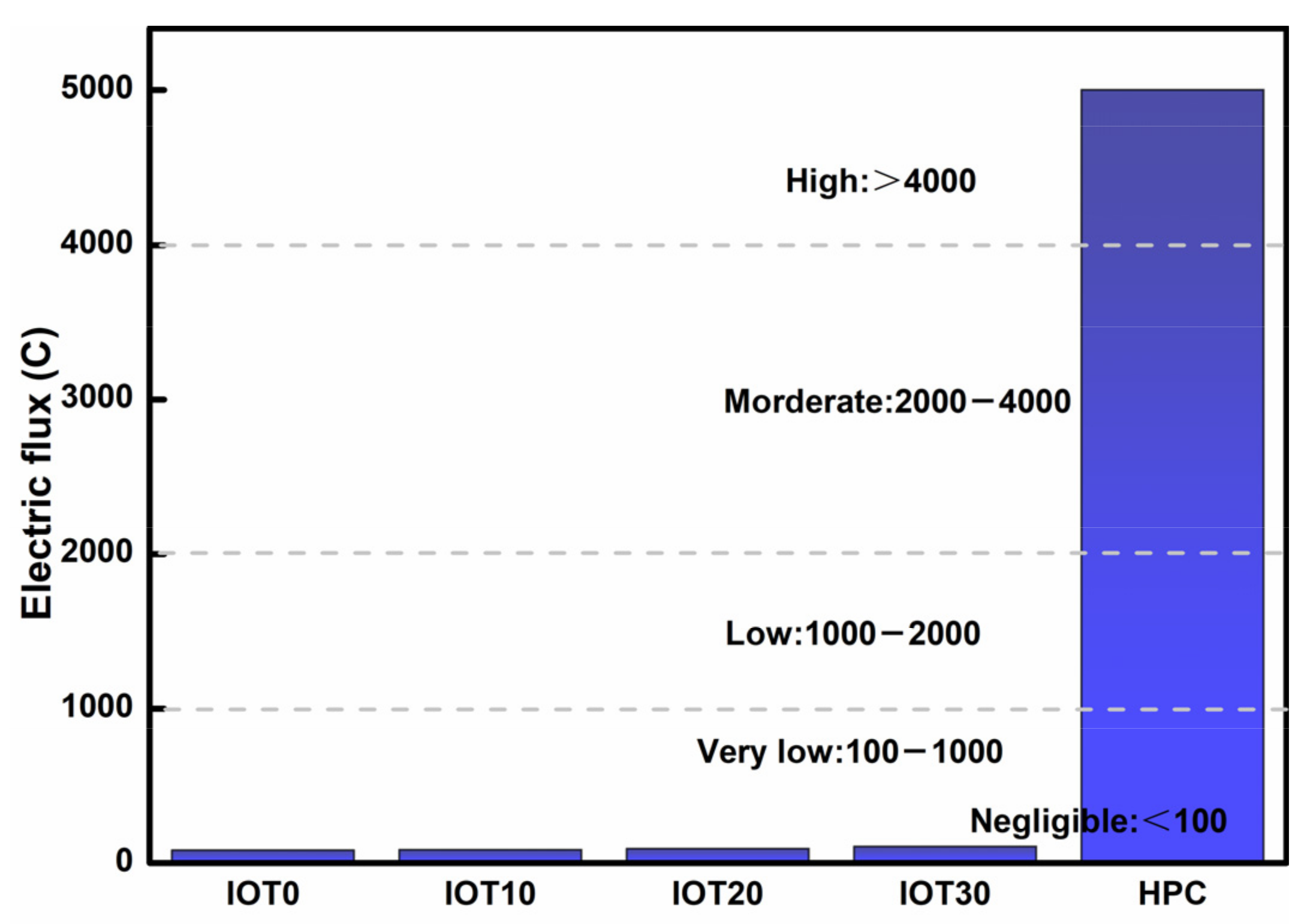
3.7. Chloride Resistance of Designed UHPC with IOT
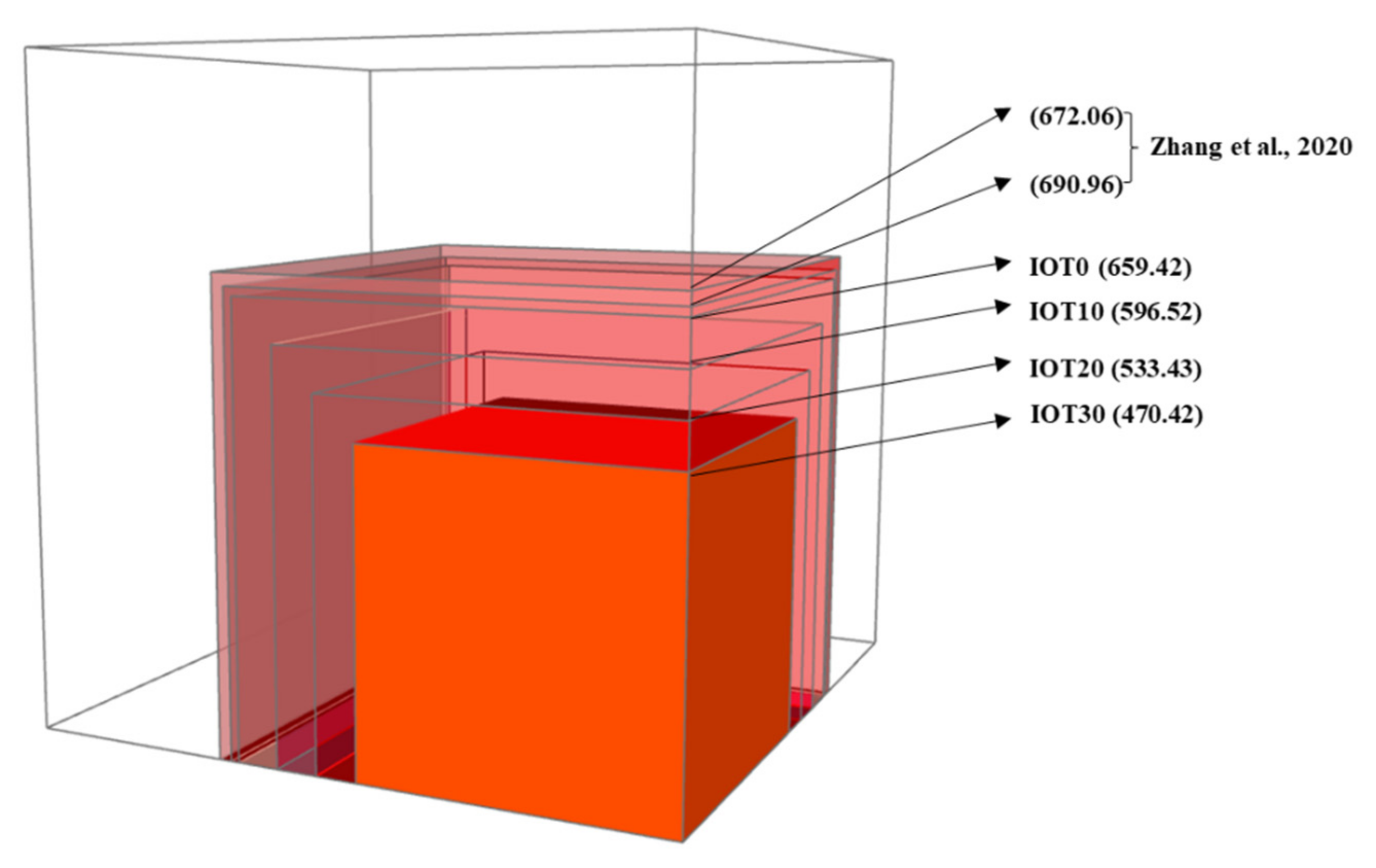
3.8. Environmental Evaluation of Designed UHPC with IOT
4. Conclusions
- (1)
- The utilization of IOT optimizes the workability of fresh UHPC mixture by reducing its plastic viscosity and yield stress, which is mainly attributed to the larger particle size of IOT and increase of the released free water.
- (2)
- The addition of IOT reduces the compressive strength of designed UHPC at 3 d, but the compressive strength at 28 d is still comparable to the control mixture (IOT0) when the replacement of IOT is 30%. This is due to the fact that a low activity of IOT will weaken hydration at an early age, while the filling and nucleation effect of fine IOT particles will optimize the pore structure and improve its compactness at a later age. Thus, the development of the compressive strength for the designed UHPC with IOT is promoted.
- (3)
- The incorporation of IOT can reduce the autogenous shrinkage of designed UHPC significantly. This should be owning to the decrease of the cement content when IOT is added. Thus, the heat release rate at an early age is reduced. In addition, the released free water could postpone the reduction of internal relative humidity of UHPC. Hence, the utilization of IOT is beneficial to reduce the autogenous shrinkage of UHPC.
- (4)
- Based on the environmental evaluation of designed UHPC with IOT, the emission of CO2 of UHPC is reduced by 31.92% when 30% of the cement is replaced by IOT. In addition, the utilization of IOT in UHPC is beneficial to relieve the landfill problem caused by IOT. In terms of economic and environmental benefits, it can be summarized that the IOT is suitable to be used as the cementitious materials to design an eco-friendly UHPC with advanced properties.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Naeimi, N.; Moustafa, M.A. Numerical modeling and design sensitivity of structural and seismic behavior of UHPC bridge piers. Eng. Struct. 2020, 219, 110792. [Google Scholar] [CrossRef]
- Wang, Z.S.; Zhou, J.T.; Yang, J.; Chen, L.; Wang, W.C. Experiment on the Segment Model of a Plain Concrete Arch Bridge Reinforced with UHPC Composite Arch Circle. Adv. Civ. Eng. 2020, 2020, 4015063. [Google Scholar] [CrossRef]
- Shi, C.J.; Wu, Z.M.; Xiao, J.F.; Wang, D.H.; Huang, Z.Y.; Fang, Z. A review on ultra-high performance concrete: Part I. Raw materials and mixture design. Constr. Build. Mater. 2015, 101, 741–751. [Google Scholar] [CrossRef]
- Song, Q.L.; Yu, R.; Wang, X.P.; Rao, S.D.; Shui, Z.H. A novel Self-Compacting Ultra-High Performance Fibre Reinforced Concrete (SCUHPFRC) derived from compounded high-active powders. Constr. Build. Mater. 2018, 158, 883–893. [Google Scholar] [CrossRef]
- Liu, K.Z.; Yu, R.; Shui, Z.H.; Li, X.S.; Guo, C.; Yu, B.L.; Wu, S. Optimization of autogenous shrinkage and microstructure for Ultra-High Performance Concrete (UHPC) based on appropriate application of porous pumice. Constr. Build. Mater. 2019, 214, 369–381. [Google Scholar] [CrossRef]
- Yu, R.; Spiesz, P.; Brouwers, H.J.H. Mix design and properties assessment of Ultra-High Performance Fibre Reinforced Concrete (UHPFRC). Cem. Concr. Res. 2014, 56, 29–39. [Google Scholar] [CrossRef]
- Shen, W.G.; Liu, Y.; Cao, L.H.; Huo, X.J.; Yang, Z.G.; Zhou, C.C.; He, P.T.; Lu, Z.L. Mixing design and microstructure of ultra-high strength concrete with manufactured sand. Constr. Build. Mater. 2017, 143, 312–321. [Google Scholar] [CrossRef]
- Madlool, N.A.; Saidur, R.; Hossain, M.S.; Rahim, N.A. A critical review on energy use and savings in the cement industries. Renew. Sustain. Energy Rev. 2011, 15, 2042–2060. [Google Scholar] [CrossRef]
- Dils, J.; Boel, V.; de Schutter, G. Influence of cement type and mixing pressure on air content, rheology and mechanical properties of UHPC. Constr. Build. Mater. 2013, 41, 455–463. [Google Scholar] [CrossRef]
- Wang, X.P.; Yu, R.; Shui, Z.H.; Song, Q.L.; Zhang, Z.H. Mix design and characteristics evaluation of an eco-friendly Ultra-High Performance Concrete incorporating recycled coral based materials. J. Clean. Prod. 2017, 165, 70–80. [Google Scholar] [CrossRef]
- Han, F.H.; Li, L.; Song, S.M.; Liu, J.H. Early-age hydration characteristics of composite binder containing iron tailing powder. Powder Technol. 2017, 315, 322–331. [Google Scholar] [CrossRef]
- Korpa, A.; Kowald, T.; Trettin, R. Phase development in normal and ultra-high performance cementitious systems by quantitative X-ray analysis and thermoanalytical methods. Cem. Concr. Res. 2009, 39, 69–76. [Google Scholar] [CrossRef]
- Habert, G.; Denarie, E.; Sajna, A.; Rossi, P. Lowering the global warming impact of bridge rehabilitations by using Ultra-high Performance Fibre Reinforced Concretes. Cem. Concr. Compos. 2013, 38, 1–11. [Google Scholar] [CrossRef] [Green Version]
- Kajaste, R.; Hurme, M. Cement industry greenhouse gas emissions—Management options and abatement cost. J. Clean. Prod. 2016, 112, 4041–4052. [Google Scholar] [CrossRef]
- Gartner, E. Industrially interesting approaches to “low-CO2” cements. Cem. Concr. Res. 2004, 34, 1489–1498. [Google Scholar] [CrossRef]
- Zhao, H.; Sun, W.; Wu, X.M.; Gao, B. The properties of the self-compacting concrete with fly ash and ground granulated blast furnace slag mineral admixtures. J. Clean. Prod. 2015, 95, 66–74. [Google Scholar] [CrossRef]
- Juenger, M.C.G.; Siddique, R. Recent advances in understanding the role of supplementary cementitious materials in concrete. Cem. Concr. Res. 2015, 78, 71–80. [Google Scholar] [CrossRef]
- Maruyama, I.; Teramoto, A. Temperature dependence of autogenous shrinkage of silica fume cement pastes with a very low water-binder ratio. Cem. Concr. Res. 2013, 50, 41–50. [Google Scholar] [CrossRef]
- Pyo, S.; Kim, H.K. Fresh and hardened properties of ultra-high performance concrete incorporating coal bottom ash and slag powder. Constr. Build. Mater. 2017, 131, 459–466. [Google Scholar] [CrossRef]
- Rashad, A.M. An investigation of high-volume fly ash concrete blended with slag subjected to elevated temperatures. J. Clean. Prod. 2015, 93, 47–55. [Google Scholar] [CrossRef]
- Harish, K.V.; Rangaraju, P.R.; Vempati, R.K. Fundamental Investigations into Performance of Carbon-Neutral Rice Husk Ash as Supplementary Cementitious Material. Transp. Res. Rec. 2010, 2164, 26–35. [Google Scholar] [CrossRef]
- Nguyen, V.T.; Ye, G.A.; van Breugel, K.; Fraaij, A.L.A.; Bui, D.D. The study of using rice husk ash to produce ultra-high performance concrete. Constr. Build. Mater. 2011, 25, 2030–2035. [Google Scholar]
- Zain, M.F.M.; Islam, M.N.; Mahmud, F.; Jamil, M. Production of rice husk ash for use in concrete as a supplementary cementitious material. Constr. Build. Mater. 2011, 25, 798–805. [Google Scholar] [CrossRef]
- Ghafari, E.; Ghahari, S.A.; Costa, H.; Julio, E.; Portugal, A.; Duraes, L. Effect of supplementary cementitious materials on autogenous shrinkage of ultra-high performance concrete. Constr. Build. Mater. 2016, 127, 43–48. [Google Scholar] [CrossRef]
- Meng, W.N.; Khayat, K.H. Effect of graphite nanoplatelets and carbon nanofibers on rheology, hydration, shrinkage, mechanical properties, and microstructure of UHPC. Cem. Concr. Res. 2018, 105, 64–71. [Google Scholar] [CrossRef]
- Soliman, A.M.; Nehdi, M.L. Effect of partially hydrated cementitious materials and superabsorbent polymer on early-age shrinkage of UHPC. Constr. Build. Mater. 2013, 41, 270–275. [Google Scholar] [CrossRef]
- Scrivener, K.L.; Kirkpatrick, R.J. Innovation in use and research on cementitious material. Cem. Concr. Res. 2008, 38, 128–136. [Google Scholar] [CrossRef]
- Tafraoui, A.; Escadeillas, G.; Lebaili, S.; Vidal, T. Metakaolin in the formulation of UHPC. Constr. Build. Mater. 2009, 23, 669–674. [Google Scholar] [CrossRef]
- Simonsen, A.M.T.; Solismaa, S.; Hansen, H.K.; Jensen, P.E. Evaluation of mine tailings’ potential as supplementary cementitious materials based on chemical, mineralogical and physical characteristics. Waste Manag. 2020, 102, 710–721. [Google Scholar] [CrossRef] [PubMed]
- Zhang, J.S.; Zhao, Y.H. Prediction of compressive strength of ultra-high performance concrete (UHPC) containing supplementary cementitious materials. In Proceedings of the 2017 International Conference on Smart Grid and Electrical Automation (ICSGEA), Changsha, China, 27–28 May 2017; pp. 522–525. [Google Scholar]
- Liu, W.Y.; Xu, X.L.; An, Y.Y. Study on the Sprayed Concrete with Iron Tailings. Adv. Mater. Res. 2012, 347, 1939–1943. [Google Scholar]
- Lu, X.C.; Wang, H.M. Microbial Oxidation of Sulfide Tailings and the Environmental Consequences. Elements 2012, 8, 119–124. [Google Scholar] [CrossRef]
- Schoenberger, E. Environmentally sustainable mining: The case of tailings storage facilities. Resour. Policy 2016, 49, 119–128. [Google Scholar] [CrossRef]
- Bing, L.; Zhongying, Z.; Biao, T.; Hongbo, L.; Hanchi, C.; Zhen, M. Comprehensive Utilization of Iron Tailings in China. IOP Conf. Ser. Earth Environ. Sci. 2018, 199, 042055. [Google Scholar] [CrossRef]
- Das, S.K.; Kumar, S.; Ramachandrarao, P. Exploitation of iron ore tailing for the development of ceramic tiles. Waste Manag. 2000, 20, 725–729. [Google Scholar] [CrossRef]
- Huang, X.Y.; Ranade, R.; Ni, W.; Li, V.C. Development of green engineered cementitious composites using iron ore tailings as aggregates. Constr. Build. Mater. 2013, 44, 757–764. [Google Scholar] [CrossRef]
- Huang, X.Y.; Ranade, R.; Li, V.C. Feasibility Study of Developing Green ECC Using Iron Ore Tailings Powder as Cement Replacement. J. Mater. Civ. Eng. 2013, 25, 923–931. [Google Scholar] [CrossRef]
- Zhao, S.J.; Fan, J.J.; Sun, W. Utilization of iron ore tailings as fine aggregate in ultra-high performance concrete. Constr. Build. Mater. 2014, 50, 540–548. [Google Scholar] [CrossRef]
- Li, D.X.; Shen, J.L.; Mao, L.X.; Wu, X.Q. The influence of admixtures on the properties of phosphorous slag cement. Cem. Concr. Res. 2000, 30, 1169–1173. [Google Scholar] [CrossRef]
- Cheng, Y.H.; Huang, F.; Li, W.C.; Liu, R.; Li, G.L.; Wei, J.M. Test research on the effects of mechanochemically activated iron tailings on the compressive strength of concrete. Constr. Build. Mater. 2016, 118, 164–170. [Google Scholar] [CrossRef]
- General Administration of Quality Supervision, Inspection and Quarantine of P.R.C. and National Standardization Administration Committee of P.R.C. Common Portland Cement. In Standardization Administration of the People’s Republic of China; GB-T-175; General Administration of Quality Supervision, Inspection and Quarantine of P.R.C. and National Standardization Administration Committee of P.R.C.: Beijing, China, 2007. [Google Scholar]
- Yu, R.; Song, Q.L.; Wang, X.P.; Zhang, Z.H.; Shui, Z.H.; Brouwers, H.J.H. Sustainable development of Ultra-High Performance Fibre Reinforced Concrete (UHPFRC): Towards to an optimized concrete matrix and efficient fibre application. J. Clean. Prod. 2017, 162, 220–233. [Google Scholar] [CrossRef]
- Yu, R.; Spiesz, P.; Brouwers, H.J.H. Development of an eco-friendly Ultra-High Performance Concrete (UHPC) with efficient cement and mineral admixtures uses. Cem. Concr. Compos. 2015, 55, 383–394. [Google Scholar] [CrossRef] [Green Version]
- Wang, X.P.; Yu, R.; Shui, Z.H.; Zhao, Z.M.; Song, Q.L.; Yang, B.; Fan, D.Q. Development of a novel cleaner construction product: Ultra-high performance concrete incorporating lead-zinc tailings. J. Clean. Prod. 2018, 196, 172–182. [Google Scholar] [CrossRef]
- British Standards Institution-BSI and CEN European Committee for Standardization. Methods of Test for Mortar for Masonry-Part 3: Determination of Consistence of Fresh Mortar (By Flow Table); BS-EN-1015-3; British Standards Institution-BSI: Leicester, UK; CEN European Committee for Standardization: Brussels, Belgium, 2007.
- British Standards Institution-BSI and CEN European Committee for Standardization. Methods of Testing Cement-Part 1: Determination of Strength; BS-EN-196-1; British Standards Institution-BSI: Leicester, UK; CEN European Committee for Standardization: Brussels, Belgium, 2005.
- ASTM. Standard Test Method for Electrical Indication of Concrete’s Ability to Resist Chloride Ion Penetration; ASTM-C1202; ASTM: Philadelphia, PA, USA, 2001. [Google Scholar]
- Ma, B.G.; Cai, L.X.; Li, X.G.; Jian, S.W. Utilization of iron tailings as substitute in autoclaved aerated concrete: Physico-mechanical and microstructure of hydration products. J. Clean. Prod. 2016, 127, 162–171. [Google Scholar] [CrossRef]
- Chidiac, S.E.; Mahmoodzadeh, F. Plastic viscosity of fresh concrete—A critical review of predictions methods. Cem. Concr. Compos. 2009, 31, 535–544. [Google Scholar] [CrossRef]
- Hu, C.; de Larrard, F. The rheology of fresh high-performance concrete. Cem. Concr. Res. 1996, 26, 283–294. [Google Scholar] [CrossRef]
- Struble, L.J.; Schultz, M.A. Using creep and recovery to study flow behavior of fresh cement paste. Cem. Concr. Res. 1993, 23, 1369–1379. [Google Scholar] [CrossRef]
- Khayat, K.H. Workability, Testing, and Performance of Self-Consolidating Concrete. ACI Struct. J. 1999, 96, 346–353. [Google Scholar]
- Viso, J.R.D.; Carmona, J.R.; Ruiz, G. Shape and size effects on the compressive strength of high-strength concrete. Cem. Concr. Res. 2008, 38, 386–395. [Google Scholar] [CrossRef]
- Tazawa, E.I.; Miyazawa, S.; Kasai, T. Chemical shrinkage and autogenous shrinkage of hydrating cement paste. Cem. Concr. Res. 1995, 25, 288–292. [Google Scholar] [CrossRef]
- Holt, E.; Leivo, M. Cracking risks associated with early age shrinkage. Cem. Concr. Compos. 2004, 26, 521–530. [Google Scholar] [CrossRef]
- Kang, S.H.; Hong, S.G.; Moon, J. Importance of drying to control internal curing effects on field casting ultra-high performance concrete. Cem. Concr. Res. 2018, 108, 20–30. [Google Scholar] [CrossRef]
- Richard, K.P. Hydration kinetics, change of relative humidity, and autogenous shrinkage of ultra-high-strength concrete. Cem. Concr. Res. 1999, 29, 577–584. [Google Scholar]
- Yalcinkaya, C.; Yazici, H. Effects of ambient temperature and relative humidity on early-age shrinkage of UHPC with high-volume mineral admixtures. Constr. Build. Mater. 2017, 144, 252–259. [Google Scholar] [CrossRef]
- Oey, T.; Kumar, A.; Bullard, J.W.; Neithalath, N.; Sant, G.; Scherer, G. The Filler Effect: The Influence of Filler Content and Surface Area on Cementitious Reaction Rates. J. Am. Ceram. Soc. 2013, 96, 1978–1990. [Google Scholar] [CrossRef]
- Fan, Y.F.; Luan, H.Y. Pore structure in concrete exposed to acid deposit. Constr. Build. Mater. 2013, 49, 407–416. [Google Scholar] [CrossRef]
- Zhang, W.F.; Gu, X.W.; Qiu, J.P.; Liu, J.P.; Zhao, Y.Q.; Li, X.H. Effects of iron ore tailings on the compressive strength and permeability of ultra-high performance concrete. Constr. Build. Mater. 2020, 260, 119917. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Compositions | CaO | SiO2 | Al2O3 | SO3 | Fe2O3 | Na2O | MgO | K2O | TiO2 | P2O5 | LOL |
|---|---|---|---|---|---|---|---|---|---|---|---|
| C | 63.09 | 20.14 | 5.37 | 2.79 | 3.14 | 0.17 | 1.69 | 0.73 | 0.43 | 0.06 | 2.06 |
| IOT | 13.68 | 33.26 | 10.96 | 10.59 | 10.11 | 1.72 | 6.50 | 2.31 | 0.50 | 0.31 | 9.60 |
| SF | 0.26 | 94.65 | 0.15 | 0.59 | 0.15 | 0.23 | 0.37 | 0.82 | - | 0.18 | 2.39 |
| FA | 7.35 | 46.05 | 26.58 | 1.62 | 7.54 | 1.35 | 1.31 | 2.05 | 1.51 | 0.56 | 3.40 |
| No. | C | IOT | FA | SF | S0–0.6 | S0.6–1.25 | W | Sp |
|---|---|---|---|---|---|---|---|---|
| IOT0 | 750 | 0 | 200 | 144 | 770 | 220 | 180 | 36 |
| IOT10 | 675 | 75 | 200 | 144 | 770 | 220 | 180 | 36 |
| IOT20 | 600 | 150 | 200 | 144 | 770 | 220 | 180 | 36 |
| IOT30 | 525 | 225 | 200 | 144 | 770 | 220 | 180 | 36 |
| NO. | τ0/Pa | m | n | R2 | μ/(Pa·s) |
|---|---|---|---|---|---|
| IOT0 | 30.00 | 293.94 | 0.52 | 0.9994 | 74.64 |
| IOT10 | 28.94 | 204.53 | 0.58 | 0.9983 | 50.67 |
| IOT20 | 27.22 | 175.12 | 0.65 | 0.9986 | 64.25 |
| IOT30 | 24.89 | 130.46 | 0.67 | 0.9980 | 61.53 |
| NO. | End of Introduction Period | Peak of Hydration | Cumulative Heat at 72 h (J/g) | ||
|---|---|---|---|---|---|
| Qmin(W/g) | T(Qmin)(h) | Qmax(W/g) | T(Qmax)(h) | ||
| IOT0 | 2.10 × 10−4 | 3.37 | 2.68 × 10−3 | 12.57 | 149.05 |
| IOT10 | 2.35 × 10−4 | 3.59 | 2.00 × 10−3 | 10.67 | 139.01 |
| IOT20 | 1.83 × 10−4 | 4.55 | 1.78 × 10−3 | 13.29 | 142.79 |
| IOT30 | 1.76 × 10−4 | 4.96 | 1.60 × 10−3 | 13.69 | 132.00 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ling, G.; Shui, Z.; Gao, X.; Sun, T.; Yu, R.; Li, X. Utilizing Iron Ore Tailing as Cementitious Material for Eco-Friendly Design of Ultra-High Performance Concrete (UHPC). Materials 2021, 14, 1829. https://doi.org/10.3390/ma14081829
Ling G, Shui Z, Gao X, Sun T, Yu R, Li X. Utilizing Iron Ore Tailing as Cementitious Material for Eco-Friendly Design of Ultra-High Performance Concrete (UHPC). Materials. 2021; 14(8):1829. https://doi.org/10.3390/ma14081829
Chicago/Turabian StyleLing, Gang, Zhonghe Shui, Xu Gao, Tao Sun, Rui Yu, and Xiaosheng Li. 2021. "Utilizing Iron Ore Tailing as Cementitious Material for Eco-Friendly Design of Ultra-High Performance Concrete (UHPC)" Materials 14, no. 8: 1829. https://doi.org/10.3390/ma14081829
APA StyleLing, G., Shui, Z., Gao, X., Sun, T., Yu, R., & Li, X. (2021). Utilizing Iron Ore Tailing as Cementitious Material for Eco-Friendly Design of Ultra-High Performance Concrete (UHPC). Materials, 14(8), 1829. https://doi.org/10.3390/ma14081829