
Characterizing Depth of Defects with Low Size/Depth Aspect Ratio and Low Thermal Reflection by Using Pulsed IR Thermography

 ,
,  ,
, 
Abstract
:1. Introduction
2. Theory
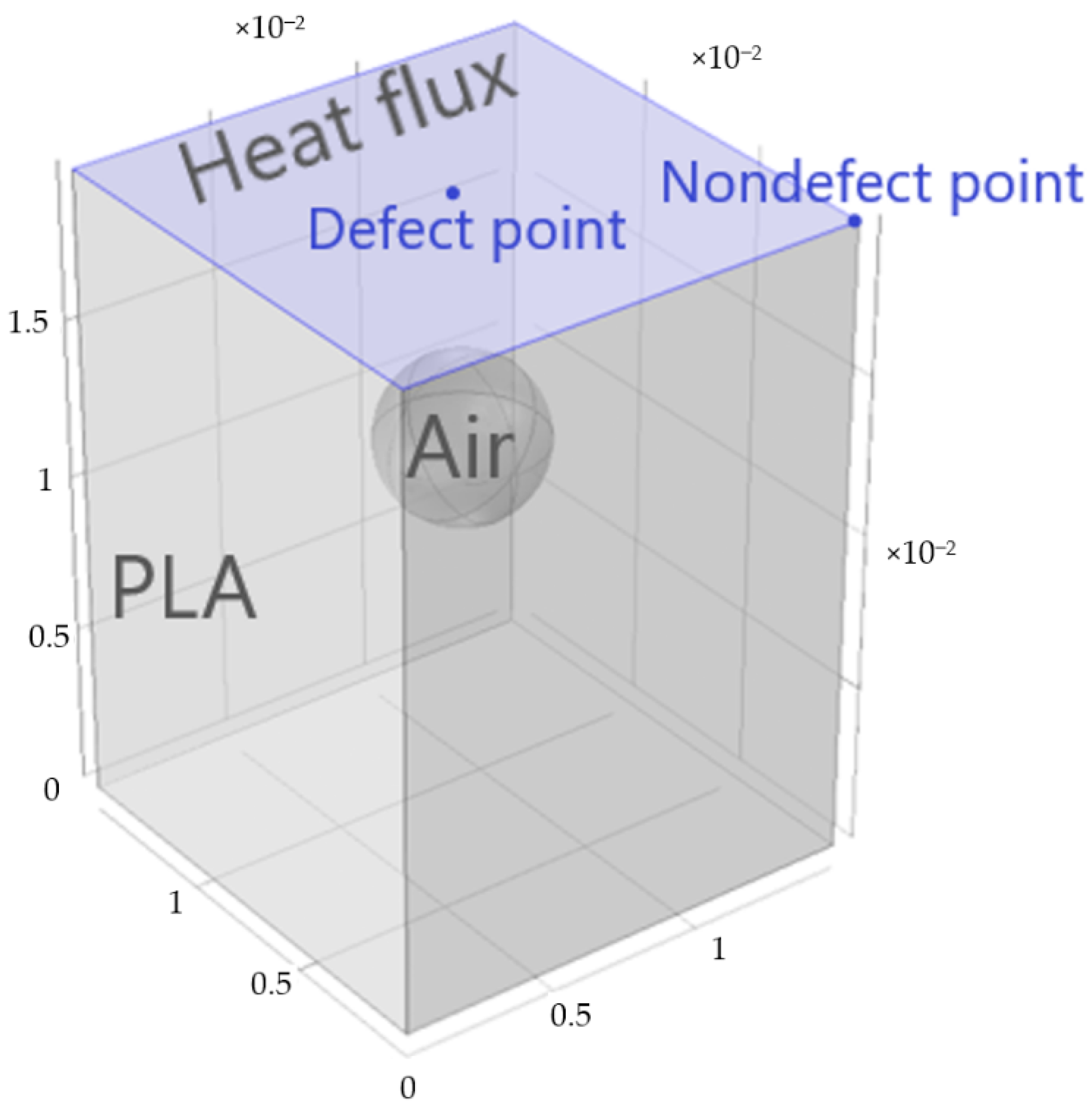
3. Numerical Modeling
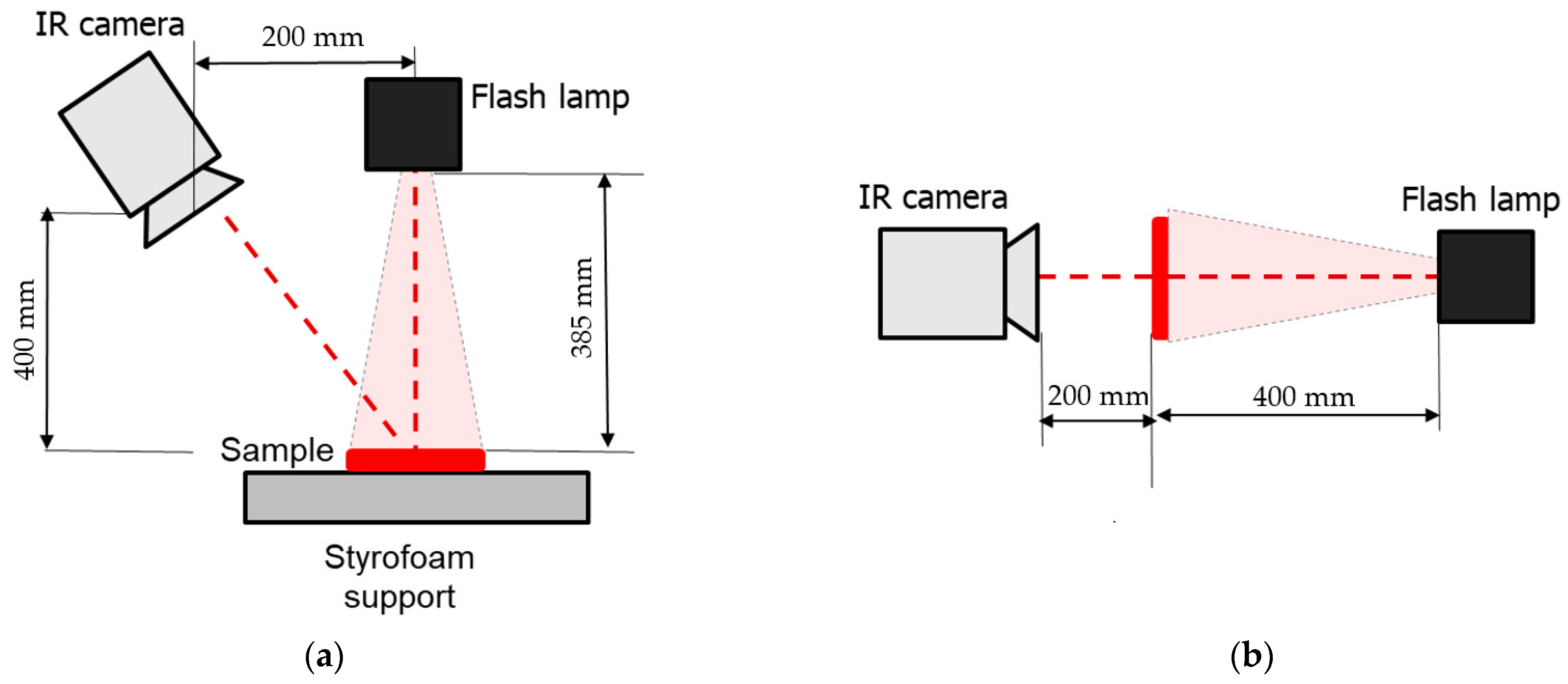
4. Experimental Setup and Samples
5. Results and Discussion
5.1. Numerical Simulation
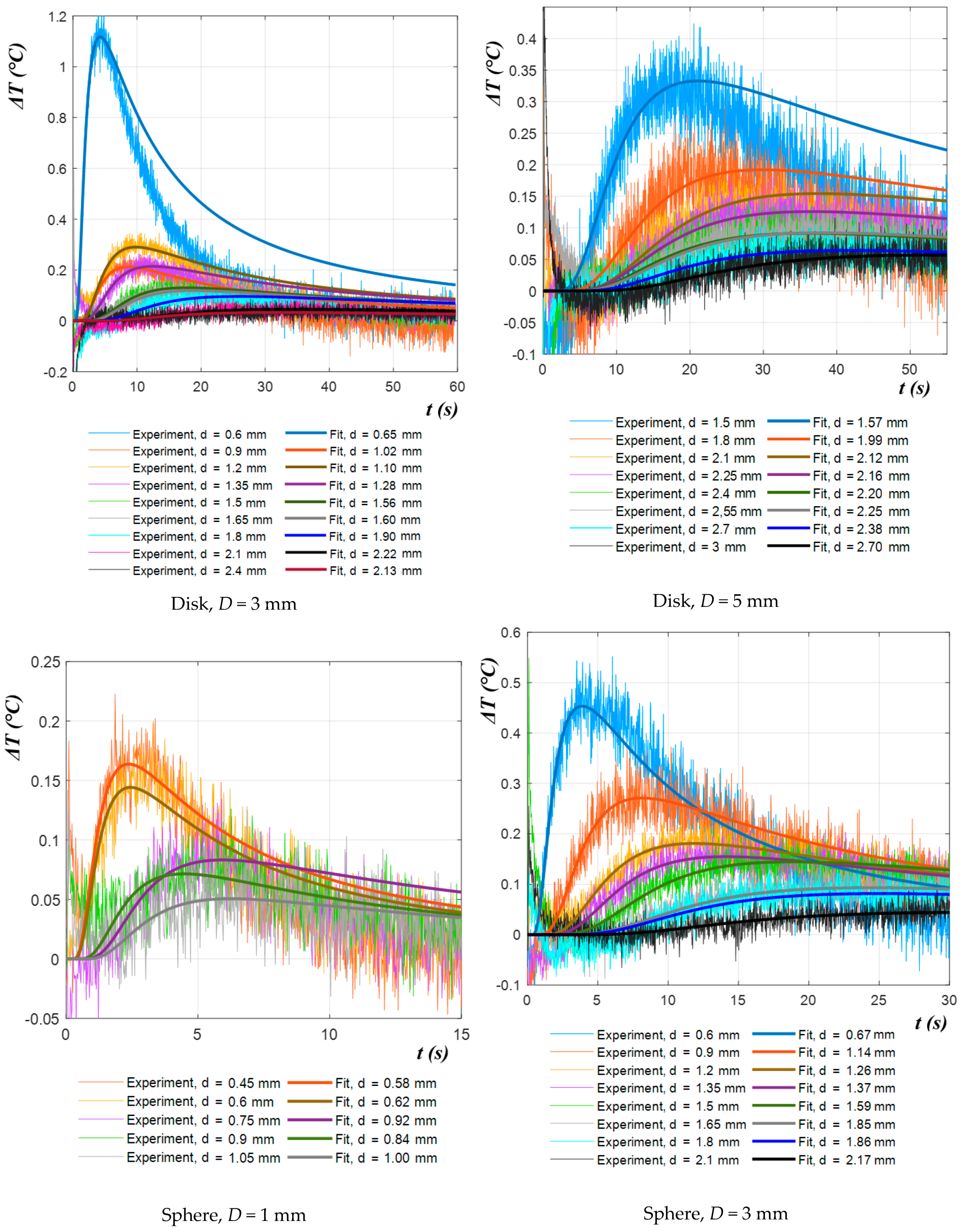
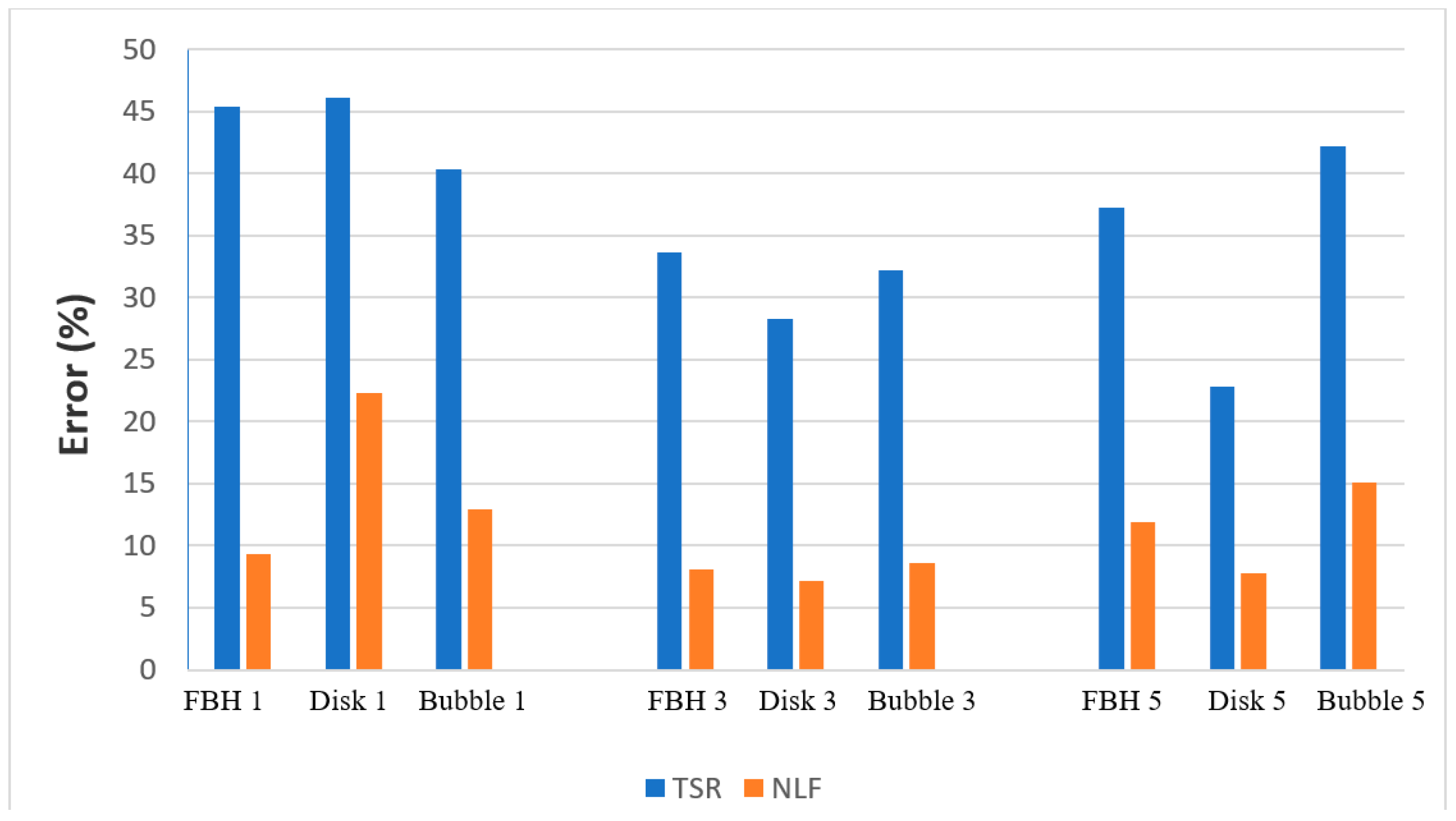
5.2. Experimental Results
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| True Depth, dt (mm) | Depth Predicted by TSR, Second Time Derivative | Depth Predicted by NLF | R Measured by NLF | ||
|---|---|---|---|---|---|
| FBH D = 1 mm | |||||
| 0.2 | 0.17 | −17.15 | 0.18 | −10.95 | 0.74 |
| 0.5 | 0.41 | −18.84 | 0.46 | −7.06 | 0.84 |
| 1 | 0.79 | −21.13 | 0.96 | −3.60 | 0.94 |
| FBH D = 3 mm | |||||
| 0.6 | 0.54 | −9.82 | 0.59 | −2.93 | 0.91 |
| 1.5 | 1.24 | −17.11 | 1.45 | −3.16 | 0.94 |
| 3 | 2.32 | −22.62 | 2.88 | −4.12 | 0.93 |
| FBH D = 5 mm | |||||
| 1 | 0.91 | −9.26 | 0.99 | −1.09 | 0.92 |
| 2.5 | 2.07 | −17.32 | 2.39 | −4.36 | 1 |
| 5 | 3.88 | −22.32 | 4.74 | −5.20 | 0.91 |
| Disk D =1 mm | |||||
| 0.2 | 0.16 | −20.00 | 0.18 | −11.8 | 0.73 |
| 0.5 | 0.41 | −18.84 | 0.48 | −4.54 | 0.90 |
| 1 | 0.79 | −21.13 | 0.98 | −2.50 | 1 |
| Disk D = 3 mm | |||||
| 0.6 | 0.55 | −8.43 | 0.59 | −2.40 | 0.87 |
| 1.5 | 1.23 | −17.85 | 1.46 | −2.58 | 0.99 |
| 3 | 2.31 | −23.15 | 2.82 | −5.86 | 0.79 |
| Disk D = 5 mm | |||||
| 1 | 0.90 | −9.77 | 0.98 | −2.37 | 0.81 |
| 2.5 | 2.04 | −18.57 | 2.40 | −3.98 | 0.85 |
| 5 | 3.80 | −24.03 | 4.64 | −7.19 | 0.62 |
| Sphere D = 1 mm | |||||
| 0.2 | 0.18 | −11.80 | 0.19 | −6.05 | 0.34 |
| 0.5 | 0.45 | −10.28 | 0.52 | 3.92 | 0.53 |
| 1 | 0.87 | −13.39 | 1.05 | 4.78 | 0.70 |
| Sphere D = 3 mm | |||||
| 0.6 | 0.54 | −9.82 | 0.60 | −0.60 | 0.39 |
| 1.5 | 1.30 | −13.27 | 1.59 | 6.29 | 0.59 |
| 3 | 2.55 | −15.17 | 3.09 | 2.85 | 0.62 |
| Sphere D = 5 mm | |||||
| 1 | 0.91 | −8.76 | 0.99 | −0.29 | 0.39 |
| 2.5 | 2.16 | −13.68 | 2.68 | 7.17 | 0.60 |
| 5 | 4.24 | −15.16 | 5.11 | 2.21 | 0.57 |
Appendix B
| True Depth, dt (mm) | Depth Predicted by TSR, Second Time Derivative | Relative Error of TSR | Depth Predicted by NLF | R Measured by NLF | |
|---|---|---|---|---|---|
| FBH D = 1 mm | |||||
| 0.3 | 0.16 | −46.10 | 0.29 | −2.47 | 0.39 |
| 0.45 | 0.20 | −55.55 | 0.59 | 30.47 | 0.93 |
| 0.6 | 0.40 | −33.33 | 0.63 | 5.98 | 0.88 |
| 0.75 | - * | - | 0.76 | 1.87 | 0.53 |
| 0.9 | - | - | 1.05 | 16.78 | 0.84 |
| 1.05 | - | - | 1.18 | 11.92 | 0.76 |
| FBH D = 3 mm | |||||
| 0.6 | 0.37 | −38.27 | 0.61 | 1.57 | 0.67 |
| 0.9 | 0.45 | −49.99 | 0.92 | 2.39 | 0.77 |
| 1.2 | 0.85 | −29.28 | 1.10 | −8.53 | 0.67 |
| 1.35 | 1.01 | −25.21 | 1.47 | 8.77 | 0.86 |
| 1.5 | 1.01 | −32.69 | 1.49 | −0.95 | 0.58 |
| 1.65 | 1.21 | −26.52 | 1.60 | −2.91 | 0.71 |
| 1.8 | - | - | 1.65 | −8.55 | 0.50 |
| 2.1 | - | - | 1.91 | −8.85 | 0.81 |
| 2.4 | - | - | 2.13 | −11.35 | 0.46 |
| FBH D = 5 mm | |||||
| 1.5 | 0.80 | −46.65 | 1.19 | −20.77 | 0.58 |
| 1.8 | 1.47 | −41.75 | 1.89 | 5.13 | 0.62 |
| 2.1 | 1.22 | −41.84 | 2.02 | −3.62 | 0.69 |
| 2.25 | 1.31 | −18.54 | 1.86 | −17.30 | 0.62 |
| 2.4 | - | - | 2.21 | −8.02 | 0.69 |
| 2.55 | - | - | 2.32 | −9.13 | 0.53 |
| 2.7 | - | - | 2.45 | −9.19 | 0.60 |
| 3 | - | - | 2.80 | −6.59 | 0.49 |
| Disk D = 1 mm | |||||
| 0.3 | 0.16 | −46.1 | 0.42 | 39.97 | 0.43 |
| 0.45 | - | - | 0.57 | 25.80 | 0.57 |
| 0.6 | - | - | 0.70 | 17.17 | 0.65 |
| 0.75 | - | - | 0.81 | 7.76 | 0.44 |
| 0.9 | - | - | 1.13 | 25.82 | 0.69 |
| 1.05 | - | - | 1.23 | 17.33 | 0.46 |
| Disk D = 3 mm | |||||
| 0.6 | 0.40 | −33.33 | 0.65 | 7.90 | 0.63 |
| 0.9 | 0.55 | −38.42 | 1.02 | 12.97 | 0.32 |
| 1.2 | 0.89 | −25.90 | 1.10 | -8.29 | 0.54 |
| 1.35 | 1.01 | −24.97 | 1.28 | -5.13 | 0.53 |
| 1.5 | 1.15 | −23.22 | 1.56 | 4.09 | 0.57 |
| 1.65 | 1.30 | −21.16 | 1.60 | −3.02 | 0.55 |
| 1.8 | 1.25 | −30.43 | 1.90 | 5.72 | 0.68 |
| 2.1 | - | - | 2.22 | 5.90 | 0.52 |
| 2.4 | - | - | 2.14 | -11.04 | 0.35 |
| Disk D = 5 mm | |||||
| 1.5 | 1.14 | −23.79 | 1.57 | 4.65 | 0.69 |
| 1.8 | 1.36 | −24.32 | 1.99 | 10.62 | 0.71 |
| 2.1 | 1.70 | −19.26 | 2.12 | 1.16 | 0.56 |
| 2.25 | 1.71 | −24.04 | 2.16 | −3.88 | 0.51 |
| 2.4 | - | - | 2.20 | −8.43 | 0.42 |
| 2.55 | - | - | 2.25 | −11.62 | 0.44 |
| 2.7 | - | - | 2.38 | −11.92 | 0.38 |
| 3 | - | - | 2.70 | −10.00 | 0.45 |
| Sphere D =1 mm | |||||
| 0.3 | - | - | - | - | - |
| 0.45 | 0.26 | −43.20 | 0.58 | 29.38 | 0.34 |
| 0.6 | 0.28 | −53.33 | 0.62 | 3.25 | 0.42 |
| 0.75 | 0.34 | −54.27 | 0.92 | 22.57 | 0.67 |
| 0.9 | - | - | 0.84 | −6.31 | 0.47 |
| 1.05 | - | - | 1.00 | −4.76 | 0.60 |
| Sphere D = 3 mm | |||||
| 0.6 | 0.40 | −33.33 | 0.67 | 11.25 | 0.27 |
| 0.9 | 0.55 | −39.08 | 1.14 | 26.86 | 0.24 |
| 1.2 | 0.77 | −35.74 | 1.26 | 4.70 | 0.51 |
| 1.35 | 1.01 | −24.97 | 1.37 | 1.29 | 0.49 |
| 1.5 | 1.09 | −27.10 | 1.59 | 5.73 | 0.63 |
| 1.65 | - | - | 1.85 | 12 | 0.63 |
| 1.8 | - | - | 1.86 | 3.42 | 0.87 |
| 2.1 | - | - | 2.17 | 3.37 | 0.48 |
| Sphere D = 5 mm | |||||
| 1.5 | 0.87 | −42.21 | 1.11 | −26.15 | 0.26 |
| 1.8 | 1.01 | −43.73 | 1.44 | −19.87 | 0.25 |
| 2.1 | 1.25 | −40.49 | 2.00 | −4.54 | 0.30 |
| 2.25 | - | - | 1.75 | −22.38 | 0.17 |
| 2.4 | - | - | 2.19 | −8.83 | 0.27 |
| 2.55 | - | - | 2.10 | −17.55 | 0.27 |
| 2.7 | - | - | 2.70 | 0.12 | 0.32 |
| 3 | - | - | 2.61 | −13.16 | 0.27 |
References
- Ibarra-Castanedo, C.; Genest, M.; Servais, P.; Maldague, X.P.V.; Bendada, A. Qualitative and quantitative assessment of aerospace structures by pulsed thermography. Nondestruct. Test. Eval. 2007, 22, 199–215. [Google Scholar] [CrossRef]
- Shepard, S.M. Flash Thermography of Aerospace Composites; IV Conferencia Panamericana de END, AAENDE: Buenos Aires, Argentina, 2007; pp. 1–7. Available online: http://www.ndt.net/article/panndt2007/papers/132.pdf (accessed on 6 April 2021).
- Avdelidis, N.P.; Almond, D.P.; Dobbinson, A.; Hawtin, B.C.; Ibarra-Castanedo, C.; Maldague, X. Aircraft composites assessment by means of transient thermal NDT. Prog. Aerosp. Sci. 2004, 143–162. [Google Scholar] [CrossRef]
- Yang, B.; Zhang, L.; Zhang, W.; Ai, Y. Non-destructive testing of wind turbine blades using an infrared thermography: A review. In Proceedings of the 2013 International Conference on Materials for Renewable Energy and Environment, Chengdu, China, 19–21 August 2013; Volume 1, pp. 407–410. [Google Scholar] [CrossRef]
- Pilla, M.; Galmiche, F.; Maldague, X.P. Thermographic inspection of cracked solar cells. In Proceedings of the SPIE 4710, Thermosense XXIV, Orlando, FL, USA, 1–5 April 2002; Maldague, X.P., Rozlosnik, A.E., Eds.; SPIE: Bellingham, WA, USA; pp. 699–703. [Google Scholar] [CrossRef]
- Cotič, P.; Kolarič, D.; Bosiljkov, V.B.; Bosiljkov, V.; Jagličić, Z. Determination of the applicability and limits of void and delamination detection in concrete structures using infrared thermography. NDT E Int. 2015, 74, 87–93. [Google Scholar] [CrossRef]
- Hiasa, S.; Birgul, R.; Catbas, F.N. Infrared thermography for civil structural assessment: Demonstrations with laboratory and field studies. J. Civ. Struct. Health Monit. 2016, 6, 619–636. [Google Scholar] [CrossRef]
- Wiggenhauser, H. Active IR-applications in civil engineering. Infrared Phys. Technol. 2002, 43, 233–238. [Google Scholar] [CrossRef]
- Meola, C.; Boccardi, S.; Carlomagno, G.M.; Boffa, N.D.; Monaco, E.; Ricci, F. Nondestructive evaluation of carbon fibre reinforced composites with infrared thermography and ultrasonics. Compos. Struct. 2015, 134, 845–853. [Google Scholar] [CrossRef]
- Gholizadeh, S. A review of non-destructive testing methods of composite materials. Proc. Struct. Integr. 2016, 1, 50–57. [Google Scholar] [CrossRef] [Green Version]
- Yang, R.; He, Y. Optically and non-optically excited thermography for composites: A review. Infrared Phys. Technol. 2016, 75, 26–50. [Google Scholar] [CrossRef]
- Maldague, X. Theory and Practice of Infrared Technology for Nondestructive Testing; Wiley Series in Microwave and Optical Engineering; John Wiley & Sons: New York, NY, USA, 2001. [Google Scholar]
- Oswald-Tranta, B. Time and frequency behaviour in TSR and PPT evaluation for flash thermography. Quant. Infrared Thermogr. J. 2017, 14, 164–184. [Google Scholar] [CrossRef]
- Peeters, J.; Ibarra-Castanedo, C.; Sfarra, S.; Maldague, X.; Dirckx, J.J.J.; Steenackers, G. Robust quantitative depth estimation on CFRP samples using active thermography inspection and numerical simulation updating. NDT E Int. 2017, 87, 119–123. [Google Scholar] [CrossRef]
- Tang, Q.; Dai, J.; Liu, J.; Liu, C.; Liu, Y.; Ren, C. Quantitative detection of defects based on Markov–PCA–BP algorithm using pulsed infrared thermography technology. Infrared Phys. Technol. 2016, 77, 144–148. [Google Scholar] [CrossRef]
- Vavilov, V.P.; Burleigh, D.D. Review of pulsed thermal NDT: Physical principles, theory and data processing. NDT E Int. 2015, 73, 28–52. [Google Scholar] [CrossRef]
- Zeng, Z.; Li, C.; Tao, N.; Feng, L.; Zhang, C. Depth prediction of non-air interface defect using pulsed thermography. NDT E Int. 2012, 48, 39–45. [Google Scholar] [CrossRef]
- Švantner, M.; Muzika, L.; Houdková, Š. Quantitative Inspection of Coatings Thickness by Time-Power Transformation Flash Pulse Thermographic Method. In Proceedings of the 15th International Workshop on Advanced Infrared Technology and Applications (AITA 2019), Florence, Italy, 17–19 September 2019; Volume 27, p. 32. [Google Scholar] [CrossRef] [Green Version]
- Maldague, X.; Marinetti, S. Pulse phase infrared thermography. J. Appl. Phys. 1996, 79, 2694–2698. [Google Scholar] [CrossRef]
- Krapez, J.-C.; Lepoutre, F.; Balageas, D. Early detection of thermal contrast in pulsed stimulated thermography. J. Phys. IV 1994, 4, C7-47–C7-50. [Google Scholar] [CrossRef]
- Shepard, S.M. Automated processing of thermographic derivatives for quality assurance. Opt. Eng. 2007, 46, 051008. [Google Scholar] [CrossRef]
- Almond, D.P.; Pickering, S.G. An analytical study of the pulsed thermography defect detection limit. J. Appl. Phys. 2012, 111, 093510. [Google Scholar] [CrossRef] [Green Version]
- Sirikham, A.; Zhao, Y.; Mehnen, J. Determination of thermal wave reflection coefficient to better estimate defect depth using pulsed thermography. Infrared Phys. Technol. 2017, 86, 1–10. [Google Scholar] [CrossRef]
- Sun, J. Method for determining defect depth using thermal imaging. U.S. Patent 6,542,849 B2, 1 April 2003. [Google Scholar]
- Carslaw, H.S.; Jaeger, J.C. Conduction of Heat in Solids; Oxford University Press: Oxford, UK, 1959. [Google Scholar]
- Almond, D.P.; Patel, P.; Patel, P.M. Photothermal Science and Techniques; Springer Science & Business Media: Berlin, Germany, 1996; Volume 10. [Google Scholar]
- Parker, W.J.; Jenkins, R.J.; Butler, C.P.; Abbott, G.L. Flash Method of Determining Thermal Diffusivity, Heat Capacity, and Thermal Conductivity. J. Appl. Phys. 1961, 32, 1679–1684. [Google Scholar] [CrossRef]
- Boué, C.; Fournier, D. Infrared thermography measurement of the thermal parameters (effusivity, diffusivity and conductivity) of materials. Quant. Infrared Thermogr. J. 2009, 6, 175–188. [Google Scholar] [CrossRef]
- Almond, D.P.; Lau, S.K. Defect sizing by transient thermography. I. An analytical treatment. J. Phys. D Appl. Phys. 1994, 27, 1063–1069. [Google Scholar] [CrossRef]
- Marinetti, S.; Robba, D.; Cernuschi, F.; Bison, P.G.; Grinzato, E. Thermographic inspection of TBC coated gas turbine blades: Discrimination between coating over-thicknesses and adhesion defects. Infrared Phys. Technol. 2007, 49, 281–285. [Google Scholar] [CrossRef]
- Moskovchenko, A.; Vavilov, V.; Švantner, M.; Muzika, L.; Houdková, Š. Active IR Thermography Evaluation of Coating Thickness by Determining Apparent Thermal Effusivity. Materials 2020, 13, 4057. [Google Scholar] [CrossRef] [PubMed]
- Sd3d. PLA Technical Data Sheet. Available online: https://www.sd3d.com/wp-content/uploads/2017/06/MaterialTDS-PLA_01.pdf (accessed on 6 April 2021).
- Moskovchenko, A.I.; Vavilov, V.P.; Chulkov, A.O. Comparing the efficiency of defect depth characterization algorithms in the inspection of CFRP by using one-sided pulsed thermal NDT. Infrared Phys. Technol. 2020, 107. [Google Scholar] [CrossRef]
- Sharath, D.; Menaka, M.; Venkatraman, B. Defect Characterization Using Pulsed Thermography. J. Nondestruct. Eval. 2013, 32, 134–141. [Google Scholar] [CrossRef]
- Grys, S. Determining the dimension of subsurface defects by active infrared thermography—Experimental research. J. Sens. Sens. Syst. 2018, 7, 153–160. [Google Scholar] [CrossRef] [Green Version]














| Parameter | PAL | Air |
|---|---|---|
| Heat capacity (J/(kg∙K)) | 1800 | 1066 |
| Thermal conductivity (W/(m∙K)) | 0.13 | 0.024 |
| Density (kg/m3) | 1240 | 1.276 |
| Depth d (mm) | ||
|---|---|---|
| D = 1 mm | D = 3 mm | D = 5 mm |
| 0.3 | 0.6 | 1.5 |
| 0.45 | 0.9 | 1.8 |
| 0.6 | 1.2 | 2.1 |
| 0.75 | 1.35 | 2.25 |
| 0.9 | 1.5 | 2.4 |
| 1.05 | 1.65 | 2.55 |
| 1.2 | 1.8 | 2.7 |
| 1.35 | 2.1 | 3 |
| 1.5 | 2.4 | 3.3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Moskovchenko, A.I.; Švantner, M.; Vavilov, V.P.; Chulkov, A.O. Characterizing Depth of Defects with Low Size/Depth Aspect Ratio and Low Thermal Reflection by Using Pulsed IR Thermography. Materials 2021, 14, 1886. https://doi.org/10.3390/ma14081886
Moskovchenko AI, Švantner M, Vavilov VP, Chulkov AO. Characterizing Depth of Defects with Low Size/Depth Aspect Ratio and Low Thermal Reflection by Using Pulsed IR Thermography. Materials. 2021; 14(8):1886. https://doi.org/10.3390/ma14081886
Chicago/Turabian StyleMoskovchenko, Alexey I., Michal Švantner, Vladimir P. Vavilov, and Arsenii O. Chulkov. 2021. "Characterizing Depth of Defects with Low Size/Depth Aspect Ratio and Low Thermal Reflection by Using Pulsed IR Thermography" Materials 14, no. 8: 1886. https://doi.org/10.3390/ma14081886
APA StyleMoskovchenko, A. I., Švantner, M., Vavilov, V. P., & Chulkov, A. O. (2021). Characterizing Depth of Defects with Low Size/Depth Aspect Ratio and Low Thermal Reflection by Using Pulsed IR Thermography. Materials, 14(8), 1886. https://doi.org/10.3390/ma14081886