
Characterization of Grain Size in 316L Stainless Steel Using the Attenuation of Rayleigh Wave Measured by Air-Coupled Transducer


Abstract
:1. Introduction
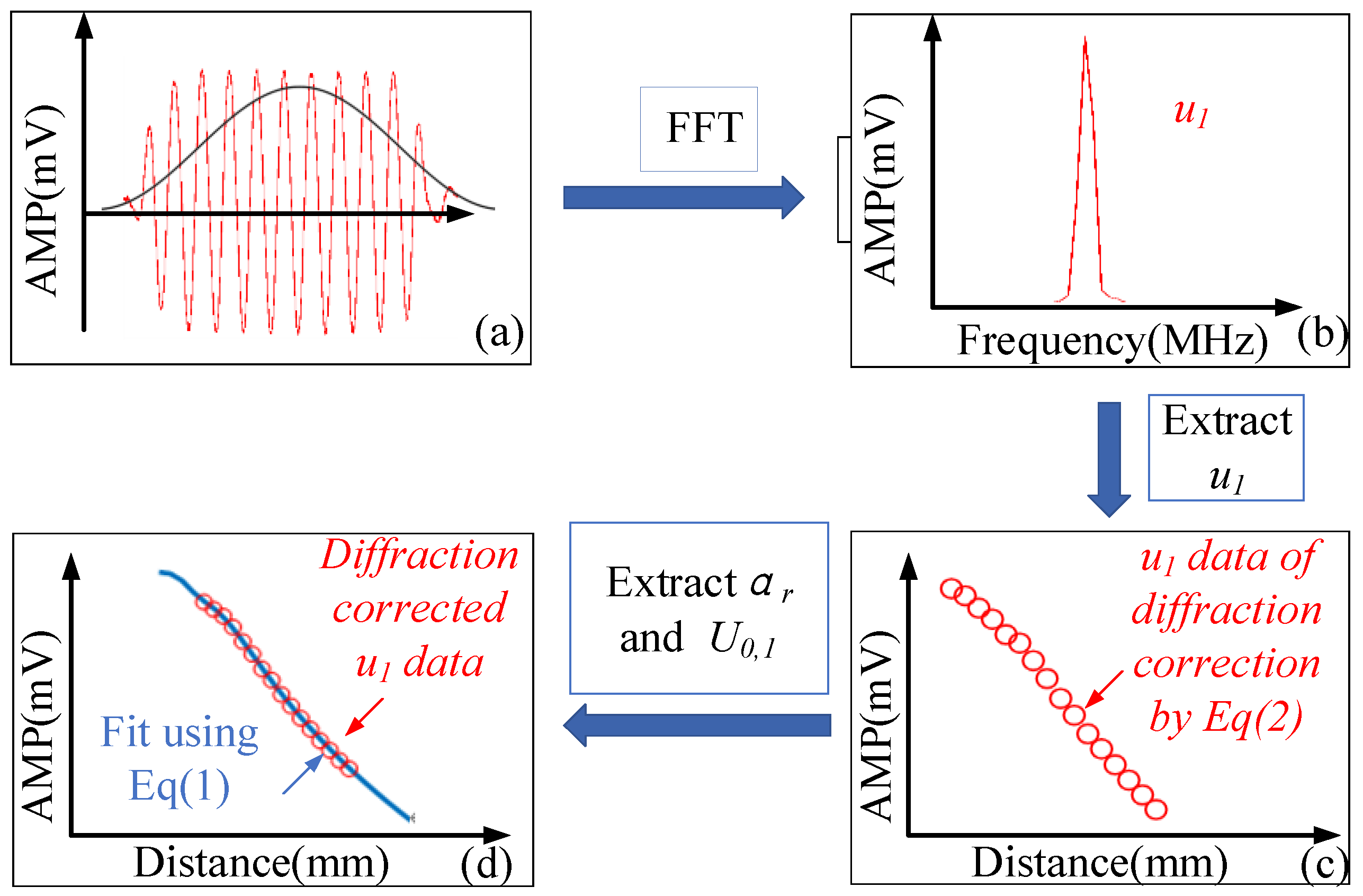
2. Measurement Method and Theory
3. Experiments
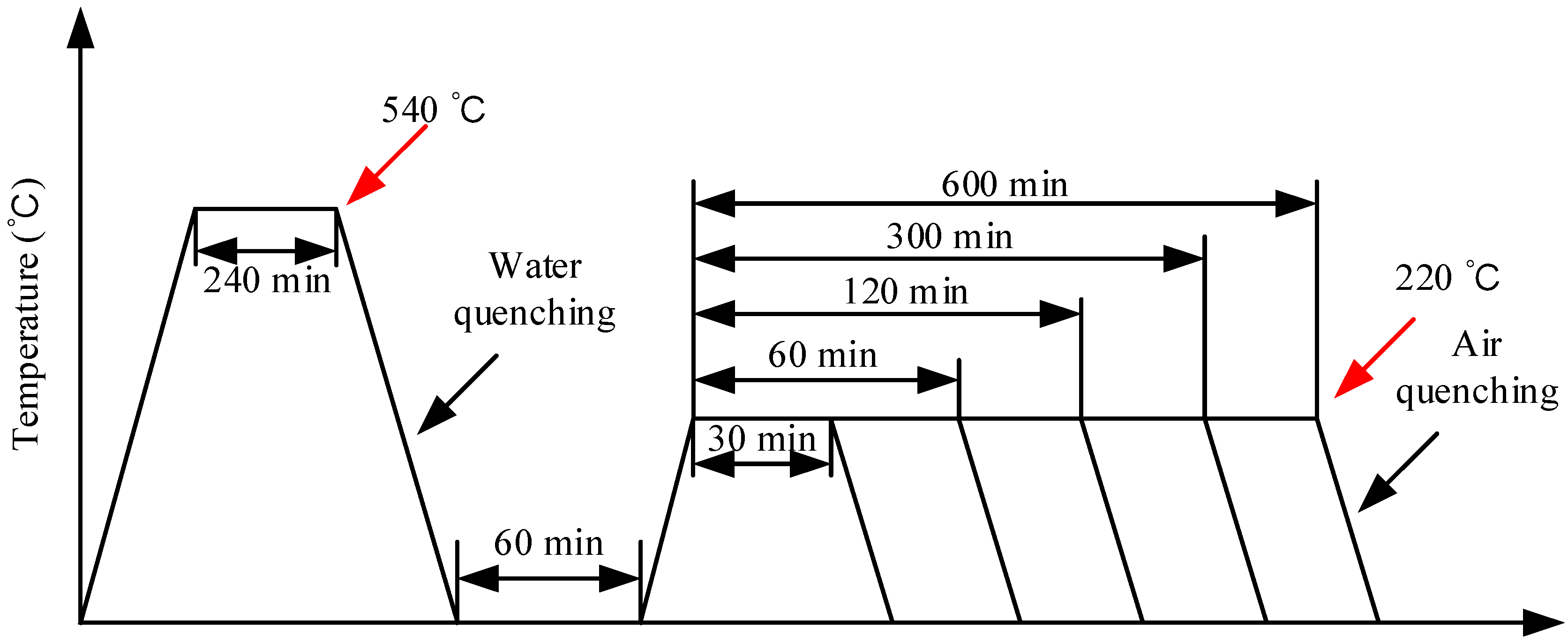
3.1. Specimen Preparation
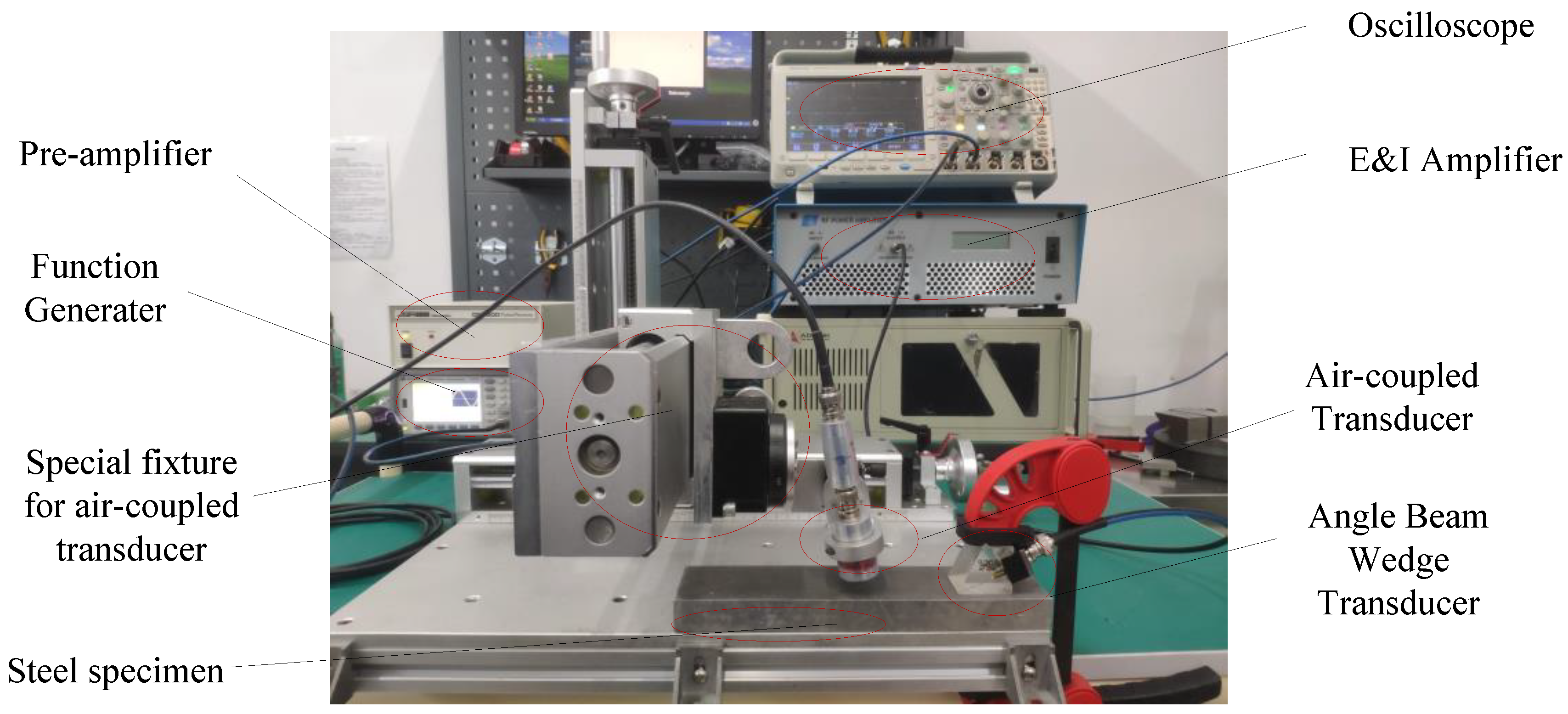
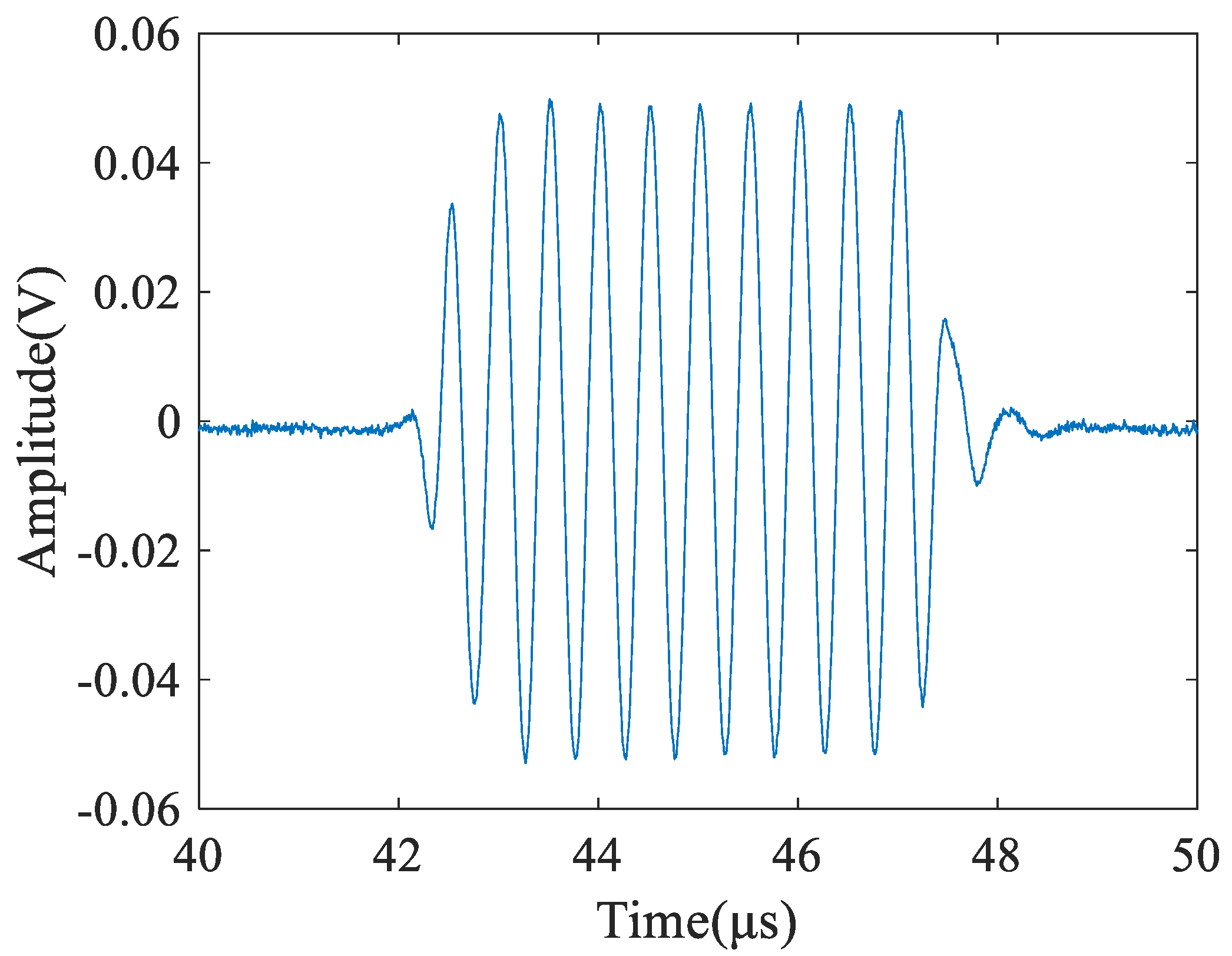
3.2. Ultrasonic Experimental Process
4. Results and Discussions
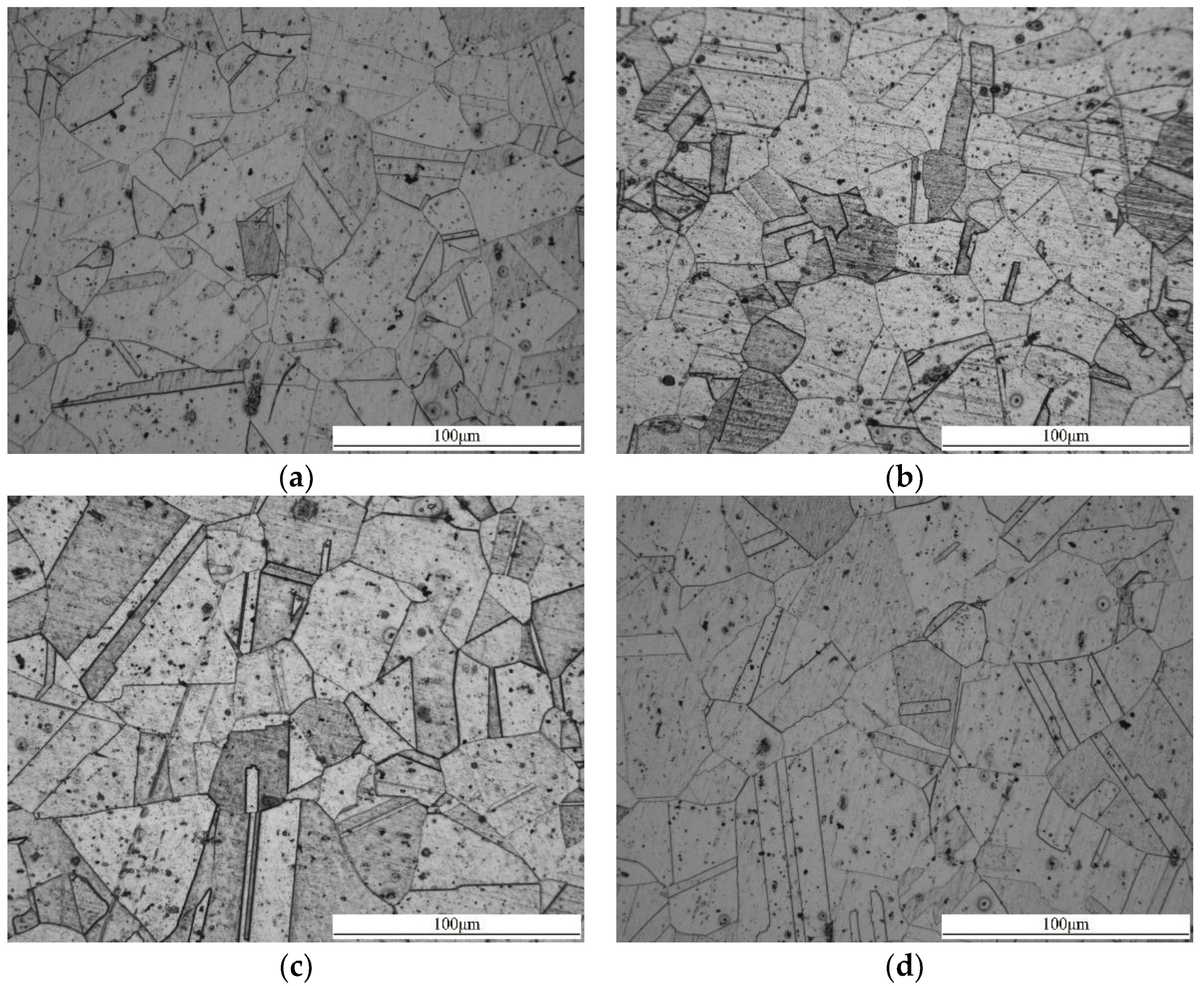
4.1. Microstructure Properties of the 316L Steel Specimens
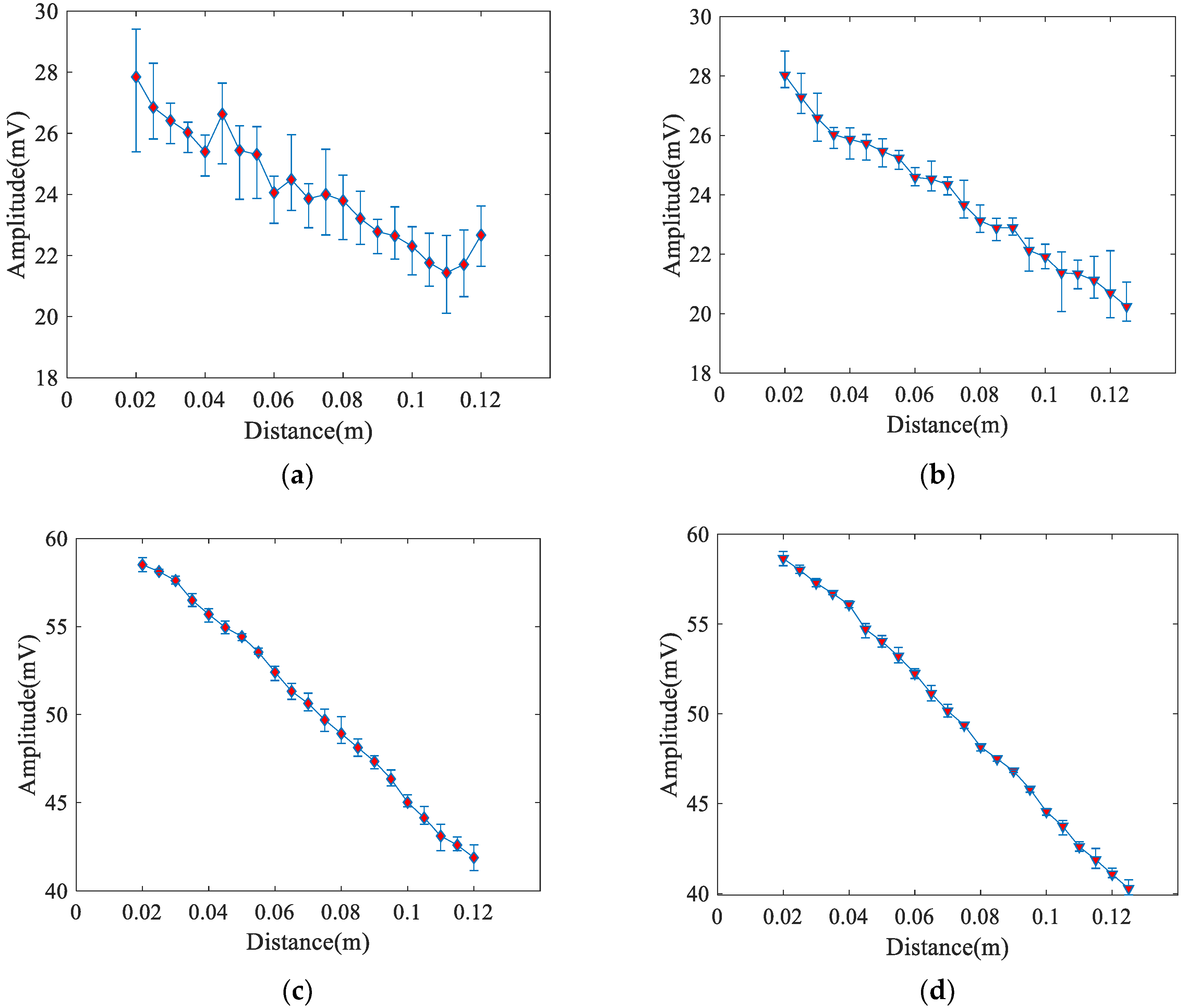
4.2. Measurement Precision Using an Air-Coupled Receiver
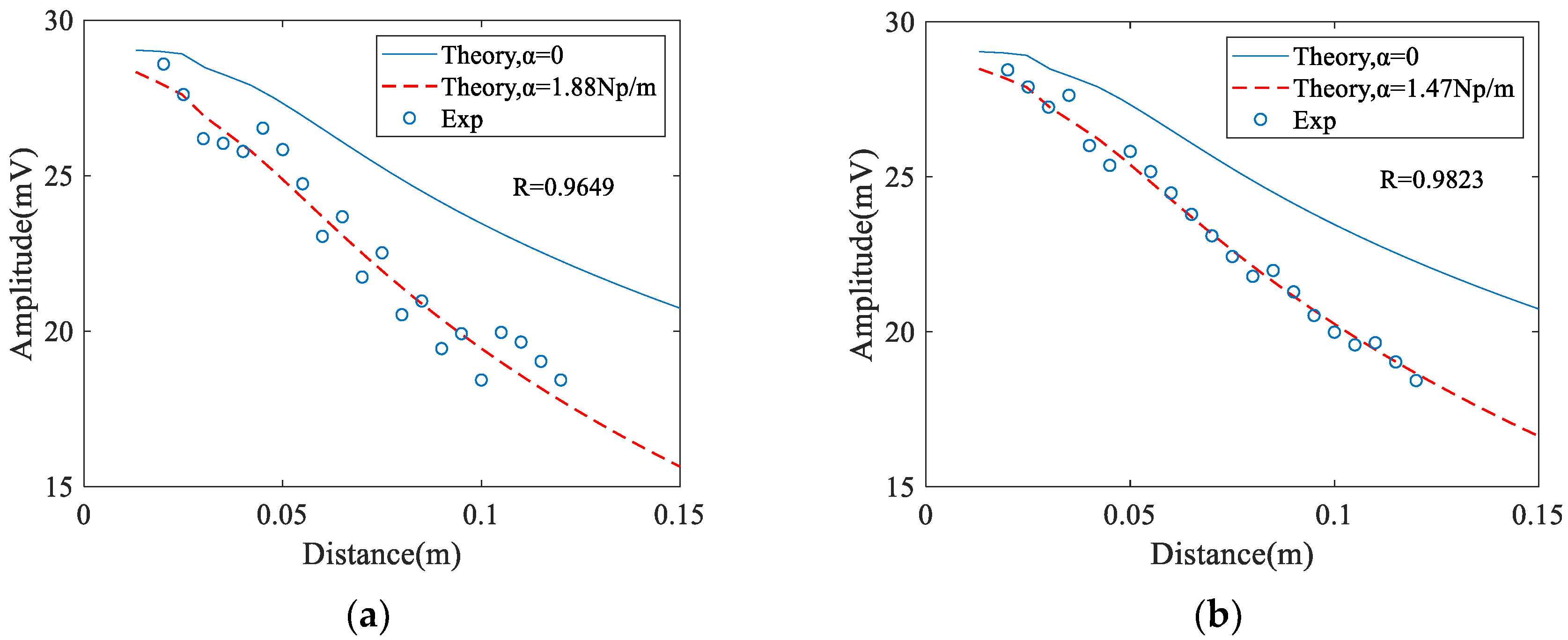
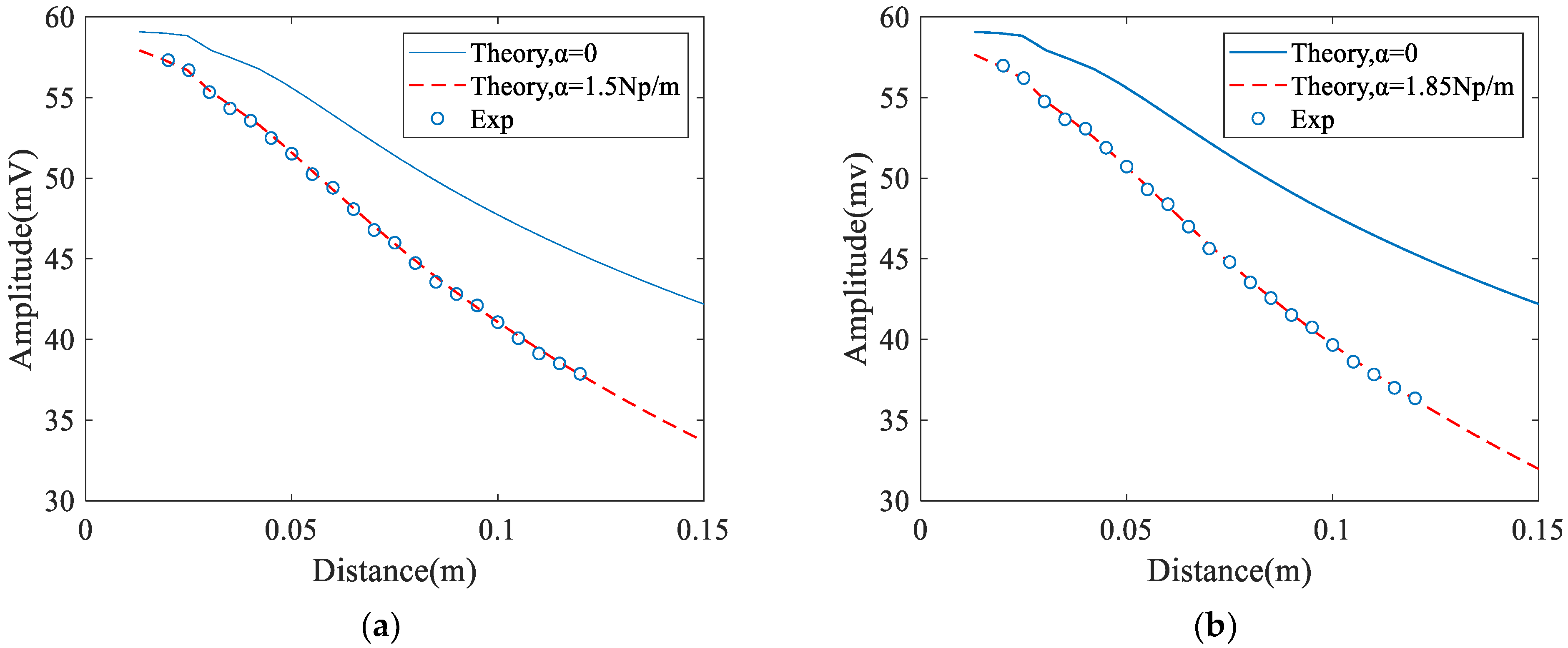
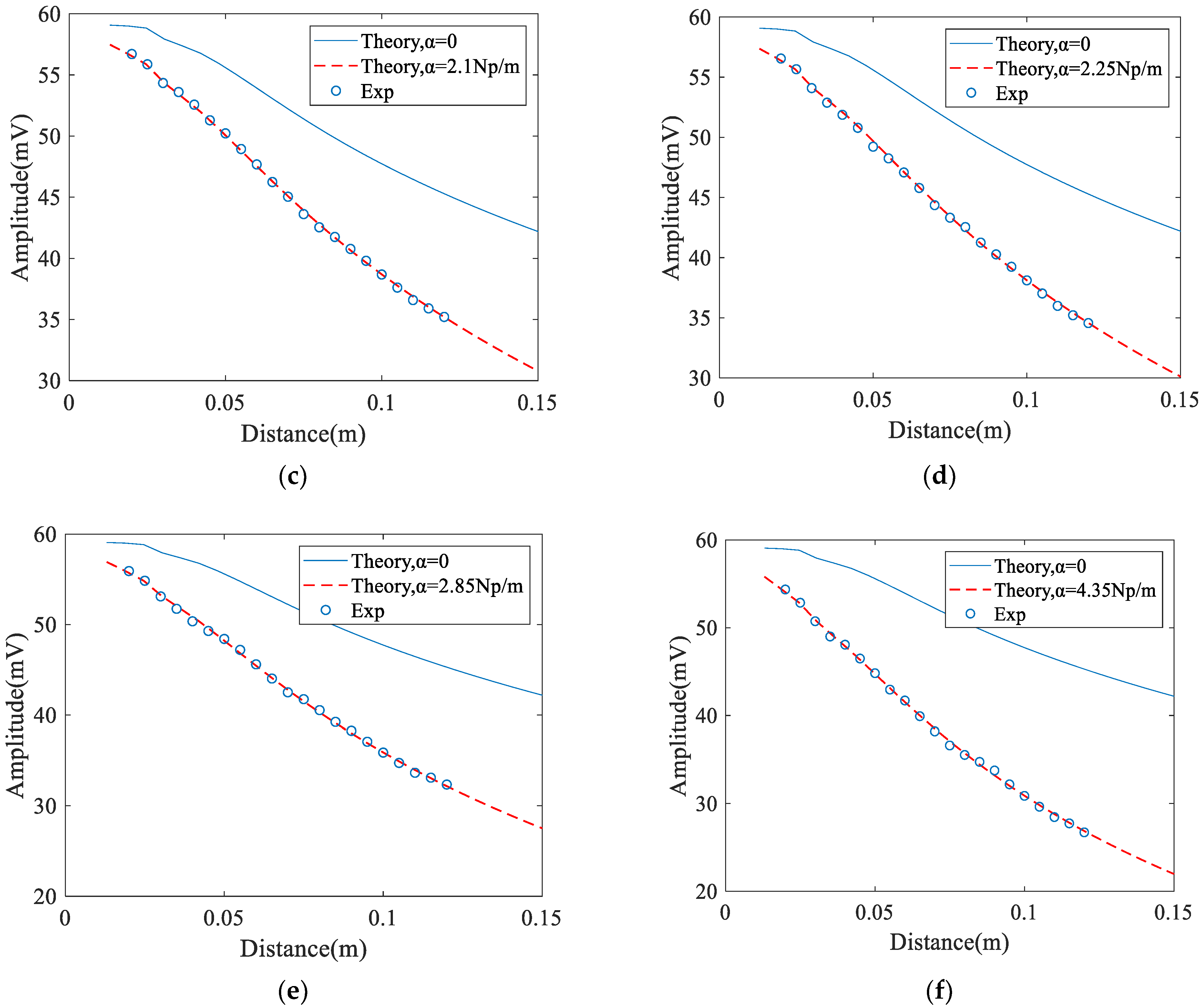
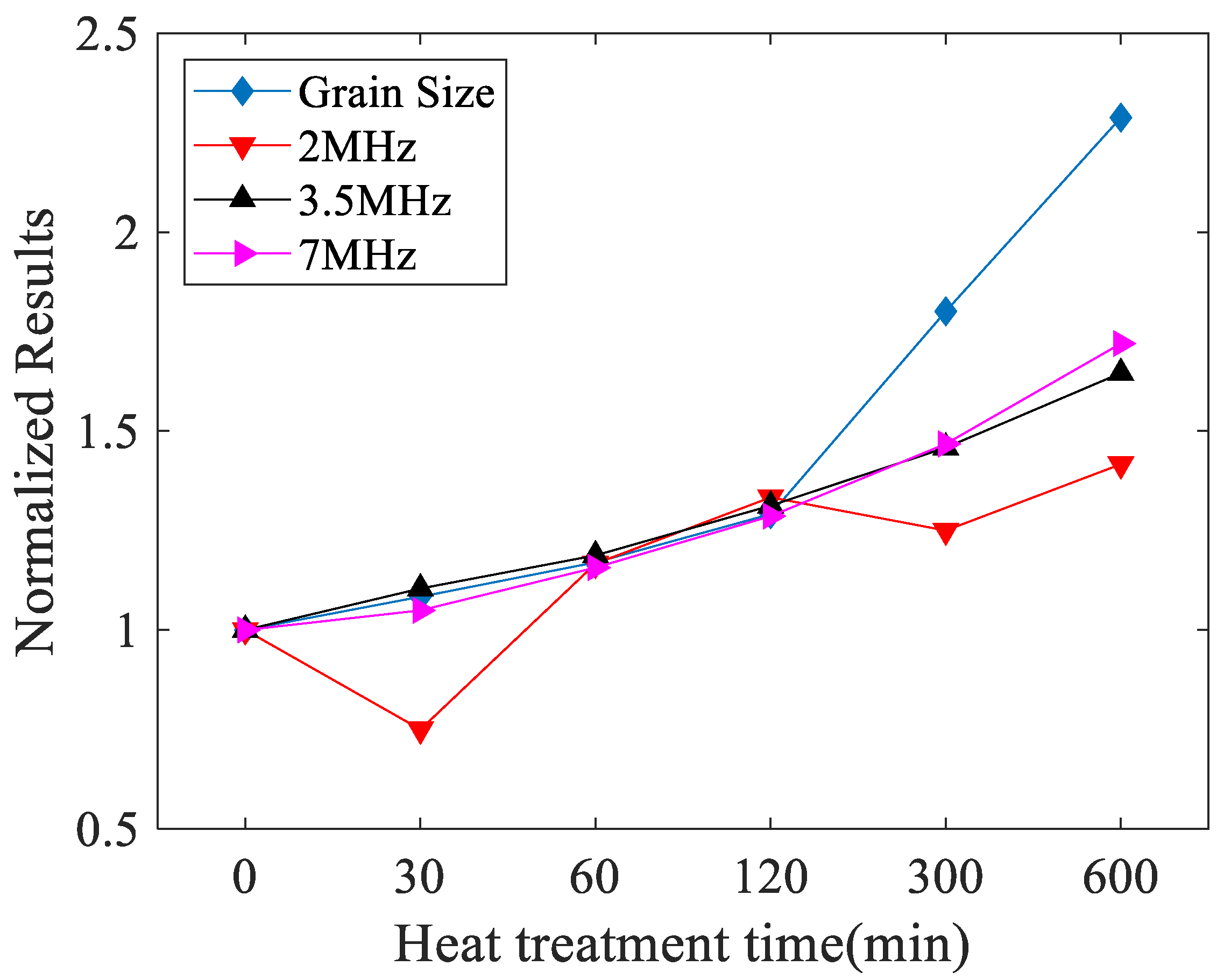
4.3. Measurement of the Attenuation Coefficient for Heat Treatment Stainless Steel
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Li, X.; Song, Y.; Liu, F.; Hu, H.; Ni, P. Evaluation of mean grain size using the multi-scale ultrasonic attenuation coefficient. NDT E Int. 2015, 72, 25–32. [Google Scholar] [CrossRef]
- Li, X.; Han, X.; Arguelles, A.P.; Song, Y.; Hu, H. Evaluating grain size in polycrystals with rough surfaces by corrected ultrasonic attenuation. Ultrasonics 2017, 78, 23–29. [Google Scholar] [CrossRef] [PubMed]
- Zhang, J.; Song, Y.; Li, X.; Zhong, C. Comparison of experimental measurements of material grain size using ultrasound. J. Nondestruct. Eval. 2020, 39, 1–8. [Google Scholar] [CrossRef] [Green Version]
- Abraham, S.T.; Shivaprasad, S.; Das, C.R.; Albert, S.K.; Venkatraman, B.; Balasubramaniam, K. Effect of grain size distribution on the acoustic nonlinearity parameter. J. Appl. Phys. 2020, 127, 185102. [Google Scholar] [CrossRef]
- Every, A.G.; Maznev, A.A. Dispersion of an acoustic pulse passing through a large-grained polycrystalline film. J. Acoust. Soc. Am. 2012, 131, 4491–4499. [Google Scholar] [CrossRef]
- Stanke, F.E. A unified theory for elastic wave propagation in polycrystalline materials. J. Acoust. Soc. Am. 1983, 75, 665–681. [Google Scholar] [CrossRef]
- Weaver, R.L. Diffusivity of ultrasound in polycrystals. J. Mech. Phys. Solids 1990, 38, 55–86. [Google Scholar] [CrossRef]
- Kube, C.M.; Turner, J.A. Acoustic attenuation coefficients for polycrystalline materials containing crystallites of any symmetry class. J. Acoust. Soc. Am. 2015, 137, L476–L482. [Google Scholar] [CrossRef] [Green Version]
- Han, Y.K.; Thompson, R.B. Ultrasonic backscattering in duplex microstructures: Theory and application to titanium alloys. Metall. Mater. Trans. 1997, 28, 91–104. [Google Scholar] [CrossRef]
- Ghoshal, G.; Turner, J.A.; Weaver, R.L. Wigner distribution of a transducer beam pattern within a multiple scattering formalism for heterogeneous solids. J. Acoust. Soc. Am. 2007, 122, 2009–2021. [Google Scholar] [CrossRef] [Green Version]
- Ghoshal, G.; Turner, J.A. Diffuse ultrasonic backscatter at normal incidence through a curved interface. J. Acoust. Soc. Am. 2010, 128, 3449–3458. [Google Scholar] [CrossRef]
- Hu, P.; Turner, J.A. Contribution of double scattering in diffuse ultrasonic backscatter measurements. J. Acoust. Soc. Am. 2015, 137, 321–334. [Google Scholar] [CrossRef]
- Mizoguchi, T.; Tamura, K.; Mamou, J.; Ketterling, J.A.; Yoshida, K.; Yamaguchi, T. Comprehensive backscattering characteristics analysis for quantitative ultrasound with an annular array: A basic study on homogeneous scattering phantom. Jpn. J. Appl. Phys. 2019, 58, SGGE08. [Google Scholar] [CrossRef] [PubMed]
- Bai, X.; Tie, B.; Schmitt, J.H.; Aubry, D. Comparison of ultrasonic attenuation within two- and three-dimensional polycrystalline media. Ultrasonics 2019, 100, 105980. [Google Scholar] [CrossRef] [PubMed]
- Wydra, A.; Chertov, A.M.; Maev, R.G.; Kube, C.M.; Du, H.; Turner, J.A. Grain Size Measurement of Copper Spot Welding Caps Via Ultrasonic Attenuation and Scattering Experiments. Res. Nondestruct. Eval. 2015, 26, 225–243. [Google Scholar] [CrossRef]
- Aghaie-Khafri, M.; Honarvar, F.; Zanganeh, S. Characterization of Grain Size and Yield Strength in AISI 301 Stainless Steel Using Ultrasonic Attenuation Measurements. J. Nondestruct. Eval. 2012, 31, 191–196. [Google Scholar] [CrossRef]
- Li, F.; Xiang, D.; Qin, Y.; Pond, R.B.; Slusar-ski, K. Measurements of degree of sensitization (DoS) in aluminum alloys using EMAT ultrasound. Ultrasonics 2011, 51, 561–570. [Google Scholar] [CrossRef] [PubMed]
- Zhang, G.; Liu, X.; Li, X.; Song, Y.; Zhang, S. Measurement of shear wave attenuation coefficient using a contact pulse-echo method with consideration of partial reflection effects. Meas. Sci. Technol. 2019, 30, 115601. [Google Scholar] [CrossRef]
- Shui, G.; Kim, J.Y.; Qu, J.; Wang, Y.S.; Jacobs, L.J. A new technique for measuring the acoustic nonlinearity of materials using Rayleigh waves. Ndt E Int. 2008, 41, 326–329. [Google Scholar] [CrossRef]
- Shen, X.; Hu, H.; Li, X.; Li, S. Study on PCA-SAFT imaging using leaky Rayleigh waves. Measurement 2021, 170, 108708. [Google Scholar] [CrossRef]
- Zhang, S.; Li, X.; Hyunjo, J. Measurement of Rayleigh wave beams using angle beam wedge transducers as the transmitter and receiver with consideration of beam spreading. Sensors 2017, 17, 1449. [Google Scholar] [CrossRef] [Green Version]
- Jeong, H.; Zhang, S.; Cho, S.; Li, X. Development of attenuation and diffraction corrections for linear and nonlinear Rayleigh surface waves radiating from a uniform line source. AIP Adv. 2016, 6, 045313. [Google Scholar] [CrossRef] [Green Version]
- Kim, H.J.; Schmerr, L.W.; Sedov, A. Generation of the basis sets for multi-Gaussian ultrasonic beam models—An overview. J. Acoust. Soc. Am. 2006, 119, 1971–1978. [Google Scholar] [CrossRef]
- Jeong, H.; Barnard, D.; Cho, S.; Zhang, S.; Li, X. Receiver calibration and the nonlinearity parameter measurement of thick solid samples with diffraction and attenuation corrections. Ultrasonics 2017, 81, 147–157. [Google Scholar] [CrossRef]
- ASTM E112-13. Standard Test. Methods for Determining Average Grain Size; ASTM International: West Conshohocken, PA, USA, 2013; Available online: http://www.astm.org/cgi-bin/resolver.cgi?E112-13 (accessed on 21 February 2019).
- Vijayalakshmi, K.; Muthupandi, V.; Jayachitra, R. Influence of heat treatment on the microstructure, ultrasonic attenuation and hardness of SAF 2205 duplex stainless steel. Mater. Sci. Eng. A 2011, 529, 447–451. [Google Scholar] [CrossRef]
- Li, W.; Cho, Y.; Lee, J.; Achenbach, J.D. Assessment of heat treated Inconel X-750 alloy by nonlinear ultrasonics. Exp. Mech. 2013, 53, 775–781. [Google Scholar] [CrossRef]
- Zhang, G.; Li, X.; Zhang, S.; Kundu, T. Investigation of frequency-dependent attenuation coefficients for multiple solids using a reliable pulse-echo ultrasonic measurement technique. Measurement 2021. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Cr | Ni | Mo | Mn | P | S | Si |
|---|---|---|---|---|---|---|---|
| ≤0.03 | 16–18 | 10–14 | 2–3 | ≤2.00 | ≤0.045 | ≤0.03 | ≤1.00 |
| Yield Strength (MPa) | Tensile Strength (MPa) | Elastic Modulus (MPa) | Poisson’s Ratio | Hardness (HV) |
|---|---|---|---|---|
| 269 | 603 | 206 | 0.3 | 190 |
| Sample | Average Grain Size (μm) |
|---|---|
| (a) | 24.11 ± 1.59 |
| (b) | 26.12 ± 0.73 |
| (c) | 28.21 ± 1.83 |
| (d) | 31.13 ± 0.99 |
| (e) | 43.42 ± 2.31 |
| (f) | 55.16 ± 4.50 |
| Number | Maximum Error (%) | Minimum Error (%) | Average Variance (mV2) |
|---|---|---|---|
| (a) | 13.87 | 2.23 | 1.21 |
| (b) | 6.88 | 0.92 | 0.40 |
| (c) | 2.93 | 0.18 | 0.22 |
| (d) | 1.71 | 0.13 | 0.09 |
| Sample | 2 MHz (Np/m) | 3.5 MHz (Np/m) | 7 MHz (Np/m) |
|---|---|---|---|
| (a) | 1.2 ± 0.4 | 4.8 ± 0.6 | 32.5 ± 2.5 |
| (b) | 0.9 ± 0.6 | 5.3 ± 0.8 | 34.1 ± 3.2 |
| (c) | 1.4 ± 0.3 | 5.7 ± 0.8 | 37.6 ± 4.2 |
| (d) | 1.6 ± 0.4 | 6.3 ± 1.2 | 41.8 ± 4.9 |
| (e) | 1.5 ± 0.5 | 7.0 ± 1.2 | 47.7 ± 4.6 |
| (f) | 1.7 ± 0.7 | 7.9 ± 0.9 | 55.9 ± 5.4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, M.; Bu, Y.; Dai, Z.; Zeng, S. Characterization of Grain Size in 316L Stainless Steel Using the Attenuation of Rayleigh Wave Measured by Air-Coupled Transducer. Materials 2021, 14, 1901. https://doi.org/10.3390/ma14081901
Wang M, Bu Y, Dai Z, Zeng S. Characterization of Grain Size in 316L Stainless Steel Using the Attenuation of Rayleigh Wave Measured by Air-Coupled Transducer. Materials. 2021; 14(8):1901. https://doi.org/10.3390/ma14081901
Chicago/Turabian StyleWang, Meng, Yangguang Bu, Zhaojie Dai, and Shengyang Zeng. 2021. "Characterization of Grain Size in 316L Stainless Steel Using the Attenuation of Rayleigh Wave Measured by Air-Coupled Transducer" Materials 14, no. 8: 1901. https://doi.org/10.3390/ma14081901
APA StyleWang, M., Bu, Y., Dai, Z., & Zeng, S. (2021). Characterization of Grain Size in 316L Stainless Steel Using the Attenuation of Rayleigh Wave Measured by Air-Coupled Transducer. Materials, 14(8), 1901. https://doi.org/10.3390/ma14081901