
The Effect of the β-Al5FeSi Phases on Microstructure, Mechanical and Fatigue Properties in A356.0 Cast Alloys with Higher Fe Content without Additional Alloying of Mn

 ,
,  ,
,
Abstract
:
1. Introduction
2. Materials and Methods
3. Results and Discussion
4. Conclusions
- The non-usage the Mn addition or heat treatment does not affect the mechanical or fatigue properties of such experimental alloys too negatively.
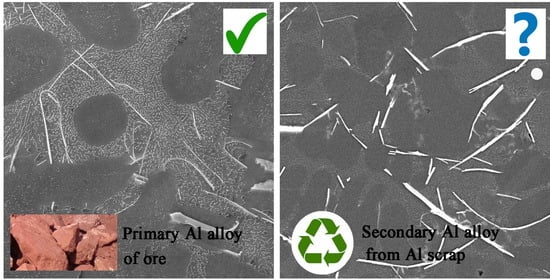
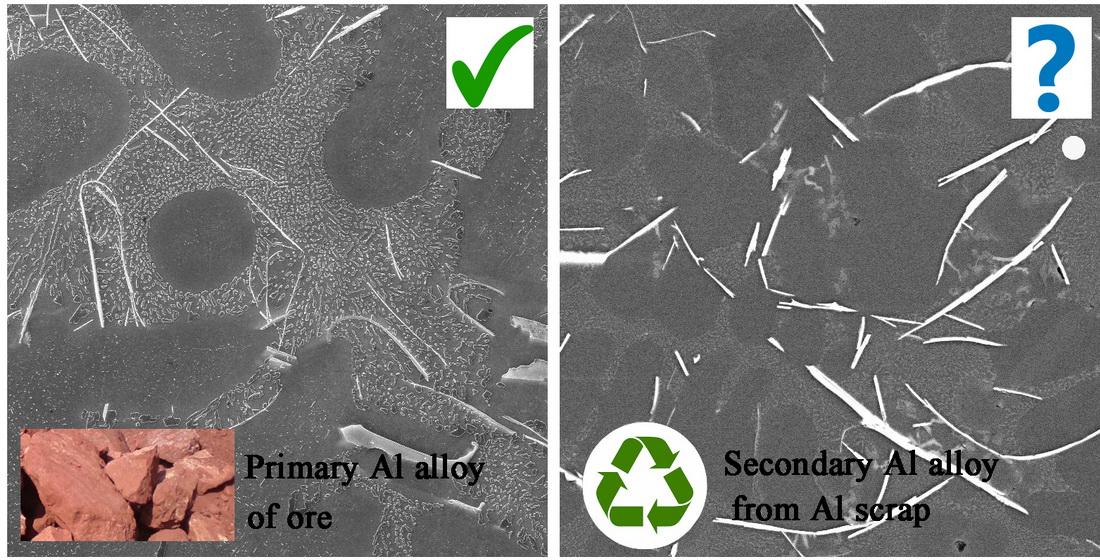
- Gravity die sand mold casting does not lead to greater length of the Fe phases. The size of the Fe-rich plate-like phases was up to 500 µm, which corresponds to those of the secondary alloys cast under pressure into metallic molds. The size of the Fe-rich plate-like phases was up to 50 µm in experimental alloy A (the same chemical composition as primary alloys), despite the sand mold casting.
- The experimental alloy with the same chemical composition as primary alloys (A) does not have the enhanced formation of the Fe phases in needles form, despite the non-compliance with the Mn/Fe ratio guidelines.
- The highest Fe content (alloy C) did not lead to the longest needle phase formation, but these phases were thicker. This content led to increasing pore size and ratio. Therefore, the thickness of the phases correlates more with greater pore formation than with length.
- The length of the Fe needle-like phases affects the pore growth. The longest phases (in alloy B) led to formation of smaller pores than in alloys A and C.
- The formation of finer eutectic Si particles was confirmed as a result of the formation of the long and more Fe plate-like phases in the microstructure.
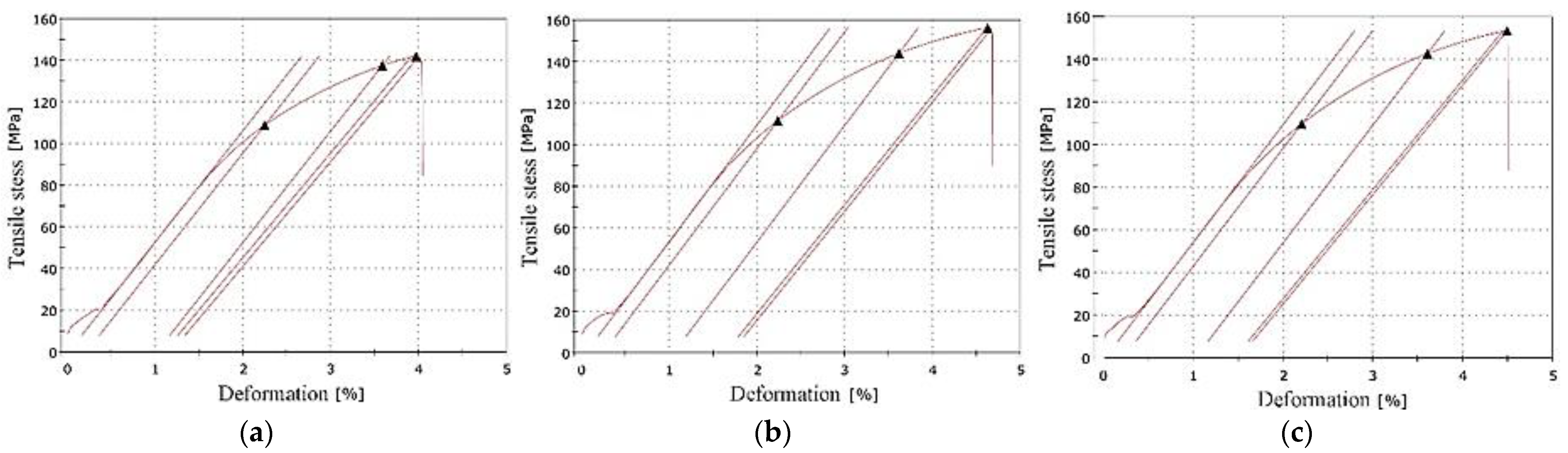
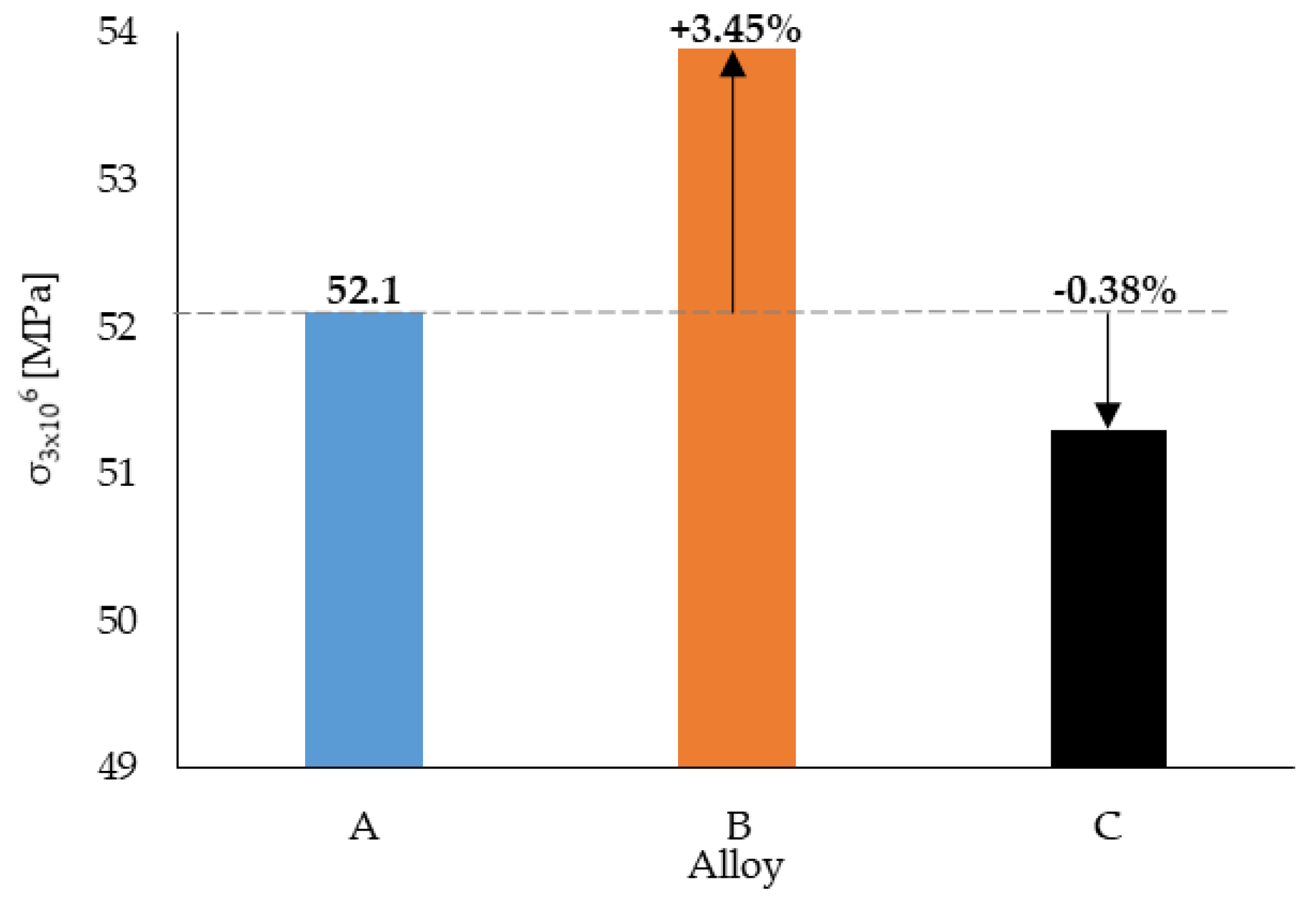
- The presence of a higher Fe content (also the Fe plate-like phases) does not lead to a decrease of the mechanical properties. The highest mechanical properties were found in specimen B with 0.454 wt.% of Fe, which had the longest Fe plate-like phases, but the difference was up to 7%, which is a common error range in mechanical tests, according to the standards.
- The results of the mechanical properties analyses showed that the order of experimental alloys, with regards to results of mechanical tests, correlates with the order according to the Fecrit (for UTS, A and HBW) and Mn/Fe ratio (for YS). That means that the alloys with the highest value of Fecrit or Mn/Fe ratio have the best properties.
- The results of the fatigue properties demonstrated that if the stress amplitude was higher, experimental alloy B (middle Fe content) had the best fatigue life. If the stress amplitude was lower, experimental alloy A (lower Fe content) had the best fatigue life.
- Moreover, the fatigue results show that the order (from the best to the worst) of experimental alloys correlates with results of Fecrit if the stress amplitude is higher, and according to Mn/Fe ratio if the stress amplitude is lower.
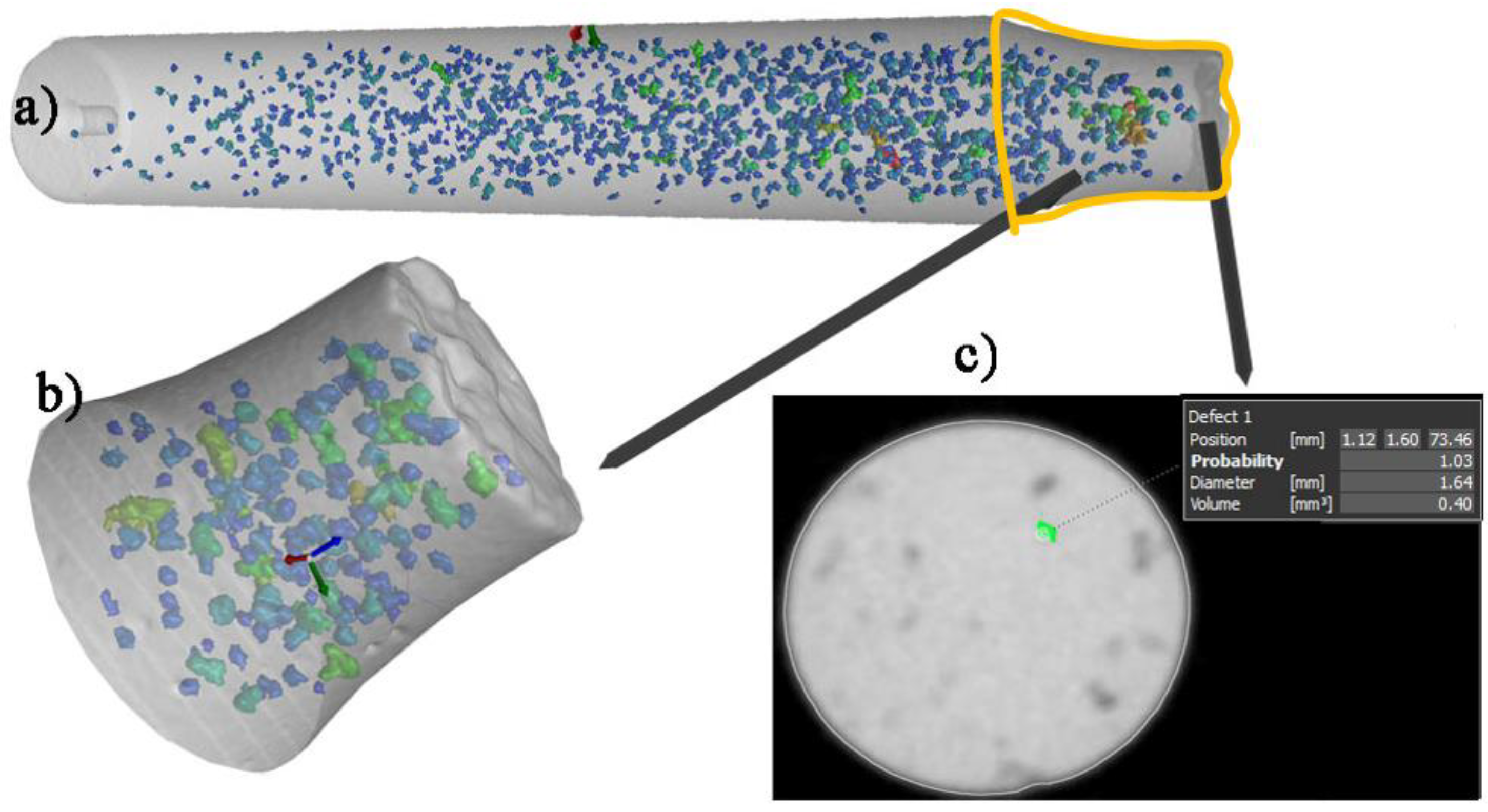
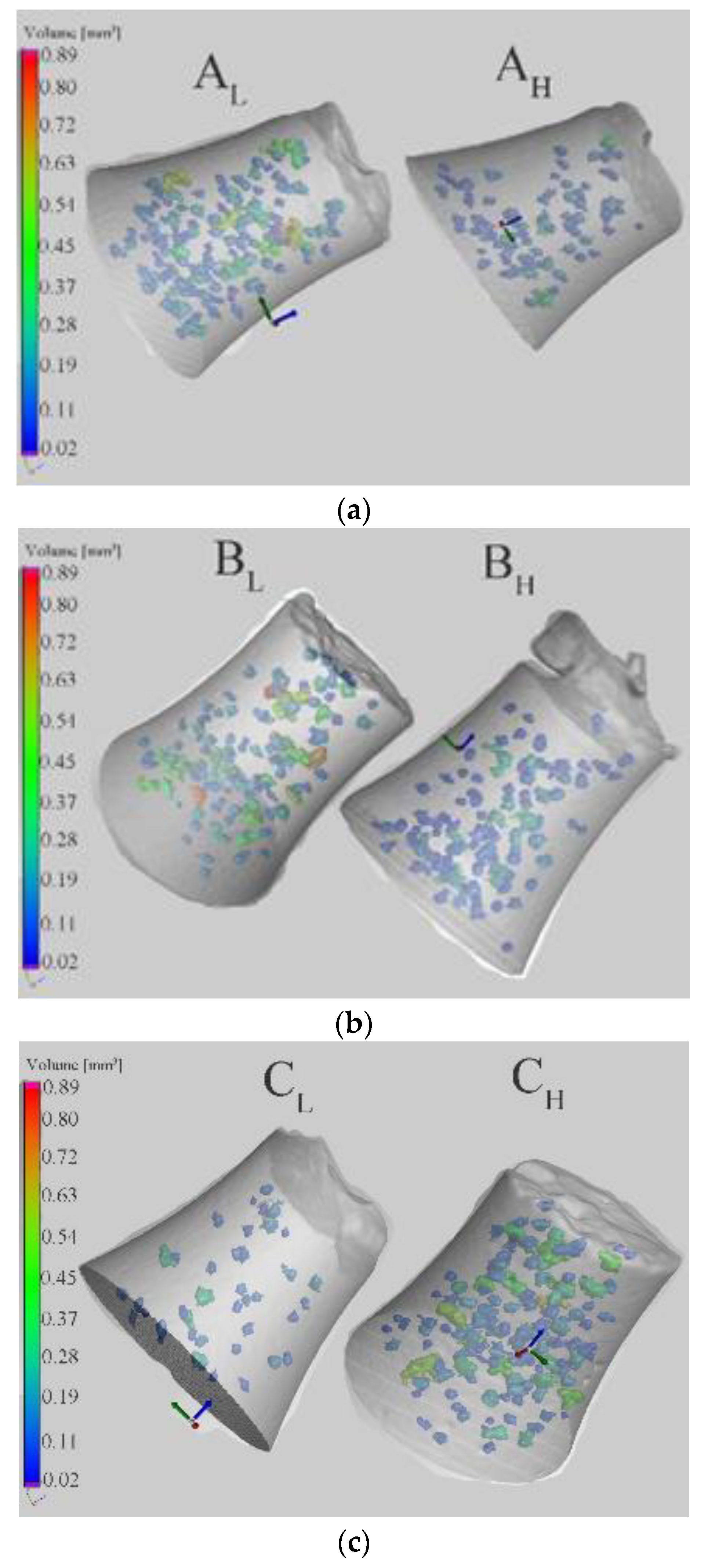
- The CT analysis results confirmed the fact that if the Fe plate-like phases have a length of up to 50 µm, the fatigue properties depended more on the size of porosity. If the length of the Fe needles was more than 50 µm, then the properties were mainly affected by length of these Fe phases.
- The non-usage of other technological influences (modification, refining, heat treatment, the addition of Mn) in sand mold casting led to formation of the higher amount of the Fe phases in the plate-like (needle) form and to an increase in the surface and volume of the pore ratio.
- The calculation of the Fecrit and Mn/Fe ratios were successfully used for the prediction of plate-like (needles) Fe-rich phase formation. The critical level of Fe was reached in the experimental alloys with the secondary composition (B and C). In addition, the Mn/Fe ratio was not lower than 0.5 for these experimental materials.
- Increasing the Fe content leads to the formation of thicker Fe plate-like phases, which are connected to each other and create a difficult shape.
- The study also shows that use of Murakami’s LEVD method used for prediction of the maximum defect size was not sufficient for any of the specimens, and it was not relevant for the prediction of fatigue properties or the maximum defect size in our experimental alloys.
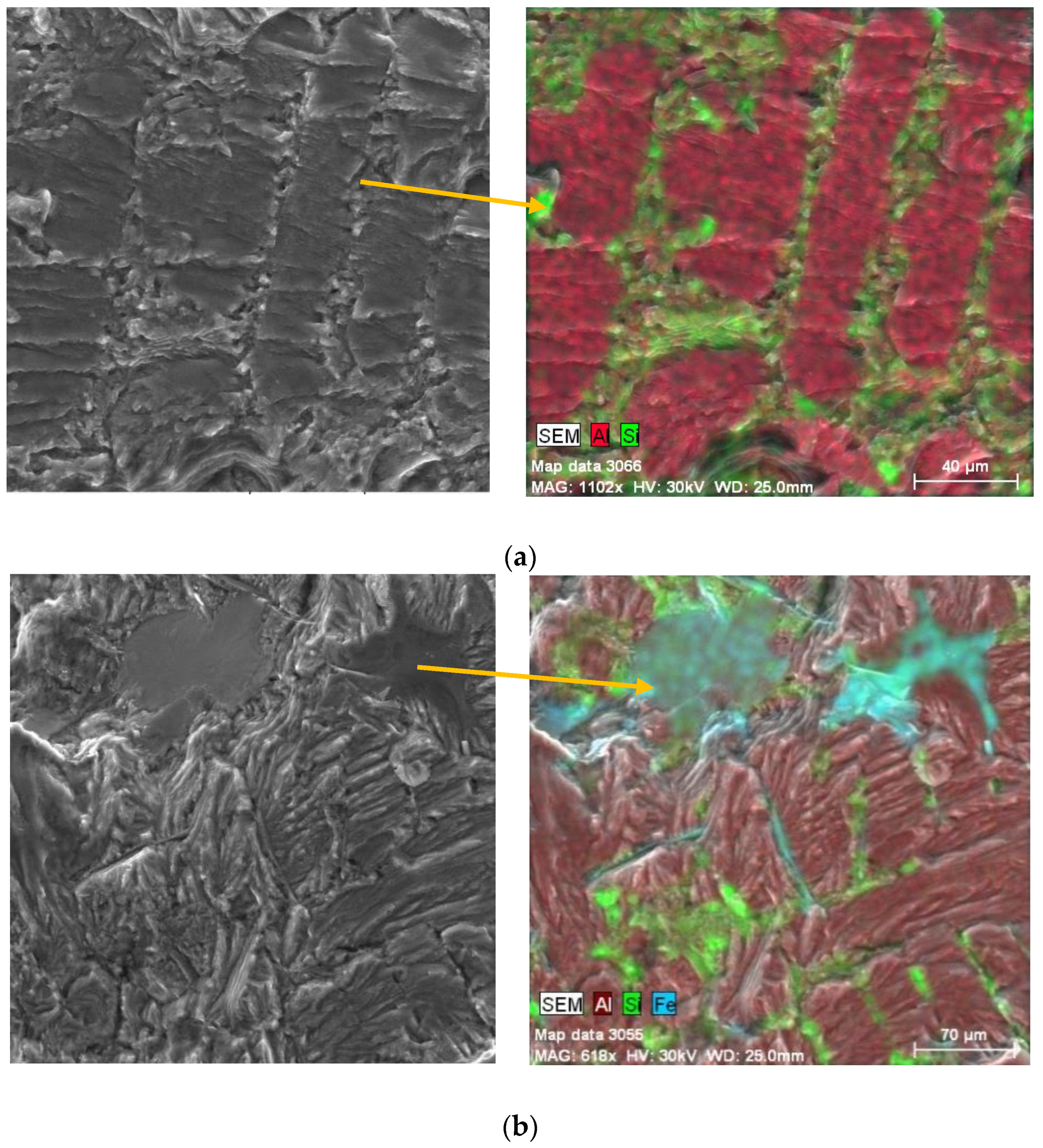
- The fractography analysis of fracture surfaces shows that the surface consisted of initiation place, fatigue fracture propagation, and final static rupture. The initiation places were the pores in all cases. The typical fatigue fracture with striation was also observed, but the striations were observed sporadically due to the presence of oxide films. The final static rupture consisted of transcrystalline ductile (matrix) and transcrystalline cleavage fractures (Fe-rich phases and Si particles). The assessment of the fatigue fracture showed that fatigue properties could depend on the higher number of initiation places. It seems that at the higher stress amplitude, initiation of the fracture came from pores. However, if the crack reached the long Fe plate-like phases, the propagation stopped and the new places for growth were created, or the crack climbed along with the difficult shape of the Fe-rich phases.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Caruk, F.F.; Beljskij, C.E. The Effect of Laser Strengthening on Fatigue Characteristics of Secondary Aluminium Alloy; Belarusian State Technological University: Minsk, Belarus, 2016; pp. 309–314. (In Russian) [Google Scholar]
- Das, S.K.; Green, J.A.S. Aluminum industry and climate change—Assessment and responses. JOM 2010, 62, 27–31. [Google Scholar] [CrossRef]
- Joost, W.J. Reducing Vehicle Weight and Improving U.S. Energy Efficiency Using Integrated Computational Materials Engineering. JOM 2012, 64, 1032–1038. [Google Scholar] [CrossRef] [Green Version]
- Fakhimi, O.; Najafi, A.; Khalaj, G. A facile rout to obtain Al2O3 nanopowder via recycling aluminum cans by sol-gel method. Mater. Res. Express 2020, 7, 045008. [Google Scholar] [CrossRef]
- Irizalp, S.G.; Saklakoğlu, N. Effect of Fe-rich intermetallics on the microstructure and mechanical properties of thixoformed A380 aluminum alloy. Eng. Sci. Technol. Int. J. 2014, 17, 58–62. [Google Scholar] [CrossRef] [Green Version]
- Zhang, L.; Gao, J.; Damoah, L.N.W.; Robertson, D.G. Removal of Iron FROM Aluminum: A Review. Miner. Process. Extr. Met. Rev. 2012, 33, 99–157. [Google Scholar] [CrossRef]
- Tiryakioğlu, M. Intrinsic and Extrinsic Effects of Microstructure on Properties in Cast Al Alloys. Materials 2020, 13, 2019. [Google Scholar] [CrossRef]
- Bjurenstedt, A.; Ghassemali, E.; Seifeddine, S.; Dahle, A.K. The effect of Fe-rich intermetallics on crack initiation in cast aluminium: An in-situ tensile study. Mater. Sci. Eng. A 2019, 756, 502–507. [Google Scholar] [CrossRef]
- Mahta, M.; Emany, M.M.; Cao, X.; Campbell, J. Overwide of β-Al5FeSi Phase in Al-Si Alloys. In Materials Science Research Trends; Olivante, V.L., Ed.; NRC: Ottawa, ON, Canada, 2007; pp. 1–16. [Google Scholar]
- Tabibian, S.; Charkaluk, E.; Constantinescu, A.; Oudin, A.; Szmytka, F. Behavior, damage and fatigue life assessment of lost foam casting aluminum alloys under thermo-mechanical fatigue conditions. Procedia Eng. 2010, 2, 1145–1154. [Google Scholar] [CrossRef] [Green Version]
- Cao, X.; Campbell, J. Morphology of β-Al5FeSi Phase in Al-Si Cast Alloys. Mater. Trans. 2006, 47, 1303–1312. [Google Scholar] [CrossRef] [Green Version]
- Mathew, J.; Remy, G.; Williams, M.A.; Tang, F.; Srirangam, P. Effect of Fe Intermetallics on Microstructure and Properties of Al-7Si Alloys. JOM 2019, 71, 4362–4369. [Google Scholar] [CrossRef] [Green Version]
- Závodská, D.; Tillová, E.; Švecová, I.; Chalupová, M.; Kuchariková, L.; Belan, J. The Effect of Iron Content on Microstructure and Porosity of Secondary AlSi7Mg0.3 Cast Alloy. Period. Polytech. Transp. Eng. 2018, 47, 283–289. [Google Scholar] [CrossRef] [Green Version]
- Ji, S.; Yang, W.; Gao, F.; Watson, D.; Fan, Z. Effect of iron on the microstructure and mechanical property of Al–Mg–Si–Mn and Al–Mg–Si diecast alloys. Mater. Sci. Eng. A 2013, 564, 130–139. [Google Scholar] [CrossRef]
- Kuchariková, L.; Liptáková, T.; Tillová, E.; Kajánek, D.; Schmidová, E. Role of Chemical Composition in Corrosion of Aluminum Alloys. Metals 2018, 8, 581. [Google Scholar] [CrossRef] [Green Version]
- Švecová, I.; Tilova, E.; Kuchariková, L. Structural analysis of iron based intermetallic phases in secondary ALSI6CU4 cast alloy. Prod. Eng. Arch. 2017, 15, 3–6. [Google Scholar] [CrossRef]
- Taylor, J.A. The effect of iron in Al-Si casting alloys. In Proceedings of the 35th Australian Foundry Institute National Conference, Adelaide, Australia, 31 October–3 November 2004; pp. 148–157. [Google Scholar]
- Ran, G.; Zhou, J.; Wang, Q. Precipitates and tensile fracture mechanism in a sand cast A356 aluminum alloy. J. Mater. Process. Technol. 2008, 207, 46–52. [Google Scholar] [CrossRef]
- Ceschini, L.; Boromei, I.; Morri, A.; Seifeddine, S.; Svensson, I.L. Effect of Fe content and microstructural features on the tensile and fatigue properties of the Al–Si10–Cu2 alloy. Mater. Des. 2012, 36, 522–528. [Google Scholar] [CrossRef]
- Kaba, M.; Donmez, A.; Cukur, A.; Kurban, A.F.; Cubuklusu, H.E.; Birol, Y. AlSi5Mg0.3 Alloy for the Manufacture of Automotive Wheels. Int. J. Met. 2017, 12, 614–624. [Google Scholar] [CrossRef]
- Hirsch, J. Aluminium Alloys for Automotive Application. Mater. Sci. Forum 1997, 242, 33–50. [Google Scholar] [CrossRef]
- Jandaghi, M.R.; Pouraliakbar, H.; Khalaj, G.; Khalaj, M.-J.; Heidarzadeh, A. Study on the post-rolling direction of severely plastic deformed Aluminum-Manganese-Silicon alloy. Arch. Civ. Mech. Eng. 2016, 16, 876–887. [Google Scholar] [CrossRef]
- Mayer, H.; Papakyriacou, M.; Zettl, B.; Stanzl-Tschegg, S. Influence of porosity on the fatigue limit of die cast magnesium and aluminium alloys. Int. J. Fatigue 2003, 25, 245–256. [Google Scholar] [CrossRef]
- Santos, J.; Jarfors, A.E.W.; Dahle, A.K. Formation of Iron-Rich Intermetallic Phases in Al-7Si-Mg: Influence of Cooling Rate and Strontium Modification. Met. Mater. Trans. A 2019, 50, 4148–4165. [Google Scholar] [CrossRef] [Green Version]
- Taylor, J.A. Iron-Containing Intermetallic Phases in Al-Si Based Casting Alloys. Procedia Mater. Sci. 2012, 1, 19–33. [Google Scholar] [CrossRef] [Green Version]
- EN 1706:2020: Aluminium and Aluminium Alloys-Castings-Chemical Composition and Mechanical Properties. Available online: https://standards.iteh.ai/catalog/standards/cen/44ffb47e-5c29-49ec-ab81-6acea6027fc8/en-1706-2020 (accessed on 8 April 2021).
- Al Khaqani, B.H. Reviews on effect of Additions the alloying element on the Microstructure and Mechanical Properties of Aluminum Alloys. Int. J. Eng. Technol. 2020, 12, 155–159. [Google Scholar] [CrossRef]
- ISO 6892-1:2009. Metallic Materials—Tensile Testing—Part 1: Method of Test at Room Temperature. Available online: https://www.iso.org/standard/51081.html (accessed on 8 April 2021).
- Konečná, R.; Nicoletto, G.; Majerová, V. Largest extreme value determination of defect size with application to cast Al-Si alloy porosity. In Proceedings of the 16th International Metallurgical & Materials Conference METAL 2007, Hradec nad Moravici, Czech Republic, 22–24 May 2007; pp. 1–8. [Google Scholar]
- Zhou, S.; Murakami, Y.; Beretta, S.; Fukushima, Y. Experimental investigation on statistics of extremes for three-dimensional distribution of non-metallic inclusions. Mater. Sci. Technol. 2002, 18, 1535–1543. [Google Scholar] [CrossRef]
- Murakami, Y. Inclusion rating by statistics of extreme values and its application to fatigue strength prediction and quality control of materials. J. Res. Natl. Inst. Stand. Technol. 1994, 99, 345. [Google Scholar] [CrossRef]
- Samuel, A.M.; Doty, H.W.; Valtierra, S.; Samuel, F.H. Beta Al5FeSi phase platelets-porosity formation relationship in A319.2 type alloys. Int. J. Met. 2017, 12, 55–70. [Google Scholar] [CrossRef]
- Samuel, A.M.; Samuel, F.H.; Villeneuve, C.; Doty, H.W.; Valtierra, S. Effect of trace elements on β-Al5FeSi characteristics, porosity and tensile properties of Al-Si-Cu (319) cast alloys. Int. J. Cast Met. Res. 2001, 14, 97–120. [Google Scholar] [CrossRef]
- Moustafa, M. Effect of iron content on the formation of β-Al5FeSi and porosity in Al–Si eutectic alloys. J. Mater. Process. Technol. 2009, 209, 605–610. [Google Scholar] [CrossRef]
- Mikołajczak, P.; Ratke, L. Three Dimensional Morphology of β-Al5FeSi Intermetallics in AlSi Alloys. Arch. Foundry Eng. 2015, 15, 47–50. [Google Scholar] [CrossRef] [Green Version]
- Bacaicoa, I.; Luetje, M.; Wicke, M.; Geisert, A.; Zeismann, F.; Fehlbier, M.; Brueckner-Foit, A. 3D Morphology of Al5FeSi inclusions in high Fe-content Al-Si-Cu Alloys. Procedia Struct. Integr. 2016, 2, 2269–2276. [Google Scholar] [CrossRef] [Green Version]
- Kuchariková, L.; Tillová, E.; Chalupová, M. The Si Particles Morphology in Hypoeutectic Al-Si Casts. Mater. Today Proc. 2016, 3, 1031–1036. [Google Scholar] [CrossRef]
- Hurtalová, L.; Tillová, E.; Chalupová, M. Microstructural and Vickers Microhardness Evolution of Heat Treated Secondary Aluminium Cast Alloy. Key Eng. Mater. 2013, 586, 137–140. [Google Scholar] [CrossRef]
- Sacinti, M.; Cubuklusu, E.; Birol, Y. Effect of iron on microstructure and mechanical properties of primary AlSi7Mg0.3 alloy. Int. J. Cast Met. Res. 2016, 30, 96–102. [Google Scholar] [CrossRef]
- Samuel, A.M.; Samuel, F.H. A metallographic study of porosity and fracture behavior in relation to the tensile properties in 319.2 end chill castings. Met. Mater. Trans. A 1995, 26, 2359–2372. [Google Scholar] [CrossRef]
- Dai, W.; Wu, S.; Lü, S.; Lin, C. Effects of rheo-squeeze casting parameters on microstructure and mechanical properties of AlCuMnTi alloy. Mater. Sci. Eng. A 2012, 538, 320–326. [Google Scholar] [CrossRef]
- Trško, L.; Guagliano, M.; Bokůvka, O.; Nový, F. Fatigue life of AW 7075 Aluminium Alloy after Severe Shot Peening Treatment with Different Intensities. Procedia Eng. 2014, 74, 246–252. [Google Scholar] [CrossRef] [Green Version]
- Wang, Q.G.; Caceres, C.H.; Griffiths, J.R. Damage by eutectic particle cracking in aluminum casting alloys A356/357. Met. Mater. Trans. A 2003, 34, 2901–2912. [Google Scholar] [CrossRef]
- Caceres, C.; Griffiths, J. Damage by the cracking of silicon particles in an Al-7Si-0.4Mg casting alloy. Acta Mater. 1996, 44, 25–33. [Google Scholar] [CrossRef]
- Koutiri, I.; Bellett, D.; Morel, F.; Augustins, L.; Adrien, J. High cycle fatigue damage mechanisms in cast aluminium subject to complex loads. Int. J. Fatigue 2013, 47, 44–57. [Google Scholar] [CrossRef] [Green Version]
- Hurtalová, L.; Tillová, E.; Chalupová, M. The Changes of Fatigue Properties in Aluminium Cast Alloy during Solution Treatment. Key Eng. Mater. 2013, 592–593, 433–436. [Google Scholar] [CrossRef]
- Tillová, E.; Chalupová, M.; Borko, K.; Kuchariková, L. Changes of Fracture Surface in Recycled A356 Cast Alloy. Mater. Today Proc. 2016, 3, 1183–1188. [Google Scholar] [CrossRef]
- Hurtalová, L.; Tillová, E.; Chalupová, M.; Belan, J.; Uhríčik, M. The Influence of Two Different Casting Moulds on the Fatigue Properties of the Al–Si–Cu Cast Alloy. In Advanced Structured Materials; Springer: Berlin/Heidelberg, Germany, 2016; Volume 61, pp. 61–70. [Google Scholar]
- Yi, J.; Gao, Y.; Lee, P.; Lindley, T. Effect of Fe-content on fatigue crack initiation and propagation in a cast aluminum–silicon alloy (A356–T6). Mater. Sci. Eng. A 2004, 386, 396–407. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Si | Mg | Fe | Mn | Ti | Zn | Cu | Sn | Na | Sr |
|---|---|---|---|---|---|---|---|---|---|---|
| A | 7.028 | 0.354 | 0.123 | 0.009 | 0.123 | 0.036 | 0.013 | 0.004 | 0.002 | <0.001 |
| B | 7.340 | 0.302 | 0.454 | 0.009 | 0.128 | 0.020 | 0.021 | 0.006 | 0.004 | <0.001 |
| C | 7.315 | 0.292 | 0.655 | 0.010 | 0.120 | 0.028 | 0.030 | 0.005 | 0.005 | <0.001 |
| Alloy | A | B | C |
|---|---|---|---|
| Fecrit | 0.4771 | 0.5005 | 0.4986 |
| Mn/Fe | 0.0732 | 0.0198 | 0.0153 |
| Alloy | Quantification of Porosity | Quantification of β-Fe Phases | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Pore Surface Size (µm2) | Pore Surface Ratio (%) | Length of β-Fe Phases (µm) | |||||||
| Min | Max | Average | Min | Max | Average | Min | Max | Average | |
| A | 775 | 130,423 | 20,208 | 0.5 | 3.9 | 1.6 | 10.49 | 52.47 | 30.04 |
| B | 674 | 97,890 | 18,937 | 0.6 | 4.2 | 1.8 | 12.06 | 202.46 | 59.77 |
| C | 1342 | 104,040 | 22,833 | 1.2 | 3.5 | 2.3 | 8.29 | 198.65 | 52.57 |
| Alloy | UTS (MPa) | YS (MPa) | A (%) | HBW 5/250/15 | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Min | Max | Average | Min | Max | Average | Min | Max | Average | Min | Max | Average | |
| A | 132.26 | 148.61 | 140.9 | 83.26 | 110.58 | 100.91 | 1.18 | 1.68 | 1.45 | 50.5 | 55.8 | 52 |
| B | 139.54 | 156.12 | 150.22 | 81.74 | 111.62 | 96.68 | 1.69 | 2.13 | 1.91 | 52.8 | 57.9 | 55 |
| C | 134.95 | 153.41 | 147.05 | 85.92 | 109.91 | 97.915 | 1.5 | 1.66 | 1.55 | 51 | 56.8 | 54 |
| Alloys | The Square Root of the Measured Maximum Defect Size on 254 mm2 with Quantitative Analysis (mm2) | Predicted Largest Defect Size on 50 mm2 with Using LEVD (mm2) | Predicted Largest Defect Size on 254 mm2 with Using LEVD (mm2) | Predicted Largest Defect Size on 1000 mm2 with Using LEVD (mm2) | Differences in Measured and Predicted Defect Size (%) |
|---|---|---|---|---|---|
| A | 361.1412 | 318.0962 | 396.5847 | 462.2802 | 9.6 |
| B | 312.8738 | 318.0961 | 404.7144 | 477.2575 | 22.6 |
| C | 322.5523 | 338.3548 | 434.6887 | 515.3211 | 25.6 |
| Alloy * | AL | AH | BL | BH | CL | CH |
|---|---|---|---|---|---|---|
| Fatigue tests results | - | |||||
| stress amplitude (MPa) | 68.31 | 68.31 | 53.79 | 53.79 | 68.31 | 68.31 |
| number of cycles to failure | 169,815 | 1,575,900 | 1,430,000 | 3,190,000 | 102,000 | 370,000 |
| CT analysis results | - | |||||
| ratio of porosity along active zone (%) | 2.38 | 1.32 | 2.55 | 1.75 | 0.66 | 2.07 |
| volume of porosity on fatigue surface (mm3) | 0.117 | 0.110 | 0.145 | 0.125 | 0.120 | 0.113 |
| volume of porosity along active zone (mm3) | 18.46 | 9.12 | 20.36 | 14.65 | 4.92 | 16.33 |
| materials volume (mm3) | 756.24 | 681.13 | 778.08 | 818.94 | 735.81 | 771.99 |
| average length of β-Fe (µm) | 43.03 | 27.56 | 44.62 | 28.16 | 170.97 | 59.21 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kuchariková, L.; Medvecká, D.; Tillová, E.; Belan, J.; Kritikos, M.; Chalupová, M.; Uhríčik, M. The Effect of the β-Al5FeSi Phases on Microstructure, Mechanical and Fatigue Properties in A356.0 Cast Alloys with Higher Fe Content without Additional Alloying of Mn. Materials 2021, 14, 1943. https://doi.org/10.3390/ma14081943
Kuchariková L, Medvecká D, Tillová E, Belan J, Kritikos M, Chalupová M, Uhríčik M. The Effect of the β-Al5FeSi Phases on Microstructure, Mechanical and Fatigue Properties in A356.0 Cast Alloys with Higher Fe Content without Additional Alloying of Mn. Materials. 2021; 14(8):1943. https://doi.org/10.3390/ma14081943
Chicago/Turabian StyleKuchariková, Lenka, Denisa Medvecká, Eva Tillová, Juraj Belan, Michaela Kritikos, Mária Chalupová, and Milan Uhríčik. 2021. "The Effect of the β-Al5FeSi Phases on Microstructure, Mechanical and Fatigue Properties in A356.0 Cast Alloys with Higher Fe Content without Additional Alloying of Mn" Materials 14, no. 8: 1943. https://doi.org/10.3390/ma14081943
APA StyleKuchariková, L., Medvecká, D., Tillová, E., Belan, J., Kritikos, M., Chalupová, M., & Uhríčik, M. (2021). The Effect of the β-Al5FeSi Phases on Microstructure, Mechanical and Fatigue Properties in A356.0 Cast Alloys with Higher Fe Content without Additional Alloying of Mn. Materials, 14(8), 1943. https://doi.org/10.3390/ma14081943