
Statistical and Microstructural Analyses of Al–C–Cu Composites Synthesized Using the State Solid Route


 ,
, 
Abstract
:1. Introduction
2. Materials and Methods
3. Results
3.1. Statistical Analysis
3.2. Microstructural Analysis
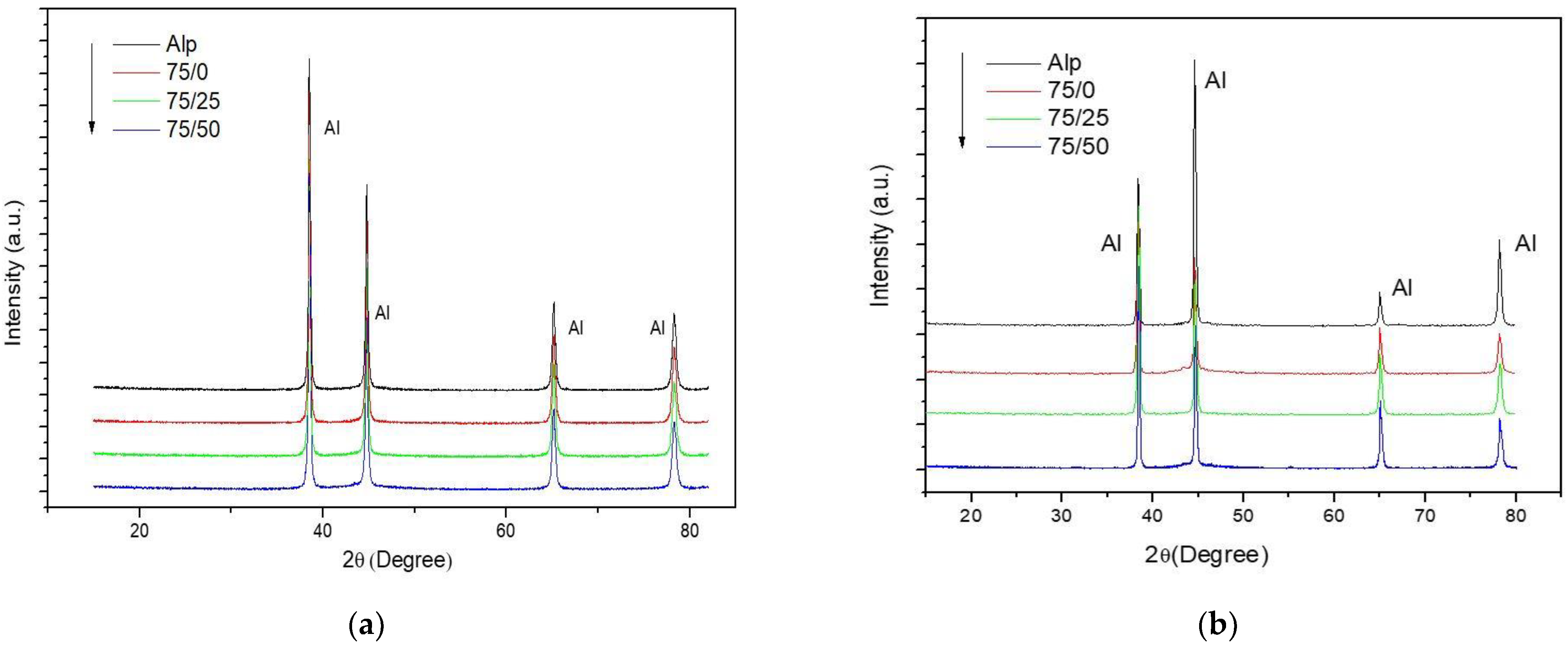
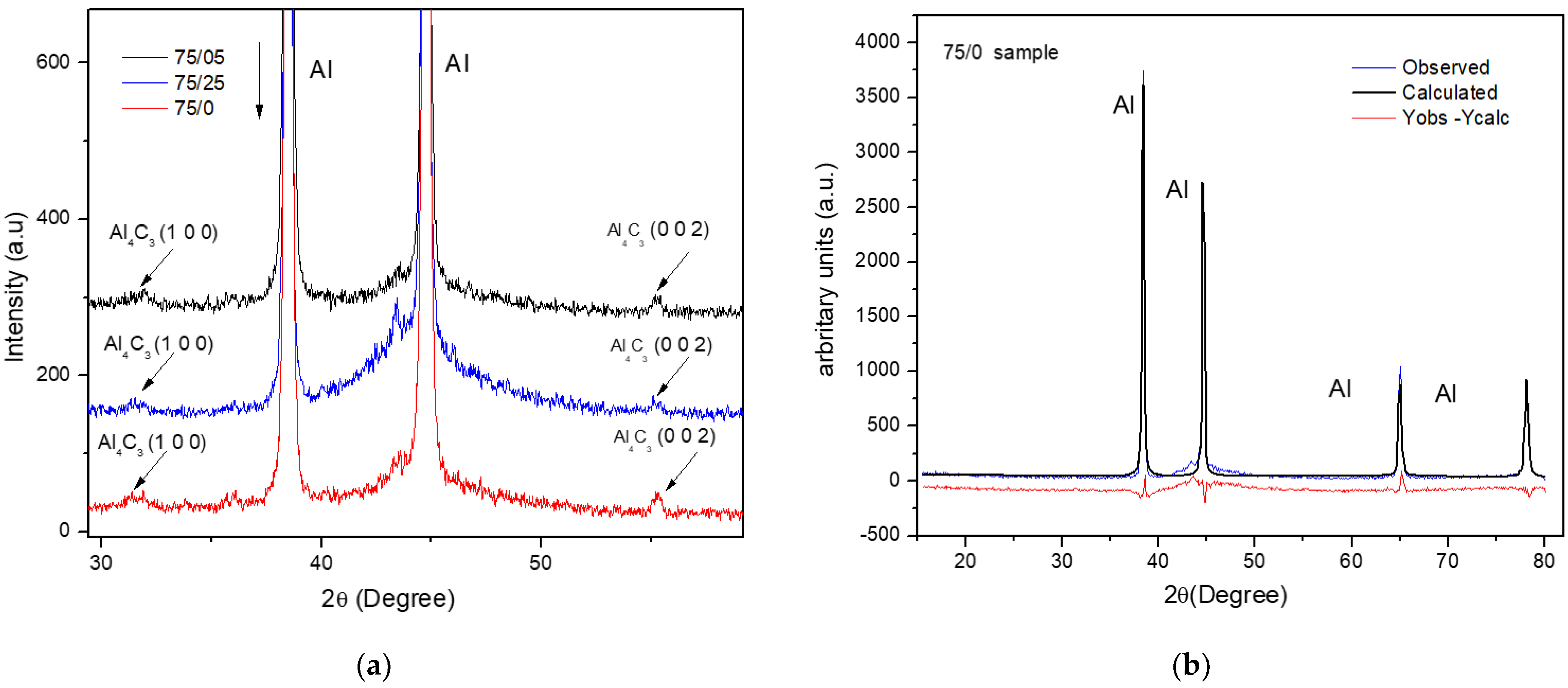
3.3. X-ray Diffraction Analysis
4. Discussion
5. Conclusions
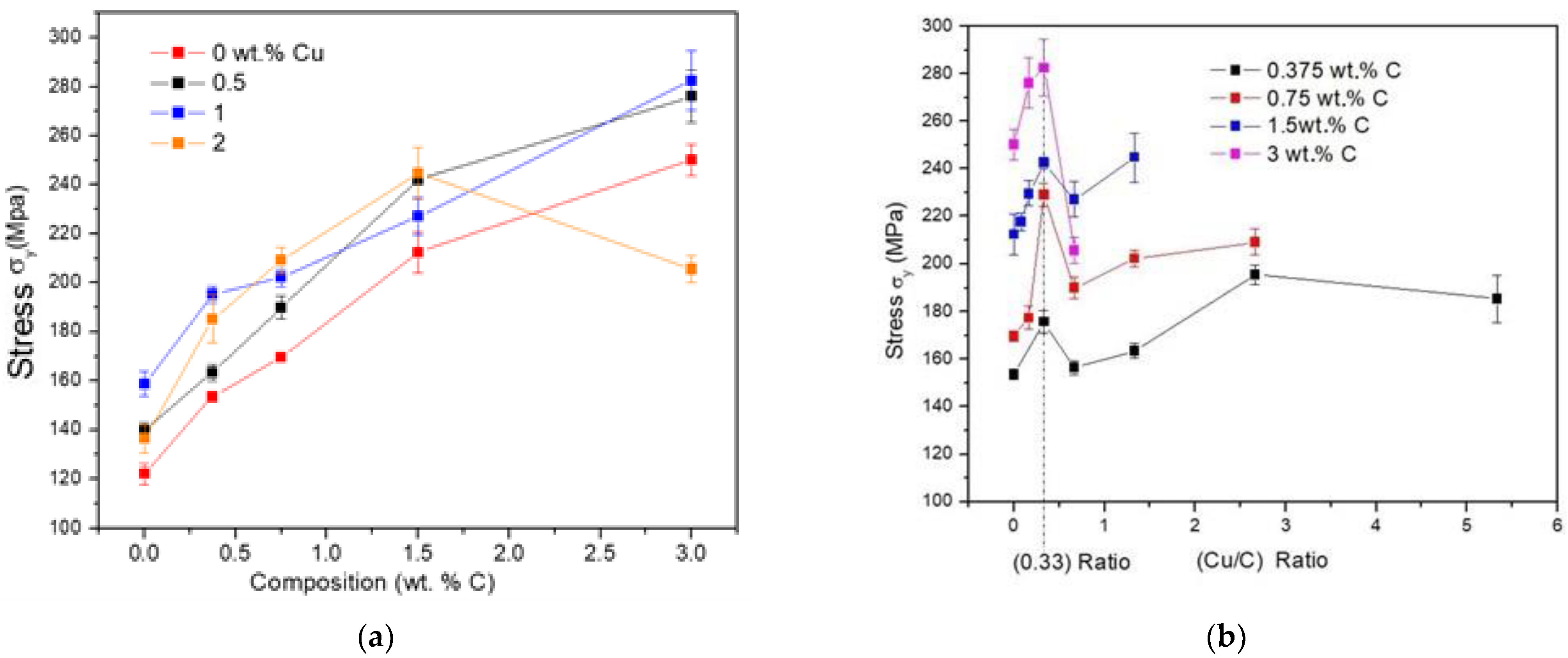
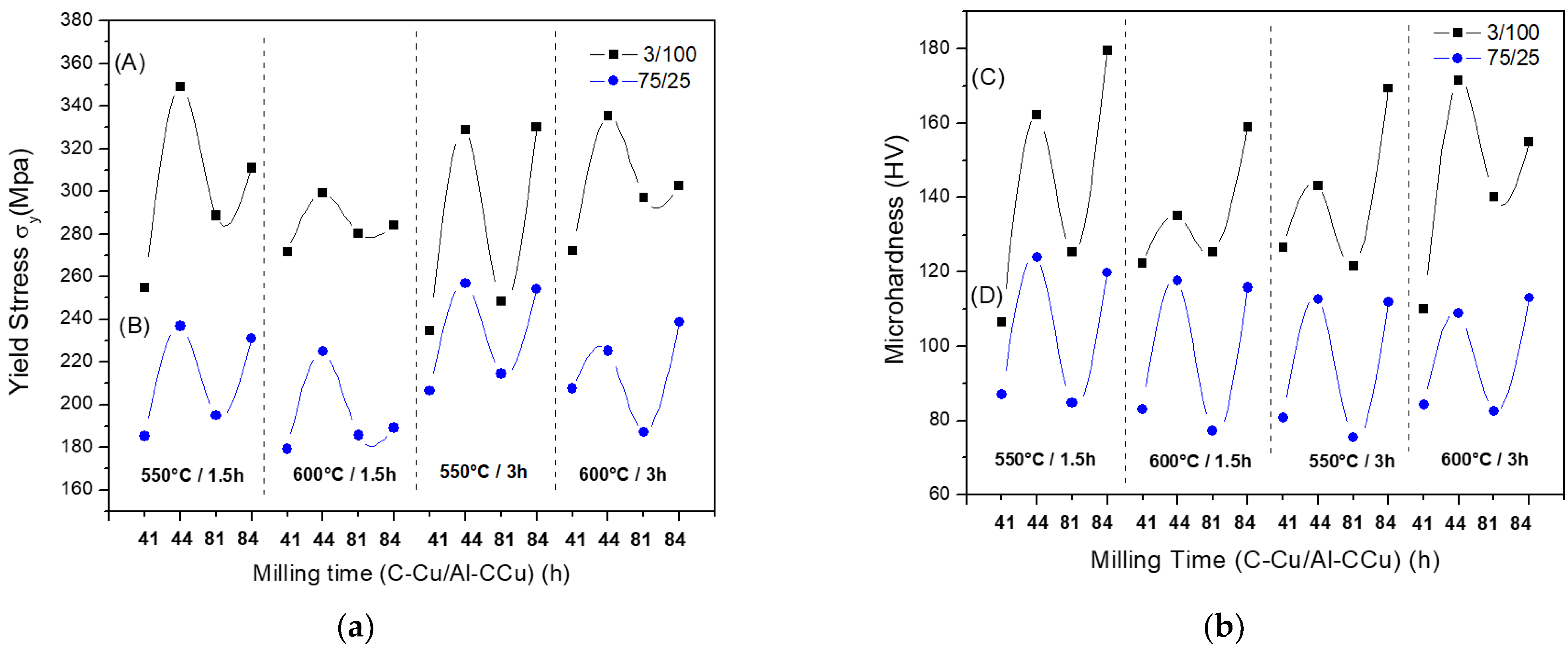
- A characteristic peak was found in the yield stress test when the Cu/C content ratio of ≈ 0.33 was used to fabricate the composites. This increment of the yield stress was related to the microstructure of the composites after the milling and sintering process.
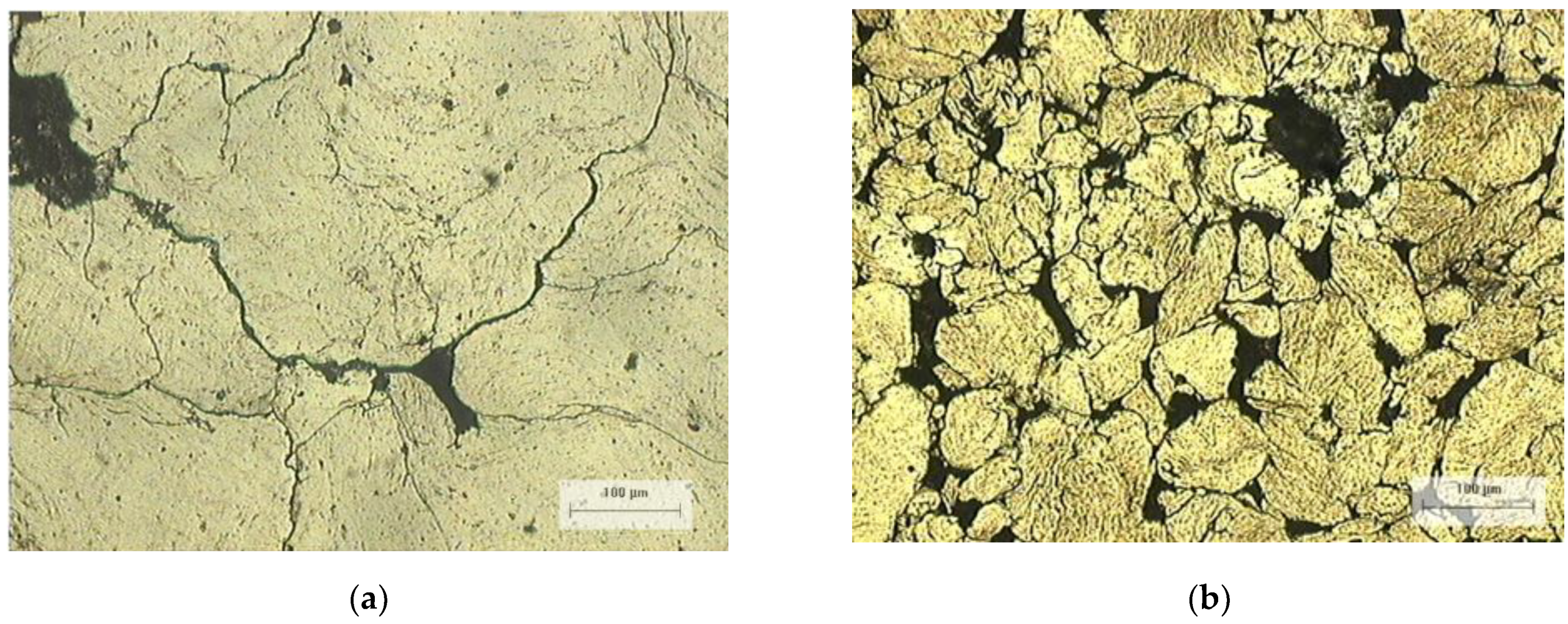
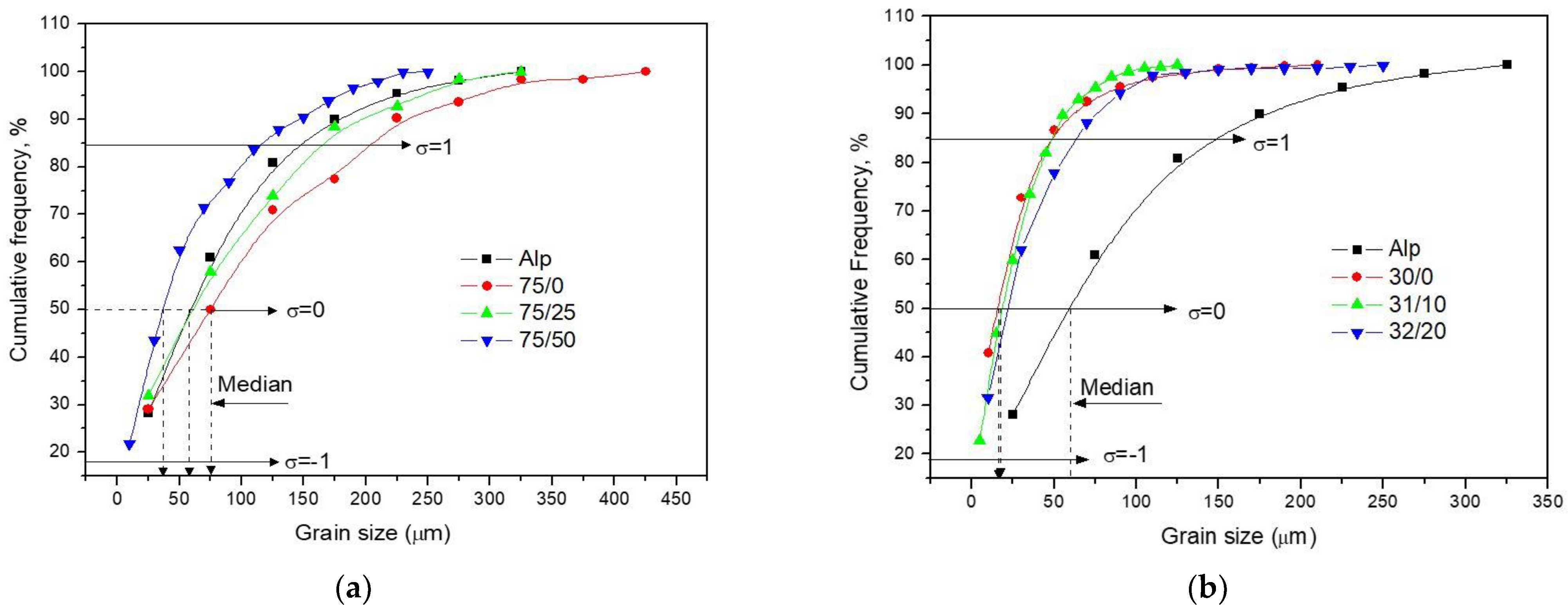
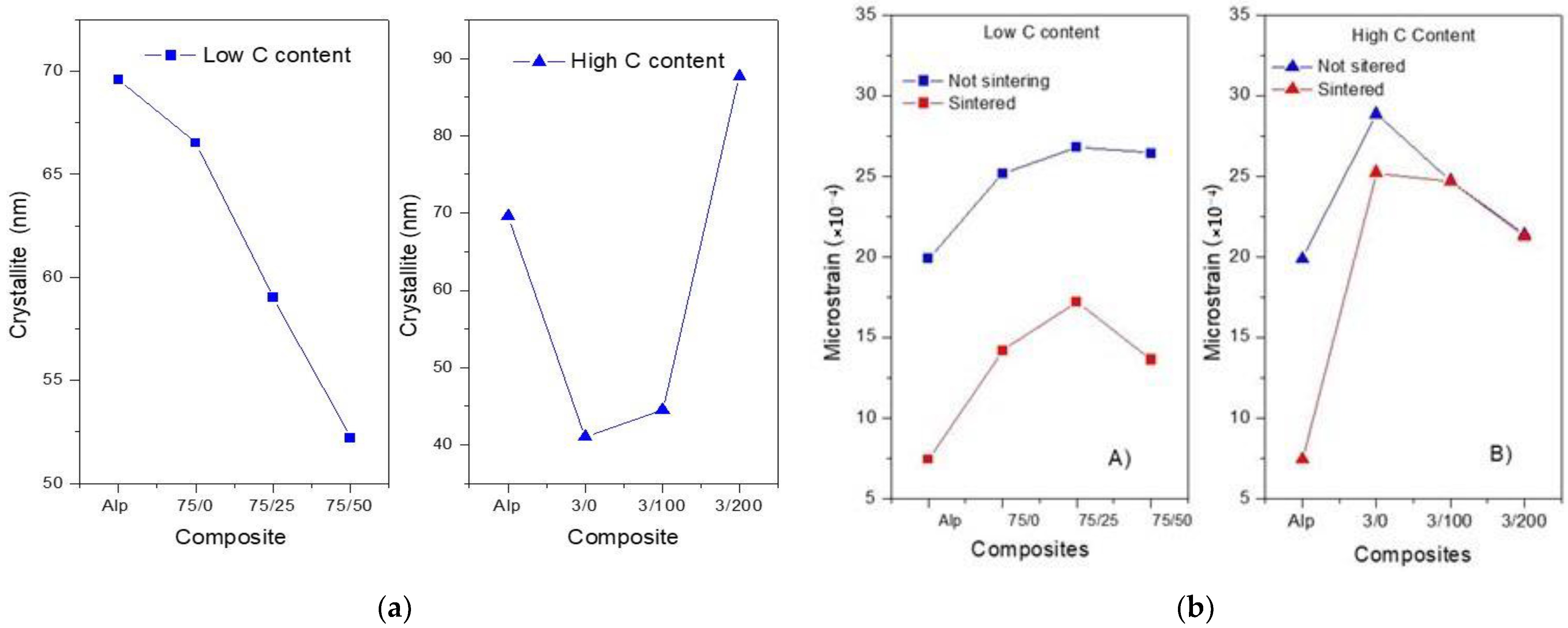
- From the microstructural analyses, 3/100 samples mainly showed a smaller crystallite size and a smaller and more homogeneous grain size. The 75/25 samples mainly showed a reduced crystallite size and relatively high microstrain values after the sintering process.
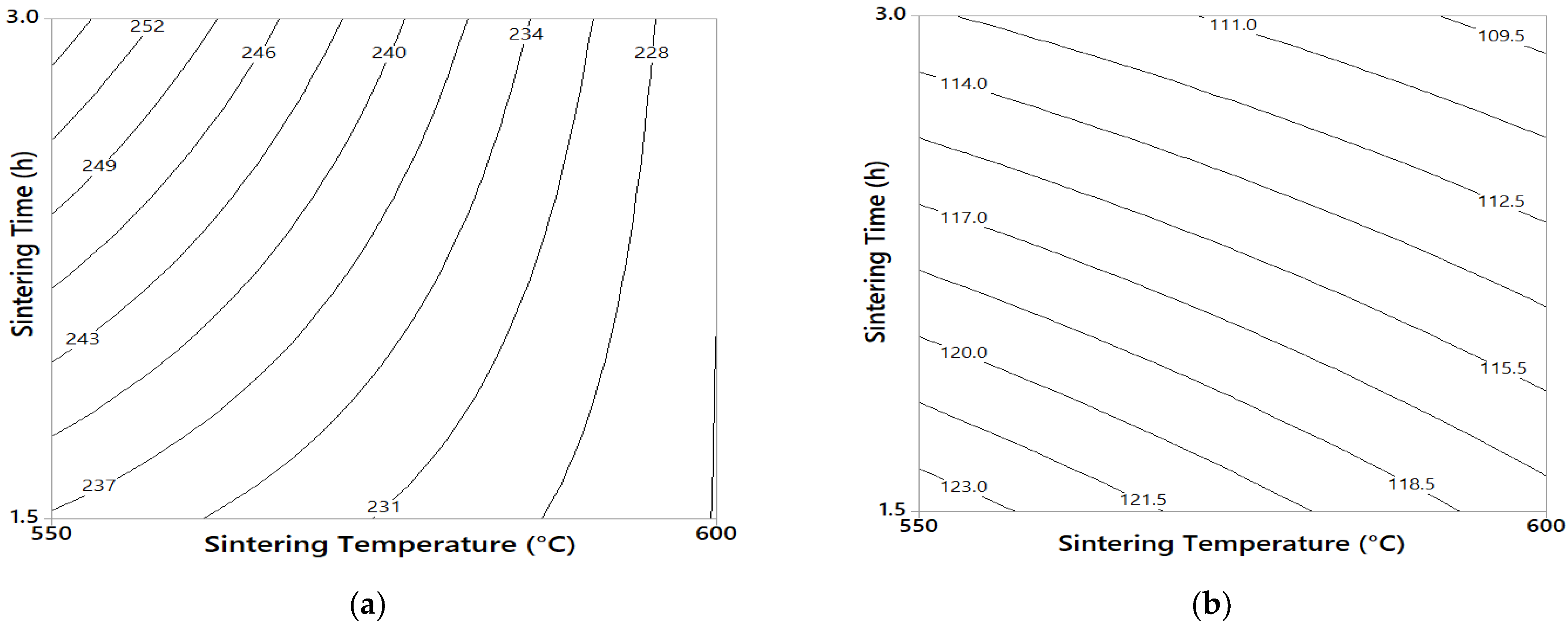
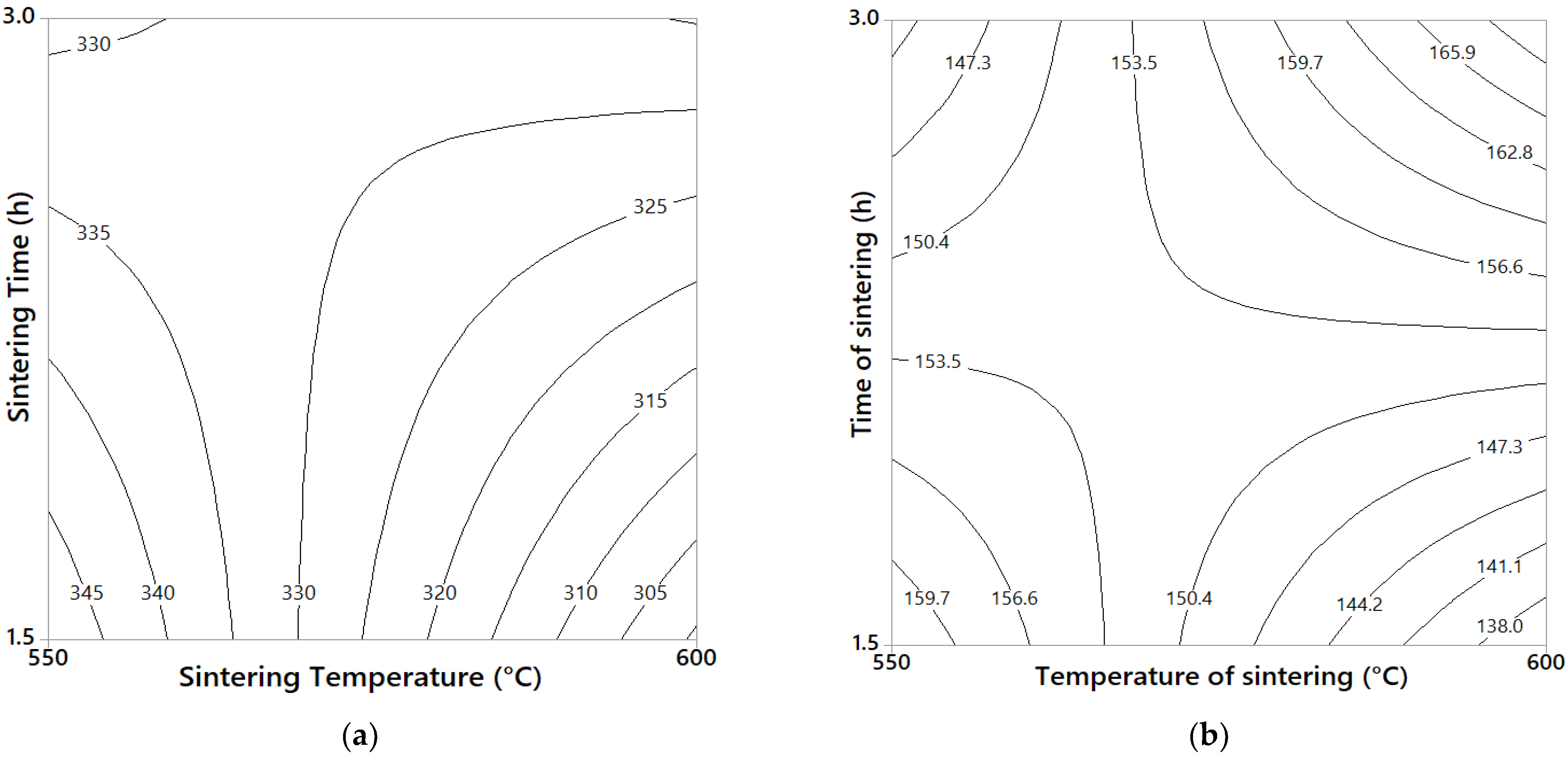
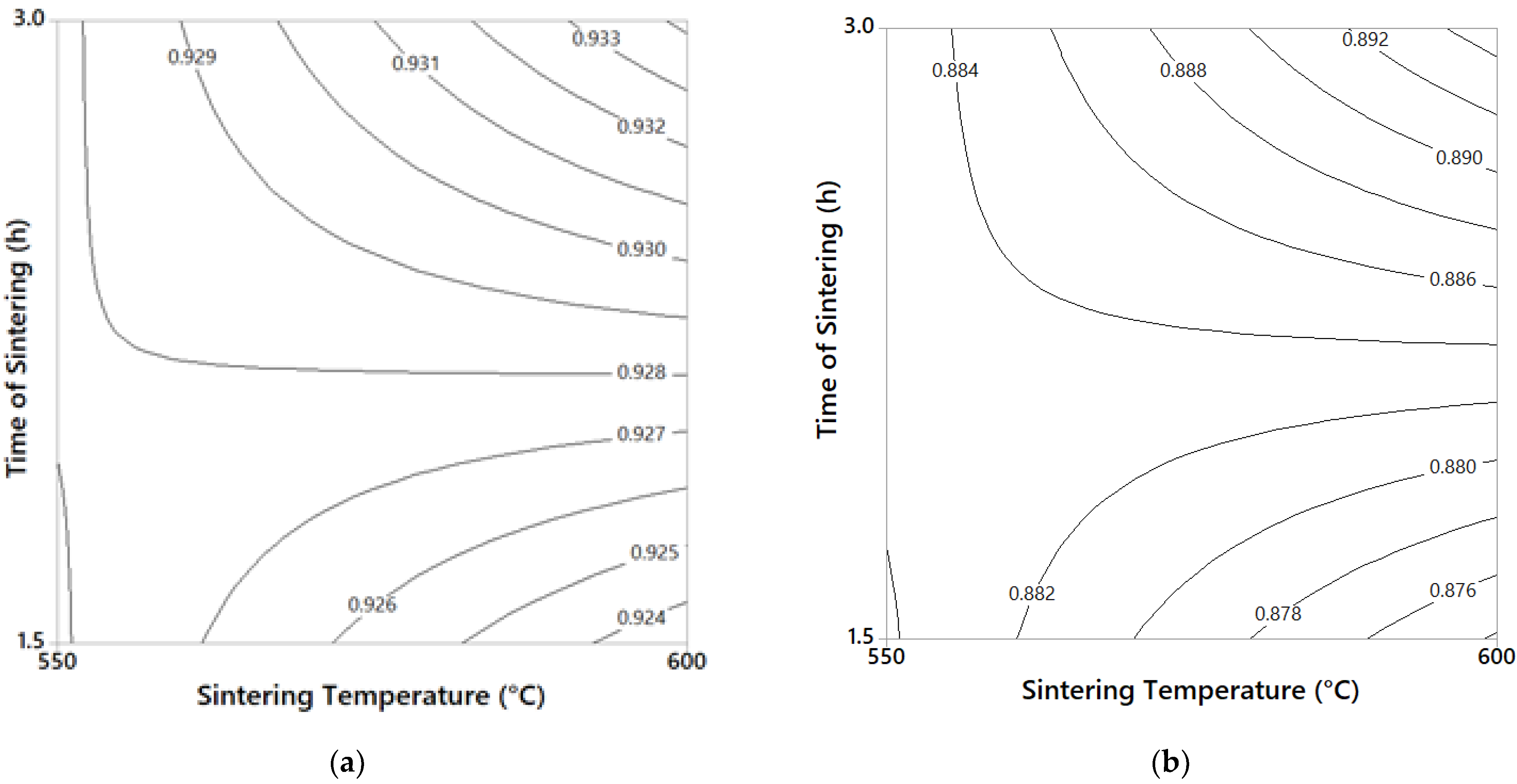
- From the contour plot, a significant difference between the microhardness and yield stress was found. From the contour plot analyses carried out on microhardness and yield stress, it was deduced that in the samples sintered at the higher temperature (at 600 °C), the mechanism of recovery, recrystallization, and grain growth were mainly present, which resulted in a decrease in mechanical properties. On the other hand, in the samples subject to long sintering time (3 h), the mechanism of precipitation of second phase was mainly present, resulting in an improvement in mechanical properties.
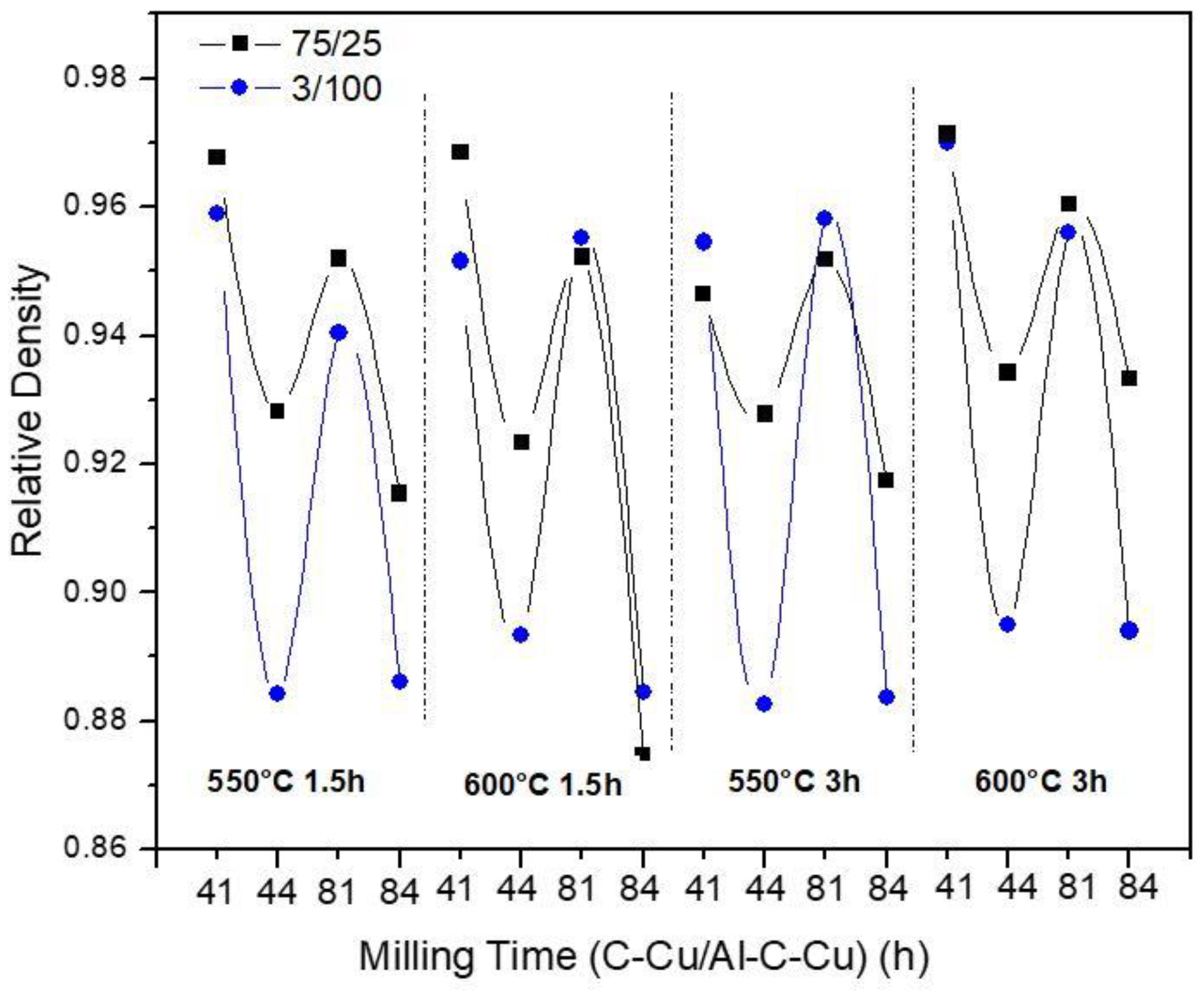
- From the difference found between the yield stress and microhardness, it was deduced that yield stress results were affected by low cohesion between grains due to a poor sintering process. These results were corroborated by the RD analyses, and were the best sintering processes that occurred at high sintering time (3 h) experimental condition. However, a small increase in RD was observed.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Al-Maamari, A.E.; Iqbal, A.A.; Nuruzzaman, D.M. Mechanical and tribological characterization of self-lubricating Mg-SiC-Gr hybrid metal matrix composite (MMC) fabricated via mechanical alloying. J. Sci. Adv. Mater. Devices 2020, 5, 535–544. [Google Scholar] [CrossRef]
- Shuvho, M.B.A.; Chowdhury, M.A.; Kchaou, M.; Rahman, A.; Islam, M.A. Surface characterization and mechanical behavior of aluminum based metal matrix composite reinforced with nano Al2O3, SiC, TiO2 particles. Chem. Data Collect. 2020, 28, 100442. [Google Scholar] [CrossRef]
- Kumar, A.; Singh, R.C.; Chaudhary, R. Recent progress in production of metal matrix composites by stir casting process: An overview. Mater. Today Proc. 2019, 12, 1453–1457. [Google Scholar] [CrossRef]
- Ashwin Prabhu, G.; Muninathan, K.; Srinivasan, R.R.; Jayaganesan, S.; Kumar, M.A. Experimental Analysis of Al-359 reinforced with B4C and Al2O3 composite. Mater. Sci. Eng. 2020, 923, 012014. [Google Scholar]
- Frutos, E.; Sanguino, P.; Trindade, B. In-situ development of Fe3C and TiC reinforcements during the mechanosynthesis of Cu–10Sn–15Ti/diamonds composite powders by high energy ball milling: Microstructural, thermal, and mechanical characterization. Int. J. Refract. Met. Hard Mater. 2020, 95, 105433. [Google Scholar] [CrossRef]
- Hidalgo, A.A.; Frykholm, R.; Ebel, T.; Pyczak, F. Powder metallurgy strategies to improve properties and processing of titanium alloys: A review. Adv. Eng. Mater. 2017, 19, 1600743. [Google Scholar] [CrossRef]
- Moravcik, I.; Kubicek, A.; Moravcikova-Gouvea, L.; Adam, O.; Kana, V.; Pouchly, V.; Zadera, A.; Dlouhy, I. The origins of high-entropy alloy contamination induced by mechanical alloying and sintering. Metals 2020, 10, 1186. [Google Scholar] [CrossRef]
- Matvienko, O.; Daneyko, O.; Kovalevskaya, T. Mathematical modeling of plastic deformation of a tube from dispersion-hardened aluminum alloy in an inhomogeneous temperature field. Crystals 2020, 10, 1103. [Google Scholar] [CrossRef]
- Xie, Q.; Lian, J.; Sidor, J.J.; Sun, F.; Yan, X.; Chen, C.; Liu, T.; Chen, W.; Yang, P.; An, K.; et al. Crystallographic orientation and spatially resolved damage in a dispersion-hardened Al alloy. Acta Mater. 2020, 193, 138–150. [Google Scholar] [CrossRef]
- Harrys, B. Engineering Composite Materials; The Institute of Materials: London, UK, 1999; p. 194. [Google Scholar]
- Zhang, Q.; Sun, D.; Pan, S.; Zhu, M. Microporosity formation and dendrite growth during solidification of aluminum alloys: Modeling and experiment. Int. J. Heat Mass Transf. 2020, 146, 118838. [Google Scholar] [CrossRef]
- Derimow, N.; Clark, T.; Abbaschian, R. Solidification processing and cooling rate effects on hexagonal Co22Cr18Cu20Mn16Ti24 high-entropy alloys. Mater. Chem. Phys. 2020, 240, 122188. [Google Scholar] [CrossRef]
- Enayati, M.H.; Mohamed, F.A. Application of mechanical alloying/milling for synthesis of nanocrystalline and amorphous materials. Int. Mater. Rev. 2014, 59, 394–416. [Google Scholar] [CrossRef]
- Beltowska-Lehman, E.; Bigos, A.; Szczerba, M.J.; Janusz-Skuza, M.; Maj, L.; Debski, A.; Wiazania, G.; Kot, M. Heat treatment of ultrasonic electrodeposited Ni-W/ZrO2 nanocomposites. Surf. Coat. Technol. 2020, 393, 125779. [Google Scholar] [CrossRef]
- Shpotyuk, O.; Bujňáková, Z.L.; Baláz, P.; Shpotyuk, Y.; Demchenko, P.; Balitska, V. Impact of grinding media on high-energy ball milling-driven amorphization in multiparticulate As4S4/ZnS/Fe3O4 nanocomposites. Adv. Powder Technol. 2020, 31, 3610–3617. [Google Scholar] [CrossRef]
- Praveen, D.V.; Raju, D.R.; Raju, M.V.J. Optimization of machining parameters of wire-cut EDM on ceramic particles reinforced Al-metal matrix composites—A review. Mater. Today Proc. 2019, 23, 495–498. [Google Scholar] [CrossRef]
- Zhang, J.; Liu, Q.; Yang, S.; Chen, Z.; Liu, Q.; Jiang, Z. Microstructural evolution of hybrid aluminum matrix composites reinforced with SiC nanoparticles and graphene/graphite prepared by powder metallurgy. Progress in Natural Science. Mater. Int. 2020, 30, 192–199. [Google Scholar]
- Matvienko, Y.I.; Polishchuk, S.S.; Rud, A.D.; Popov, O.Y.; Demchenkov, S.A.; Fesenko, O.M. Effect of graphite additives on microstructure and mechanical properties of Al–Cu composites prepared by mechanical alloying and sintering. Mater. Chem. Phys. 2020, 254, 123437. [Google Scholar] [CrossRef]
- Lim, C.; Gupta, M.; Ng, W.B. Friction and wear characteristics of Al–Cu/C composites synthesized using partial liquid phase casting process. Mater. Des. 1997, 18, 161–166. [Google Scholar] [CrossRef]
- Mendoza-Duarte, J.M.; Estrada-Guel, I.; Carreño-Gallardo, C.; Martínez-Sánchez, R. Study of Al composites prepared by high-energy ball milling; effect of processing conditions. J. Alloy. Compd. 2015, 643, S172–S177. [Google Scholar] [CrossRef]
- Estrada-Guel, I.; Carreño-Gallardo, C.; Cardoso-Cortés, J.L.; Rocha-Rangel, E.; Herrera-Ramírez, J.M.; Martínez-Sánchez, R. Effect of metallic addition on mechanical properties in an aluminum–graphite composite synthesized by means of mechanical milling. J. Alloy. Compd. 2010, 495, 403–407. [Google Scholar] [CrossRef]
- Sharifi, E.; Enayatif, M.H.; Karimzadeh, F. Fabrication and characterization of Al-Al4C3 nanocomposite by mechanical alloying. Int. J. Mod. Phys. Conf. Ser. 2012, 5, 480–487. [Google Scholar] [CrossRef] [Green Version]
- Arik, H.; Ozcatalbas, Y.; Turker, M. Dry sliding wear behavior of in situ Al–Al4C3 metal matrix composite produced by mechanical alloying technique. Mater. Des. 2006, 27, 799–804. [Google Scholar] [CrossRef]
- German, R.M. Shaping and Compaction. In Powder Metallurgy Science; Princeton Metal Powder Industries Federation: Princeton, NJ, USA, 1994; pp. 225–228. [Google Scholar]
- Besterci, M. Preparation, microstructure and properties of Al–Al4C3 system produced by mechanical alloying. Mater. Des. 2006, 27, 416–421. [Google Scholar] [CrossRef]
- Fogagnolo, J.B.; Velasco, F.; Robert, M.; Torralba, J.M. Effect of mechanical alloying on the morphology, microstructure and properties of aluminium matrix composite powders. Mater. Sci. Eng. 2003, 342, 131–143. [Google Scholar] [CrossRef]
- Santos-Beltrán, A.; Goytia-Reyes, R.; Morales-Rodriguez, H.; Gallegos-Orozco, V.; Santos-Beltrán, M.; Baldenebro-Lopez, F.; Martínez-Sánchez, R. Characterization of Al–Al4C3 nanocomposites produced by mechanical milling. Mater. Charact. 2015, 106, 368–374. [Google Scholar] [CrossRef]
- Gallegos-Orozco, V.; Santos-Beltrán, A.; Santos-Beltrán, M.; Estrada-Guel, I.; Ronquillo-Ornelas, I.; Brito-Chaparro, J.; Carbajal-Sanchez, R. AFM Analyses of 3XXX series al alloy reinforced with dierent hard nanoparticles produced in liquid state. Materials 2020, 13, 272. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Bostan, B.; Özdemir, A.T.; Kalkanli, A. Microstructure characteristics in Al-C system after mechanical alloying and high temperature treatment. Powder Metall. 2004, 47, 37–42. [Google Scholar] [CrossRef]
- Son, H.T.; Kim, T.S.; Suryanarayana, C.; Chun, B.S. Homogeneous dispersion of graphite in a 6061aluminum alloy by ball milling. Mater. Sci. Eng. 2003, 348, 163–169. [Google Scholar] [CrossRef]
- Chng, H.N.; Pan, J. Sintering of particles of different sizes. Acta Mater. 2007, 55, 813–824. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C (wt. %) | Cu (wt. %) | |||
|---|---|---|---|---|
| 0 | 0 | 0.5 | 1 | 2 |
| 0.375 | 0 | 0.5 | 1 | 2 |
| 0.75 | 0 | 0.5 | 1 | 2 |
| 1.5 | 0 | 0.5 | 1 | 2 |
| 3 | 0 | 0.5 | 1 | 2 |
| Composition (wt. %) | |||
|---|---|---|---|
| Nomenclature | Al | C | Cu |
| Alp | 100 | 0 | 0 |
| 75/0 | 99.25 | 0.75 | 0 |
| 75/25 | 99.0 | 0.75 | 0.25 |
| 75/50 | 98.75 | 0.75 | 0.5 |
| 30/0 | 97 | 3 | 0 |
| 30/100 | 96 | 3 | 1 |
| 30/200 | 95 | 3 | 2 |
| Milling Time (h) C–Cu | Milling Time (h) Al–C–Cu | Sintering Temperature (°C) | Sintering Time (h) |
|---|---|---|---|
| 4 | 1 | 550 | 1.5 |
| 8 | 1 | ||
| 4 | 4 | ||
| 8 | 4 | ||
| 4 | 1 | 600 | 1.5 |
| 8 | 1 | ||
| 4 | 4 | ||
| 8 | 4 | ||
| 4 | 1 | 550 | 3 |
| 8 | 1 | ||
| 4 | 4 | ||
| 8 | 4 | ||
| 4 | 1 | 600 | 3 |
| 8 | 1 | ||
| 4 | 4 | ||
| 8 | 4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Santos Beltrán, A.; Gallegos Orozco, V.; Santos Beltrán, M.; Gómez Esparza, C.; Ronquillo Ornelas, I.; Gallegos Orozco, C.; Ledezma Beng, L.E.; Martínez Sánchez, R. Statistical and Microstructural Analyses of Al–C–Cu Composites Synthesized Using the State Solid Route. Materials 2021, 14, 1969. https://doi.org/10.3390/ma14081969
Santos Beltrán A, Gallegos Orozco V, Santos Beltrán M, Gómez Esparza C, Ronquillo Ornelas I, Gallegos Orozco C, Ledezma Beng LE, Martínez Sánchez R. Statistical and Microstructural Analyses of Al–C–Cu Composites Synthesized Using the State Solid Route. Materials. 2021; 14(8):1969. https://doi.org/10.3390/ma14081969
Chicago/Turabian StyleSantos Beltrán, Audel, Verónica Gallegos Orozco, Miriam Santos Beltrán, Cynthia Gómez Esparza, Iza Ronquillo Ornelas, Carmen Gallegos Orozco, Luz. E. Ledezma Beng, and Roberto Martínez Sánchez. 2021. "Statistical and Microstructural Analyses of Al–C–Cu Composites Synthesized Using the State Solid Route" Materials 14, no. 8: 1969. https://doi.org/10.3390/ma14081969
APA StyleSantos Beltrán, A., Gallegos Orozco, V., Santos Beltrán, M., Gómez Esparza, C., Ronquillo Ornelas, I., Gallegos Orozco, C., Ledezma Beng, L. E., & Martínez Sánchez, R. (2021). Statistical and Microstructural Analyses of Al–C–Cu Composites Synthesized Using the State Solid Route. Materials, 14(8), 1969. https://doi.org/10.3390/ma14081969