
Mechanical Properties of Polypropylene: Additive Manufacturing by Multi Jet Fusion Technology


Abstract
:
1. Introduction
2. Materials and Methods
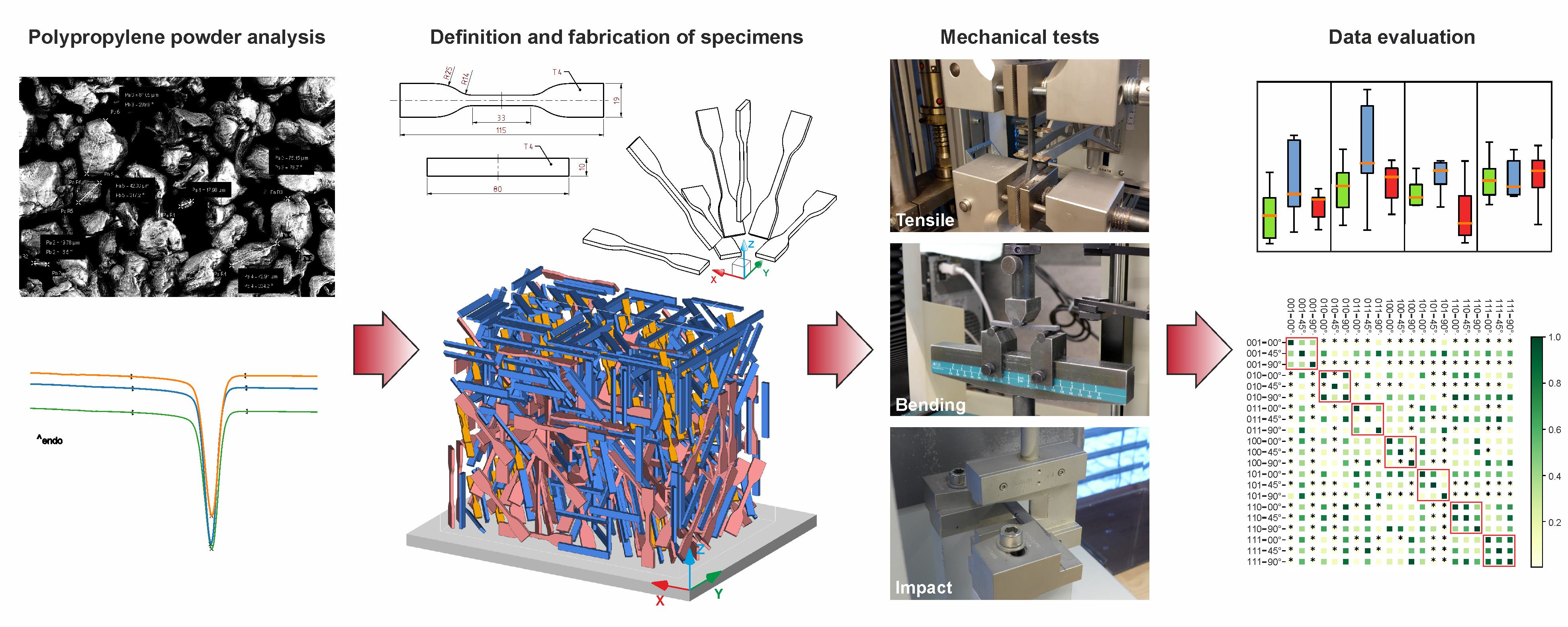
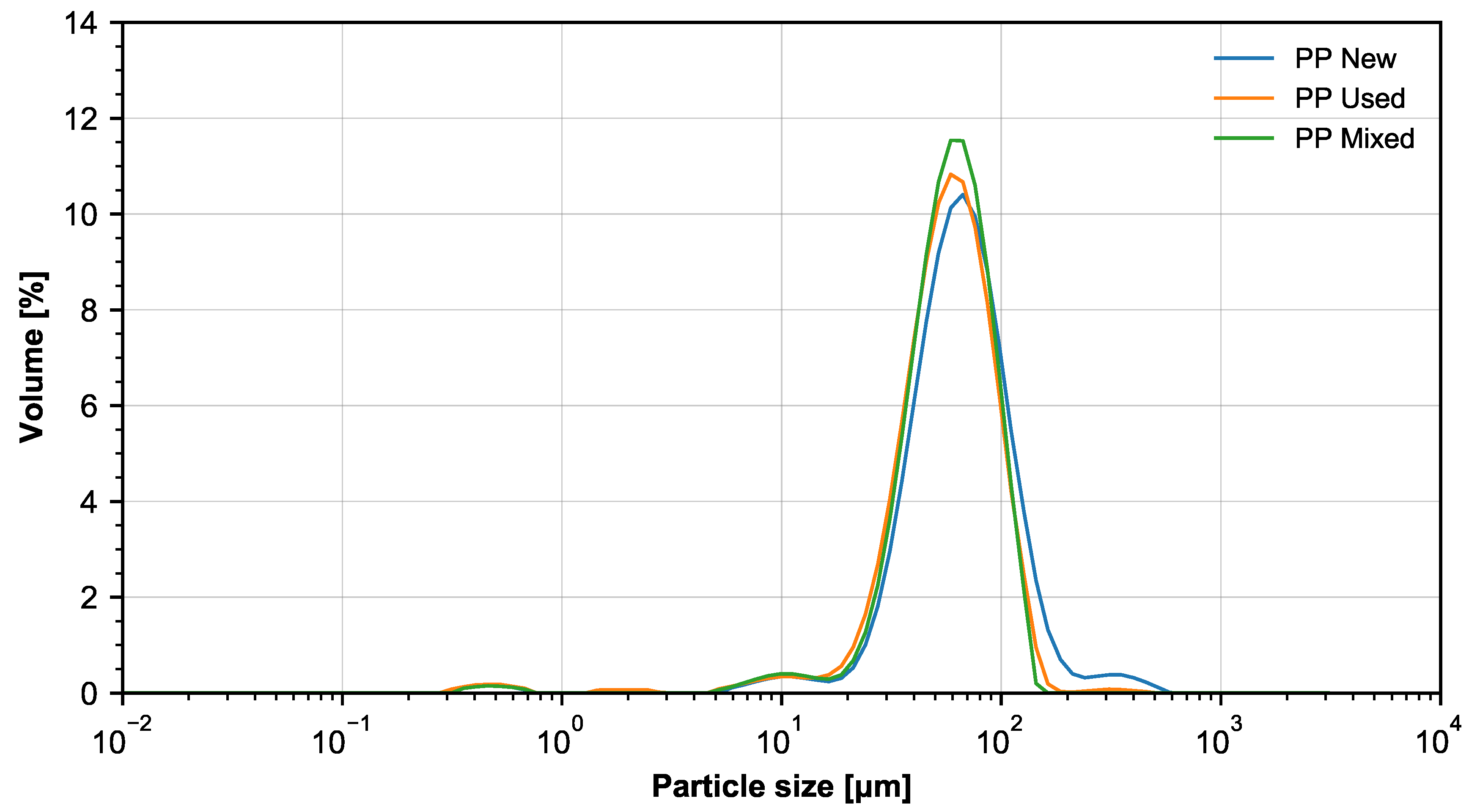
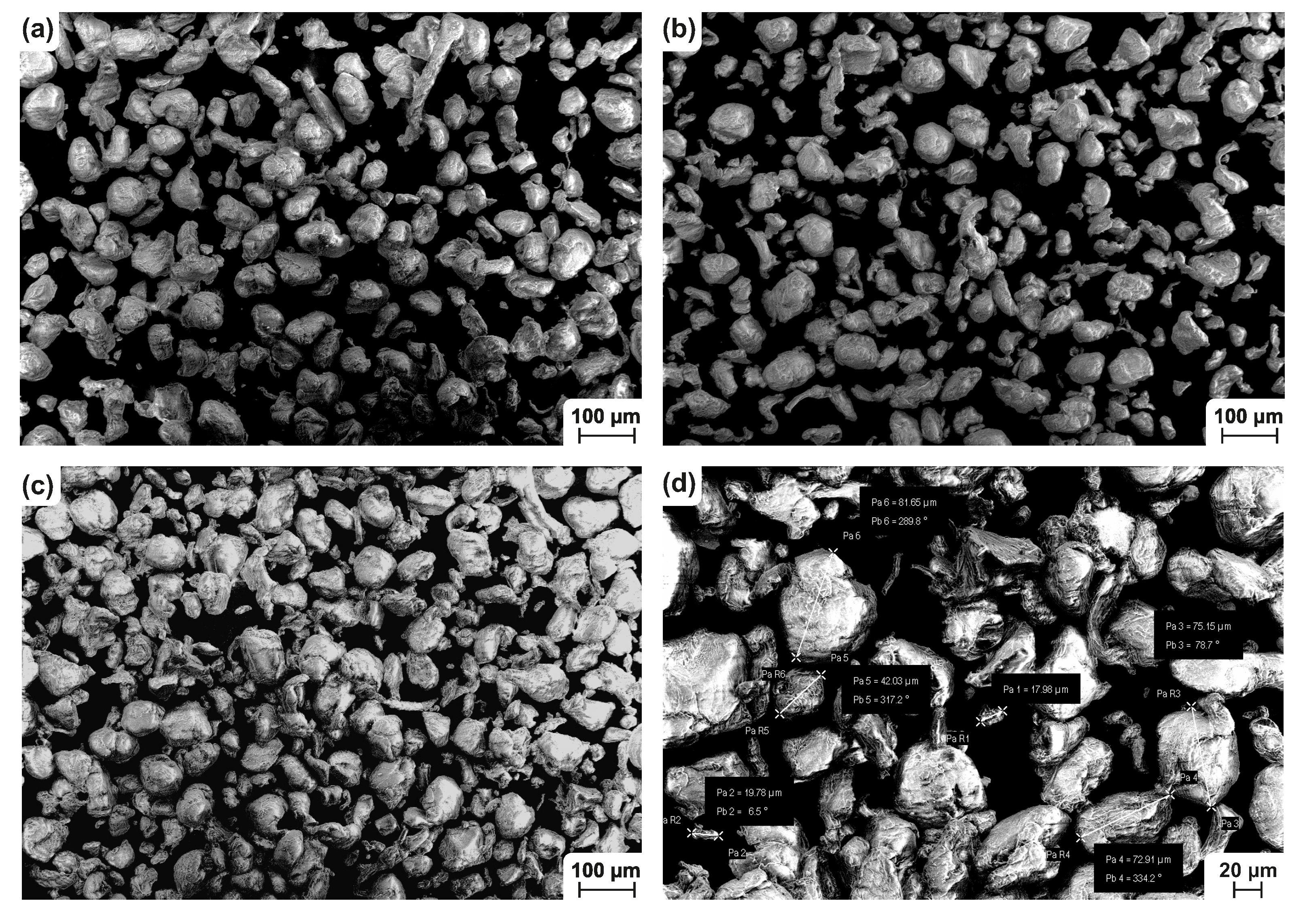
2.1. Powder Analysis
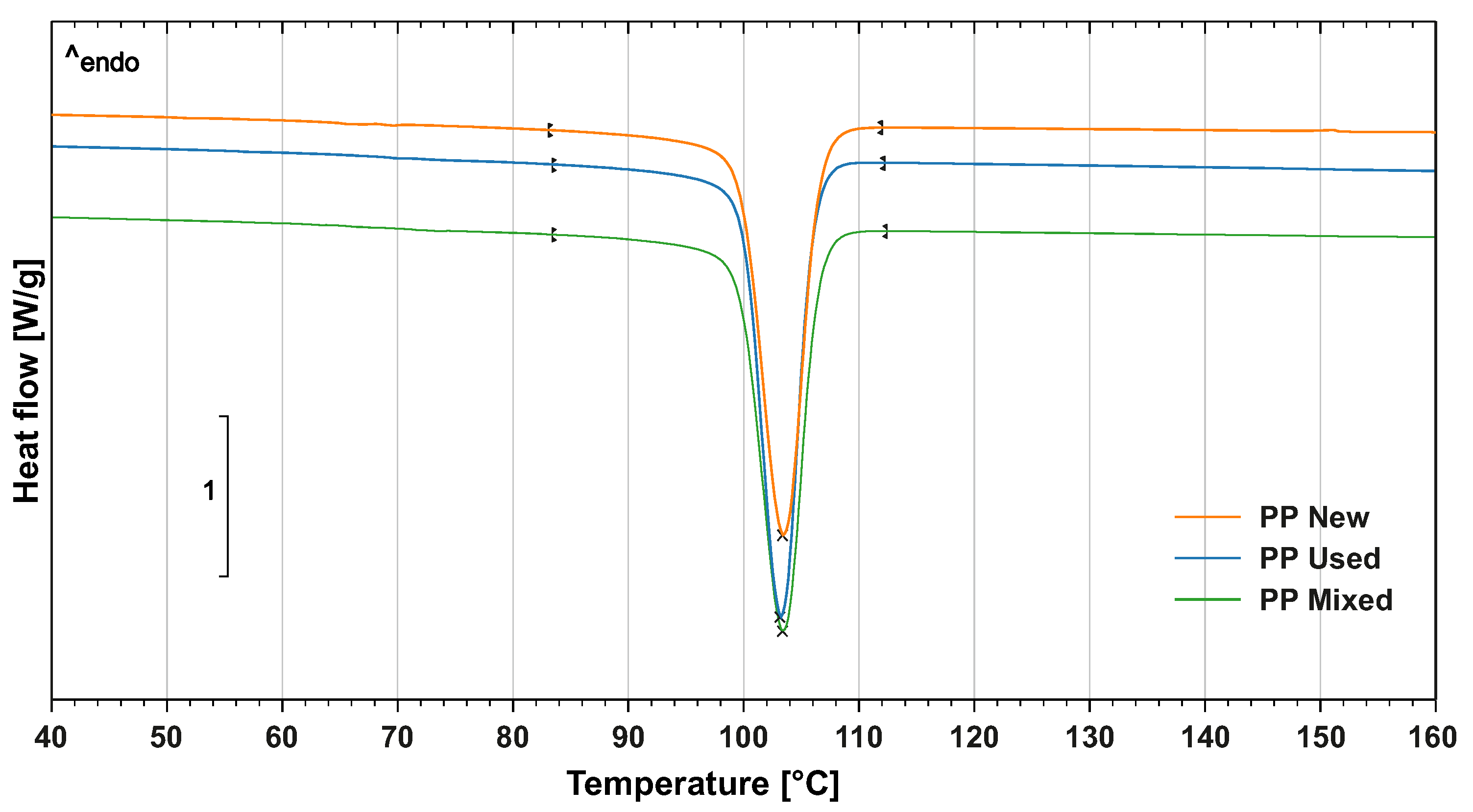
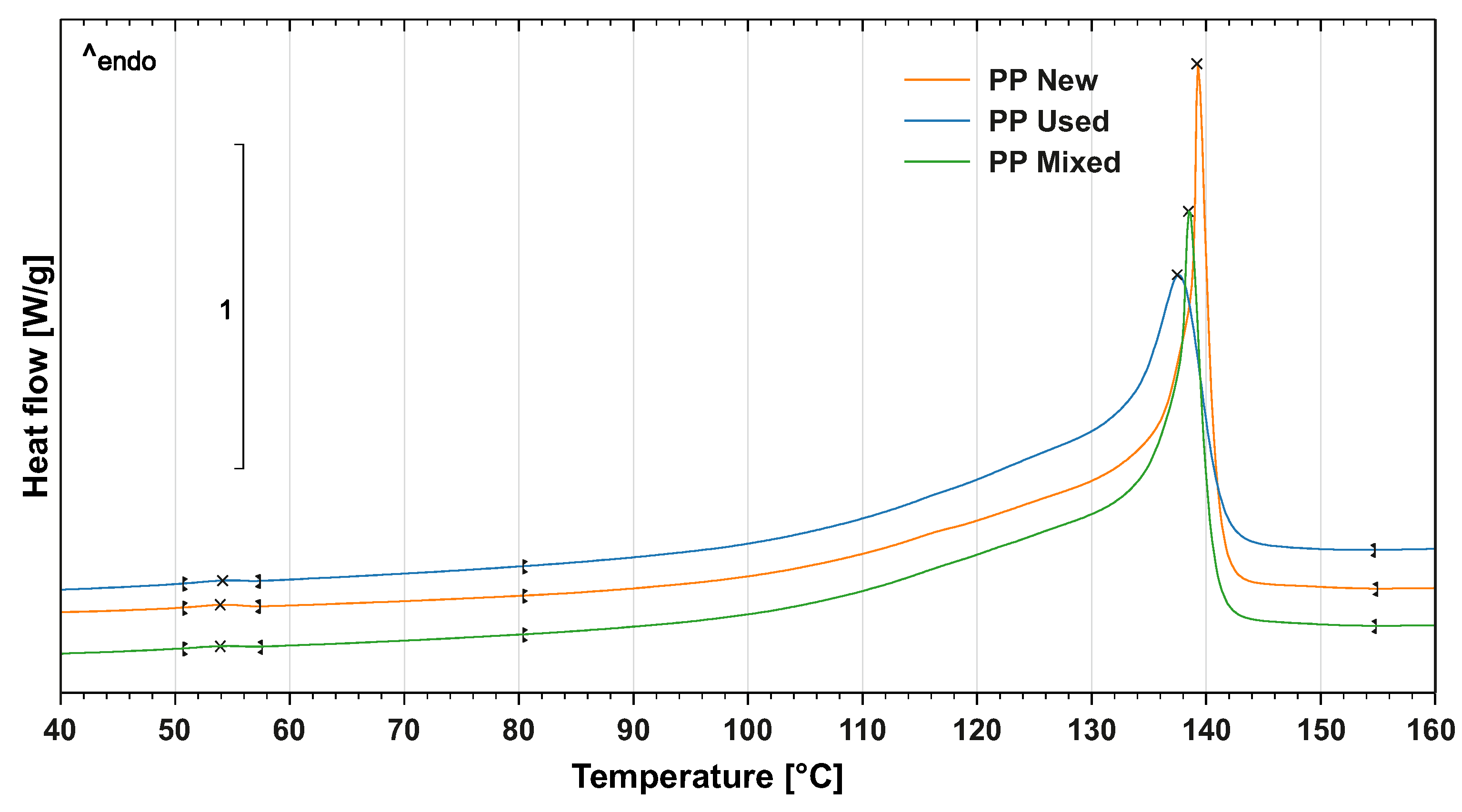
2.2. Thermal Properties of the PP Powder
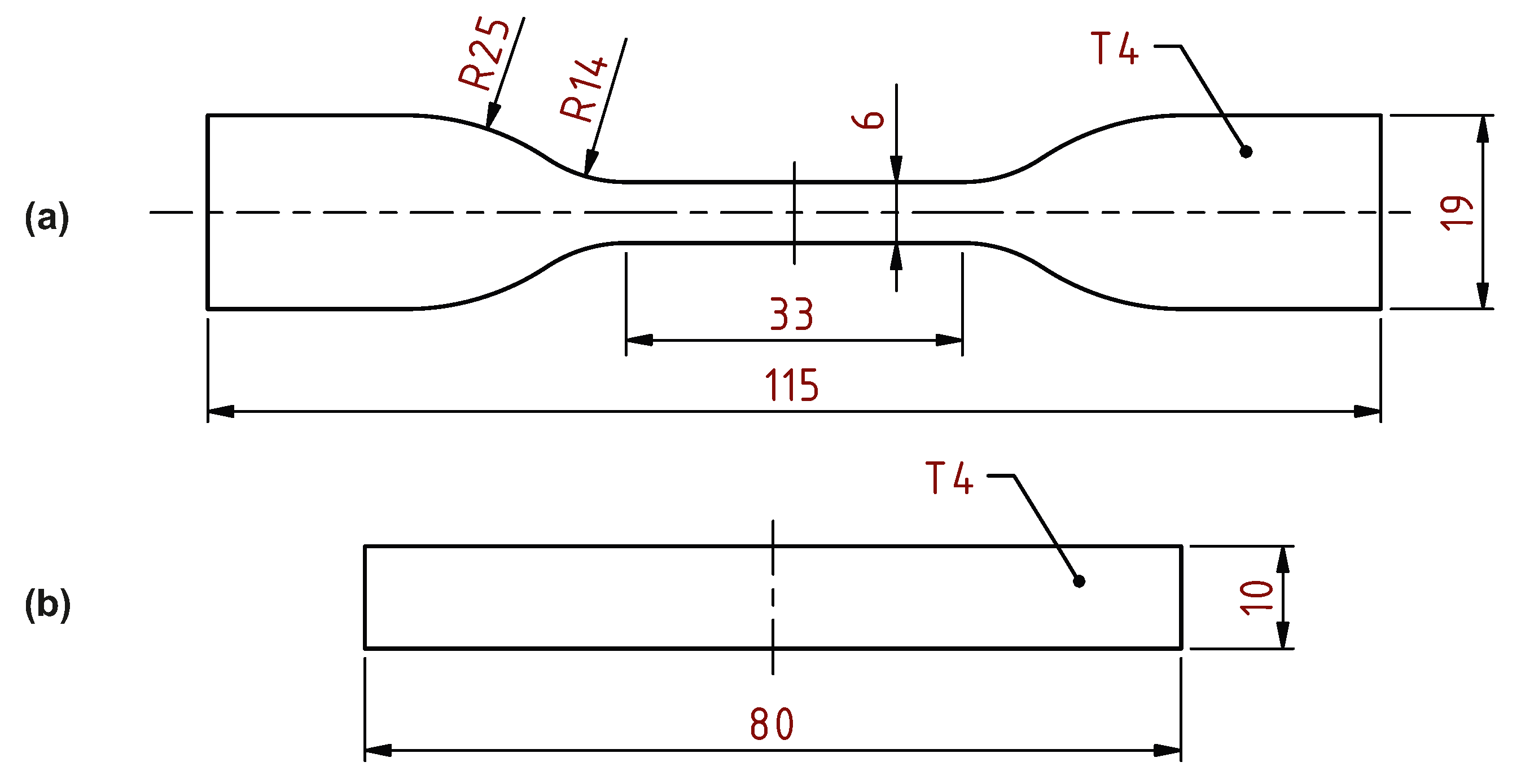
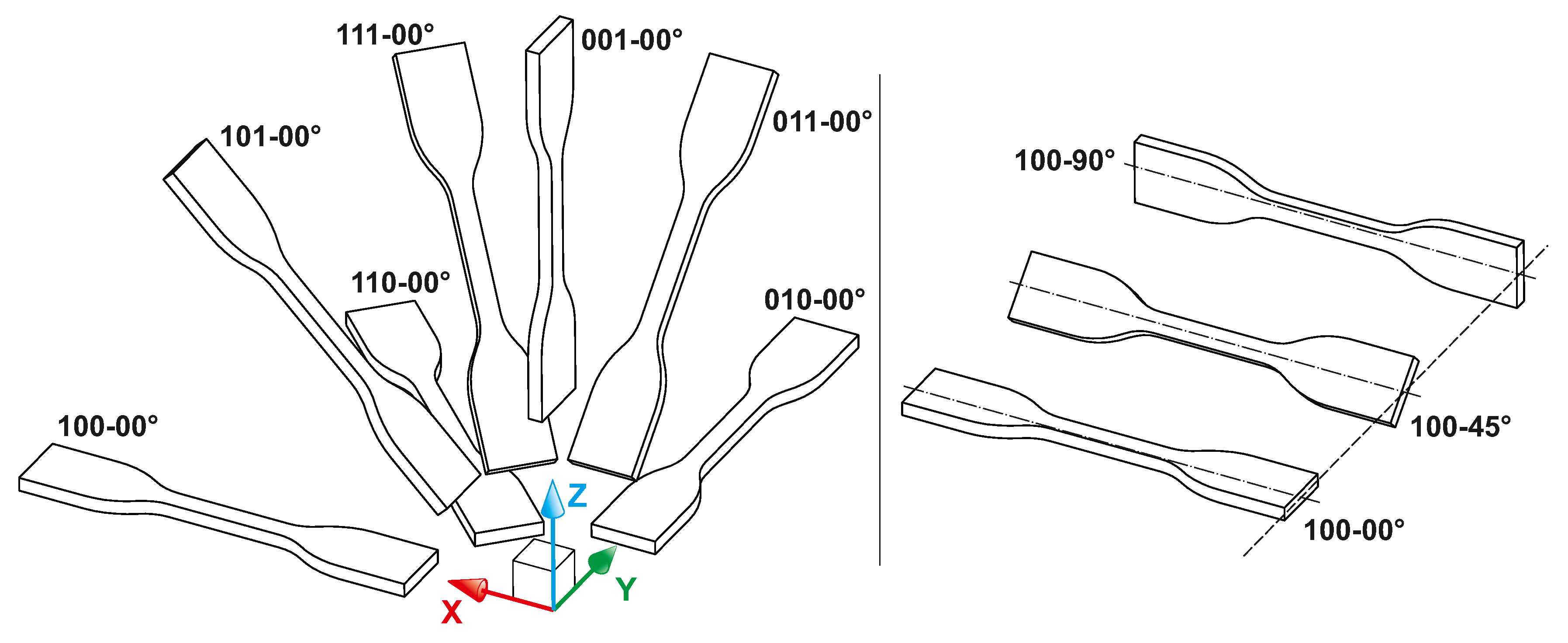
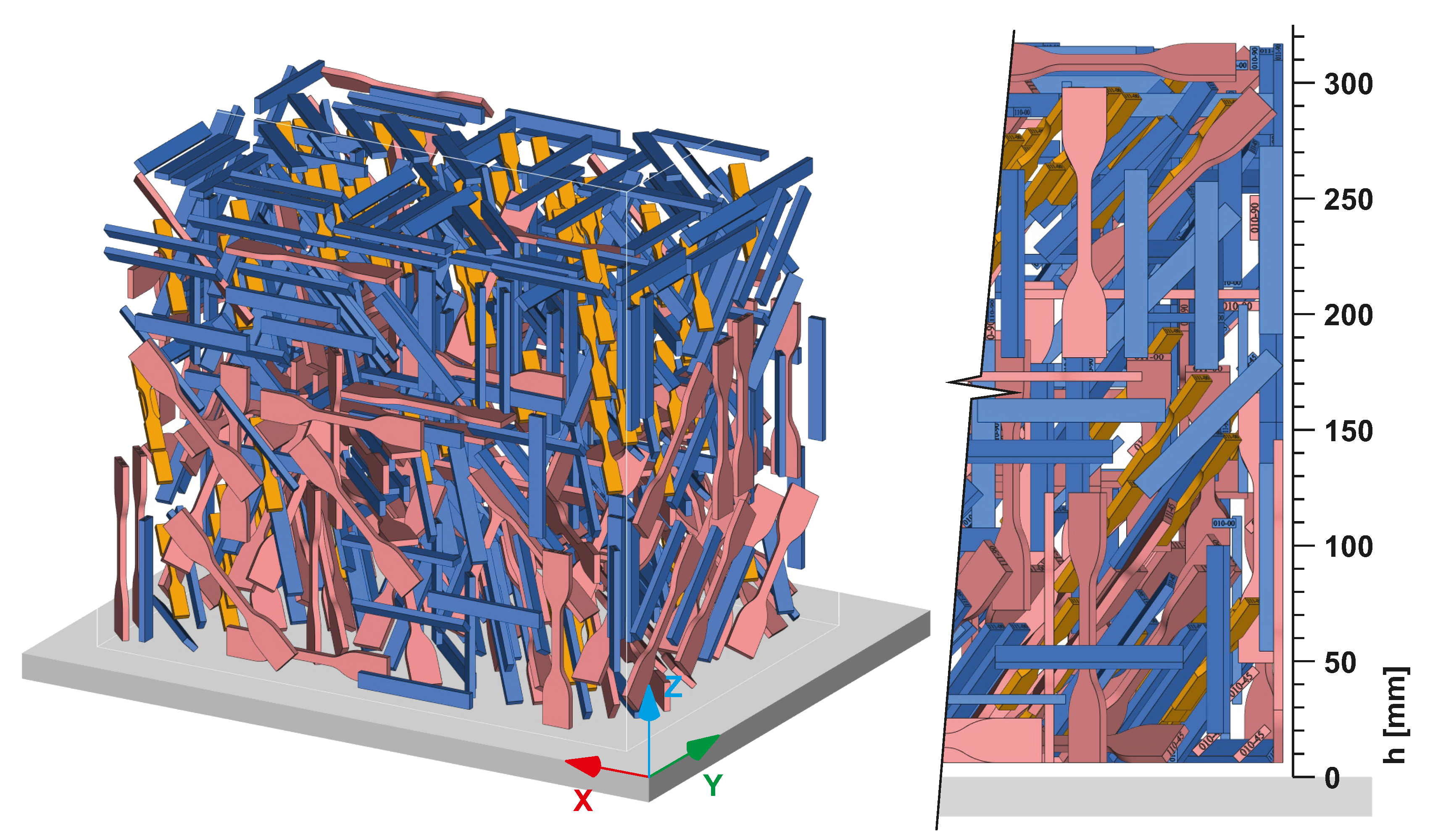
2.3. Specimen Preparation
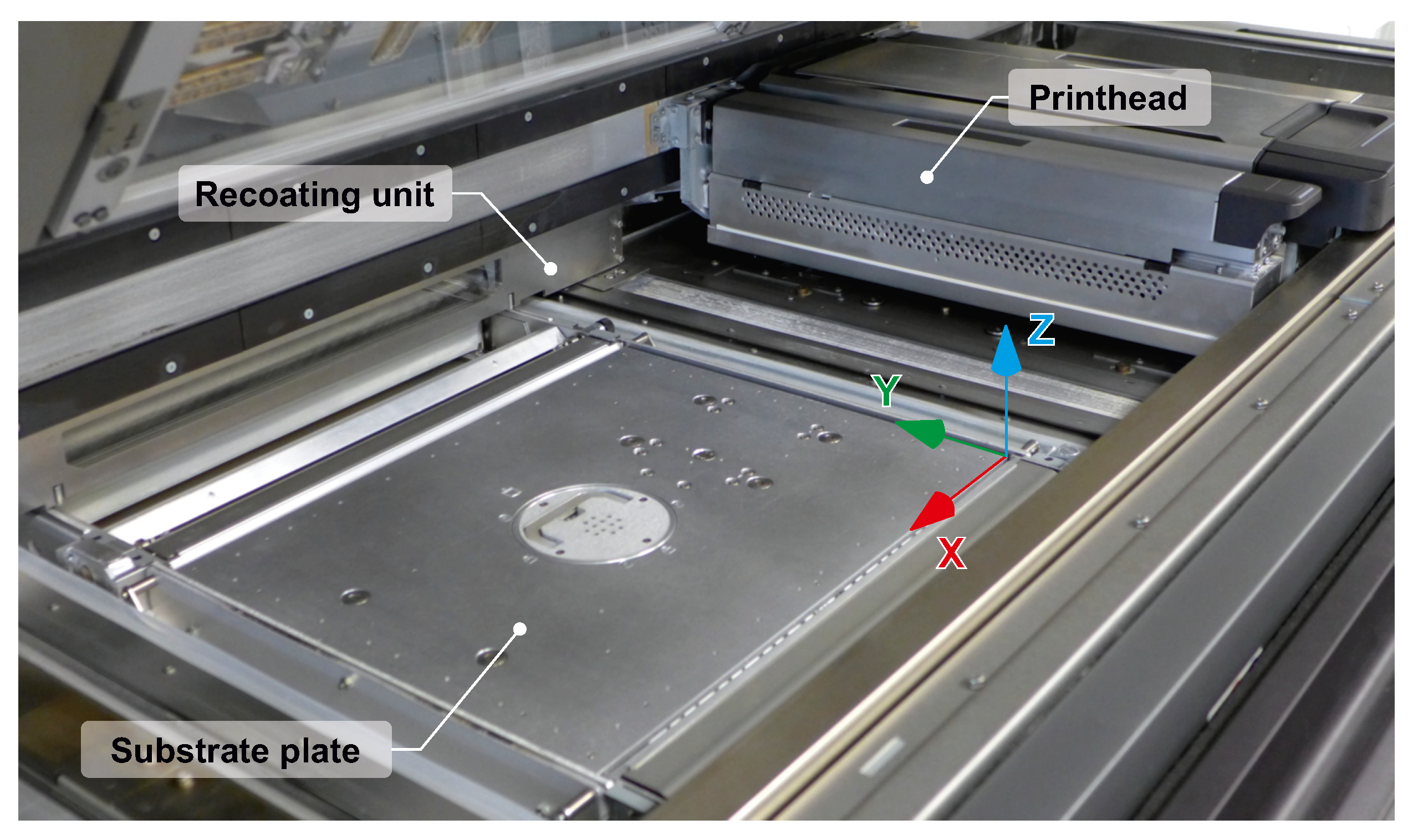
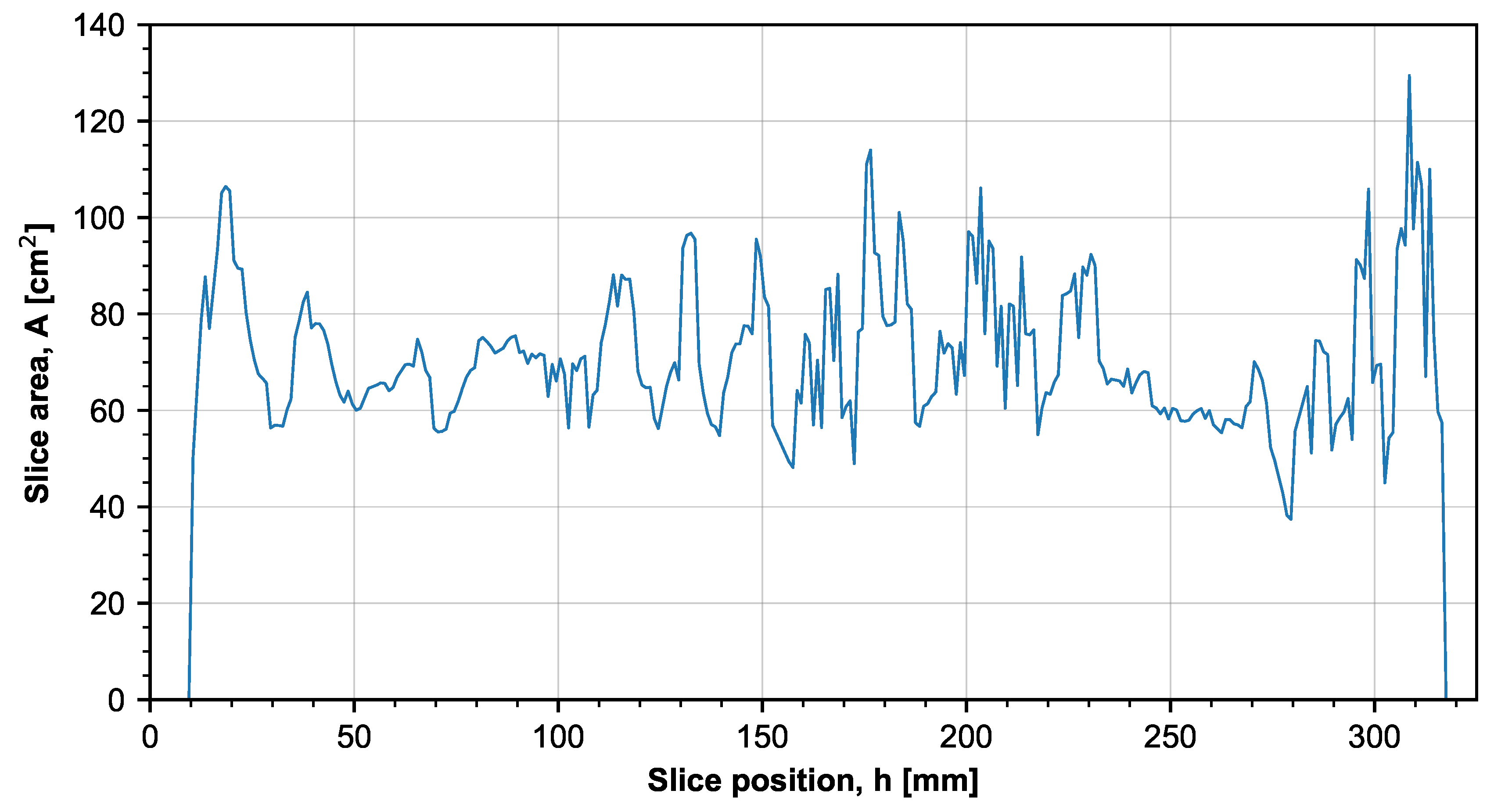
2.4. MJF Process Setup
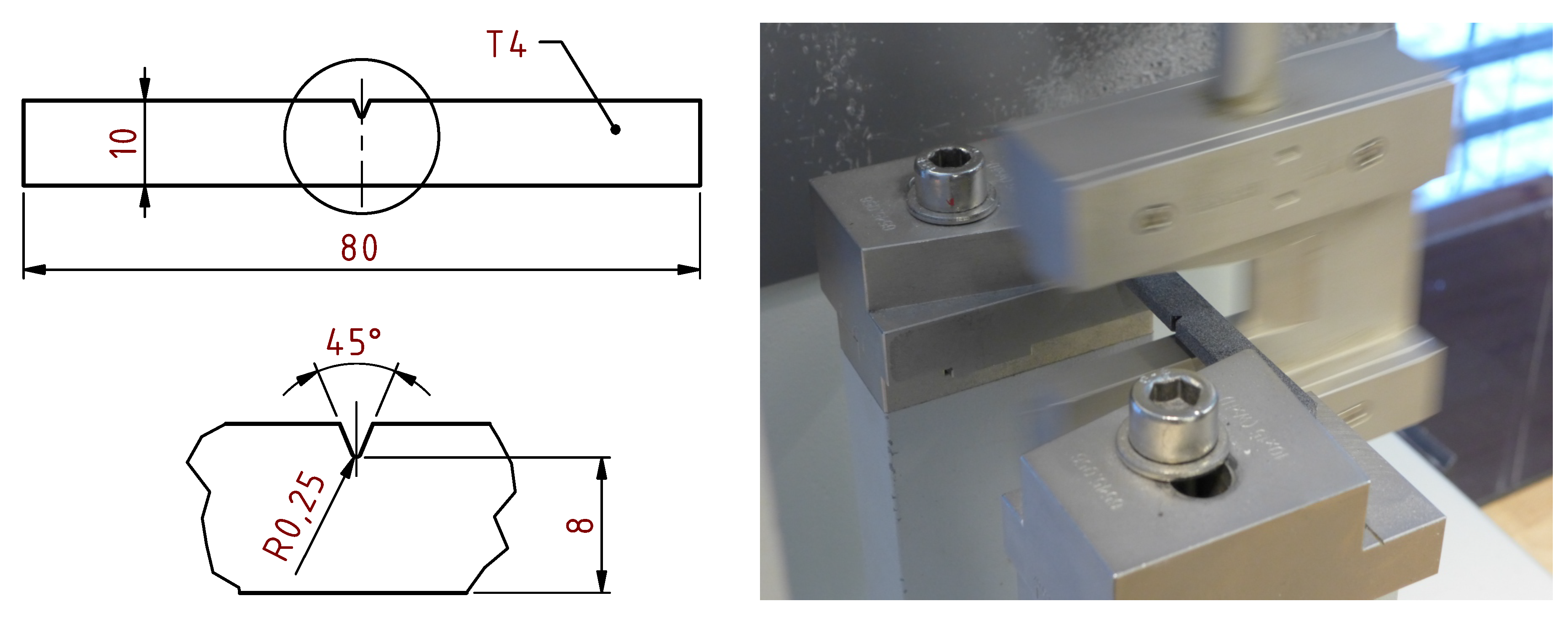
2.5. Measurement of Mechanical Properties
3. Results
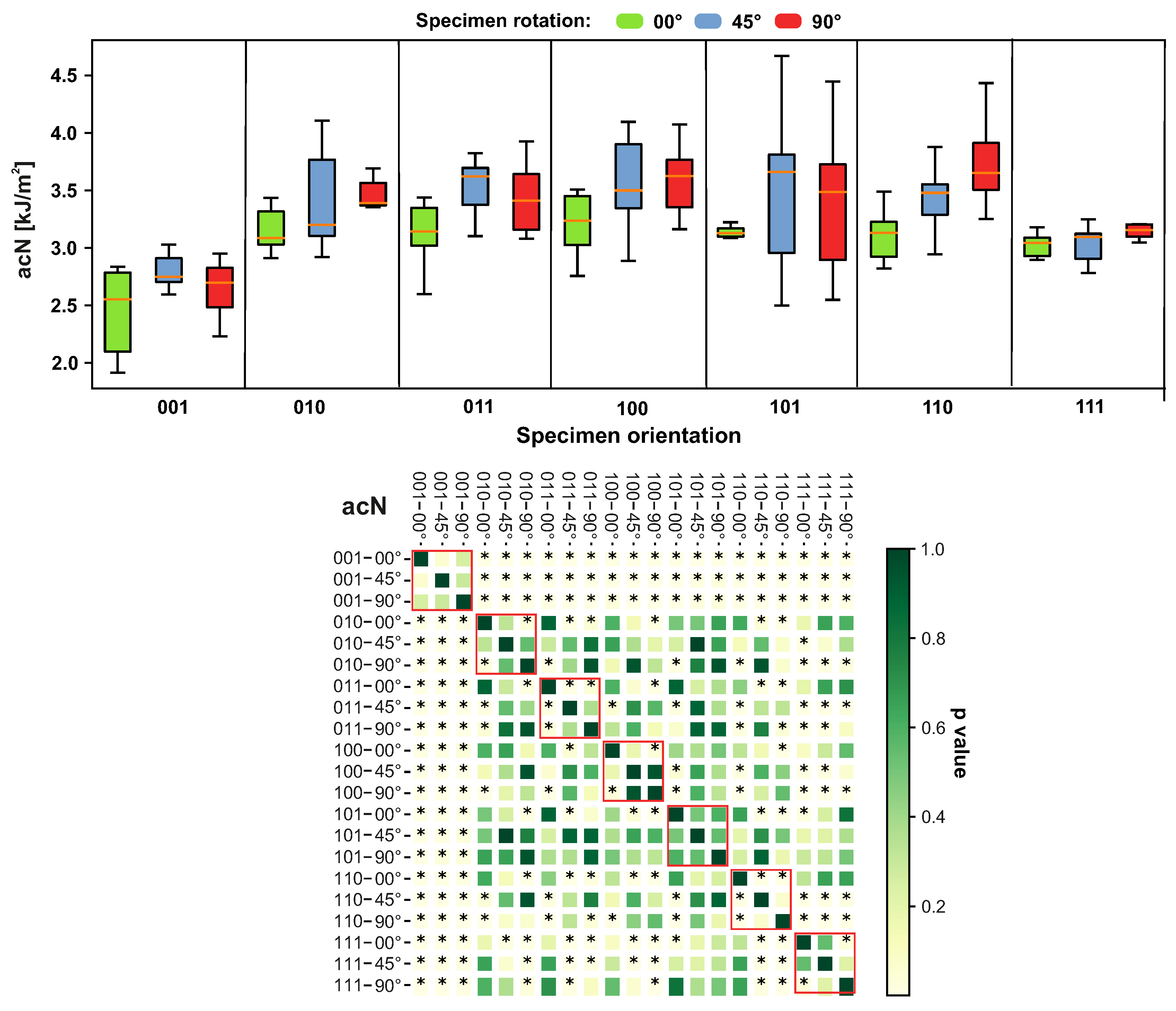
3.1. Charpy
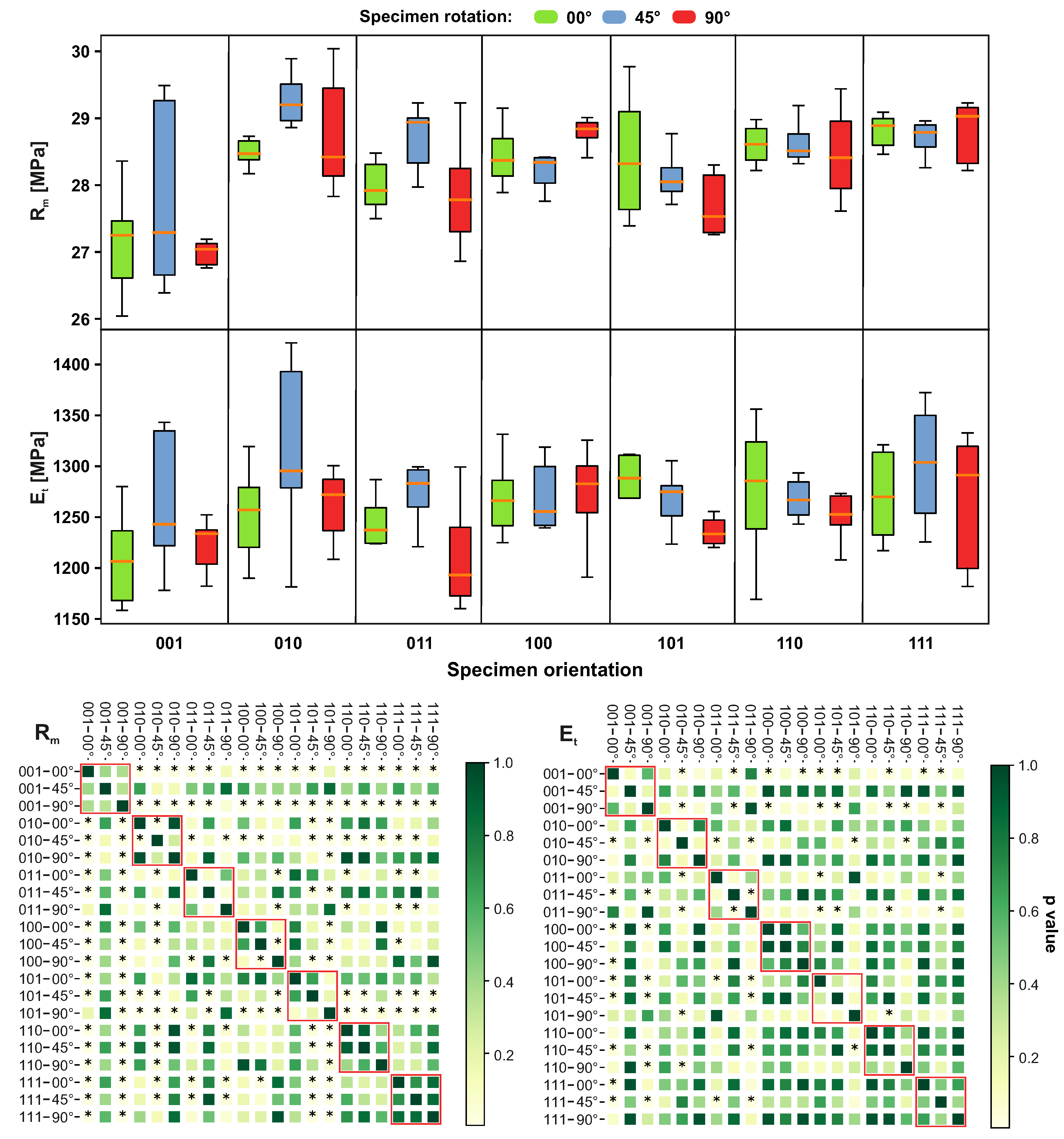
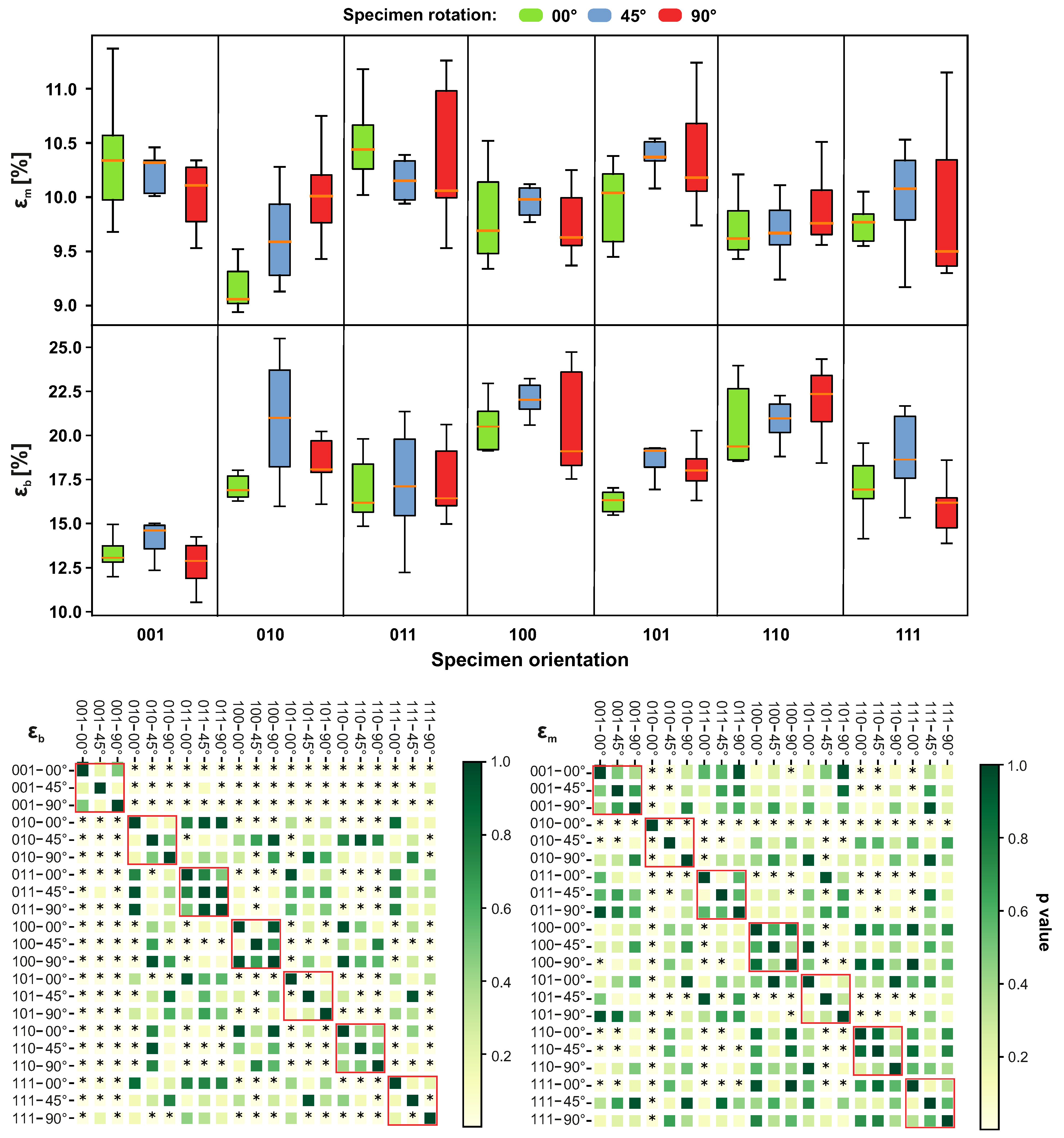
3.2. Tensile Tests
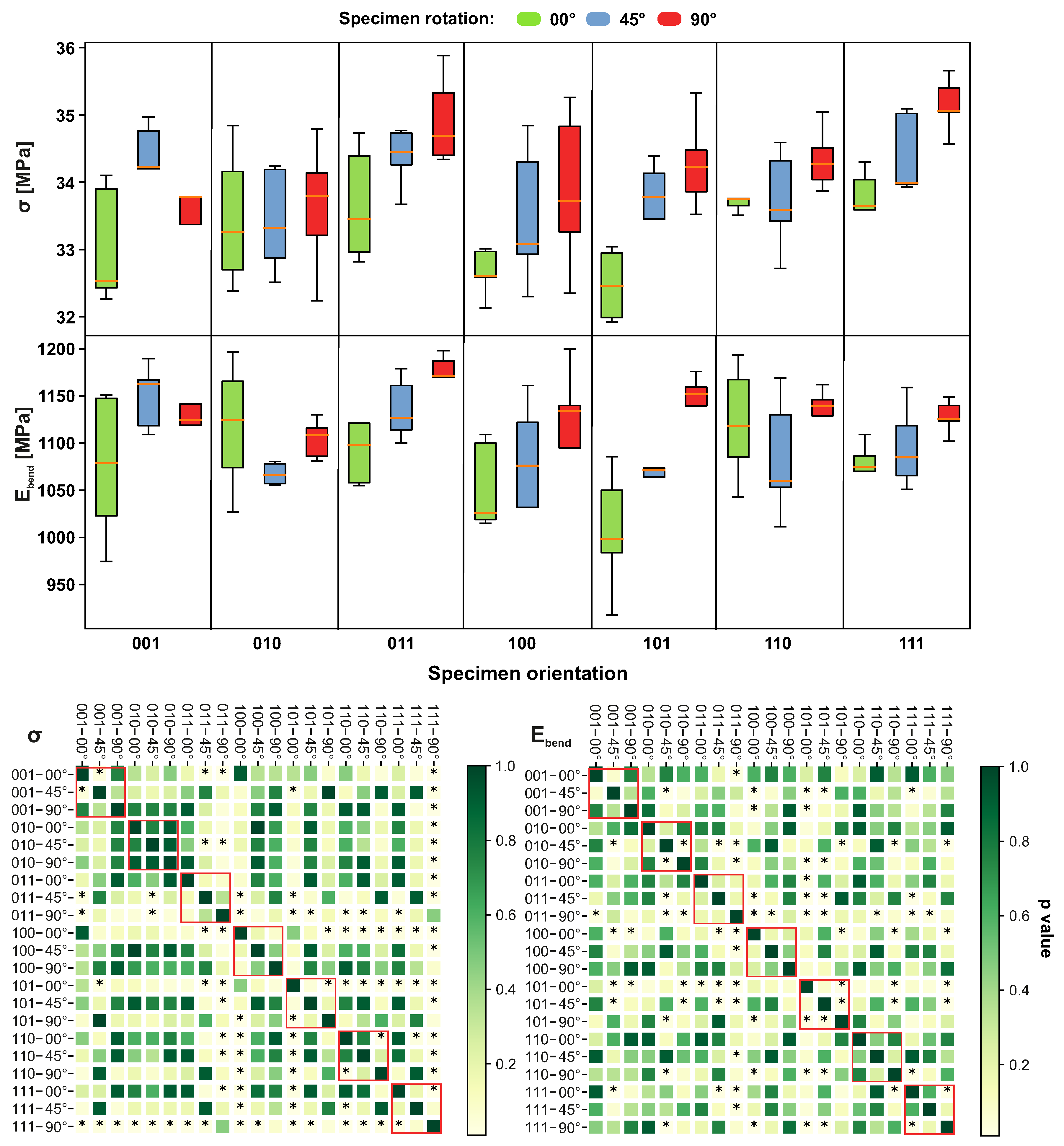
3.3. Bending Test
4. Discussion
5. Conclusions
- The MJF process has no significant impact on the structural and thermal properties of PP powder, and hence, can be reused,
- The sample orientation has a significant influence on the impact mechanical properties of PP powder,
- The sample orientation has a significant impact on the tensile mechanical properties of PP powder.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Abbreviations
| MJF | Multi Jet Fusion |
| PP | Polypropylene |
| SLS | Selective Laser Sintering |
| FDM | Fused Deposition Modelling |
| AM | Additive Manufacturing |
| IM | Injection Moulding |
References
- Wiese, M.; Thiede, S.; Herrmann, C. Rapid manufacturing of automotive polymer series parts: A systematic review of processes, materials and challenges. Addit. Manuf. 2020, 36, 101582. [Google Scholar] [CrossRef]
- Cai, C.; Tey, W.S.; Chen, J.; Zhu, W.; Liu, X.; Liu, T.; Zhao, L.; Zhou, K. Comparative study on 3D printing of polyamide 12 by selective laser sintering and multi jet fusion. J. Mater. Process. Technol. 2021, 288, 116882. [Google Scholar] [CrossRef]
- Sillani, F.; Kleijnen, R.G.; Vetterli, M.; Schmid, M.; Wegener, K. Selective laser sintering and multi jet fusion: Process-induced modification of the raw materials and analyses of parts performance. Addit. Manuf. 2019, 27, 32–41. [Google Scholar] [CrossRef]
- Tasch, D.; Schagerl, M.; Wazel, B.; Wallner, G. Impact behavior and fractography of additively manufactured polymers: Laser sintering, multijet fusion, and hot lithography. Addit. Manuf. 2019, 29, 100816. [Google Scholar] [CrossRef]
- Tagliaferri, V.; Trovalusci, F.; Guarino, S.; Venettacci, S. Environmental and Economic Analysis of FDM, SLS and MJF Additive Manufacturing Technologies. Materials 2019, 12, 4161. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wang, D.; Xuan, L.; Han, G.; Wong, A.H.; Wang, Q.; Cheng, W. Preparation and characterization of foamed wheat straw fiber/polypropylene composites based on modified nano-TiO2 particles. Compos. Part A Appl. Sci. Manuf. 2020, 128, 105674. [Google Scholar] [CrossRef]
- Wang, S.; Li, J.; Wang, W.; Wang, X.; Li, H.; Sun, J.; Fei, B.; Gu, X.; Zhang, S. Silicone filled halloysite nanotubes for polypropylene composites: Flame retardancy, smoke suppression and mechanical property. Compos. Part A Appl. Sci. Manuf. 2020, 106170. [Google Scholar] [CrossRef]
- Oladele, I.; Ajileye, J.; Oke, S.; Daramola, O.; Adewumi, O. Thermal and water absorption properties of bio-synthetic hybrid reinforced polypropylene composites. Mater. Today Proc. 2020. [Google Scholar] [CrossRef]
- Morais, D.; Ávila, B.; Lopes, C.; Rodrigues, M.; Vaz, F.; Machado, A.; Fernandes, M.; Guedes, R.; Lopes, M. Surface functionalization of polypropylene (PP) by chitosan immobilization to enhance human fibroblasts viability. Polym. Test. 2020, 106507. [Google Scholar] [CrossRef]
- Łojszczyk, I.; Kuźmińska, A.; Butruk-Raszeja, B.A.; Ciach, T. Fenton-type reaction grafting of polyvinylpyrrolidone onto polypropylene membrane for improving hemo-and biocompatibility. Mater. Sci. Eng. C 2020, 110960. [Google Scholar] [CrossRef]
- Cheng, H.; Zhang, Y.; Zhang, B.; Cheng, J.; Wang, W.; Tang, X.; Teng, P.; Li, Y. Biocompatibility of polypropylene mesh scaffold with adipose-derived stem cells. Exp. Ther. Med. 2017, 13, 2922–2926. [Google Scholar] [CrossRef]
- Şirin, K.; Doğan, F.; Çanlı, M.; Yavuz, M. Mechanical properties of polypropylene (PP)+ high-density polyethylene (HDPE) binary blends: Non-isothermal degradation kinetics of PP+ HDPE (80/20) Blends. Polym. Adv. Technol. 2013, 24, 715–722. [Google Scholar] [CrossRef]
- Zhu, W.; Yan, C.; Shi, Y.; Wen, S.; Liu, J.; Shi, Y. Investigation into mechanical and microstructural properties of polypropylene manufactured by selective laser sintering in comparison with injection molding counterparts. Mater. Des. 2015, 82, 37–45. [Google Scholar] [CrossRef]
- De Rosa, C.; Auriemma, F.; Di Girolamo, R.; Ruiz de Ballesteros, O.; Pepe, M.; Tarallo, O.; Malafronte, A. Morphology and mechanical properties of the mesomorphic form of isotactic polypropylene in stereodefective polypropylene. Macromolecules 2013, 46, 5202–5214. [Google Scholar] [CrossRef]
- Bellón, J.M.; Buján, J.; Contreras, L.A.; Jurado, F. Use of nonporous polytetrafluoroethylene prosthesis in combination with polypropylene prosthetic abdominal wall implants in prevention of peritoneal adhesions. J. Biomed. Mater. Res. 1997, 38, 197–202. [Google Scholar] [CrossRef]
- Carneiro, O.S.; Silva, A.; Gomes, R. Fused deposition modeling with polypropylene. Mater. Des. 2015, 83, 768–776. [Google Scholar] [CrossRef]
- Kaynak, B.; Spoerk, M.; Shirole, A.; Ziegler, W.; Sapkota, J. Polypropylene/cellulose composites for material extrusion additive manufacturing. Macromol. Mater. Eng. 2018, 303, 1800037. [Google Scholar] [CrossRef] [Green Version]
- Spörk, M.; Savandaiah, C.; Arbeiter, F.; Schuschnigg, S.; Holzer, C. Properties of glass filled polypropylene for fused filament fabrication. In Proceedings of the ANTEC Anaheim, Anaheim, CA, USA, 8–10 May 2017. [Google Scholar]
- Wang, L.; Gramlich, W.M.; Gardner, D.J.; Han, Y.; Tajvidi, M. Spray-dried cellulose nanofibril-reinforced polypropylene composites for extrusion-based additive manufacturing: Nonisothermal crystallization kinetics and thermal expansion. J. Compos. Sci. 2018, 2, 7. [Google Scholar] [CrossRef] [Green Version]
- Spoerk, M.; Sapkota, J.; Weingrill, G.; Fischinger, T.; Arbeiter, F.; Holzer, C. Shrinkage and Warpage Optimization of Expanded-Perlite-Filled Polypropylene Composites in Extrusion-Based Additive Manufacturing. Macromol. Mater. Eng. 2017, 302, 1700143. [Google Scholar] [CrossRef]
- Tseng, J.W.; Liu, C.Y.; Yen, Y.K.; Belkner, J.; Bremicker, T.; Liu, B.H.; Sun, T.J.; Wang, A.B. Screw extrusion-based additive manufacturing of PEEK. Mater. Des. 2018, 140, 209–221. [Google Scholar] [CrossRef]
- Spoerk, M.; Gonzalez-Gutierrez, J.; Sapkota, J.; Schuschnigg, S.; Holzer, C. Effect of the printing bed temperature on the adhesion of parts produced by fused filament fabrication. Plast. Rubber Compos. 2018, 47, 17–24. [Google Scholar] [CrossRef]
- Fielder, L. Evaluation of Polypropylene powder grades in consideration of the laser sintering process ability. J. Plast. Technol. 2007, 3, 34–39. [Google Scholar]
- Wegner, A. New polymer materials for the laser sintering process: Polypropylene and others. Phys. Procedia 2016, 83, 1003–1012. [Google Scholar] [CrossRef] [Green Version]
- Drummer, D.; Rietzel, D.; Kühnlein, F. Development of a characterization approach for the sintering behavior of new thermoplastics for selective laser sintering. Phys. Procedia 2010, 5, 533–542. [Google Scholar] [CrossRef] [Green Version]
- Byberg, K.I.; Gebisa, A.W.; Lemu, H.G. Mechanical properties of ULTEM 9085 material processed by fused deposition modeling. Polym. Test. 2018, 72, 335–347. [Google Scholar] [CrossRef]
- Lee, K.P.M.; Pandelidi, C.; Kajtaz, M. Build orientation effects on mechanical properties and porosity of polyamide-11 fabricated via multi jet fusion. Addit. Manuf. 2020, 36, 101533. [Google Scholar] [CrossRef]
- O’Connor, H.J.; Dickson, A.N.; Dowling, D.P. Evaluation of the mechanical performance of polymer parts fabricated using a production scale multi jet fusion printing process. Addit. Manuf. 2018, 22, 381–387. [Google Scholar] [CrossRef]
- Hewlett-Packard Inc. Tuning Your HP MJF Technology to the Design: Process for Mechanical Properties. Available online: https://images.marketingcontent.ext.hp.com/Web/HPMartech/ee20c345-050d-4872-ae1e-b0d6ae40a5d754.pdf (accessed on 16 April 2021).















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| D10 (m) | D50 (m) | D90 (m) | |
|---|---|---|---|
| PP new | 35.5 | 69.0 | 130.0 |
| PP used | 31.2 | 61.6 | 108.0 |
| PP mixed | 33.3 | 62.8 | 105.0 |
| Parameter | Value |
|---|---|
| Accelerating voltage | 15 kV |
| Aperture | 12 mm |
| Distance of specimen | 8.2–8.5 mm |
| Scan speed | 5 |
| Detector | SE2 |
| Magnification | 100×, 250× |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Šafka, J.; Ackermann, M.; Véle, F.; Macháček, J.; Henyš, P. Mechanical Properties of Polypropylene: Additive Manufacturing by Multi Jet Fusion Technology. Materials 2021, 14, 2165. https://doi.org/10.3390/ma14092165
Šafka J, Ackermann M, Véle F, Macháček J, Henyš P. Mechanical Properties of Polypropylene: Additive Manufacturing by Multi Jet Fusion Technology. Materials. 2021; 14(9):2165. https://doi.org/10.3390/ma14092165
Chicago/Turabian StyleŠafka, Jiří, Michal Ackermann, Filip Véle, Jakub Macháček, and Petr Henyš. 2021. "Mechanical Properties of Polypropylene: Additive Manufacturing by Multi Jet Fusion Technology" Materials 14, no. 9: 2165. https://doi.org/10.3390/ma14092165
APA StyleŠafka, J., Ackermann, M., Véle, F., Macháček, J., & Henyš, P. (2021). Mechanical Properties of Polypropylene: Additive Manufacturing by Multi Jet Fusion Technology. Materials, 14(9), 2165. https://doi.org/10.3390/ma14092165