Modeling studies included computer simulations of the nozzle operation with the use of a computer program (Slag Splashing Program) based on the mathematical model of gas flow and gas-powder mixture through the nozzles, modeling with the Flow-3D computer program and a physical model. Model tests in the field of CFD calculations were carried out with the Flow-3D program, version 10 [
11]. This program can be also used to model two-phase flows. It employs a modified volume of fluid method, the so-called TrueVOF [
12]. This method includes the following components: a scheme to determine the location of the free surface, an algorithm to track this surface as an interface moving through the computational lattice, and tools to introduce boundary conditions on the free surface [
11,
12,
13,
14,
15]. Simulations in this paper were performed for a 3D system geometry. During stage 1, the results for the converter symmetry axis cross section (2D) were analyzed for three different variants of lance nozzle arrangements. In this way, the optimum process parameters of the slag spattering could be determined. Then, the results were visualized and analyzed for the thus selected model, (step 2) for a 3D system geometry. The results of these calculations were verified using a cold physical model of an oxygen converter made on a scale of 1:10. A modified Froud number was used as a dominance similarity criterion. On its basis, the dynamic and kinematic similarity was determined by the method of scales. The results of tests carried out using the cold converter model were compared with the results of 3D numerical simulations. A good convergence was obtained for the results proving their high reliability.
2.1. Mathematical Modeling—Slag Splashing Program
Calculations were performed using a computer Slag Splashing Program developed at the Pryazovskyi State Technical University in Mariupol, Ukraine. The influence of the following parameters on the slag splashing process was analyzed: nitrogen temperature, nitrogen consumption, powder material consumption, and stream pressure for different variants. The applied mathematical model takes into account many parameters, the most important of which are the following:
The heat capacity of nitrogen is
and
Constant
R12 of carrier gas N
2 and refractory powder (MgO) mixture is
where
μ is the relation of mass charges of gas and powder coefficient) =
m2/
m1,
m2 is mass consumption of nitrogen by a nozzle,
m1 is powder consumption, and
ψ is the parameter of speed of flow =
w2/
w1.
The density of the gas stream (in lance) is expressed with
The two-phase flow index is
The critical value of two-phase flow equals to
The real pressure beyond the nozzle is described with the equation
where coefficient
B is expressed as
The density of stream on the outlet nozzle cross-section is expressed with dependence as follows:
On the other hand, the nitrogen temperature on the outlet nozzle cross section is expressed as
The temperature of nitrogen after it leaves the nozzle equals to
where parameter
ψ1 takes the following form:
Additionally, parameter
I is
The nitrogen stream in the converter body at a distance
x from the nozzle totals to
where
M—the number Mach at the boundary of the jet and the surrounding gas;
k—the ratio of specific heats;
—establishes a relation between the Mach number
Ma1 at the nozzle cross section and
n,
σ = 12 + 2.58
Ma;
rmax—is the relative maximum radius of the first cell in the mismatched supersonic jet with density discontinuities and is calculated by analogy with [
16,
17,
18];
x = l/r1 is the distance from the nozzle cross section to the cross section that is under consideration along the jet axis (measured in nozzle diameters);
r1 is the nozzle’s output radius.
The heat capacity of the stream leaving the nozzle is
where the heat capacity of nitrogen is
On the other hand, the heat capacity of slag equals to
where
tω is the slag temperature.
The consumption of particular components in the process was described with the following expressions:
- -
participation of nitrogen and MgO after leaving the nozzle:
- -
participation of gas in the converter volume:
- -
participation of slag in the converter volume:
The heat capacity of nitrogen and MgO after leaving the nozzle and slag in the converter volume was described with the relation
The rate of N
2 + MgO stream, nitrogen exiting de Laval nozzle in the converter volume, and the associated slag stream are expressed as
where flow turbulence coefficient (about 1.03).
Stream temperature
Tx at a distance
x from the nozzle cross section is described with the relation
The total stream pulse at a distance
x from the nozzle cross-section equals to
The strength of the multiphase stream at a distance x from the nozzle cross section is described with the following formula:
where
α is the kinetic energy coefficient.
2.2. Computer Simulation
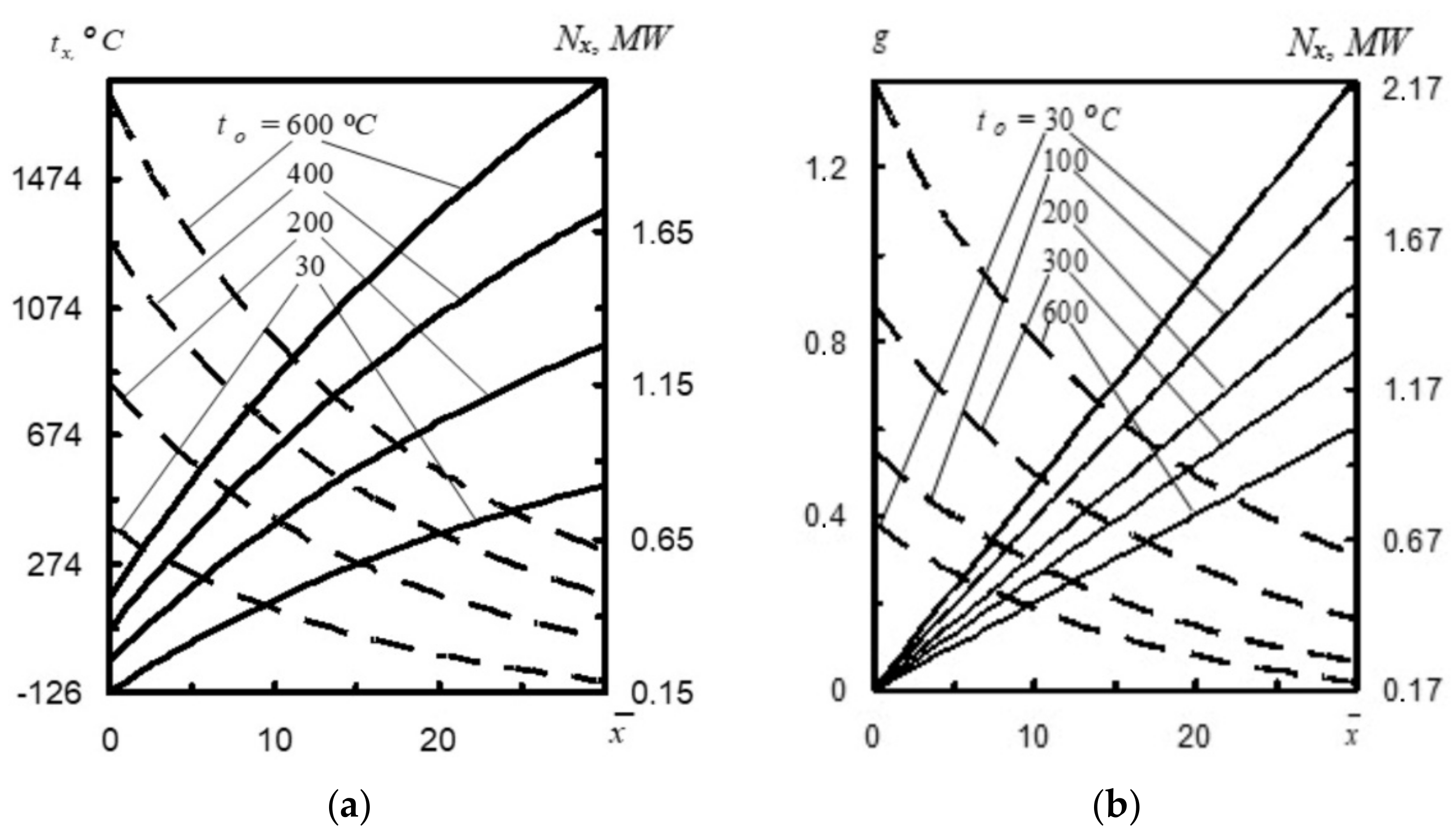
In the first step, the effect of nitrogen stream temperature on the stream parameters was analyzed. When the temperature
t0 is increased, the stream velocity also increases (
Figure 3a). For the same reason,
Nx (stream power) in each nozzle cross-section
x increases when the nitrogen stream is heated. When temperature
t0 increases to 600 °C, temperature
tx increases over three times to 1780 °C, and so does power
Nx = 0.61 MW [
16].
In turn, the analysis of
Figure 3b reveals that with the increasing nitrogen temperature
t0 (here nitrogen heating temperature), the assumed mass of oxygen g decreases [
17]. For example, with the increase of
t0 from 30 °C to 600 °C at a distance
x = 20 calibers, the assumed mass of oxygen
g decreases from 0.94 to 0.4. This phenomenon is caused by the fact that with the increase of
t0 the initial pressure of mixture
p0 simultaneously increases, and therefore,
g decreases. This means that with the increase of temperature
t0 at a distance
x = 30 calibers, the power of nitrogen stream
Nx increases from 0.19 MW to 0.62 MW.
Both the gas stream flow modeling and the results of computer simulations show that with the increase of gas temperature in the converter volume, the flow rate and the gas temperature after exiting the nozzle also grow. These conclusions confirm the influence of gas temperature
tg in the converter on the effectiveness of the slag spattering process. (
Figure 4a) [
17]. For instance, at a distance
calibers, at
tg = 1600 °C, the ratio
Tx/
T1 = 4.75, and
wx/
w1 = 2.6 [
17]. When the converter gas is cooled, the participation of
Tx/
T1 in the furnace is reduced from 2.5, and rate
wx/
w1 to 1.9, which in turn results in 1.87 times lower supersonic stream power.
The increase of temperature of the gas-powder stream before the nozzle
t0 results in a significant increase in the temperature of the supersonic stream at a distance
and an insignificant increase in
Nx/
N1 power. For instance, at
x = 20 and at temperature
t0 = 25 °C, the temperature of the supersonic stream equals to
tx = 585 °C, and
Nx/
N1 is 0.41. On the other hand, the increase of temperature of the gas-powder stream before the nozzle
t0 causes an increase of temperature
tx = 645 °C and growth of
Nx/
N1 power to 0.48 (
Figure 4b).
Nitrogen consumption
Vn of the nozzles significantly affects the thermogasodynamic flow parameters (
Figure 5a). For example, if gas
consumption Vn by the nozzles increases from 180 m
3·min
−1 to 380 m
3·min
−1, then at a distance
calibers, the
Tx/
T1 ratio decreases from 3.69 to 1.85 [
17]. This is caused by the fact that with the growing value of
Vn the gas mass distributed in the converter volume lowers. Therefore, with the increase of nitrogen consumption by the nozzles, stream temperature
tx lowers, as does the
Tx/
T1 ratio. It should be also observed with the increase of nitrogen consumption
Vn in the same nozzle, temperature
tx decreases, and the values of rates
wx and
wx/
w1 correspondingly increase.
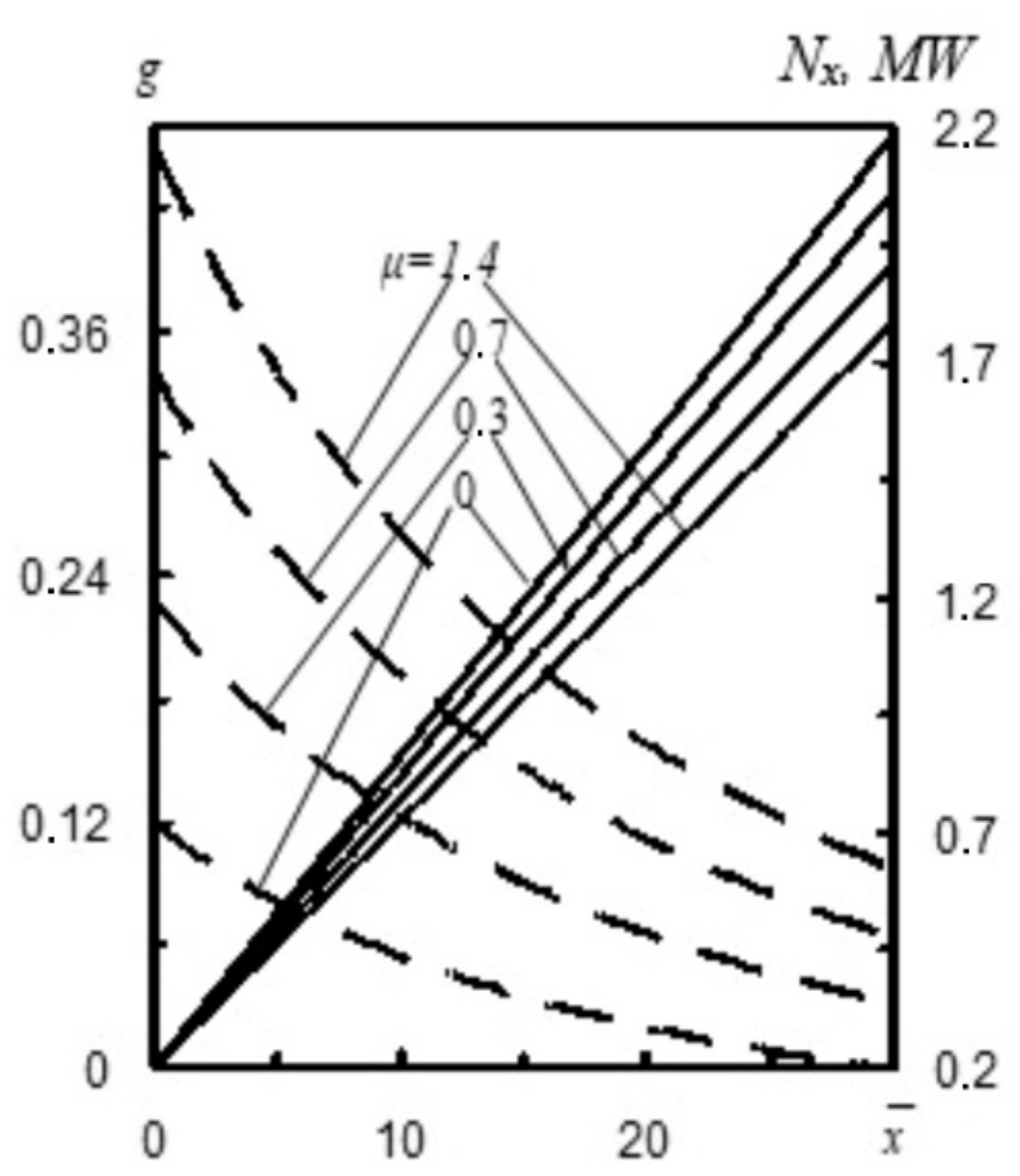
Mass consumption of refractory powder in relation to the mass consumption of nitrogen
µ (i.e., refractory powder concentration) significantly affects parameters
tx/
t1 and rate
wx/
w1 at a distance
from the nozzle cross section (
Figure 5b). For instance, at a distance
calibers, when the ratio of mass consumption of refractory powder to the mass consumption of nitrogen
µ increases from 0 to 1.4, the value of
tx/
t1 lowers from 7.45 to 3.3, whereas rate ratio
wx/
w1 increases from 0.27 to 0.39 [
17].
Figure 6 shows mass
g and stream power
Nx to mass consumption of refractory powder to mass consumption of nitrogen
µ ratio at a distance
x from the nozzle cross section.
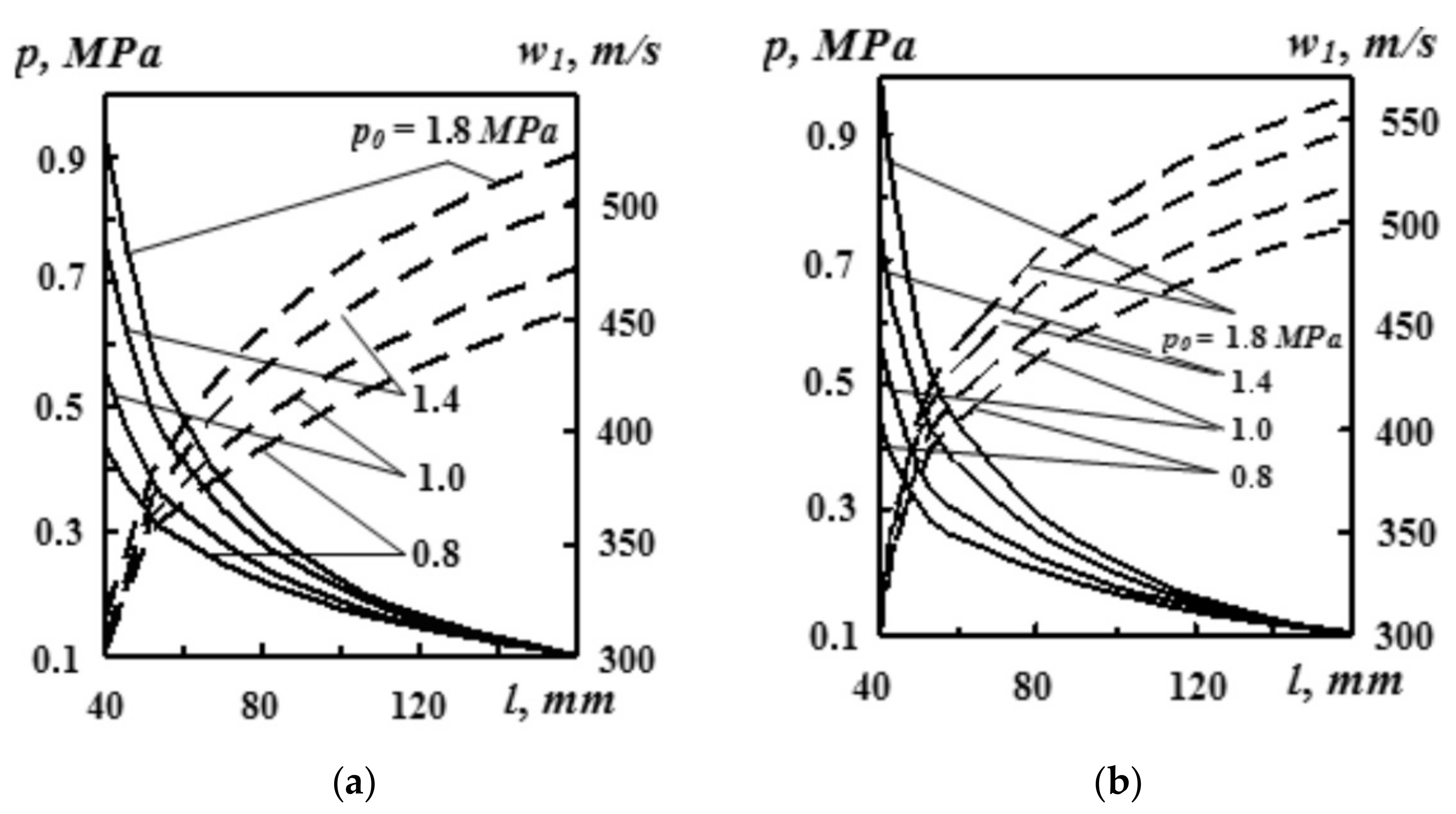
The results of the authors’ computer simulations on the influence of pressure were used for a number of unique nozzle dimensions (
dmin,
dkr,
da). It follows from
Figure 7 that with the increase of initial pressure
p0, both static pressure
p and gas flow rate
w1 increase in an arbitrary nozzle cross section, taking into account the gas flow. For instance, in a situation when the distance from the nozzle inlet cross section is
l1 = 100 mm, with the increase of pressure
p0 from 0.8 to 1.8 Mpa, static pressure
p grows from 0.18 to 0.22 MPa, and rate
w1 increases from 455 m·s
−1 to 511 m·s
−1 [
8].
2.3. Mathematical Modeling (Flow-3D)
During the slag splashing process, molten slag on the converter bottom is splashed to the converter sidewalls by means of a supersonic stream of gaseous nitrogen. The momentum of the nitrogen stream is transferred onto the molten slag, which causes the slag to be stirred and ejected by the action of a standing wave and high shear forces, respectively.
The modeling of such a complex process can be carried out with a mathematical model consisting of equations for fluid flow, mass balance, turbulence, and multiphase flow.
It was assumed that both slag and gas flows are incompressible. This assumption greatly simplifies the calculation process, significantly reducing the simulation time and increasing simulation stability. It should be noted that the omission of compressibility for higher velocities can lead to errors. Nonetheless, this practice is common in modeling metallurgical processes, including slag spattering. [
1,
2,
3,
4,
5,
6,
12,
13,
15,
16,
17,
18,
19,
20,
21,
22,
23].
The flow of an incompressible Newtonian fluid is governed by the Navier–Stokes equations in the following form [
13,
14]:
The above equation must be supplemented by the stream continuity equation (Newtonian conservation of mass principle) as follows:
where
ρ is the fluid density,
is the velocity vector,
t is time,
p is pressure,
μeff is the effective fluid viscosity,
is the gravity vector,
F represents additional forces applied or acting on the fluid, and
uj and
xj are the
j-th components of the velocity vector and the coordinate system, respectively.
Turbulence was simulated by means of the classical two equations
k–
ε model [
15] as follows:
where
K is the turbulent kinetic energy,
ε is the dissipation rate, the model constants are
C1 = 1.44,
C2 = 1.92,
σk = 1.0 and
σε = 1.3 [
15],
μeff is effective viscosity (
μeff =
μ0 +
μt), and
μ0 is the laminar viscosity.
The turbulent viscosity
μt is calculated as
where
Cμ = 0.09 and
K and
ε are determined from (34).
As already mentioned, the Flow-3D algorithm for phase separation boundary tracking is based on the volume of fluid. The VOF model is based on the assumption that two or more phases are not interpenetrating. Each
i-th phase has associated a volume fraction
Vi, and in every control volume, the sum of the volume fractions of all phases is equal to 1. In the volume of fluid model, the tracking of the interface between the phases is calculated with the continuity equation for each phase [
12] as follows:
2.4. Computer Simulations Flow-3D
The assumed physical dimensions of the considered converter correspond to an actual industrial converter of 320 Mg of capacity, i.e., height 10.1 m, diameter 7.8 m. Nitrogen is introduced into the oxygen converter through a lance placed on its axis of symmetry. The dimensions of the applied lance and the nozzle parameters adopted in the analysis are described in
Table 1.
The calculations in step 1 were carried out for three different design variants differing in the position and number of nozzles in the nitrogen blowing lance. The final stage 2 calculations were then carried out for the ultimate optimal process variant.
In the case of the first stage, the computational grid consisted of 250,000 computational cells, which guaranteed to obtain results in a short time. For the final calculations in the second stage, the computational grid consisted of 1,000,000 cells, which, in turn, was to ensure the quality of the results analyzed in a 3D environment. Due to the high dynamics of the fluid flow, the duration of the process mapped in the simulation was 2.5 s, at which the multiphase flow is fully developed. Calculations were performed for nonstationary conditions with an initial time step of 0.00007 s.
The physicochemical properties used for the CFD calculations are presented in
Table 2.
Surface tension was also taken into account in numerical calculations, where the surface tension coefficient t was 0.35 kg·s−2, while the contact angle was 60°. On the other hand, the no-slip boundary condition was assumed for the walls of the system (converter and lance).
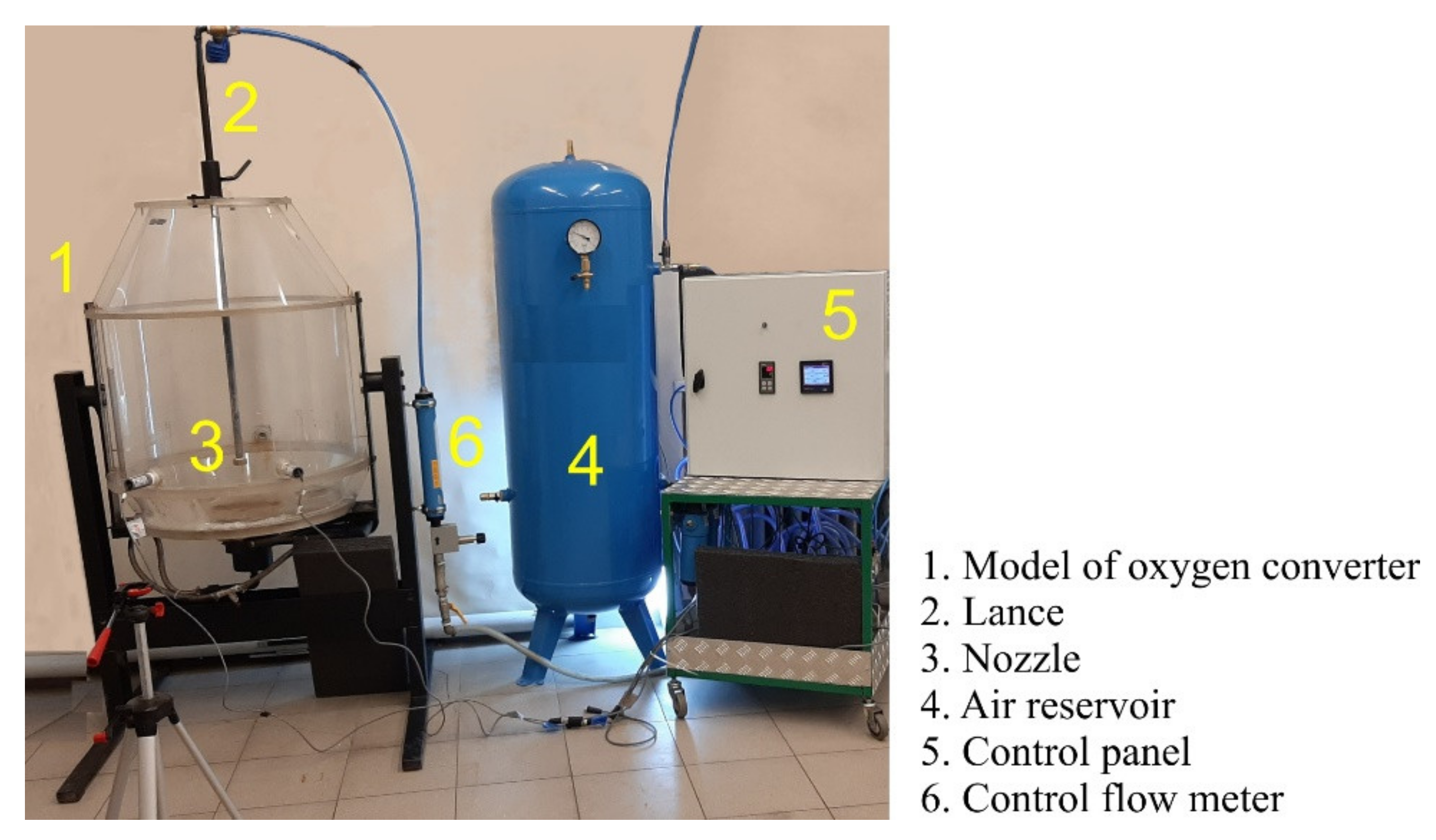
2.5. A Simulation of the Behavior of Slag during Gas Blowing on a Reduced Water Model
The design and construction of the physical model of the oxygen converter were realized according to the principles of similarity theory [
23]. The physical model of the oxygen converter is made on a linear scale
SL = 1:10 from transparent materials of PMMA type due to which visualization investigations are possible. The model is equipped with a specialized control and control apparatus. This element of the model includes a precise regulator of airflow blown through the lance and air supply system.
If the results of tests performed with the use of a physical model are to be implemented to industrial conditions, it is the geometric similarity as well as dynamic and kinematic similarity of phase flow that must be fulfilled [
24,
25]. The basic mathematical model used for determining the similarity criteria was the Navier–Stokes equations model. The dimensional analysis of these equations according to Buckingham’s theorem shows that the relevant similarity criteria for the studied process are Froude number (Fr), Euler number (Eu), Reynolds number (Re), and Weber number (We). Taking into account the aim of the research, the complexity of the studied process, and the difficulties in meeting all the similarity criteria at the same time, the Froud number (Fr) was set as the dominant criterion. The model used is therefore a model with incomplete compliance with the relevant similarity criteria. In the analyzed case, we have a multiphase fluid flow in the oxygen converter, and therefore, a modified criterion was used [
23] as follows:
where
ρg is gas density,
ρl is liquid density,
g is the acceleration of gravity,
L is the characteristic dimension, and
u is velocity.
To achieve the similarity of the dynamic and kinematic phase flow in the model and in the real device, the criterion number matching principle was used. When considering similarity conditions, the properties of de Laval nozzles used in the lance head were also taken into account. Their geometric and dynamic parameters in the water model were determined according to the method [
26,
27]. In this method, the stream pulse is determined, and Mach numbers
Ma are accounted for as
where
I is dimensionless stream pulse,
λ is dimensionless velocity factor, and
k is adiabat coefficient.
On this basis, the dynamic similarity of airflow through the oxygen converter model was determined with the scale method [
28].
Detailed parameters of the experiment are presented in
Table 3.
The view of the physical model of the oxygen converter and the control system is shown in
Figure 8.
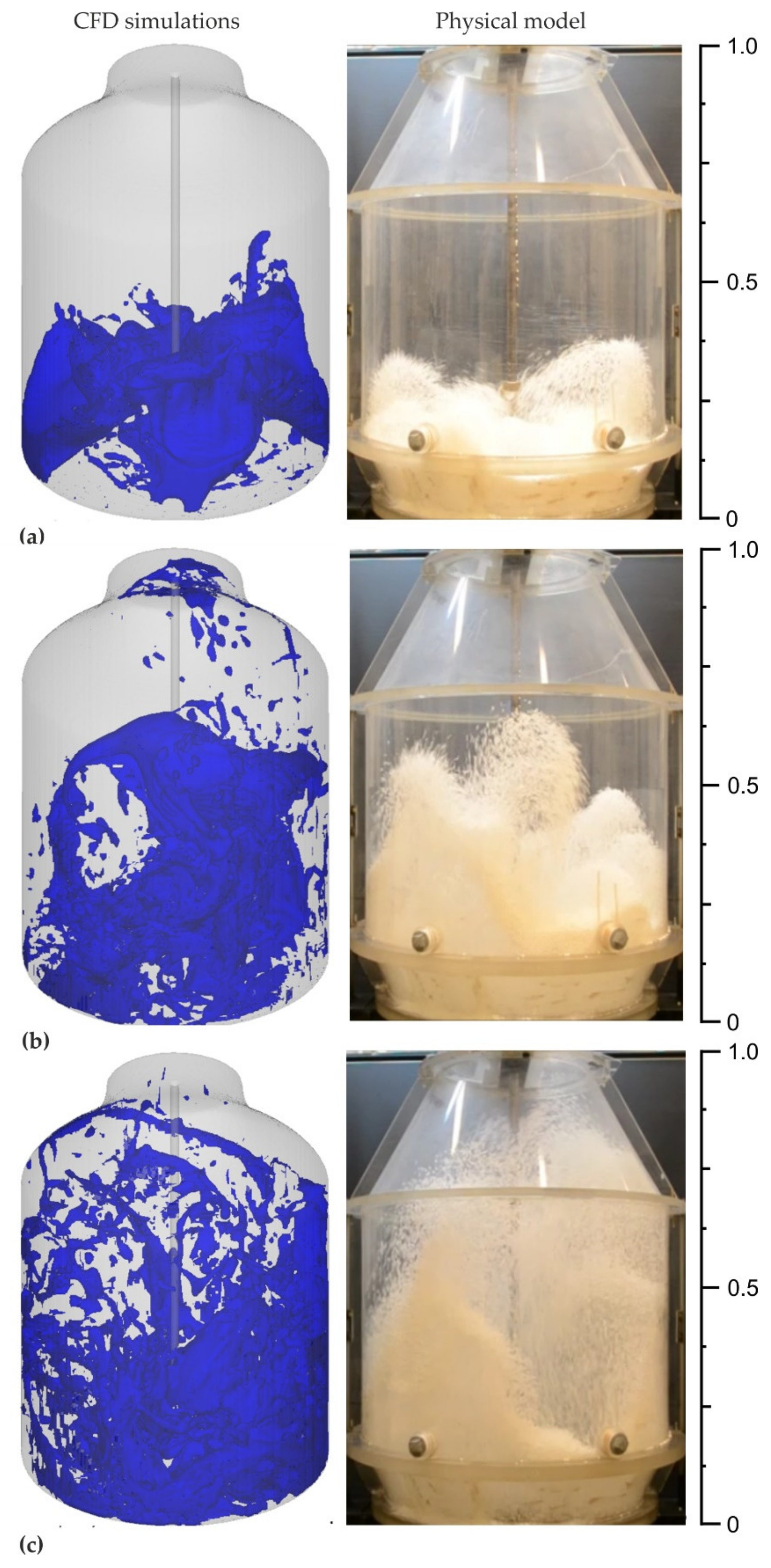
The experiments with the oxygen converter physical model were focused on the visualization of the slag spattering hydrodynamics in its workspace and were recorded with a video camera. They did not involve studies of slag interaction with the surface of the refractory lining. Therefore, quantities such as kinematic viscosity and surface tension were taken into account only for determining the hydrodynamic similarity.
Variant 3 (lance 0.2 m in diameter with four nozzles placed at an angle of 14 degrees and one nozzle perpendicular to the liquid slag) was considered in the physical tests. Polystyrene granules were used as a model fluid representing modified furnace slag, assuming that under certain conditions bulk materials can be treated as liquids in fluid theory. This fact was also taken into account while determining the similarity conditions of the model to the real object. Air was taken as the medium representing nitrogen.


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}