
Investigation of Forging Metal Specimens of Different Relative Reductions Using Ultrasonic Waves


Abstract
:1. Introduction
- Assay of electromagnetic waves of different lengths;
- Test of magnetic and electrical phenomena—capillary tests;
- Magnetoinductive methods;
- Magnetographic method;
- Magnetic powder method;
- Magnetic fluorescence method;
- Radiation methods;
- X-ray defectoscopy;
- Ultrasound defectoscopy.
2. Ultrasonic Investigation
2.1. Experimental Details
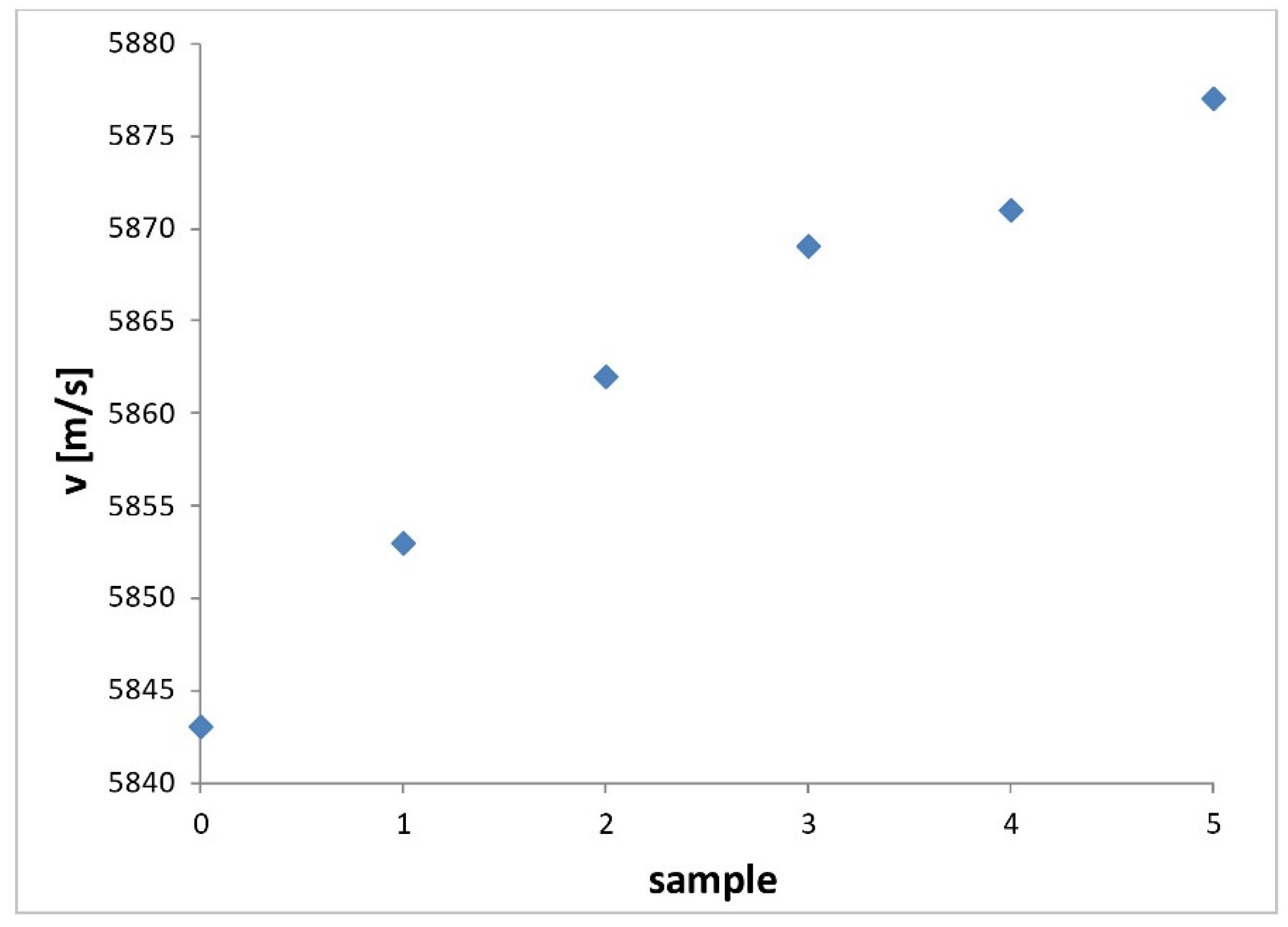
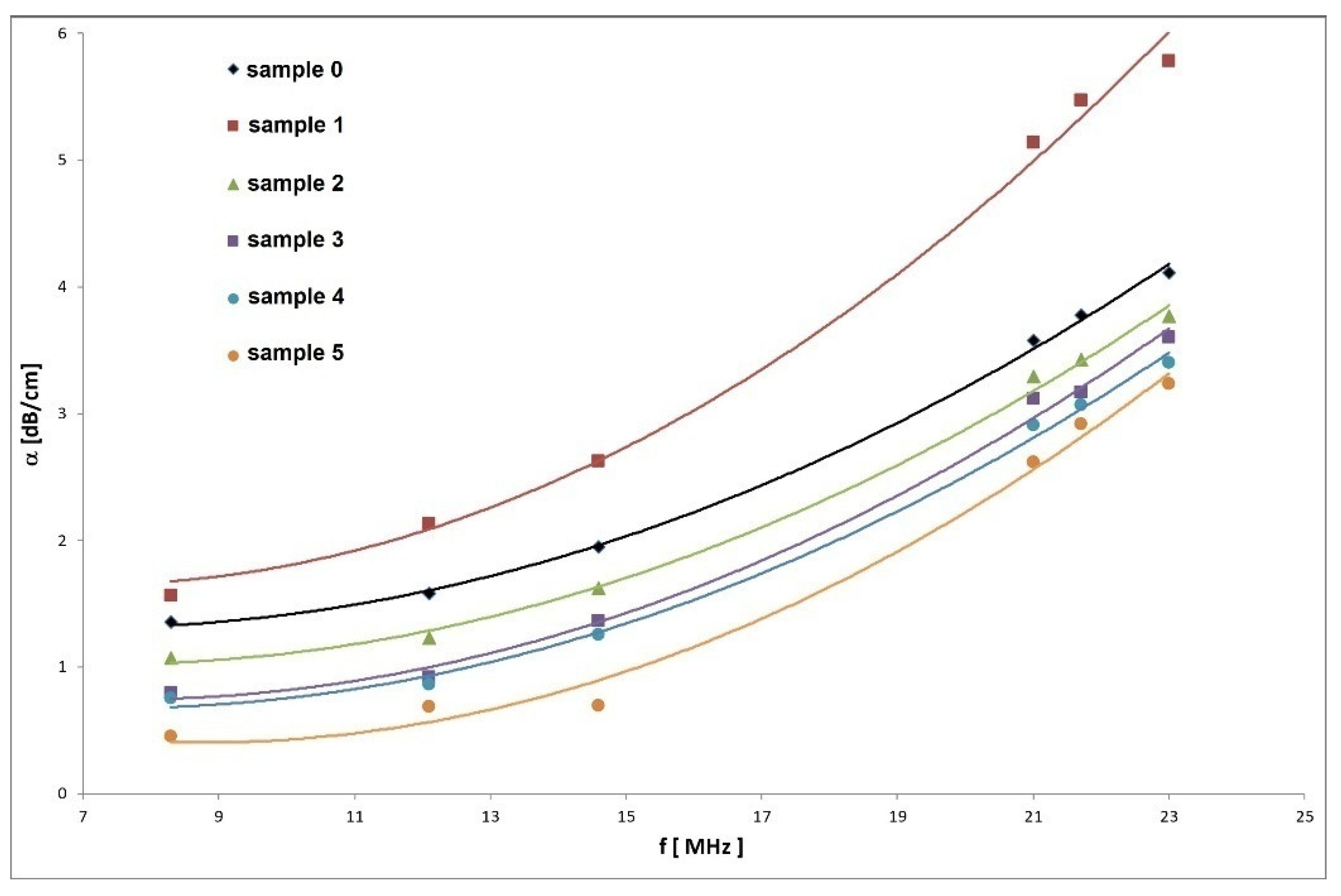
2.2. Experimental Results and Discussion
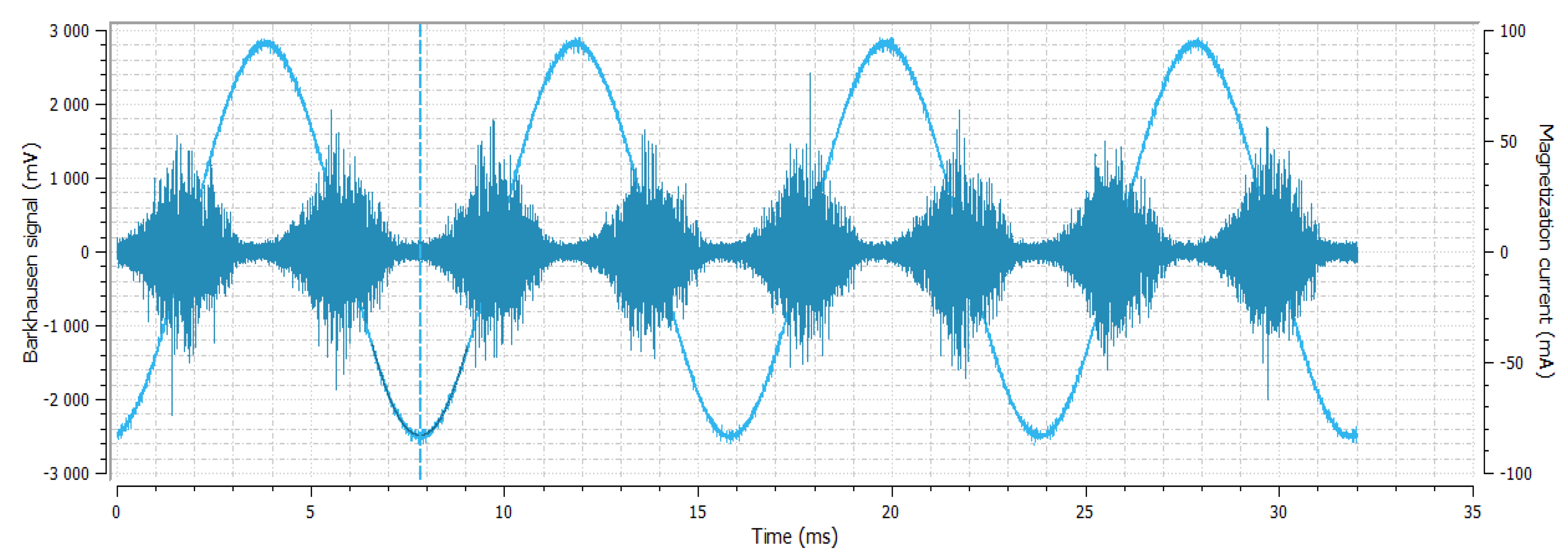
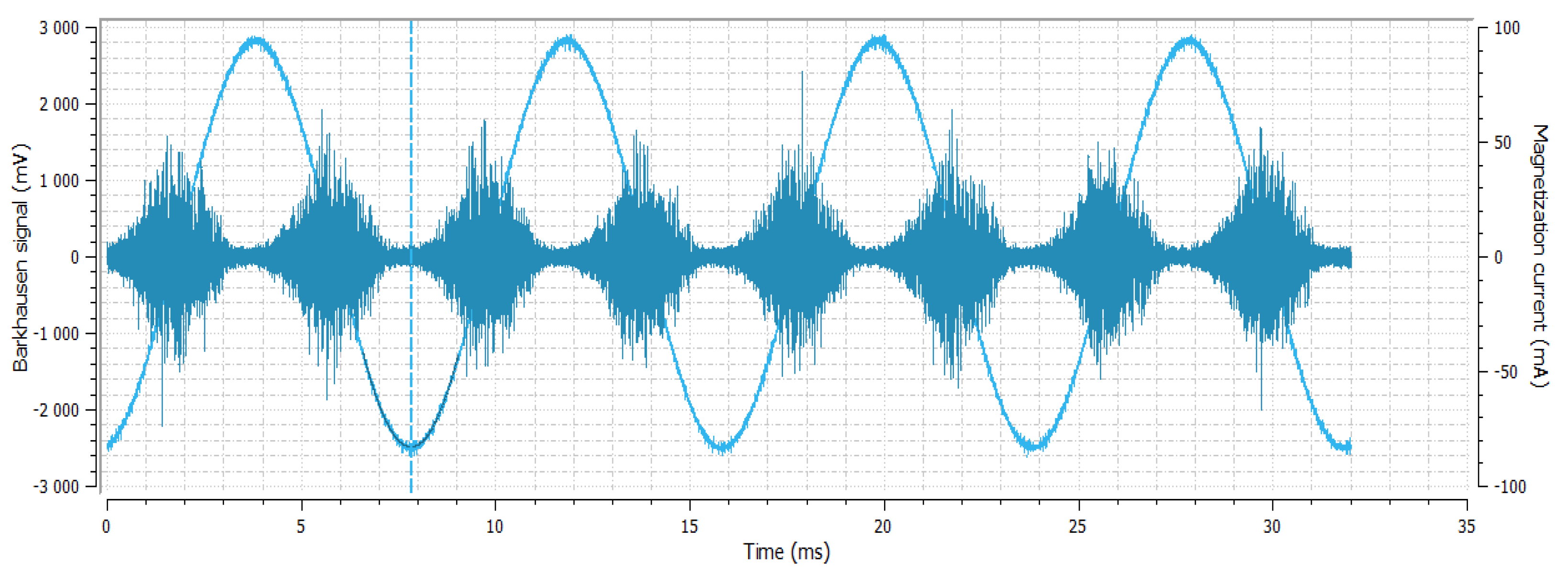
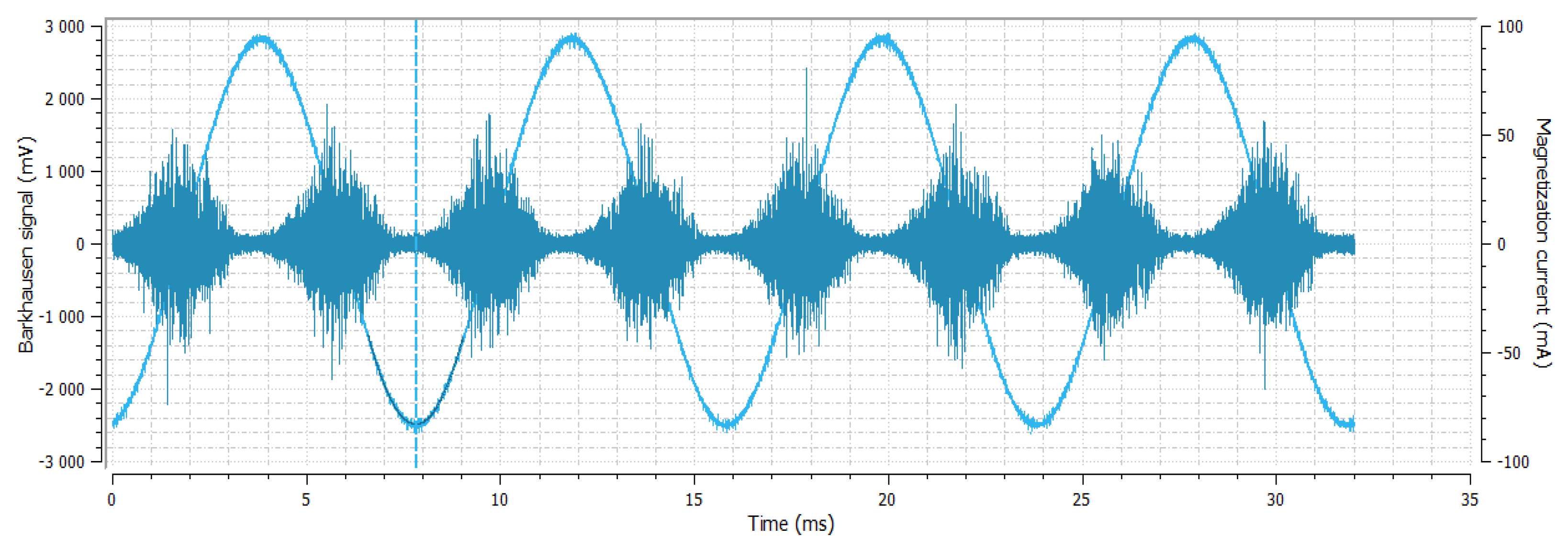
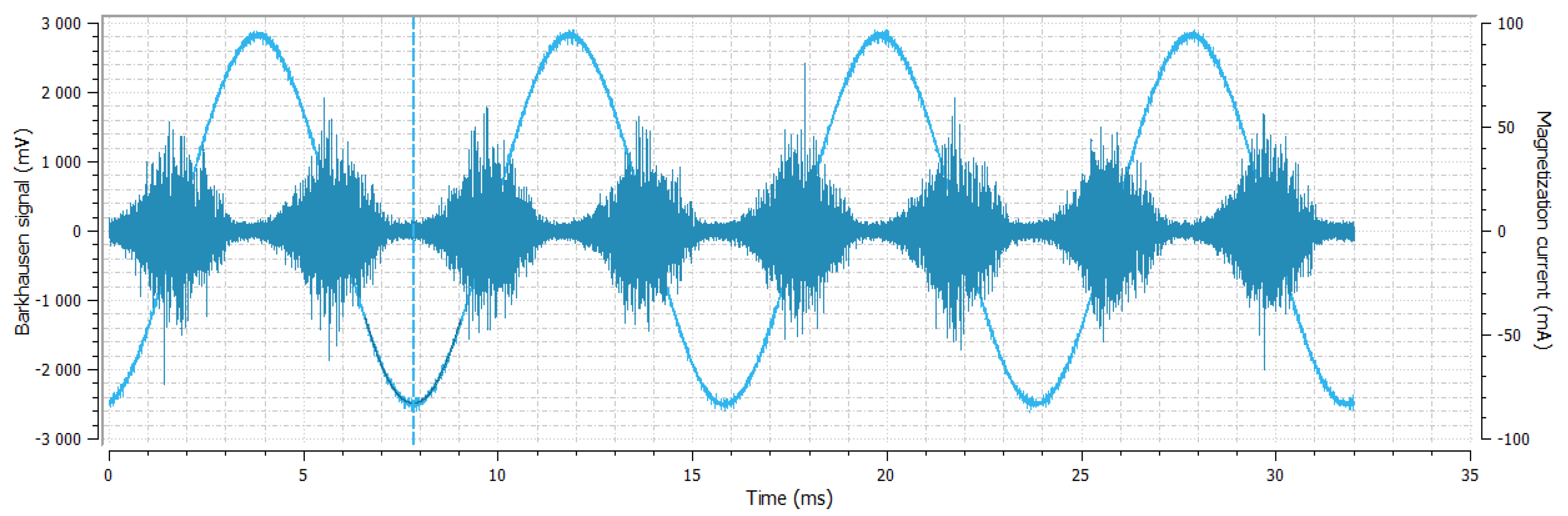
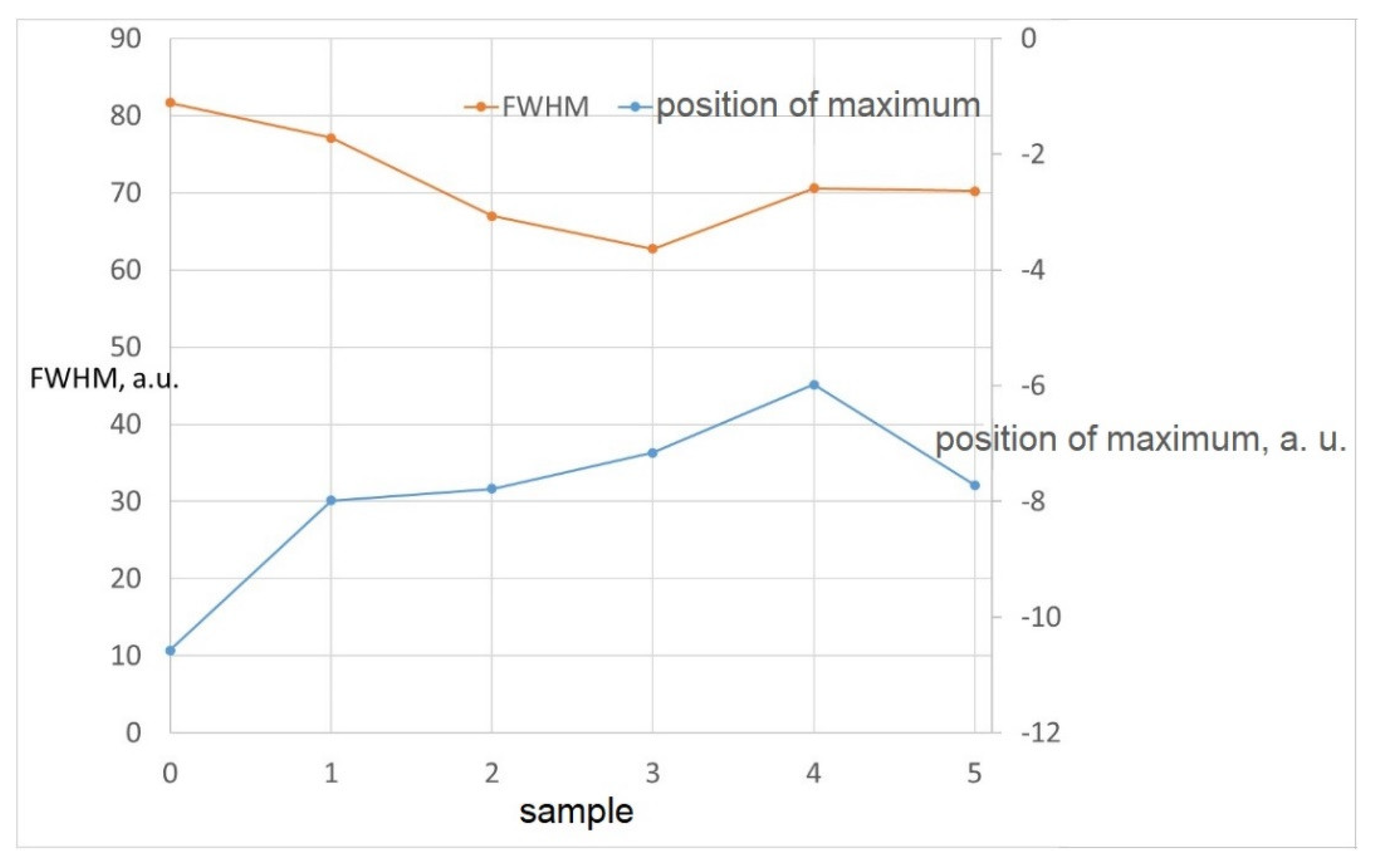
3. Investigation of Sample Characteristics Using Barkhausen Noise
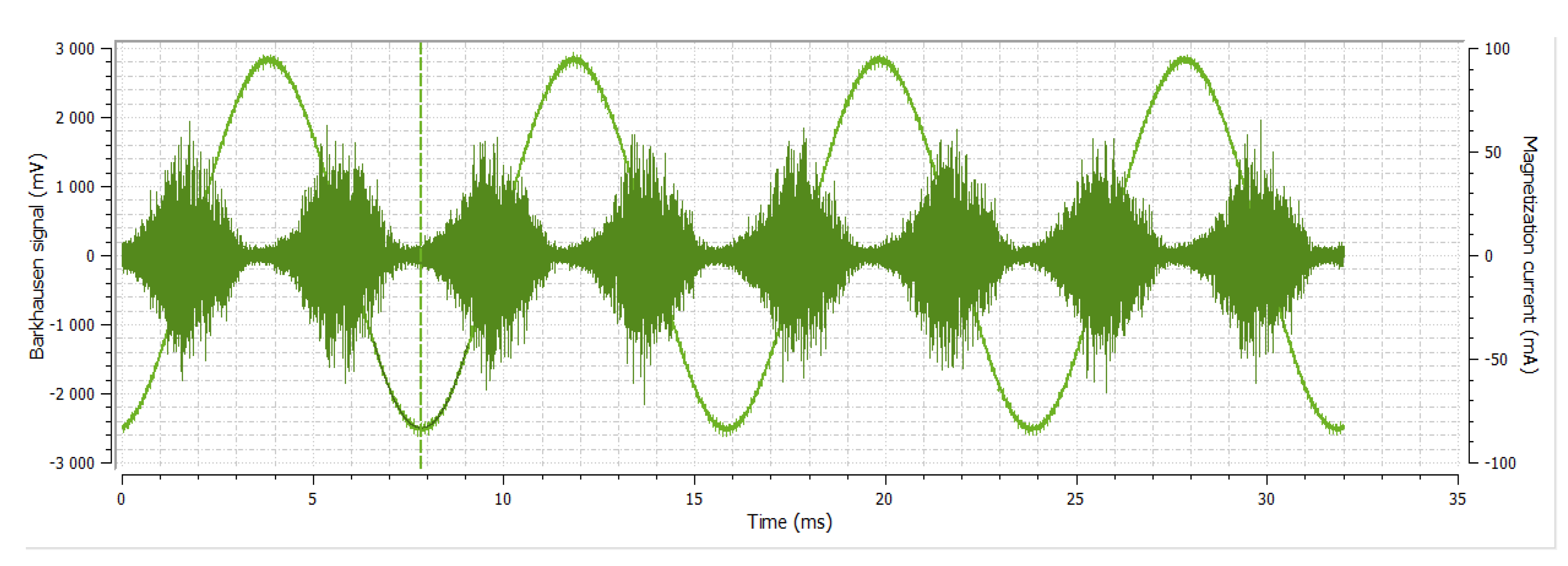
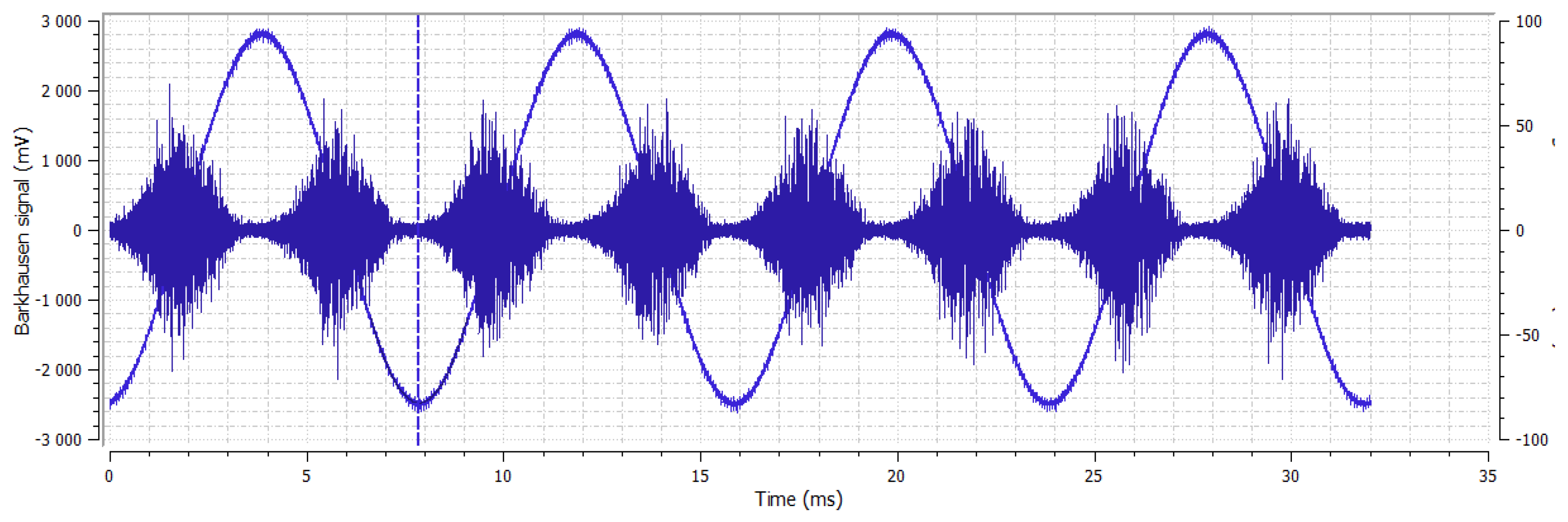
3.1. Experimental Results
3.2. Evaluation and Discussion of Barkhausen Noise Test
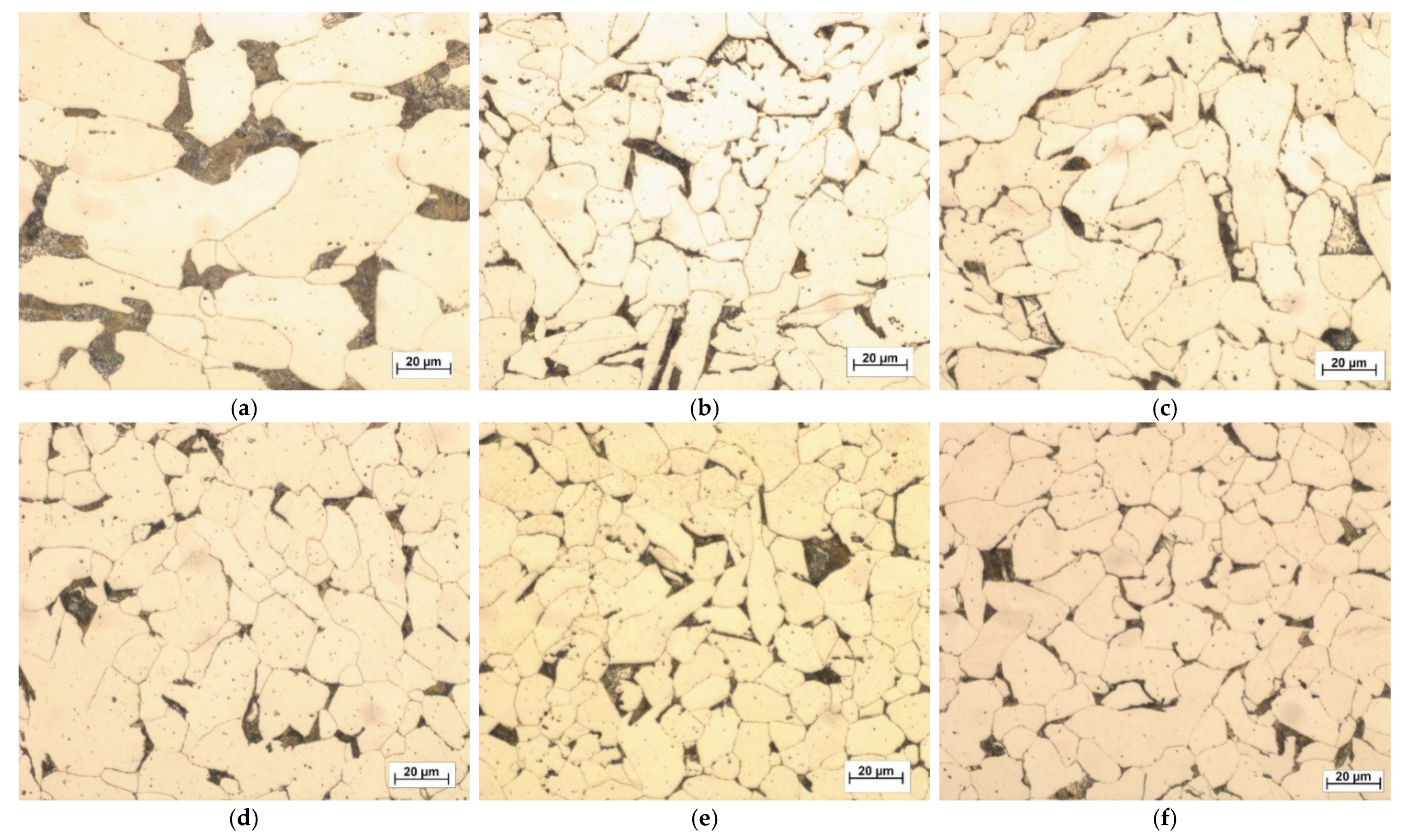
4. Metallographic Observation
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Mason, W.P. Physical Acoustics; Academic Press: New York, NY, USA, 1966; Volume IV. [Google Scholar]
- Papadakis, E.P. Ultrasonic Instruments and Devices; Academic Press: New York, NY, USA, 2001. [Google Scholar]
- Truel, R.; Elbaum, C.; Chick, B.B. Ultrasonic Methods in Solid State Physics; Academic Press: New York, NY, USA, 1969. [Google Scholar]
- Hamák, I. Residual Lifetime of Girders M 140 after Long-Time Operation; Order No. 222/2167; The Welding Research Institute Bratislava: Bratislava, Slovakia, 2000. [Google Scholar]
- Senni, L.; Battaglini, L.; Burrascano, P.; Laureti, S.; Ricci, M. Industrial Applications: Ultrasonic Inspection of Large Forgings. In Ultrasonic Nondestructive Evaluation Systems. Industrial Application Issues, 1st ed.; Burrascano, P., Callegari, S., Montisci, A., Ricci, M., Versaci, M., Eds.; Springer: Cham, Switzerland, 2015; pp. 245–258. [Google Scholar]
- Dupont-Marillia, F.; Jahazi, M.; Bellanger, P. Phased array inspection of large size forged steel parts. In Proceedings of the 44th Annual Review of Progress in Quantitative Nondestructive Evaluation, Provo, UT, USA, 16–21 July 2017. [Google Scholar]
- Dupont-Marillia, F.; Jahazi, M.; Lafrenier, S.; Bellanger, P. Design and optimisation of a phased array transducer for ultrasonic inspection of large forged steel ingots. NDT E Int. 2019, 103, 119–129. [Google Scholar] [CrossRef]
- Varfolomev, I.; Moroz, S.; Siegele, D.; Kadau, K.; Amann, C. Study on fatigue crack initiation and propagation from forging defects. Procedia Struct. Integr. 2017, 7, 359–367. [Google Scholar] [CrossRef]
- Tranca, T.; Radu, J. Understanding and improving ultrasonic inspection of the forging titanium alloy. In Proceedings of the 9th European Workshop on Structural Health Monitoring, Manchaster, UK, 10–13 July 2018. [Google Scholar]
- Barella, S.; Cecca, C.D.; Gruttadauria, A.; Mapelli, C.; Mombelli, D.; Da Rocha, C.F.; Strohaecker, T. Study on the microstructure influence in ultrasonic test in duplex forged components. In Proceedings of the 2nd International Conference Ingot Casting Rolling and Forging—ICRF 2014, Milan, Italy, 7–9 May 2014. [Google Scholar]
- Kaczmarek, R.; Kaczmarek, K. The influence of sensitivity field of dual transducer probes on accuracy of discontinuity sizing and evaluation in terms of testing of forgings according to EN 10228-3. Arch. Metall. Mater. 2016, 61, 1677–1682. [Google Scholar] [CrossRef] [Green Version]
- Fendt, K.T.; Mooshofer, H.; Rupitsch, S.J.; Ermert, H. Ultrasonic Defect Characterization in Heavy Rotor Forgings by Means of the Synthetic Aperture Focusing Technique and Optimization Methods. IEEE Trans. Ultrason. Ferroelectr. Freq. Control 2016, 63, 874–885. [Google Scholar] [CrossRef] [PubMed]
- Dupont-Marillia, F.; Jahazi, M.; Lafrenier, S.; Bellanger, P. Influence of Local Mechanical Parameters on Ultrasonic Wave Propagation in Large Forged Steel Ingots. J. Nondestruct. Eval. 2019, 38, 1–9. [Google Scholar] [CrossRef]
- Nikitin, A.; Bathias, C.; Palin-Luc, T. A new piezoelectric fatigue testing machine in pure torsion for ultrasonic gigacycle fatigue tests: Application to forged and extruded titanium alloys. Fatigue Fract. Eng. Mater. Struct. 2015, 38, 1294–1304. [Google Scholar] [CrossRef] [Green Version]
- Förster, W.; Binotsch, C.; Awiszus, B.; Lehmann, T.; Műller, J.; Kirbach, C.; Stockmann, M.; Ihlemann, J. Forging of eccentric co-extruded Al-Mg compounds and analysis of the interface strength. In Proceedings of the 18th Chemnitz Seminar on Materials Engineering, Chemnitz, Germany, 10–11 March 2016. [Google Scholar]
- Changan, H.; Linghui, K.; He, M. Design and research of UT inspection tool in flaw inspection of large-size forging shaft parts. In Proceedings of the 5th International Conference on Applied Materials and Manufacturing Technology, Singapore, 21–23 June 2019. [Google Scholar]
- Nikitin, V.P.; Korotyshev, I.V.; Artyuchov, V.N.; Sinitsyn, E.O.; Kudrin, A.A. Classifying internal defects in forgings based on flaw-detection patterns obtained by ultrasound. Metallurgist 2008, 52, 366–370. [Google Scholar] [CrossRef]
- Rizwan, M.K.; Senni, I.; Burrascano, P.; Laureti, S.; Goldammer, M.; Mooshofer, H.; Borgna, R.; Neri, S.; Ricci, M. Contextual Application of Pulse-Compression and Multi-frequency Distance-Gain Size Analysis in Ultrasonic Inspection of Forging. J. Nondestruct. Eval. 2019, 38, 1–13. [Google Scholar] [CrossRef]
- Zhang, H.; Xu, C.; Xiao, D. Crack Assessment of Wheel Hubs via an Ultrasonic Transducer and Industrial Robot. Sensors 2018, 18, 4336. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Rus, G.; Wooh, S.-C.; Callego, R. Processing of ultrasonic array signals for charactering defects. Part, I: Signal synthesis. IEEE Trans. Ultrason. Ferroelectr. Freq. Control 2007, 54, 2129–2138. [Google Scholar] [CrossRef] [PubMed]
- Ali, M.G.S.; Elsayed, N.Z.; Eid, A.M. Ultrasonic attentuation and velocity in Steel standard refernce blocks. Rom. J. Acoust 2013, 1, 33–38. [Google Scholar]
- Ricci, M.; Sennil, L.; Burrascano, P.; Borgua, R.; Neri, S.; Calderini, M. Pulse-compresion ultrasonic technique foe the inspection of forged steel with high atteunation. Insight-Non-Destr. Test. Cond. Monit. 2012, 54, 91–95. [Google Scholar] [CrossRef]
- Fend, K.T.; Moosfer, H.; Rupitsch, S.J.; Ermert, H. Ultrasonic defect characterization in synthetic aperture focusing tecchnique and optimatization methods. IEEE Trans. Ultrason. Ferroelectr. Freq. Control 2016, 63, 874–885. [Google Scholar] [CrossRef] [PubMed]
- Schmerr, L.; Song, J.S. Ultrasonic Nondestructive Evaluation Systems; Springer: New York, NY, USA, 2007. [Google Scholar]
- Burrascano, P.; Callegari, S.; Montisci, A.; Ricci, M.; Versaci, M. (Eds.) Ultrasonic Nondestructive Evaluation Systems: Industrial Application Issues; Springer: New York, NY, USA, 2014. [Google Scholar]
- Charles, D.N.; Alcheikh, W. Handbuch of Nondestructive Evaluation; Mc Graw Hill: New York, NY, USA, 2003; ISBN 9780070281219. [Google Scholar]
- Dupont-Marillia, F.; Jahazi, M.; Lafreniere, S.; Bellanger, P. Influence of local mechanical properties of high strenght steel from large size forged ingot on ultarsonic wave velocities, review of Progress in Quantifave nondestructive Evaluation. AIP Conf. Proc. 2017, 1806, 090002. [Google Scholar]
- Ruiz, N.; Ortiz, H.; Carrein, G.; Rubio, Z. Utilization of Ultrasonic Measurements for Determining the Variations in Microstructure of Thermally Degraded2205 Duplex Stainless Steel. J. Nondestr. Eval. 2009, 28, 131. [Google Scholar] [CrossRef]
- Kurc-Lisiecka, A.; Ozgowicz, W.; Ratuszek, W.; Kowalska, J. Analysis of deformation Texture in AISI 304, Steel Sheets. Solid State Phenom. 2013, 203–204, 105–110. [Google Scholar]
- Ma, H.W.; Zhang, X.H.; Wei, J. Research on an ultrasonic NDT system for complex surface parts. J. Mater. Process. Technol. 2002, 129, 666–670. [Google Scholar] [CrossRef]
- Shi, C.; Lu, Z.; Zhang, K.; Deng, L.; Wang, C. Microstructure evolution and mechanical properties of γ-TiAl honeycombstructure fabricated by isothermal forging and pulse current assisted diffusion bonding. Intermetalics 2018, 99, 59–68. [Google Scholar] [CrossRef]
- Jarzabek, D.M. The impact of weak inter facial bonding strength on mechanical properties of metal matrix-ceramic reinforced composites. Compos. Struct. 2018, 2, 352–362. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C Max. | Mn Max. | Si Max. | P Max. | S Max. |
|---|---|---|---|---|
| 0.10 | 0.45 | 0.15 | 0.03 | 0.025 |
| Sample | 0 | 1 | 2 | 3 | 4 | 5 |
|---|---|---|---|---|---|---|
| Logarithmic degree | 0 | 1.02 | 1.58 | 1.094 | 1.175 | 1.335 |
| Sample | 0 | 1 | 2 | 3 | 4 | 5 |
|---|---|---|---|---|---|---|
| Height | 12.85 | 12.15 | 11.18 | 10.25 | 8.80 | 6.75 |
| Sample No. | Test 1 (HV) | Test 2 (HV) | Test 3 (HV) |
|---|---|---|---|
| 1 | 131.6 | 136.8 | 133.2 |
| 2 | 140.4 | 142.8 | 134.9 |
| 3 | 124.4 | 128.8 | 129.4 |
| 4 | 127.1 | 129.5 | 126.9 |
| 5 | 131.5 | 136.2 | 136.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Moravec, J.; Bury, P.; Černobila, F. Investigation of Forging Metal Specimens of Different Relative Reductions Using Ultrasonic Waves. Materials 2021, 14, 2406. https://doi.org/10.3390/ma14092406
Moravec J, Bury P, Černobila F. Investigation of Forging Metal Specimens of Different Relative Reductions Using Ultrasonic Waves. Materials. 2021; 14(9):2406. https://doi.org/10.3390/ma14092406
Chicago/Turabian StyleMoravec, Ján, Peter Bury, and František Černobila. 2021. "Investigation of Forging Metal Specimens of Different Relative Reductions Using Ultrasonic Waves" Materials 14, no. 9: 2406. https://doi.org/10.3390/ma14092406
APA StyleMoravec, J., Bury, P., & Černobila, F. (2021). Investigation of Forging Metal Specimens of Different Relative Reductions Using Ultrasonic Waves. Materials, 14(9), 2406. https://doi.org/10.3390/ma14092406