
Graphene-Reinforced Carbon-Bonded Coarse-Grained Refractories

 ,
,  and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
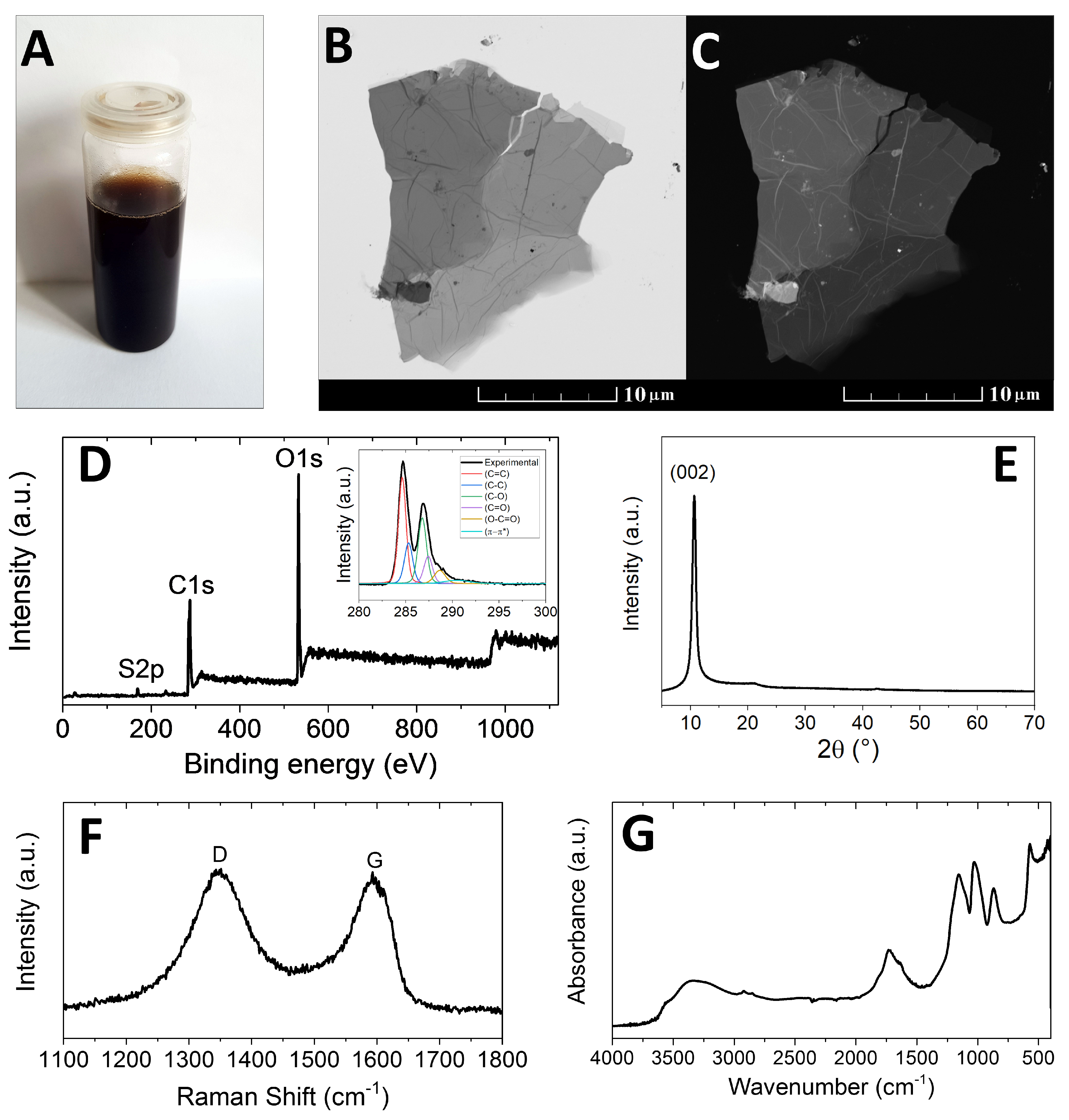
2.2. GO Characterization
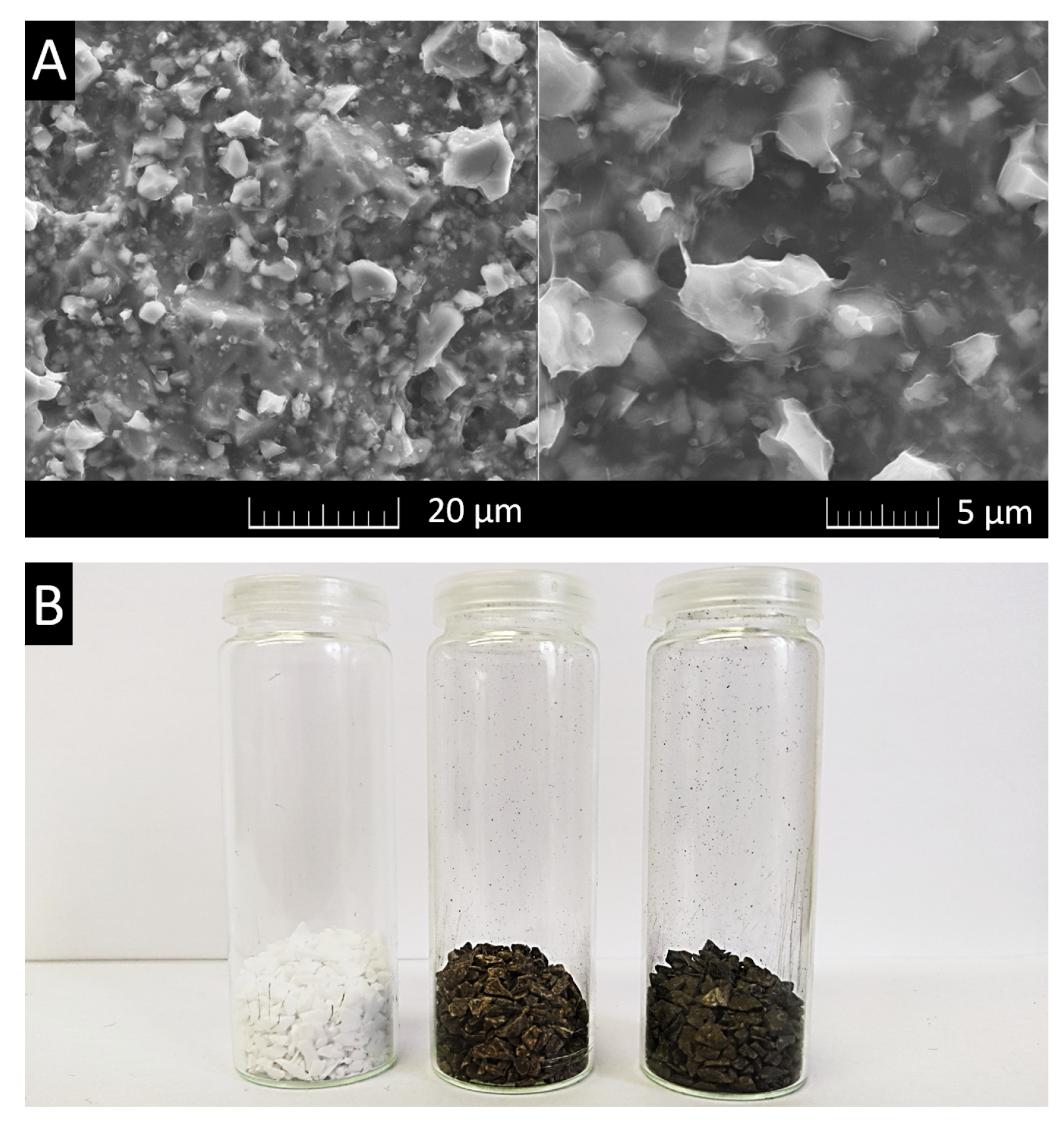
2.3. Coating Procedure
2.4. Batch Design
2.5. Sample Preparation
2.6. Sample Characterization
3. Results
3.1. Go and Coating Characterization
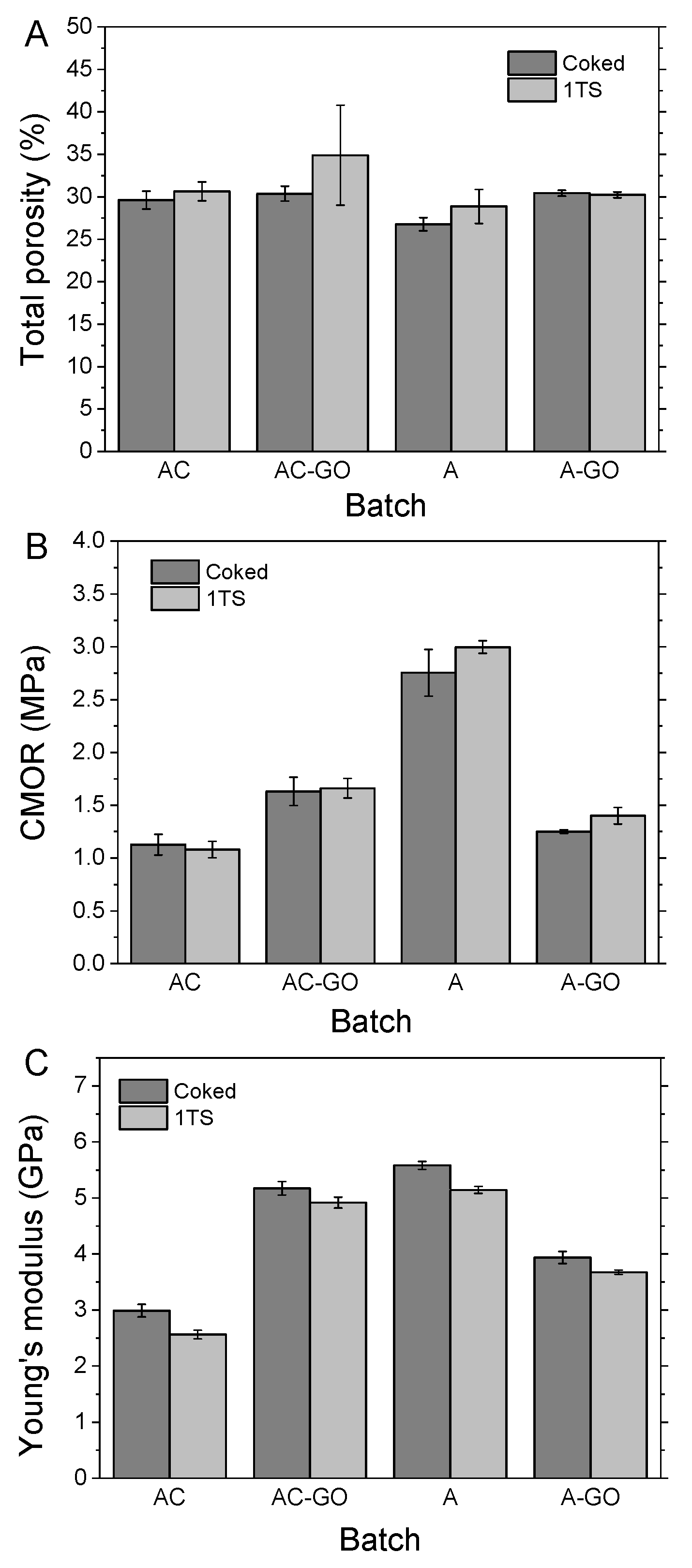
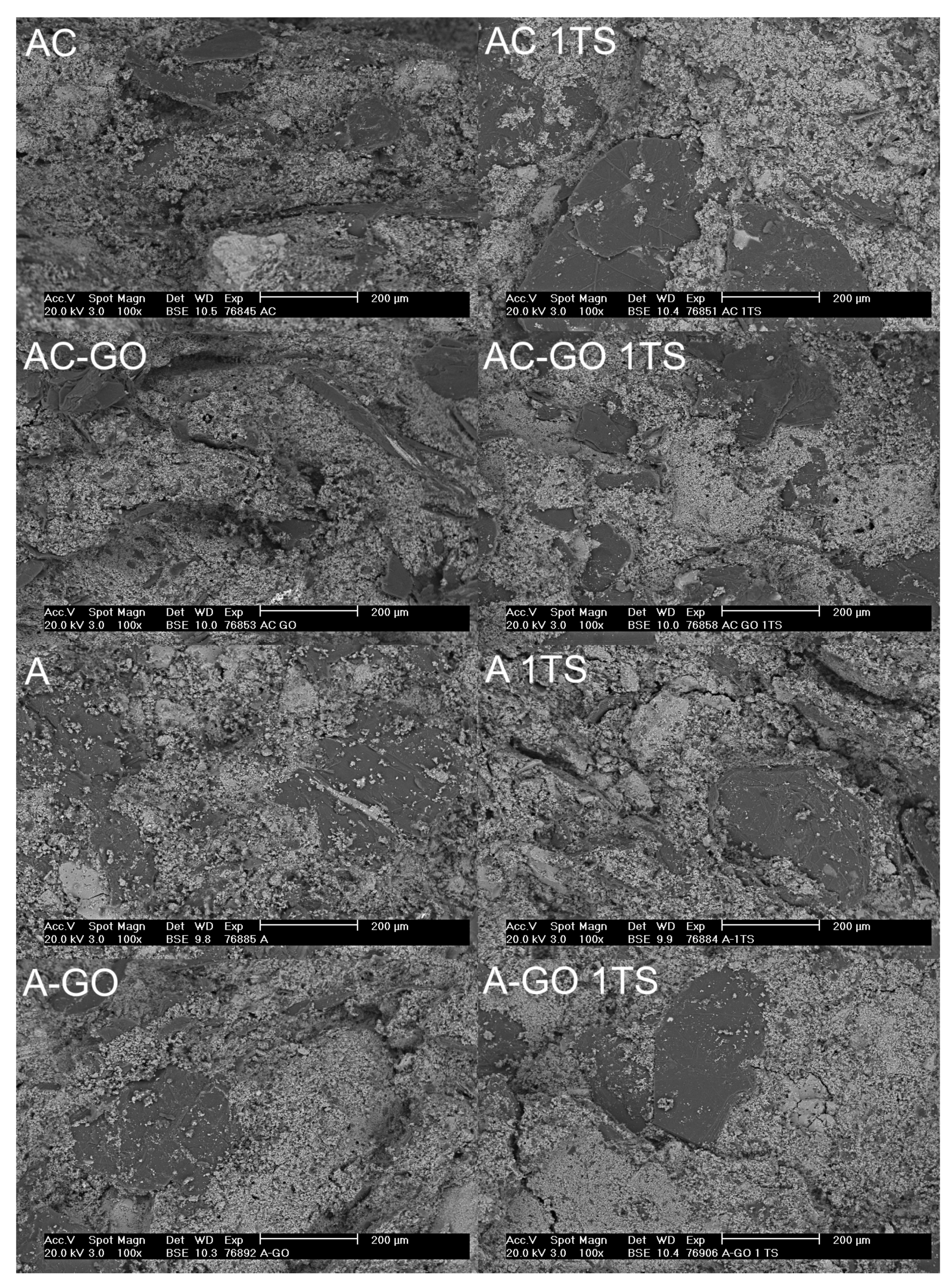
3.2. Samples Characterization and Effects of Particle Size Distribution, GO Coating and Thermal Shock
4. Conclusions
- Coarse tabular alumina grains can be easily coated using a highly viscous graphene oxide suspension by means of dip coating followed by drying in air.
- The packing density of carbon-bonded refractories increased when the irregularly shaped graphite was considered as matrix component (lubricant) and not as a fraction of the calculated aggregate size distribution with quasi-spherical shape. The resulting higher density led to a lower Young’s modulus E and drop of E after thermal shock, but nevertheless a high CMOR.
- When the packing density was maximized, the low-carbon carbon-bonded alumina refractories showed high strength values (without GO). On the other hand, if the grain packing was not optimal, the GO addition successfully improved the mechanical properties, likely due to a delamination gap-bridging effect. It can be assumed that, during coking, GO released gases, which caused microcracking in case of a very dense structure, leading to a decrease of CMOR and E but also a limited drop of E during thermal shock.
- While thermal shock resulted in a (limited) drop of Young’s modulus for all batches, it had no significant impact on the CMOR, regardless of the use of GO in the initial formulation or of the graphite inclusion in the calculation of aggregate size distribution. SEM investigation revealed very similar microstructures in coked as well as thermally shocked samples.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Lee, W.E.; Zhang, S. Melt corrosion of oxide and oxide-carbon refractories. Int. Mater. Rev. 1999, 44, 77–104. [Google Scholar] [CrossRef]
- Carniglia, S.; Barna, G. Handbook of Industrial Refractories Technology; Noyes Publications: Park Ridge, NJ, USA, 1992. [Google Scholar]
- Ratle, A.; Pandolfelli, V.C.; Allaire, C.; Rigaud, M. Correlation between thermal shock and mechanical impact resistance of refractories. Br. Ceram. Trans. 1997, 96, 225–230. [Google Scholar]
- Poirier, J.; Qafssaoui, F.; Ildefonse, J.; Bouchetou, M. Analysis and interpretiation of refractory mmicrostructure in studies of corrosionmechanisms by liquid oxides. J. Eur. Ceram. Soc. 2008, 28, 1557–1568. [Google Scholar] [CrossRef]
- TARJ (Ed.) Refractories Handbook; The Technical Association of Refractories: Tokyo, Japan, 1998; Chapter I.1; p. 2. [Google Scholar]
- Cooper, C.F.; Alexander, I.C.; Hampson, C.J. The role of graphite in the thermal shock resistance of refractories. Br. Ceram. Trans. 1985, 84, 57–62. [Google Scholar]
- Amavis, R. Refractories for the Steel Industry; EUR/European Commission; Springer: Cham, The Netherlands, 1990. [Google Scholar]
- Roungos, V.; Aneziris, C.G.; Berek, H. Novel Al2O3-C Refractories with Less Residual Carbon Due to Nanoscaled Additives for Continuous Steel Casting Applications. Adv. Eng. Mater. 2012, 14, 255–264. [Google Scholar] [CrossRef]
- Skiera, E.; Malzbender, J.; Mönch, J.; Dudczig, S.; Aneziris, C.G.; Steinbrech, R.W. Controlled crack propagation experiments with a novel alumina-based refractory. Adv. Eng. Mater. 2011, 14, 248–254. [Google Scholar] [CrossRef]
- Fruhstorfer, J.; Dudczig, S.; Gehre, P.; Schmidt, G.; Brachhold, N.; Schöttler, L.; Aneziris, C.G. Corrosion of carbon free and bonded refractories for application in steel ingot casting. Steel Res. Int. 2016, 87, 1014–1023. [Google Scholar] [CrossRef]
- Fruhstorfer, J.; Schafföner, S.; Werner, J.; Wetzig, T.; Schöttler, L.; Aneziris, C. Thermal shock performance of refractories for application in steel ingot casting. J. Ceram. Sci. Technol. 2016, 7, 173–182. [Google Scholar]
- Schulle, W. Refractory Materials (Feuerfeste Werkstoffe), 1st ed.; Dt. Verlag für Grundstoffind: Leipzig, Germany, 1990; p. 208. [Google Scholar]
- Lee, W.E.; Zhang, S.; Karakus, M. Refractories: Controlled microstructure composites for extreme environments. J. Mater. Sci. 2004, 39, 6675–6685. [Google Scholar] [CrossRef]
- Werner, J.; Aneziris, C.; Dudczig, S. Young’s modulus of elasticity of carbon-bonded alumina materials up tp 1450 °C. J. Am. Ceram. Soc. 2013, 96, 2958–2965. [Google Scholar] [CrossRef]
- Luchini, B.; Grabenhorst, J.; Fruhstorfer, J.; Pandolfelli, V.; Aneziris, C. On the nonlinear behavior of Young’s modulus of carbon-bonded alumina at high temperatures. J. Am. Ceram. Soc. 2018, 101, 4171–4183. [Google Scholar] [CrossRef]
- Steinbrech, R. Toughening mechanisms for ceramic materials. J. Eur. Ceram. Soc. 1992, 10, 131–142. [Google Scholar] [CrossRef]
- Fruhstorfer, J.; Hubalkova, J.; Aneziris, C. Particle packings minimizing density gradients of coarse-grained compacts. J. Eur. Ceram. Soc. 2019, 39, 3264–3276. [Google Scholar] [CrossRef]
- Fruhstorfer, J. Influence of the particle size distribution of coarse-grained refractories on the thermal shock performance. J. Aust. Ceram. Soc. 2021, 57, 899–909. [Google Scholar] [CrossRef]
- Larson, D.; Coppola, J.; Hasselman, D. Fracture toughness and spalling behavior of high-Al2O3 refractories. J. Am. Ceram. Soc. 1974, 57, 417–421. [Google Scholar] [CrossRef]
- Wang, Q.; Li, Y.; Liao, N.; Xu, X.; Sang, S.; Xu, Y.; Wang, G.; Nath, M. Synthesis of boron and nitrogen-doped expanded graphite as efficient reinforcement for Al2O3-C refractories. Ceram. Int. 2017, 43, 16710–16721. [Google Scholar] [CrossRef]
- Wang, H.; Li, Y.; Zhu, T.; Fu, Z. Strengthening of Al2O3-C slide gate plate refractories with microcrystalline graphite. Ceram. Int. 2017, 43, 9912–9918. [Google Scholar] [CrossRef]
- Luo, M.; Li, Y.; Sang, S.; Zhao, L.; Jin, S.; Li, Y. In situ formation of carbon nanotubes and ceramic whiskers in Al2O3–C refractories with addition of Ni-catalyzed phenolic resin. Mater. Sci. Eng. A 2012, 558, 533–542. [Google Scholar] [CrossRef]
- Liao, N.; Li, Y.; Jin, S.; Sang, S.; Liu, G. Reduced brittleness of multi-walled carbon nanotubes (MWCNTs) containing Al2O3-C refractories with boron carbide. Mater. Sci. Eng. A 2017, 698, 80–87. [Google Scholar] [CrossRef]
- Liao, N.; Li, Y.; Jin, S.; Sang, S.; Harmuth, H. Enhanced mechanical performance of Al2O3-C refractories with nano carbon black and in-situ formed multi-walled carbon nanotubes (MWCNTs). J. Eur. Ceram. Soc. 2016, 36, 867–874. [Google Scholar] [CrossRef]
- Gómez-Rodríguez, C.; Castillo-Rodríguez, G.A.; Rodríguez-Castellanos, E.A.; Vázquez-Rodríguez, F.J.; López-Perales, J.F.; Aguilar-Martínez, J.A.; Fernández-González, D.; García-Quiñonez, L.V.; Das-Roy, T.K.; Verdeja, L.F. Development of an ultra-low carbon MgO refractory doped with α-Al2O3 nanoparticles for the steelmaking industry: A microstructural and thermo-mechanical study. Materials 2020, 13, 715. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Luo, M.; Li, Y.; Jin, S.; Sang, S.; Zhao, L.; Wang, Q.; Li, Y. Microstructure and mechanical properties of multi-walled carbon nanotubes containing Al2O3-C refractories with addition of polycarbosilane. Ceram. Int. 2013, 39, 4831–4838. [Google Scholar] [CrossRef]
- Mertke, A.; Aneziris, C.G. The influence of nanoparticles and functional metallic additions on the thermal shock resistance of carbon bonded alumina refractories. Ceram. Int. 2015, 41, 1541–1552. [Google Scholar] [CrossRef]
- Xu, X.; Li, Y.; Wang, Q.; Sang, S.; Pan, L. Effect of alumina-coated graphite (ACG) on the microstructure and mechanical properties of Al2O3-C refractories. J. Ceram. Sci. Technol. 2017, 8, 455–462. [Google Scholar] [CrossRef]
- Gao, W. The chemistry of graphene oxide. In Graphene Oxide; Springer: Berlin/Heidelberg, Germany, 2015; pp. 61–95. [Google Scholar]
- Staudenmaier, L. Verfahren zur darstellung der graphitsäure. Berichte der Deutschen Chemischen Gesellschaft 1898, 31, 1481–1487. [Google Scholar] [CrossRef] [Green Version]
- Brodie, B. Sur le poids atomique du graphite. Ann. Chim. Phys. 1860, 59, 466–472. [Google Scholar]
- Hofmann, U. Über die Formel der Graphitsäure. Kolloid-Zeitschrift 1943, 104, 112–113. [Google Scholar] [CrossRef]
- Marcano, D.C.; Kosynkin, D.V.; Berlin, J.M.; Sinitskii, A.; Sun, Z.; Slesarev, A.; Alemany, L.B.; Lu, W.; Tour, J.M. Improved synthesis of graphene oxide. ACS Nano 2010, 4, 4806–4814. [Google Scholar] [CrossRef] [PubMed]
- Hummers, W.S., Jr.; Offeman, R.E. Preparation of graphitic oxide. J. Am. Chem. Soc. 1958, 80, 1339. [Google Scholar] [CrossRef]
- Jankovský, O.; Nováček, M.; Luxa, J.; Sedmidubský, D.; Fila, V.; Pumera, M.; Sofer, Z. A New Member of the Graphene Family: Graphene Acid. Chem.-Eur. J. 2016, 22, 17416–17424. [Google Scholar] [CrossRef] [PubMed]
- Nováček, M.; Jankovský, O.; Luxa, J.; Sedmidubský, D.; Pumera, M.; Fila, V.; Lhotka, M.; Klímová, K.; Matějková, S.; Sofer, Z. Tuning of graphene oxide composition by multiple oxidations for carbon dioxide storage and capture of toxic metals. J. Mater. Chem. A 2017, 5, 2739–2748. [Google Scholar] [CrossRef] [Green Version]
- Zhao, G.; Li, J.; Ren, X.; Chen, C.; Wang, X. Few-layered graphene oxide nanosheets as superior sorbents for heavy metal ion pollution management. Environ. Sci. Technol. 2011, 45, 10454–10462. [Google Scholar] [CrossRef] [PubMed]
- Klímová, K.; Pumera, M.; Luxa, J.; Jankovský, O.; Sedmidubský, D.; Matĕjková, S.; Sofer, Z. Graphene oxide sorption capacity toward elements over the whole periodic table: A comparative study. J. Phys. Chem. C 2016, 120, 24203–24212. [Google Scholar] [CrossRef]
- Jankovský, O.; Lojka, M.; Luxa, J.; Sedmidubský, D.; Tomanec, O.; Zbořil, R.; Pumera, M.; Sofer, Z. Selective Bromination of Graphene Oxide by the Hunsdiecker Reaction. Chem.-Eur. J. 2017, 23, 10473–10479. [Google Scholar] [CrossRef]
- Bouša, D.; Luxa, J.; Mazánek, V.; Jankovský, O.; Sedmidubský, D.; Klímova, K.; Pumera, M.; Sofer, Z. Toward graphene chloride: Chlorination of graphene and graphene oxide. RSC Adv. 2016, 6, 66884–66892. [Google Scholar] [CrossRef] [Green Version]
- Zhang, X.; An, Y.; Han, J.; Han, W.; Zhao, G.; Jin, X. Graphene nanosheet reinforced ZrB2–SiC ceramic composite by thermal reduction of graphene oxide. RSC Adv. 2015, 5, 47060–47065. [Google Scholar] [CrossRef]
- Wang, Q.; Li, Y.; Luo, M.; Sang, S.; Zhu, T.; Zhao, L. Strengthening mechanism of graphene oxide nanosheets for Al2O3-C refractories. Ceram. Int. 2014, 40, 163–172. [Google Scholar] [CrossRef]
- Zhu, T.; Li, Y.; Luo, M.; Sang, S.; Wang, Q.; Zhao, L.; Li, Y.; Li, S. Microstructure and mechanical properties of MgOC refractories containing graphite oxide nanosheets (GONs). Ceram. Int. 2013, 39, 3017–3025. [Google Scholar] [CrossRef]
- Fruhstorfer, J.; Aneziris, C. The influence of the coarse fraction on the porosity of refractory castables. J. Ceram. Sci. Technol. 2014, 5, 155–165. [Google Scholar]
- Roungos, V.; Aneziris, C. Prospects of developing self glazing Al2O3-C refractories for monobloc stoppers applications. Refract. Worldforum 2011, 3, 94–98. [Google Scholar]
- Onoda, G. The rheology of organic binder solutions. In Ceramic Processing Before Firing; John-Wiley and Sons: New York, NY, USA, 1978; pp. 235–251. [Google Scholar]
- Brachhold, N.; Fruhstorfer, J.; Mertke, A.; Aneziris, C.G. Carbon-bonded alumina refractories with reduced carbon content due to the addition of semi-conductive silicon and/or nanoparticles. J. Ceram. Sci. Technol. 2016, 7, 209–222. [Google Scholar]
- Böhm, A.; Dudczig, S.; Fruhstorfer, J.; Mertke, A.; Aneziris, C.G.; Malzbender, J. Thermal shock and thermo-mechanical behavior of carbon-reduced and carbon-free refractories. J. Ceram. Sci. Technol. 2016, 7, 155–164. [Google Scholar] [CrossRef]
- Jankovský, O.; Jiříčková, A.; Luxa, J.; Sedmidubský, D.; Pumera, M.; Sofer, Z. Fast Synthesis of Highly Oxidized Graphene Oxide. ChemistrySelect 2017, 2, 9000–9006. [Google Scholar] [CrossRef]
- Fruhstorfer, J. Continuous gap-graded particle packing designs. Mater. Today Commun. 2019, 20, 100550. [Google Scholar] [CrossRef]
- Andreasen, A.H.M. Ueber die Beziehung zwischen Kornabstufung und Zwischenraum in Produkten aus losen Körnern (mit einigen Experimenten). Kolloid-Zeitschrift 1930, 50, 217–228. [Google Scholar] [CrossRef]
- Roungos, V.; Aneziris, C. Improved thermal shock performance of Al2O3–C refractories due to nanoscaled additives. Ceram. Int. 2012, 38, 919–927. [Google Scholar] [CrossRef]
- Montgomery, D.C. Design and Analysis of Experiments; John Wiley & Sons: New York, NY, USA, 2001; pp. 200–201. [Google Scholar]
- R Development Core Team R: A Language and Environment for Statistical Computing; R Foundation for Statistical Computing: Vienna, Austria, 2018.
- Fruhstorfer, J.; Möhmel, S.; Thalheim, M.; Schmidt, G.; Aneziris, C.G. Microstructure and strength of fused high alumina materials with 2.5 wt% zirconia and 2.5 wt% titania additions for refractory applications. Ceram. Int. 2015, 41, 10644–10653. [Google Scholar] [CrossRef]
- Storti, E.; Jiříčková, A.; Dudczig, S.; Hubálková, J.; Aneziris, C.G. Alumina castables with addition of fibers produced by electrospinning. Ceram. Int. 2020, 46, 16653–16662. [Google Scholar] [CrossRef]
- Ulbricht, J.; Dudczig, S.; Tomsu, F.; Palco, S. Technological measures to improve the thermal shock resistance of refractory materials. Interceram 2012, 2, 103–106. [Google Scholar]
- Li, Y.; Li, X.; Zhu, B.; Chen, P. The relationship between the pore size distirbution and the thermo-mechanical properties of high alumina refractory castables. Int. J. Mater. Res. 2016, 107, 263–268. [Google Scholar] [CrossRef]
- Stein, V.; Aneziris, C. Low-carbon carbon-bonded alumina refractories for functional components in steel technology. J. Ceram. Sci. Technol. 2014, 5, 115–124. [Google Scholar]
- Luo, M.; Li, Y.; Jin, S.; Sang, S.; Zhao, L.; Li, Y. Microstructures and mechanical properties of Al2O3-C refractories with addition of multi-walled carbon nanotubes. Mater. Sci. Eng. A 2012, 548, 134–141. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Retention Size Class in µm | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.1 | 0.4 | 1 | 4 | 10 | 40 | 90 | 150 | 315 | 630 | 1000 | |
| AF 96–97 | 0 | 0 | 0.02 | 0.48 | 0.74 | 2.21 | 29.71 | 66.17 | 0.68 | 0 | 0 |
| NFL 92–94 | 0 | 0 | 0.05 | 1.19 | 3.64 | 21.40 | 26.26 | 25.75 | 21.68 | 0 | 0 |
| Raw Material | Fraction/Type | Batches Based on Densest ASD Including Graphite (AC) | Batches Based on Densest ASD Excluding Graphite (A) | ||
|---|---|---|---|---|---|
| No Coating | GO-Coating | No Coating | GO-Coating | ||
| GO-coated alumina | 1–3 mm | 17.5 | 12.75 | ||
| Tabular alumina | 1–3 mm | 35 | 17.5 | 25.5 | 12.75 |
| 0.5–1 mm | 5 | 5 | 4.25 | 4.25 | |
| 0–0.5 mm | 8.5 | 8.5 | |||
| 0–0.2 mm | 8.5 | 8.5 | |||
| 0–0.02 mm | 45 | 45 | 38.25 | 38.25 | |
| Graphite | AF 96–97 | 5 | 5 | 5 | 5 |
| NFL 92–94 | 10 | 10 | 10 | 10 | |
| Novolac resin * | powder | 4 | 4 | 4 | 4 |
| liquid | 2 | 2 | 2 | 2 | |
| Batch | State | Bulk Density in g/cm | Open Porosity | True Density | Total Porosity | E in GPa | CMOR in | Drop of E | |
|---|---|---|---|---|---|---|---|---|---|
| Mass/Dimensions | Immersion | in% | in g/cm | in% | MPa | in% | |||
| AC | coked | 2.475 ± 0.019 | 2.471 ± 0.036 | 27.17 ± 0.75 | 3.510 ± 0.008 | 29.61 ± 1.27 | 2.52 ± 0.17 | 1.13 ± 0.12 | 14.19 ± 2.68 |
| 1TS | 2.420 ± 0.053 | 26.98 ± 1.35 | 3.488 ± 0.026 | 30.63 ± 1.34 | 2.56 ± 0.10 | 1.08 ± 0.10 | |||
| A | coked | 2.525 ± 0.011 | 2.546 ± 0.023 | 24.19 ± 0.82 | 3.476 ± 0.007 | 26.76 ± 0.96 | 5.44 ± 0.24 | 2.75 ± 0.27 | 7.87 ± 0.34 |
| 1TS | 2.463 ± 0.072 | 24.33 ± 1.55 | 3.462 ± 0.005 | 28.86 ± 2.45 | 5.14 ± 0.08 | 3.00 ± 0.08 | |||
| AC–GO | coked | 2.406 ± 0.021 | 2.419 ± 0.034 | 28.35 ± 1.09 | 3.474 ± 0.009 | 30.36 ± 1.09 | 4.83 ± 0.40 | 1.63 ± 0.16 | 4.92 ± 0.94 |
| 1TS | 2.257 ± 0.209 | 26.98 ± 3.89 | 3.465 ± 0.011 | 34.88 ± 7.22 | 4.92 ± 0.12 | 1.66 ± 0.12 | |||
| A–GO | coked | 2.424 ± 0.016 | 2.442 ± 0.013 | 28.67 ± 0.67 | 3.510 ± 0.006 | 30.42 ± 0.42 | 3.48 ± 0.06 | 1.25 ± 0.02 | 6.62 ± 1.99 |
| 1TS | 2.420 ± 0.008 | 28.49 ± 0.88 | 3.467 ± 0.009 | 30.21 ± 0.43 | 3.68 ± 0.05 | 1.40 ± 0.10 | |||
| Reference Composition | With Extra Additive | Ref. | ||||||
|---|---|---|---|---|---|---|---|---|
| Graphite Content | Max. Grain Size | Additives | CMOR (MPa) | Additive Type | Additive Amount (wt%) | CMOR (MPa) | CMOR (%) | |
| 30% | 0.60 mm | Si | 15.9 | |||||
| 20% | 0.60 mm | Si | 12.6 | Spinel | 0.1 | 14.2 | +12.7 | [52] |
| ANs | 0.1 | 15.5 | +23.0 | |||||
| CNTs (China) | 0.3 | 14.9 | +18.3 | |||||
| CNTs (Germany) | 0.3 | 13.3 | +5.5 | |||||
| Spinel, ANs | 0.1/0.1 | 11.3 | −10.3 | |||||
| Spinel, CNTs (China) | 0.1/0.3 | 14.3 | +13.4 | |||||
| ANs, CNTs (China) | 0.1/0.3 | 12.9 | +2.4 | |||||
| 20% | 0.60 mm | Si | 10.31 | n–Si | 0.5 | 13.20 | +28.0 | [47] |
| n–Si, CNTs, ANs | 0.5/0.3/0.1 | 14.51 | +40.7 | |||||
| CNTs, ANs | 0.3/0.1 | 12.56 | +21.8 | |||||
| 20% | 0.60 mm | Si | 6.60 | CNTs, ANs, n-Si | 0.3/0.1/0.5 | 6.14 | −7.0 | [27] |
| n–Si | 0.5 | 6.80 | +3.0 | |||||
| CNTs, ANs | 0.3/0.1 | 6.63 | +0.5 | |||||
| 15% | 3 mm | 1.13 (AC) | Graphene oxide | 0.4 | 1.63 | +44.2 | This work | |
| 2.75 (A) | 1.25 | −54.5 | ||||||
| 1% | 3 mm | Al, Si, microsilica | 12.95 | Alumina-coated graphite | 0.5 * | 11.80 | −8.8 | [28] |
| 1 * | 9.94 | −23.2 | ||||||
| 1% | 2 mm | Al, Si, microsilica | 9.09 | CNTs | 0.05 | 12.08 | +32.9 | [60] |
| 0.1 | 10.66 | +17.3 | ||||||
| 0.3 | 10.08 | +10.9 | ||||||
| 0.5 | 9.94 | +9.4 | ||||||
| 1 | 7.77 | −14.5 | ||||||
| 1% | 2 mm | Al, Si, microsilica | 7.30 | GONs | 0.1 | 12.22 | +67.4 | [42] |
| 0.21 | 12.88 | +76.4 | ||||||
| 0.55 | 11.41 | +56.3 | ||||||
| 0.88 | 11.29 | +54.7 | ||||||
| 0% (resin-bonded) | 3 mm | 2.38 | CNTs, ANs | 0.1/0.3 | 3.81 | +60.1 | [11] | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Storti, E.; Fruhstorfer, J.; Luchini, B.; Jiříčková, A.; Jankovský, O.; Aneziris, C.G. Graphene-Reinforced Carbon-Bonded Coarse-Grained Refractories. Materials 2022, 15, 186. https://doi.org/10.3390/ma15010186
Storti E, Fruhstorfer J, Luchini B, Jiříčková A, Jankovský O, Aneziris CG. Graphene-Reinforced Carbon-Bonded Coarse-Grained Refractories. Materials. 2022; 15(1):186. https://doi.org/10.3390/ma15010186
Chicago/Turabian StyleStorti, Enrico, Jens Fruhstorfer, Bruno Luchini, Adéla Jiříčková, Ondřej Jankovský, and Christos Georgios Aneziris. 2022. "Graphene-Reinforced Carbon-Bonded Coarse-Grained Refractories" Materials 15, no. 1: 186. https://doi.org/10.3390/ma15010186
APA StyleStorti, E., Fruhstorfer, J., Luchini, B., Jiříčková, A., Jankovský, O., & Aneziris, C. G. (2022). Graphene-Reinforced Carbon-Bonded Coarse-Grained Refractories. Materials, 15(1), 186. https://doi.org/10.3390/ma15010186