
The Utility of Recycled Rice Husk-Reinforced PVC Composite Profiles for Façade Cladding


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
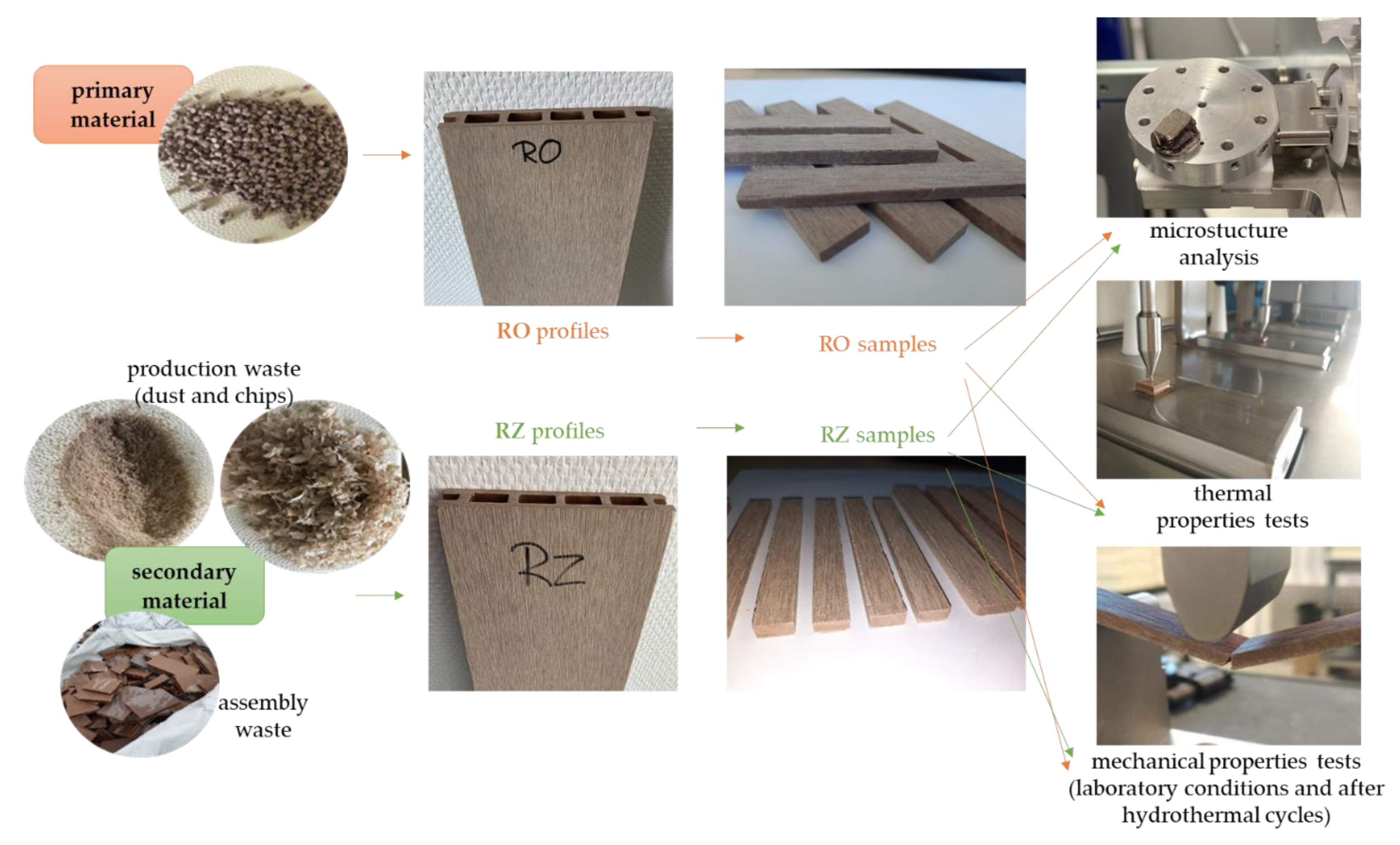
2.1. Profiles
- 20 profiles RO made of primary material in the form of commercial PVC composite granulate with a filler of pulverised rice husks;
- 20 profiles RZ made of secondary material, which is a composite of production waste:
- -
- In the form of dust with a diameter of about 100–200 μm and flat, irregularly shaped chips about 5–15 mm in size, from RO profiles’ surface treatment, constituting 50% by weight;
- -
- Shredded in the process of grinding assembly waste from RO profiles, in form of irregularly shaped particles about 3–7 mm in size, constituting 50% by weight.
2.2. SEM Analysis
2.3. Thermal Properties
2.4. Mechanical Properties
- 600 h immersion in water at the temperature of 23 ± 2 °C;
- Three cycles, each consisting of:
- -
- 72 h immersion in water at the temperature 23 ± 2 °C;
- -
- 24 h freezing at the temperature −20 ± 2 °C;
- -
- 72 h drying at the temperature 70 ± 2 °C.
3. Results and Discussion
3.1. Microstructure Analysis
3.2. Thermal Properties
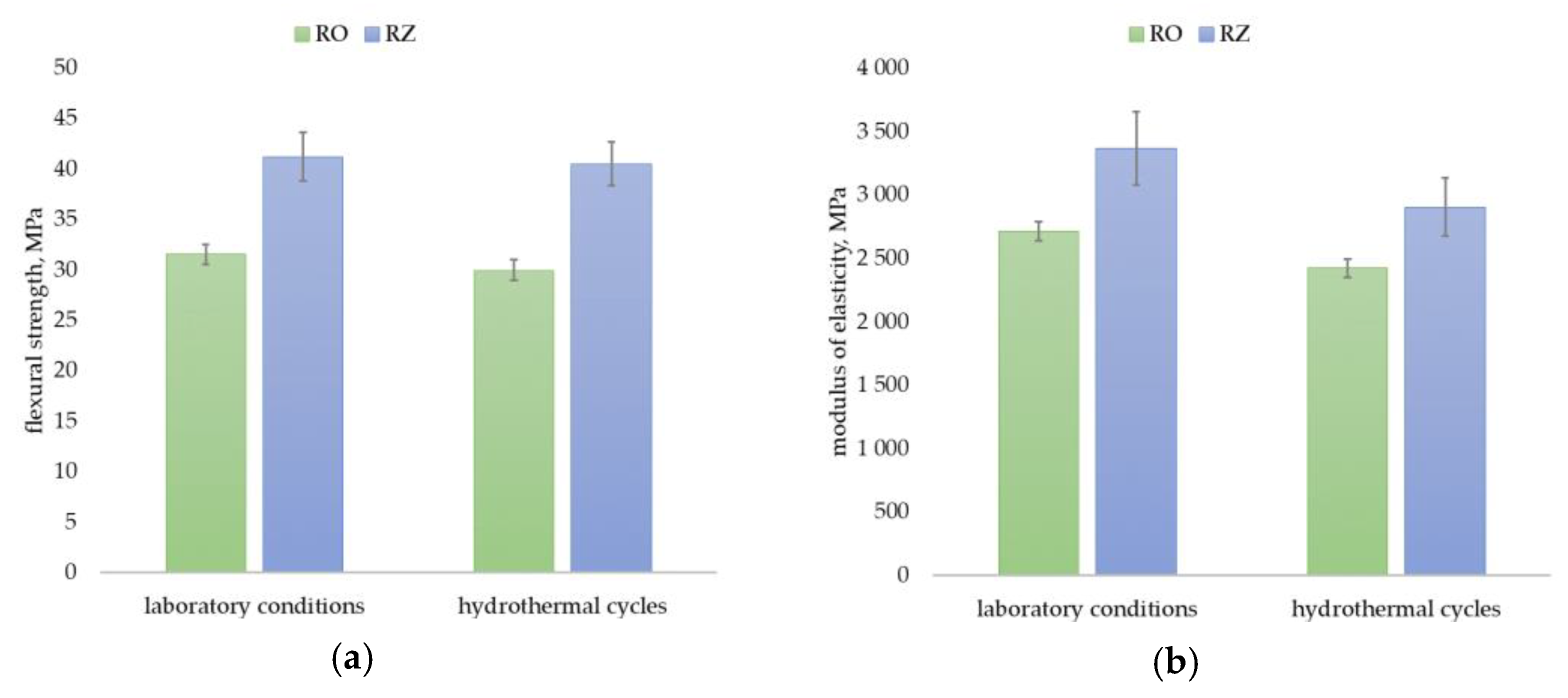
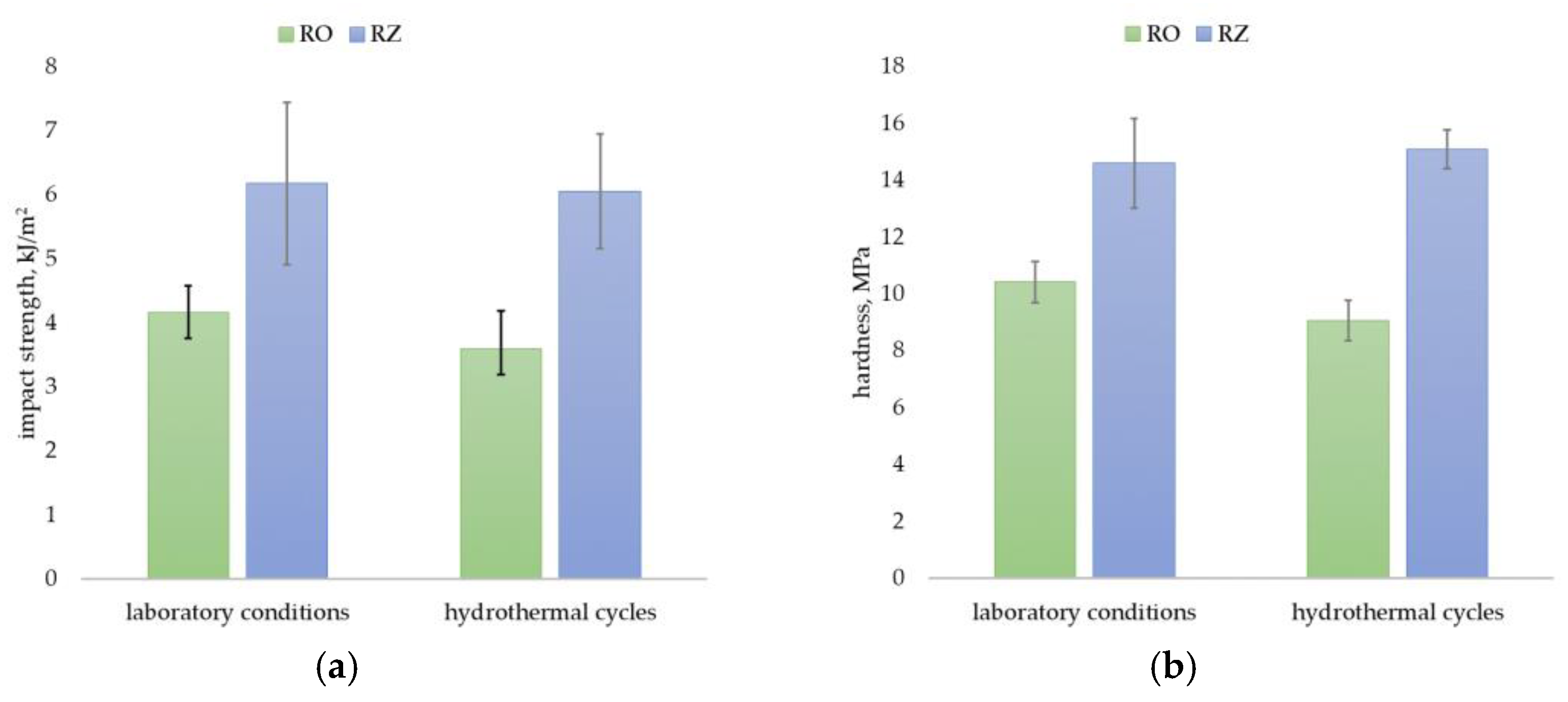
3.3. Mechanical Properties
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ferreira, F.V.; Pinheiro, I.F.; de Souza, S.F.; Mei, L.H.I.; Lona, L.M.F. Polymer Composites Reinforced with Natural Fibers and Nanocellulose in the Automotive Industry: A Short Review. J. Compos. Sci. 2019, 3, 51. [Google Scholar] [CrossRef] [Green Version]
- Gurunathan, T.; Mohanty, S.; Nayak, S.K. A review of the recent developments in biocomposites based on natural fibres and their application perspectives. Compos. A Appl. Sci. Manuf. 2015, 77, 1–25. [Google Scholar] [CrossRef]
- Maraveas, C. Production of Sustainable Construction Materials Using Agro-Wastes. Materials 2020, 13, 262. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Miller, S.; Srubar, W., III; Billington, S.; Lepech, M. Integrating durability-based service-life predictions with environmental impact assessments of natural fiber–reinforced composite materials. Resour. Conserv. Recycl. 2008, 99, 72–83. [Google Scholar] [CrossRef]
- Väisänen, T.; Das, O.; Tomppo, L. A review on new bio-based constituents for natural fiber-polymer composites. J. Clean. Prod. 2017, 149, 582–596. [Google Scholar] [CrossRef]
- Lau, K.; Hung, P.; Zhu, M.; Hui, D. Properties of natural fibre composites for structural engineering applications. Compos. B Eng. 2008, 136, 222–233. [Google Scholar] [CrossRef]
- Sudoł, E.; Wasiak, M. Slip resistance of wood-polymer composite decking profiles. Ann. WULS-SGGW For. Wood Technol. 2018, 104, 31–35. [Google Scholar]
- Sudoł, E.; Kozikowska, E.; Szewczak, E. Artificial Weathering Resistance Test Methods for Building Performance Assessment of Profiles Made of Natural Fibre-Reinforced Polymer Composites. Materials 2022, 15, 296. [Google Scholar] [CrossRef]
- Friedrich, D.; Luible, A. Standard-compliant development of a design value for wood–plastic composite cladding: An application-oriented perspective. Case Stud. Struct. Eng. 2016, 5, 13–17. [Google Scholar] [CrossRef] [Green Version]
- Azman, M.A.; Asyraf, M.R.M.; Khalina, A.; Petrů, M.; Ruzaidi, C.M.; Sapuan, S.M.; Wan Nik, W.B.; Ishak, M.R.; Ilyas, R.A.; Suriani, M.J. Natural Fiber Reinforced Composite Material for Product Design: A Short Review. Polymers 2021, 13, 1917. [Google Scholar] [CrossRef]
- Schabowicz, K. Testing of Materials and Elements in Civil Engineering. Materials 2021, 14, 3412. [Google Scholar] [CrossRef] [PubMed]
- Rajak, D.K.; Pagar, D.D.; Menezes, P.L.; Linul, E. Fiber-Reinforced Polymer Composites: Manufacturing, Properties, and Applications. Polymers 2019, 11, 1667. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Vercher, J.; Fombuena, V.; Diaz, A.; Soriano, M. Influence of fibre and matrix characteristics on properties and durability of wood–plastic composites in outdoor applications. J. Thermoplast. Compos. Mater. 2020, 33, 477–500. [Google Scholar] [CrossRef]
- Pickering, K.L.; Efendy, M.G.A.; Le, T.M. A review of recent developments in natural fibre composites and their mechanical performance. Compos. A Appl. Sci. Manuf. 2016, 83, 98–112. [Google Scholar] [CrossRef] [Green Version]
- Sanjay, M.R.; Madhu, P.; Jawaid, M.; Senthamaraikannan, P.; Senthil, S.; Pradeep, S. Characterization and properties of natural fiber polymer composites: A comprehensive review. J. Clean. Prod. 2018, 172, 566–581. [Google Scholar] [CrossRef]
- Pratheep, V.; Priyanka, E.; Hare Prasad, P. Characterization and Analysis of Natural Fibre-Rice Husk with Wood Plastic Composites. IOP Conf. Ser. Mater. Sci. Eng. 2019, 561, 012066. Available online: https://iopscience.iop.org/article/10.1088/1757-899X/561/1/012066 (accessed on 5 March 2022). [CrossRef]
- Yap, S.Y.; Sreekantan, S.; Hassan, M.; Sudesh, K.; Ong, M.T. Characterization and Biodegradability of Rice Husk-Filled Polymer Composites. Polymers 2021, 13, 104. [Google Scholar] [CrossRef]
- Rosenstock Völtz, L.; Di Guiseppe, I.; Geng, S.; Oksman, K. The Effect of Recycling on Wood-Fiber Thermoplastic Composites. Polymers 2020, 12, 1750. [Google Scholar] [CrossRef]
- Le Duigoua, A.; Pillina, I.; Bourmauda, A.; Daviesb, P.; Baleya, C. Effect of recycling on mechanical behaviour of biocompostable flax/poly(l-lactide) composites. Compos. A Appl. Sci. Manuf. 2008, 39, 1471–1478. [Google Scholar] [CrossRef] [Green Version]
- Zhao, X.; Copenhaver, K.; Wang, L.; Korey, M.; Gardner, D.J.; Li, K.; Lamm, M.E.; Kishore, V.; Bhagia, S.; Tajvidi, M.; et al. Recycling of natural fiber composites: Challenges and opportunities. Resour. Conserv. Recycl. 2022, 177, 105962. [Google Scholar] [CrossRef]
- de Azevedo, A.R.G.; Klyuev, S.; Marvila, M.T.; Vatin, N.; Alfimova, N.; de Lima, T.E.S.; Fediuk, R.; Olisov, A. Investigation of the Potential Use of Curauá Fiber for Reinforcing Mortars. Fibers 2020, 8, 69. [Google Scholar] [CrossRef]
- Czarnecki, L.; Van Gemert, D. Innovation in construction materials engineering versus sustainable development. Bull. Polish Acad. Sci. Tech. Sci. 2017, 65, 765–771. [Google Scholar] [CrossRef] [Green Version]
- Czarnecki, L.; Van Gemert, D. Scientific basis and rules of thumb in civil engineering: Conflict or harmony? Bull. Pol. Acad. Sci. Tech. Sci. 2016, 64, 665–673. [Google Scholar] [CrossRef] [Green Version]
- Wall, S. CE Marking of Construction Products—Evolution of the European Approach to Harmonisation of Construction Products in the Light of Environmental Sustainability Aspects. Sustainability 2021, 13, 6396. [Google Scholar] [CrossRef]
- Regulation (EU) No 305/2011 of the European Parliament and of the Council. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/?uri=uriserv:OJ.L_.2011.088.01.0005.01.ENG&toc=OJ:L:2011:088:TOC (accessed on 15 January 2022).
- Shahi, P.; Behravesh, A.H.; Daryabari, S.Y.; Lotfi, M. Experimental investigation on reprocessing of extruded wood flour/HDPE composites. Polym. Comp. 2012, 33, 753–763. [Google Scholar] [CrossRef]
- Beg, M.D.H.; Pickering, K.L. Reprocessing of wood fibre reinforced polypropylene composites. Part I: Effects on physical and mechanical properties. Compos. Appl. Sci. Manuf. 2008, 39, 1091–1100. [Google Scholar] [CrossRef]
- Sethi, S.; Ray, B.C. Environmental effects on fibre reinforced polymeric composites: Evolving reasons and remarks on interfacial strength and stability. Adv. Colloid Interface Sci. 2015, 217, 43–67. [Google Scholar] [CrossRef]
- Chen, Y.; Stark, N.; Tshabalala, M.; Gao, J.; Fan, Y. Weathering Characteristics of Wood Plastic Composites Reinforced with Extracted or Delignified Wood Flour. Materials 2016, 9, 610. [Google Scholar] [CrossRef]
- La Mantia, F.P.; Morreale, M. Accelerated weathering of polypropylene/wood flour composites. Polym. Degrad. Stab. 2008, 93, 1252–1258. [Google Scholar] [CrossRef]
- Stark, N.M. Effect of weathering cycle and manufacturing method on performance of wood flour and high-density polyethylene composites. J. Appl. Polym. Sci. 2006, 100, 3131–3140. [Google Scholar] [CrossRef] [Green Version]
- ISO 306 Plastics; Thermoplastic Materials. Determination of Vicat Softening Temperature (VST). International Organization for Standardization ISO: Geneva, Switzerland, 2014.
- EN 15534-1; Composites Made from Cellulose-Based Materials and Thermoplastics (Usually Called Wood-Polymer Composites (WPC) or Natural Fibre Composites (NFC)). Part 1: Test Methods for Characterisation of Compounds and Products. European Committee for Standardization (CEN): Brussels, Belgium, 2014.
- ISO 178 Plastics; Determination of Flexural Properties. International Organization for Standardization ISO: Geneva, Switzerland, 2019.
- ISO 179-1 Plastics; Determination of Charpy Impact Properties. Part 1: Non-Instrumented Impact Test. International Organization for Standardization ISO: Geneva, Switzerland, 2010.
- EN 1534 Wood Flooring and Parquet; Determination of Resistance to Indentation–Test Method. European Committee for Standardization (CEN): Brussels, Belgium, 2020.
- Moran, J.; Alvarez, V.; Petrucci, R.; Kenny, J.; Vazquez, A. Mechanical properties of polypropylene composites based on natural fibers subjected to multiple extrusion cycles. J. Appl. Polym. Sci. 2007, 103, 228–237. [Google Scholar] [CrossRef]
- Turku, I.; Keskisaari, A.; Kärki, T.; Puurtinen, A.; Marttila, P. Characterization of wood plastic composites manufactured from recycled plastic blends. Compos. Struct. 2017, 161, 469–476. [Google Scholar] [CrossRef]
- Krause, K.C.; Sauerbier, P.; Koddenberg, T.; Krause, A. Utilization of Recycled Material Sources for Wood-Polypropylene Composites: Effect on Internal Composite Structure, Particle Characteristics and Physico-Mechanical Properties. Fibers 2018, 6, 86. [Google Scholar] [CrossRef] [Green Version]
- Xu, X.; Guo, S. Plasticizing Effect of Low Molecular Weight PVC Prepared by Vibromilling Degradation on PVC. Polym.—Plast. Technol. Eng. 1995, 34, 679–688. [Google Scholar] [CrossRef]
- Choinska, E.; Muroya, T.; Swieszkowski, W.; Aoyagi, T. Influence of macromolecular structure of novel 2- and 4-armed polylactides on their physicochemical properties and in vitro degradation process. J. Polym. Res. 2016, 23, 132. [Google Scholar] [CrossRef] [Green Version]
- Mirowski, J.; Oliwa, R.; Oleksy, M.; Rój, E.; Tomaszewska, J.; Mizera, K.; Ryszkowska, J. Composites of Poly(vinyl chloride) with Residual Hops after Supercritical Extraction in CO2. Polymers 2021, 13, 2736. [Google Scholar] [CrossRef] [PubMed]
- Kumar, M.; Mishra, P.K.; Upadhyay, S.N. Thermal degradation of rice husk: Effect of pre-treatment on kinetic and thermodynamic parameters. Fuel 2020, 268, 117164. [Google Scholar] [CrossRef]
- Asim, M.; Jawaid, M.; Nasir, M.; Saba, N. Effect of Fiber Loadings and Treatment on Dynamic Mechanical, Thermal and Flammability Properties of Pineapple Leaf Fiber and Kenaf Phenolic Composites. J. Renew. Mater. 2018, 6, 383–393. [Google Scholar] [CrossRef]
- Dorez, G.; Taguet, A.; Ferry, L.; Lopez Cuesta, J.-M. Phosphorous Compounds as Flame Retardants for Polybutylene Succinate/Flax Biocomposite: Additive versus Reactive Route. Polym. Degrad. Stab. 2014, 102, 152–159. [Google Scholar] [CrossRef]
- Ning, Y.; Guo, S. Flame-Retardant and Smoke-Suppressant Properties of Zinc Borate and Aluminum Trihydrate-Filled Rigid PVC. J. Appl. Polym. Sci. 2000, 77, 3119–3127. [Google Scholar] [CrossRef]
- Friedrich, D. Natural fiber-reinforced plastics composites: Long-term physico-structural performance in façades. Acad. J. Civ. Eng. 2019, 37, 412–419. [Google Scholar] [CrossRef]
- Prasad, A.; Rao, K. Mechanical properties of natural fibre reinforced polyester composites: Jowar, sisal and bamboo. Mater. Des. 2011, 32, 4658–4663. [Google Scholar] [CrossRef]
- Stark, N.M.; Matuana, L.M. Surface chemistry and mechanical property changes of wood-flour/high-density-polyethylene composites after accelerated weathering. J. Appl. Polym. Sci. 2004, 94, 2263–2273. [Google Scholar] [CrossRef]
- Pilarski, J.M.; Matuana, L.M. Durability of wood flour-plastic composites exposed to accelerated freeze–thaw cycling. II. High density polyethylene matrix. J. Appl. Polym. Sci. 2006, 100, 35–39. [Google Scholar] [CrossRef]
- Li, X.; Tabil, L.G.; Panigrahi, S. Chemical treatments of natural fiber for use in natural fiber-reinforced composites: A review. J. Polym. Environ. 2007, 15, 25–33. [Google Scholar] [CrossRef]
- Mochane, M.J.; Mokhena, T.C.; Mokhothu, T.H.; Mtibe, A.; Sadiku, E.R.; Ray Suprakas, S.; Ibrahim, I.D.; Daramola, O.O. Recent progress on natural fiber hybrid composites for advanced applications: A review. Express Polym. Lett. 2019, 13, 159–198. [Google Scholar] [CrossRef]








Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sudoł, E.; Kozikowska, E.; Choińska, E. The Utility of Recycled Rice Husk-Reinforced PVC Composite Profiles for Façade Cladding. Materials 2022, 15, 3418. https://doi.org/10.3390/ma15103418
Sudoł E, Kozikowska E, Choińska E. The Utility of Recycled Rice Husk-Reinforced PVC Composite Profiles for Façade Cladding. Materials. 2022; 15(10):3418. https://doi.org/10.3390/ma15103418
Chicago/Turabian StyleSudoł, Ewa, Ewelina Kozikowska, and Emilia Choińska. 2022. "The Utility of Recycled Rice Husk-Reinforced PVC Composite Profiles for Façade Cladding" Materials 15, no. 10: 3418. https://doi.org/10.3390/ma15103418
APA StyleSudoł, E., Kozikowska, E., & Choińska, E. (2022). The Utility of Recycled Rice Husk-Reinforced PVC Composite Profiles for Façade Cladding. Materials, 15(10), 3418. https://doi.org/10.3390/ma15103418