Selective laser melting (SLM) is a technology that adopts metal powder to be formed by complete melting, cooling and solidification under the thermal action of a laser beam. Based on the principle of discrete stacking, and based on the digital model file, this technology realizes near-net forming by accumulating the material layer by layer. It has the advantages of simple formation, strong flexibility, high machining accuracy and a short processing cycle, and has a great developmental prospect. At the same time, SLM technology has many disadvantages, such as a high processing cost, easy internal porosity, unstable performance, etc. However, it has unique technological advantages in certain fields, such as turbine blades in aerospace, aero-engine parts, custom cooling molds, nuclear power plant equipment, lightweight design of auto parts and personalized customization in the medical field. With the rapid development of SLM technology in recent years, it has been widely used [
1,
2,
3,
4].
316L stainless steel has good toughness, corrosion resistance and low cost [
5]. It is very stable in water, air and a variety of hydrochloric acid solutions, and is widely used in aerospace, nuclear power, biomedicine, shipbuilding, automotive, electronic communications, instrumentation and other fields. At present, answering the question of how to improve the mechanical properties of 316L stainless steel material has become the goal of many scholars. Many studies have shown that specimens formed by SLM usually have higher yield strength and hardness than forgings and castings [
6,
7]. Itziar Tolosa et al. [
6] studied the mechanical properties of 316L stainless steel manufactured by selective laser melting (SLM) technology. Through experimental study, it was found that compared with the forged samples, the yield strength of SLM samples was significantly improved, while maintaining high ductility and notch impact resistance. K.Wei et al. [
7] found that the hardness of the parts formed by laser additive manufacturing technology was higher than that of the casting parts of the same material, which was mainly caused by grain refinement, solid solution strengthening and content increase in the hard phase of the material. However, due to the characteristics of the SLM forming process itself, it is easy to produce microcracks, pores and other microdefects inside the forming parts. H. Meier et al. [
8] conducted relevant research on SLM forming 316L stainless steel, showing that too little laser power, or too large laser scanning spacing, laser scanning speed and layer thickness will lead to more holes forming inside the forming parts, and these micro-defects will have adverse effects on the performance of the parts. Sun et al. [
9] studied the wear resistance and corrosion resistance of 316L stainless steel parts manufactured by SLM. The results show that porosity is the main factor affecting the wear resistance and intergranular corrosion resistance. Metal parts manufactured by SLM not only have microdefects, such as voids and microcracks, but also usually have large surface roughness. Alrbaey et al. [
10] found that the
Ra value of a 316L part formed by SLM was 12.4 ± 3 μm. The surface roughness will affect the fatigue performance and corrosion resistance of the parts. Chola Elangeswaran et al. [
11] studied the influence of machining on the fatigue behavior of a 316L part manufactured by SLM. It is found that the roughness of the formed parts can be greatly reduced by machining, and the fatigue performance can be improved by reducing the roughness. The process parameters in the SLM forming process have a great influence on the microdefects and surface roughness of the parts. The performance of the formed parts can be improved by optimizing the process parameters. Yang et al. [
12] systematically changed the laser power, scanning speed, layer thickness and inclination angle, and used a surface roughness tester to measure the arithmetic average roughness
Ra value of the surface, and studied the mechanism of roughness formation of the upper and lower inclined surfaces. Andreas Gebhardt et al. [
13] studied the influence of the direction of parts forming in a cabin and the main process parameters on the surface quality of the formed parts. Giovanni Strano et al. [
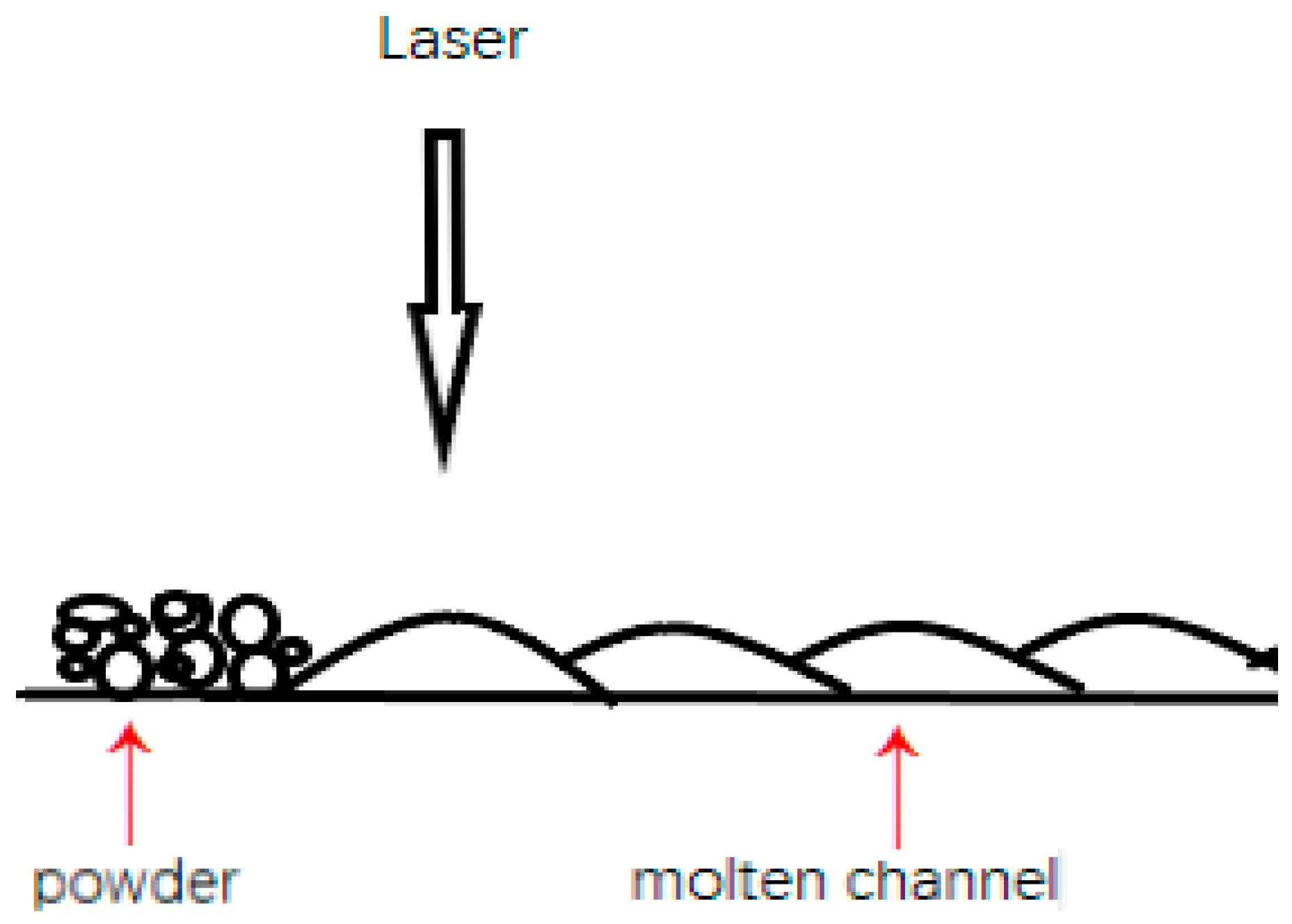
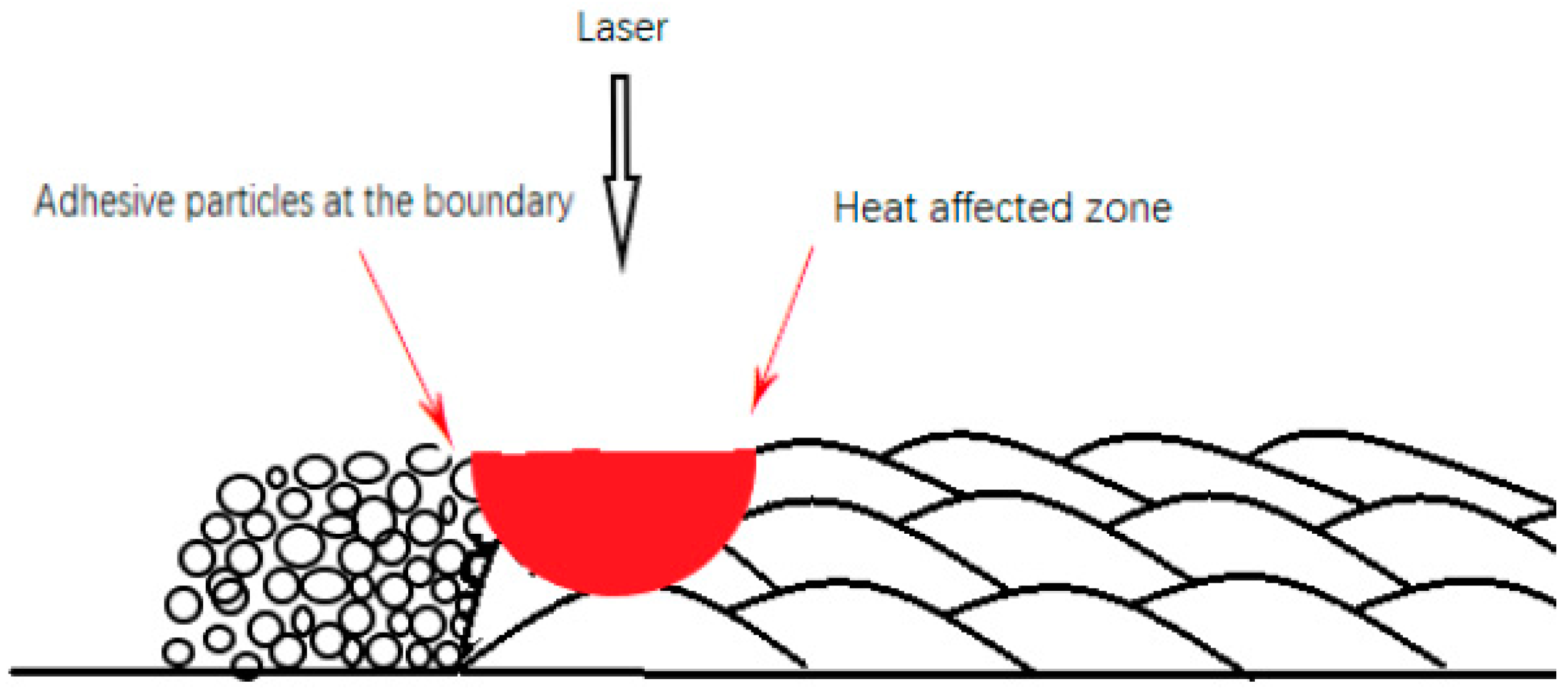
14] studied the surface roughness and morphology of 316L stainless steel parts formed by SLM. A surface profilometer and a scanning electron microscope were used to analyze the surfaces of the parts with different tilt angles formed by laser selective melting, and the ladder effect and top surface viscous powder effect were considered. A new mathematical model is proposed to predict the surface roughness of parts at different tilt angles. Liverani et al. [
15] studied the effects of laser power, scanning speed, scanning spacing and processing direction on the microstructure and mechanical properties of 316L stainless steel samples formed by SLM, and established the optimal process parameter combination for these parameters. Li et al. [
16] studied the effect of process parameters on porosity, and the results showed that the porosity increased significantly with the increase in scanning speed. Gu and Shen [
17] increased the sample density by increasing the laser power, reducing the scanning speed or reducing the thickness of the powder layer. E Liverani et al. [
15] found that the process parameters of SLM had a great influence on the mechanical properties and microstructure of the 316L sample. Kruth et al. [
18] studied the influence of process parameters on the microstructure and mechanical properties of 316L stainless steel parts. Tolosa et al. [
6] studied the influence of different forming angles on the mechanical properties of 316L stainless steel parts formed by selective laser melting, and obtained parts with mechanical properties close to those of forgings. These studies show that changing the process parameters in the SLM manufacturing process can directly affect the microstructure, surface roughness and mechanical properties of the parts. In this study, the influence of build angle on the surface roughness of the 316L samples manufactured by SLM, as well as the influence of surface roughness and polishing treatment on the corrosion resistance of the samples, were studied.














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}