
An Investigation on the Total Thickness Variation Control and Optimization in the Wafer Backside Grinding Process

Abstract
:1. Introduction
2. The Mechanism of Angle Adjustment in the Wafer Backside Grinding Process
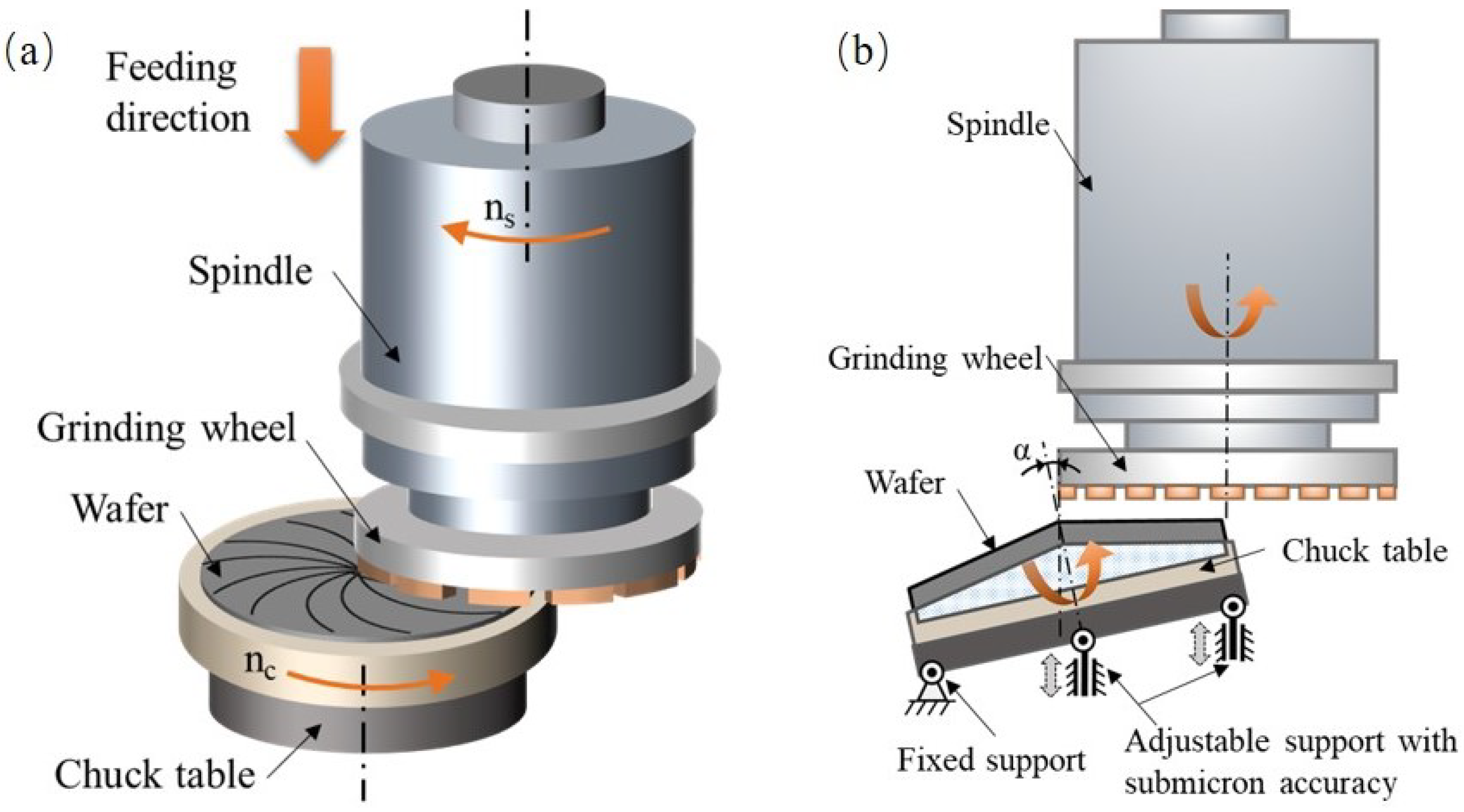
2.1. The Principle of Wafer Back Grinding Process
2.2. The Effect of Grinding Tool Configuration on Angle Adjustment Method
3. The Wafer Shape Simulation Model and TTV Feature Analysis
3.1. The Mathematical Model for Ground Wafer Surface Shape
3.2. Effect of Angles Adjustment on TTV Features
3.3. Superposition Characteristics of TTV Feature Component
3.4. TTV Control Strategy of Wafer Back Grinding
- If is greater than the desired value, the first step is to adjust and make decrease, regardless of whether needs to be optimized or not. The second step is to adjust to compensate for caused by both the adjustment and the original error of .
- If only needs to be reduced, just adjust to compensate for to a desired value. Meanwhile, must remain constant.
3.5. The Analysis of Actual Thinning Process and Related Technology Requirements
4. Experimental Verification
4.1. Experimental Setup
4.2. Chuck Table Dressing
4.3. Wafer Back Grinding and TTV Optimization Control
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- De Munck, K.; Vaes, J.; Bogaerts, L.; De Moor, P.; Van Hoof, C. Grinding and Mixed Silicon Copper CMP of Stacked Patterned Wafers for 3D Integration. MRS Online Proc. Libr. 2006, 970, Y06-03. [Google Scholar] [CrossRef]
- Tan, C.S.; Reif, R. Silicon multilayer stacking based on copper wafer bonding. Electrochem. Solid-State Lett. 2005, 8, G147. [Google Scholar] [CrossRef]
- Kim, Y.S.; Maeda, N.; Kitada, H.; Fujimoto, K.; Kodama, S.; Kawai, A.; Arai, K.; Suzuki, K.; Nakamura, T.; Ohba, T. Advanced wafer thinning technology and feasibility test for 3D integration. Microelec-Tron. Eng. 2013, 107, 65–71. [Google Scholar] [CrossRef]
- Lee, C.C. Effect of wafer level underfill on the microbump reliability of ultrathin-chip stacking type 3D-IC assembly during thermal cycling tests. Materials 2017, 10, 1220. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Tao, H.; Liu, Y.; Zhao, D.; Lu, X. The material removal and surface generation mechanism in ultra-precision grinding of silicon wafers. Int. J. Mech. Sci. 2022, 222, 107240. [Google Scholar] [CrossRef]
- Tao, H.; Liu, Y.; Zhao, D.; Lu, X. Undeformed chip width non-uniformity modeling and surface roughness prediction in wafer self-rotational grinding process. Tribol. Int. 2022, 171, 107547. [Google Scholar] [CrossRef]
- Liu, Q.; Chen, M.J.; Liao, Z.R.; Xu, D.D.; Cheng, J. On the improvement of the ductile removal ability of brittle KDP crystal via temperature effect. Ceram. Int. 2021, 47, 33127–33139. [Google Scholar] [CrossRef]
- Maeda, N.; Kim, Y.S.; Hikosaka, Y.; Eshita, T.; Kitada, H.; Fujimoto, K.; Ohba, T. Development of sub 10-µm ultra-thinning technology using device wafers for 3D manufacturing of terabit memory. In Proceedings of the 2010 Symposium on VLSI Technology, Honolulu, HI, USA, 15–17 June 2010; pp. 105–106. [Google Scholar]
- Miyazaki, C.; Shimamoto, H.; Uematsu, T.; Abe, Y.; Kitaichi, K.; Morifuji, T.; Yasunaga, S. Development of high accuracy wafer thinning and pickup technology for thin wafer. In Proceedings of the 2011 IEEE International 3D Systems Integration Conference (3DIC), Osaka, Japan, 31 January–2 February 2012; pp. 1–5. [Google Scholar]
- Tönshoff, H.K.; Schmieden, W.V.; Inasaki, I.; König, W.; Spur, G. Abrasive machining of silicon. CIRP Ann-Manuf. Technol. 1990, 39, 621–635. [Google Scholar] [CrossRef]
- Sun, W.; Pei, Z.J.; Fisher, G.R. Fine grinding of silicon wafers: Machine configurations for spindle angle adjustments. Int. J. Mach. Tools Manuf. 2005, 45, 51–61. [Google Scholar] [CrossRef]
- Sun, W.; Pei, Z.J.; Fisher, G.R. Fine grinding of silicon wafers: A mathematical model for the wafer shape. Int. J. Mach. Tools Manuf. 2004, 44, 707–716. [Google Scholar] [CrossRef]
- Tso, P.L.; Teng, C.C. A study of the total thickness variation in the grinding of ultra-precision substrates. J. Mater. Process. Technol. 2001, 116, 182–188. [Google Scholar] [CrossRef]
- Sun, W.; Pei, Z.J.; Fisher, G.R. Fine grinding of silicon wafers: Effects of chuck shape on grinding marks. Int. J. Mach. Tools Manuf. 2005, 45, 673–686. [Google Scholar] [CrossRef]
- Pei, Z.J.; Strasbaugh, A. Fine grinding of silicon wafers. Int. J. Mach. Tools Manuf. 2001, 41, 659–672. [Google Scholar] [CrossRef]
- Sun, W.; Pei, Z.J.; Fisher, G.R. A grinding-based manufacturing method for silicon wafers: Generation mechanisms of central bumps on ground wafers. Mach. Sci. Technol. 2006, 10, 219–233. [Google Scholar] [CrossRef]
- Guo, X.; Yao, W.; Zhu, X.; Li, Y.; Kang, R. Research on the shape of ground wafer in Back Grinding of Wafer with Outer Rim. Mater. Sci. Semicond. Process 2022, 139, 106344. [Google Scholar] [CrossRef]
- Zhu, X.; Yao, W.; Guo, X.; Kang, R.; Ahmad, M.J. The effect of the chuck shape on the wafer topography in back grinding of wafer with outer rim. Adv. Mech. Eng. 2021, 13, 16878140211050488. [Google Scholar] [CrossRef]
- Tang, K.; Kang, R.; Guo, D.; Song, L. Modeling and investigation on wafer shape in wafer rotational grind-ing method. Int. J. Adv. Manuf. Technol. 2013, 64, 707–714. [Google Scholar] [CrossRef]
- Inui, M.; Ebina, Y.; Maezaki, T. Geometric Simulation of Infeed Grinding Process of Silicon Wafer Using GPU. In Proceedings of the 2018 IEEE 14th International Conference on Automation Science and Engineering (CASE), Munich, Germany, 20–24 August 2018; pp. 1519–1524. [Google Scholar]
- Zhu, X.L.; Kang, R.K.; Feng, G.; Lv, H.M. Research on topography control of two-spindle and three-workstation wafer grinder. Proc. Inst. Mech. Eng. Part C–J. Eng. Mech. Eng. Sci. 2011, 225, 2232–2241. [Google Scholar] [CrossRef]
- Zhou, L.B.; Eda, H.; Shimizu, J. State-of-the-art technologies and kinematical analysis for one-stop finish-ing of ϕ300 mm Si wafer. J. Mater. Process. Technol. 2002, 129, 34–40. [Google Scholar] [CrossRef]
- Zhou, L.; Shimizu, J.; Shinohara, K.; Eda, H. Three-dimensional kinematical analyses for surface grinding of large scale substrate. Precis. Eng.-J. Int. Soc. Precis. Eng. Nanotechnol. 2003, 27, 175–184. [Google Scholar] [CrossRef]
- Ebina, Y.; Yoshimatsu, T.; Zhou, L.; Shimizu, J.; Onuki, T.; Ojima, H. Process study on large-size silicon wafer grinding by using a small-diameter wheel. J. Adv. Mech. Des. Syst. Manuf. 2015, 9, JAMDSM0073. [Google Scholar] [CrossRef] [Green Version]
- Fang, X.; Kang, Q.; Ding, J.; Sun, L.; Maeda, R.; Jiang, Z. Stress distribution in silicon subjected to atomic scale grinding with a curved tool path. Materials 2020, 13, 1710. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Liu, Q.; Liao, Z.R.; Axinte, D. Temperature effect on the material removal mechanism of soft-brittle crystals at nano/micron scale. Int. J. Mach. Tools Manuf. 2020, 159, 103620. [Google Scholar] [CrossRef]
- Liu, Q.; Cheng, J.; Yang, H.; Chen, M.J.; Wang, J.H. Effect of tool inclination on surface quality of KDP crystal processed by micro ball-end milling. Int. J. Adv. Manuf. Technol. 2020, 99, 2777–2788. [Google Scholar] [CrossRef]
- Jiang, B.; Zhao, D.; Liu, Y.; Lu, X. Surface figure control in fine rotation grinding process of thick silicon mirror. Int. J. Adv. Manuf. Technol. 2018, 98, 771–779. [Google Scholar] [CrossRef]
- Pei, Z.J.; Strasbaugh, A. Fine grinding of silicon wafers: Designed experiments. Int. J. Mach. Tools Manuf. 2002, 42, 395–404. [Google Scholar] [CrossRef]
- Chen, C.C.; Hsu, L.S. A process model of wafer thinning by diamond grinding. J. Mater. Process. Technol. 2008, 201, 606–611. [Google Scholar] [CrossRef]
- Wang, Z.; Yan, Y.; Zhou, P.; Si, L.; Kang, R.; Guo, D. A high-efficient precision grinding for fabricating moderately thick plane mirror (MTPM). Int. J. Adv. Manuf. Technol. 2018, 96, 2559–2566. [Google Scholar] [CrossRef]
- Sun, J.; Qin, F.; Chen, P.; An, T. A predictive model of grinding force in silicon wafer self-rotating grind-ing. Int. J. Mach. Tools Manuf. 2016, 109, 74–86. [Google Scholar] [CrossRef]
- Eda, H.; Zhou, L.; Nakano, H.; Kondo, R.; Shimizu, J.; Nagao, T. Development of single step grinding sys-tem for large scale ϕ300 Si wafer: A Total integrated fixed-abrasive solution. CIRP Ann.-Manuf. Technol. 2001, 50, 225–228. [Google Scholar] [CrossRef]
- Uhrmann, T.; Matthias, T.; Wimplinger, M. Recent progress in thin wafer processing. In Proceedings of the 2013 IEEE International 3D Systems Integration Conference (3DIC), San Francisco, CA, USA, 2–4 October 2013; pp. 1–8. [Google Scholar]
- Hwatsing Technology Co., Ltd. 2021. Available online: http://www.hwatsing.com/xinwenzhongxin/224-2021-09-29-03-31-56 (accessed on 25 May 2022).
- Gao, H.; Tian, Y.B.; Jia, Z.Y. Investigation on the dressing shape of vacuum chuck in wafer rotation grind-ing. Key Eng. Mater. 2005, 291, 171–176. [Google Scholar] [CrossRef]
- Kim, E.K. Assessment of ultra-thin Si wafer thickness in 3D wafer stacking. Microelectron. Reliab. 2010, 50, 195–198. [Google Scholar] [CrossRef]
- Onuki, T.; Ono, R.; Suzuki, A. A thin silicon wafer thickness measurement system by optical reflectmetry scheme using Fourier transform near-infrared spectrometer. Adv. Mater. Res. 2013, 797, 549–554. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process Parameters | Chuck Table Dressing | Wafer Thinning Grinding |
|---|---|---|
| Grinding wheel | #600 (Grain size 18–21 m) | (1) Rough grinding: #325 (Grain size 40–45 m, resin bonder) |
| (2) Fine grinding: #2000 (Grain size 4–5 m, resin bonder) | ||
| Wheel rotation speed | 1700 rpm | 3000 rpm |
| Chuck table rotation speed | 40 rpm | 280 rpm |
| Final feeding speed | 0.2 m/s | 0.3 m/s |
| Coolant | Deionized water, 20 ± 0.5 °C | Deionized water, 20 ± 0.5 °C |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, Y.; Tao, H.; Zhao, D.; Lu, X. An Investigation on the Total Thickness Variation Control and Optimization in the Wafer Backside Grinding Process. Materials 2022, 15, 4230. https://doi.org/10.3390/ma15124230
Liu Y, Tao H, Zhao D, Lu X. An Investigation on the Total Thickness Variation Control and Optimization in the Wafer Backside Grinding Process. Materials. 2022; 15(12):4230. https://doi.org/10.3390/ma15124230
Chicago/Turabian StyleLiu, Yuanhang, Hongfei Tao, Dewen Zhao, and Xinchun Lu. 2022. "An Investigation on the Total Thickness Variation Control and Optimization in the Wafer Backside Grinding Process" Materials 15, no. 12: 4230. https://doi.org/10.3390/ma15124230
APA StyleLiu, Y., Tao, H., Zhao, D., & Lu, X. (2022). An Investigation on the Total Thickness Variation Control and Optimization in the Wafer Backside Grinding Process. Materials, 15(12), 4230. https://doi.org/10.3390/ma15124230