
Development and Validation of Empirical Models to Predict Metal Additively Manufactured Part Density and Surface Roughness from Powder Characteristics


Abstract
:1. Introduction
2. Materials and Methods
2.1. 316L Stainless Steel Powder
2.2. Powder Characterisation
2.3. Part Characterisations
2.4. Standard Error of the Mean
2.5. Multiple Linear Regression
- There is a linear relationship between the dependent and independent variables.
- The independent variables must not be too highly correlated with one another.
- The observations are selected independently and randomly from the entire population.
- The residuals created from the model are normally distributed with a mean of zero and lie within one standard deviation of the mean.
2.5.1. Model Selection
2.5.2. Model Testing
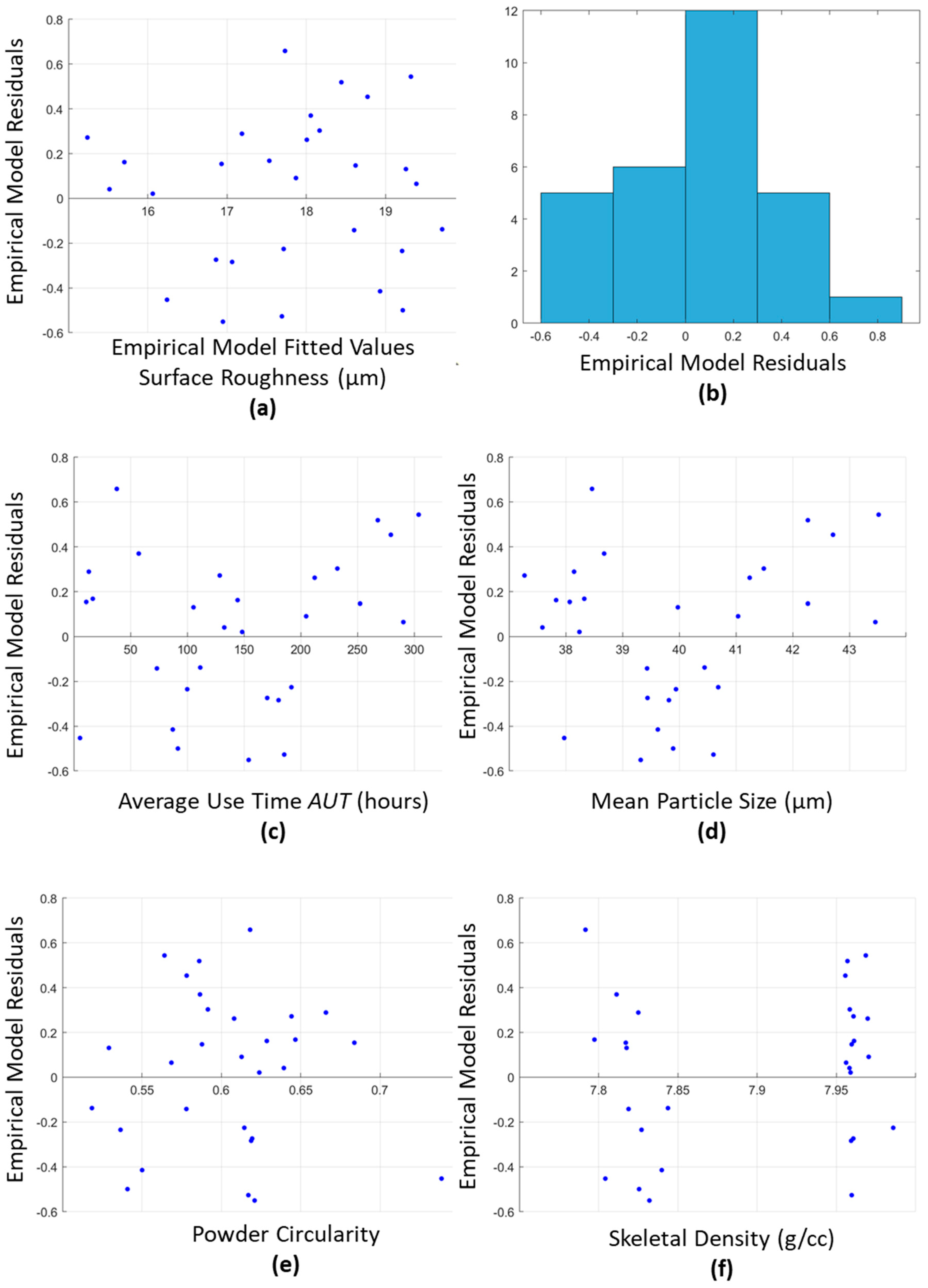
- A plot of the residuals against the predicted values is normally distributed.
- The residuals are normally distributed.
- A plot of the residuals and the input variables (powder characteristics in this study) displays no significant trends.
- A plot of the residuals and the possible input characteristics omitted from the model displays no significant trend.
3. Results and Discussion
3.1. MLR Selection
- The AUT must be greater than 0 h.
- The powder circularity must be calculated as described in Table 1 and have a value of less than 1, indicating particles that are not perfectly circular in morphology.
- The mean particle size must be greater than 35 μm, as to ensure the laser parameters, shown in Table 2, are optimal for the powder used.
3.2. Part Density Model
3.3. Surface Roughness Model
4. Conclusions
- Scatter plots of the observed manufactured part properties against the powder characteristics of AUT, Mean Particle Size, Circularity and Skeletal Density were used to determine the most influential characteristics. The Pearson coefficient confirm that the powder Mean Particle Size and AUT produced the strongest relationship with the observed part density. The observed surface roughness had the strongest linear relationship with the AUT, mean particle size and circularity of the powder.
- The developed part density model met all the requirements for an MLR model and resulted in a model capable of predicting 98.79% of the changes observed in the part density.
- The part density model can predict the part density of the manufactured samples to within 0.02% of the observed values for the 316L powder that has been through the powder recycling process.
- The developed surface roughness model met all the requirements for an MLR model, resulting in a model that can predict 93.64% of the changes observed in the surface roughness.
- The surface roughness model can predict the manufactured part surface roughness to within 0.5 µm Ra of the observed values for the recycled 316L powder.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Sutton, A.T.; Kriewall, C.S.; Leu, M.C.; Newkirk, J.W. Powder characterisation techniques and effects of powder characteristics on part properties in powder-bed fusion processes. Virtual Phys. Prototyp. 2016, 12, 3–29. [Google Scholar] [CrossRef]
- Bedmar, J.; Riquelme, A.; Rodrigo, P.; Torres, B.; Rams, J. Comparison of different additive manufacturing methods for 316l stainless steel. Materials 2021, 14, 6504. [Google Scholar] [CrossRef]
- Quinn, P.; O’Halloran, S.; Lawlor, J.; Raghavendra, R. The effect of metal EOS 316L stainless steel additive manufacturing powder recycling on part characteristics and powder reusability. Adv. Mater. Process. Technol. 2019, 5, 348–359. [Google Scholar] [CrossRef]
- Seyda, V.; Kaufmann, N.; Emmelmann, C. Investigation of Aging Processes of Ti-6Al-4 v Powder Material in Laser Melting. Phys. Procedia 2012, 39, 425–431. [Google Scholar] [CrossRef] [Green Version]
- Saboori, A.; Aversa, A.; Bosio, F.; Bassini, E.; Librera, E.; De Chirico, M.; Biamino, S.; Ugues, D.; Fino, P.; Lombardi, M. An investigation on the effect of powder recycling on the microstructure and mechanical properties of AISI 316L produced by Directed Energy Deposition. Mater. Sci. Eng. A 2019, 766, 138360. [Google Scholar] [CrossRef]
- Harkin, R.; Wu, H.; Nikam, S.; Yin, S.; Lupoi, R.; McKay, W.; Walls, P.; Quinn, J.; McFadden, S. Powder Reuse in Laser-Based Powder Bed Fusion of Ti6Al4V—Changes in Mechanical Properties during a Powder Top-Up Regime. Materials 2022, 15, 2238. [Google Scholar] [CrossRef]
- Harkin, R.; Wu, H.; Nikam, S.; Quinn, J.; McFadden, S. Reuse of Grade 23 Ti6Al4V Powder during the Laser-Based Powder Bed Fusion Process. Metals 2020, 10, 1700. [Google Scholar] [CrossRef]
- Cordova, L.; Campos, M.; Tinga, T. Revealing the Effects of Powder Reuse for Selective Laser Melting by Powder Characterization. JOM 2019, 71, 1062–1072. [Google Scholar] [CrossRef] [Green Version]
- Oliveira, J.P.; LaLonde, A.D.; Ma, J. Processing parameters in laser powder bed fusion metal additive manufacturing. Mater. Des. 2020, 193, 1–12. [Google Scholar] [CrossRef]
- Sartin, B.; Pond, T.; Griffith, B.; Everhart, W.; Elder, L.; Wenski, E.; Cook, C.; Wieliczka, D.; King, W.; Rubenchik, A.; et al. 316L powder reuse for metal additive manufacturing. In Proceedings of the 28th Annual International Solid Freeform Fabrication Symposium, Austin, TX, USA, 7–9 August 2017; pp. 351–364. Available online: https://repositories.lib.utexas.edu/handle/2152/89828 (accessed on 31 January 2022).
- Quintana, O.A.; Alvarez, J.; Mcmillan, R.; Tong, W.; Tomonto, C. Effects of Reusing Ti-6Al-4V Powder in a Selective Laser Melting Additive System Operated in an Industrial Setting. JOM 2018, 70, 1863–1869. [Google Scholar] [CrossRef]
- Carrion, P.E.; Soltani-Tehrani, A.; Phan, N.; Shamsaei, N. Powder Recycling Effects on the Tensile and Fatigue Behavior of Additively Manufactured Ti-6Al-4V Parts. JOM 2018, 71, 963–973. [Google Scholar] [CrossRef] [Green Version]
- Grainger, L. Investigating the Effects of Multiple Re-Use of Ti6Al4V Powder in Additive Manufacturing; Renishaw Plc: Stanfordshire, UK, 2016; Available online: https://manufacturing.report/Resources/Whitepapers/ecec08e3-ba9a-4b87-af20-d97048fd9ab1_Investigating-effects-multiple-powder-reuse-AM.pdf (accessed on 27 January 2022).
- O’Leary, R.; Setchi, R.; Prickett, P.; Hankins, G.; Jones, N.; Leary, R.O.; Setchi, R.; Prickett, P.; Hankins, G.; Jones, N. An investigation into the recycling of Ti-6Al-4V powder used within SLM to improve sustainability. In Proceedings of the SDM’2015: 2nd International Conference on Sustainable Design and Manufacturing, Seville, Spain, 12–14 April 2015; pp. 14–17. [Google Scholar] [CrossRef]
- Tang, H.P.; Qian, M.; Liu, N.; Zhang, X.Z.; Yang, G.Y.; Wang, J. Effect of Powder Reuse Times on Additive Manufacturing of Ti-6Al-4V by Selective Electron Beam Melting. JOM 2015, 67, 555–563. [Google Scholar] [CrossRef]
- Spierings, A.B.; Voegtlin, M.; Bauer, T.; Wegener, K. Powder flowability characterisation methodology for powder-bed-based metal additive manufacturing. Prog. Addit. Manuf. 2015, 1, 9–20. [Google Scholar] [CrossRef] [Green Version]
- Ahmed, F.; Ali, U.; Sarker, D.; Marzbanrad, E.; Choi, K.; Mahmoodkhani, Y.; Toyserkani, E. Study of powder recycling and its effect on printed parts during laser powder-bed fusion of 17-4 PH stainless steel. J. Mater. Process. Technol. 2020, 278, 116522. [Google Scholar] [CrossRef]
- Dastranjy Nezhadfar, P.; Soltani-Tehrani, A.; Sterling, A.; Tsolas, N.; Shamsaei, N. The Effects of Powder Recycling on the Mechanical Properties of Additively Manufactured Stainless Steel 17-4PH. In Proceedings of the 29th Annual International Solid Freeform Fabrication Symposium, Austin, TX, USA, 13–15 August 2018; The University of Texas: Austin, TX, USA, 2018. [Google Scholar]
- Popov, V.V.; Katz-demyanetz, A.; Garkun, A.; Bamberger, M. The effect of powder recycling on the mechanical properties and microstructure of electron beam mPowder recycling effect in Electron Beam Melting of Ti-6Al-4V specimens. Addit. Manuf. 2018, 22, 834–843. [Google Scholar] [CrossRef]
- Sun, Z.; Tan, X.; Tor, S.B.; Yeong, W.Y. Selective laser melting of stainless steel 316L with low porosity and high build rates. Mater. Des. 2016, 104, 197–204. [Google Scholar] [CrossRef]
- EOS GmbH. Material Data Sheet EOS StainlessSteel 316L; EOS GmBh: Munich, Germany, 2014. [Google Scholar]
- Denti, L.; Sola, A.; Defanti, S.; Sciancalepore, C.; Bondioli, F. Effect of Powder Recycling in Laser-based Powder Bed Fusion of Ti-6Al-4V. Manuf. Technol. 2019, 19, 190–196. [Google Scholar] [CrossRef]
- Cooke, A.; Slotwinski, J. Properties of metal powders for additive manufacturing: A review of the state of the art of metal powder property testing. Addit. Manuf. Mater. Stand. Test. Appl. 2012, IR7873, 21–48. [Google Scholar] [CrossRef]
- Abràmoff, M.D.; Magalhães, P.J.; Ram, S.J. Image processing with imageJ. Biophotonics Int. 2004, 11, 36–41. [Google Scholar] [CrossRef]
- Cox, E.P. SEPM Society for Sedimentary Geology. J. Sedim. Res. 1927, 1, 179–183. [Google Scholar]
- Thornton, A.; Saad, J.; Clayton, J. Measuring the critical attributes of AM powders. Met. Powder Rep. 2019, 74, 314–319. [Google Scholar] [CrossRef]
- Chua, C.K.; Wong, C.H.; Yeong, W.Y. Standards, Quality Control, and Measurement Sciences in 3D Printing and Additive Manufacturing; Academic Press: Cambridge, MA, USA; Elsevier: Amsterdam, The Netherlands, 2017; ISBN 978-3-486-70449-5. [Google Scholar]
- Helmi, F. Focus Variation Instruments. In Optical Measurement of Surface Topography; Springer: Berlin/Heidelberg, Germany, 2011; pp. 131–166. [Google Scholar]
- Townsend, A.; Senin, N.; Blunt, L.; Leach, R.K.; Taylor, J.S. Surface texture metrology for metal additive manufacturing: A review. Precis. Eng. 2016, 46, 34–47. [Google Scholar] [CrossRef] [Green Version]
- Spierings, A.B.; Schneider, M.; Eggenberger, R. Comparison of density measurement techniques for additive manufactured metallic parts. Rapid Prototyp. J. 2011, 17, 380–386. [Google Scholar] [CrossRef]
- Montgomery, D.C. Design and Analysis of Experiments, 4th ed.; John Wiley & Sons: New York, NY, USA, 1997; ISBN 0-471-15746-5. [Google Scholar]
- Uyanık, G.K.; Güler, N. A Study on Multiple Linear Regression Analysis. Procedia Soc. Behav. Sci. 2013, 106, 234–240. [Google Scholar] [CrossRef] [Green Version]
- Reilly, J. Using Statisics, 1st ed.; Gill & Macmillian: Dublin, Ireland, 2006. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Mass (%wt) |
|---|---|
| Iron, Fe | Balance |
| Chromium, Cr | 17.00–19.00 |
| Nickel, Ni | 13.00–15.00 |
| Molybdenum, Mo | 2.25–3.00 |
| Carbon, C | 0.03 |
| Manganese, Mn | 2.00 |
| Copper, Cu | 0.5 |
| Phosphourus, Ph | 0.025 |
| Sulpher, S | 0.01 |
| Silicone, Si | 0.75 |
| Nitrogen, N | 0.1 |
| Parameter | Value |
|---|---|
| Laser Powder | 195 W |
| Scan Speed | 1000–1200 mm/s |
| Layer Thickness | 20 µm |
| Hatch Spacing | 90 µm |
| Build Platform Temperature | 80 °C |
| O2 Concentration | 0.1% |
| Source | R-Squared | p-Value |
|---|---|---|
| Part Density Model | 98.79% | - |
| AUT | 0.00 | |
| MPS | 0.00 |
| Source | R-Squared | p-Value |
|---|---|---|
| Part Density Model | 93.64% | - |
| AUT | 0.00 | |
| MPS | 0.00 | |
| Circularity | 0.00 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Quinn, P.; Uí Mhurchadha, S.M.; Lawlor, J.; Raghavendra, R. Development and Validation of Empirical Models to Predict Metal Additively Manufactured Part Density and Surface Roughness from Powder Characteristics. Materials 2022, 15, 4707. https://doi.org/10.3390/ma15134707
Quinn P, Uí Mhurchadha SM, Lawlor J, Raghavendra R. Development and Validation of Empirical Models to Predict Metal Additively Manufactured Part Density and Surface Roughness from Powder Characteristics. Materials. 2022; 15(13):4707. https://doi.org/10.3390/ma15134707
Chicago/Turabian StyleQuinn, Paul, Sinéad M. Uí Mhurchadha, Jim Lawlor, and Ramesh Raghavendra. 2022. "Development and Validation of Empirical Models to Predict Metal Additively Manufactured Part Density and Surface Roughness from Powder Characteristics" Materials 15, no. 13: 4707. https://doi.org/10.3390/ma15134707
APA StyleQuinn, P., Uí Mhurchadha, S. M., Lawlor, J., & Raghavendra, R. (2022). Development and Validation of Empirical Models to Predict Metal Additively Manufactured Part Density and Surface Roughness from Powder Characteristics. Materials, 15(13), 4707. https://doi.org/10.3390/ma15134707