
Hot Formability Study of Cr5 Alloy Steel by Integration of FEM and 3D Processing Maps

Abstract
:1. Introduction
2. Experimental Materials and Methods
3. Experiment Results Analysis of Cr5 Alloy Steel
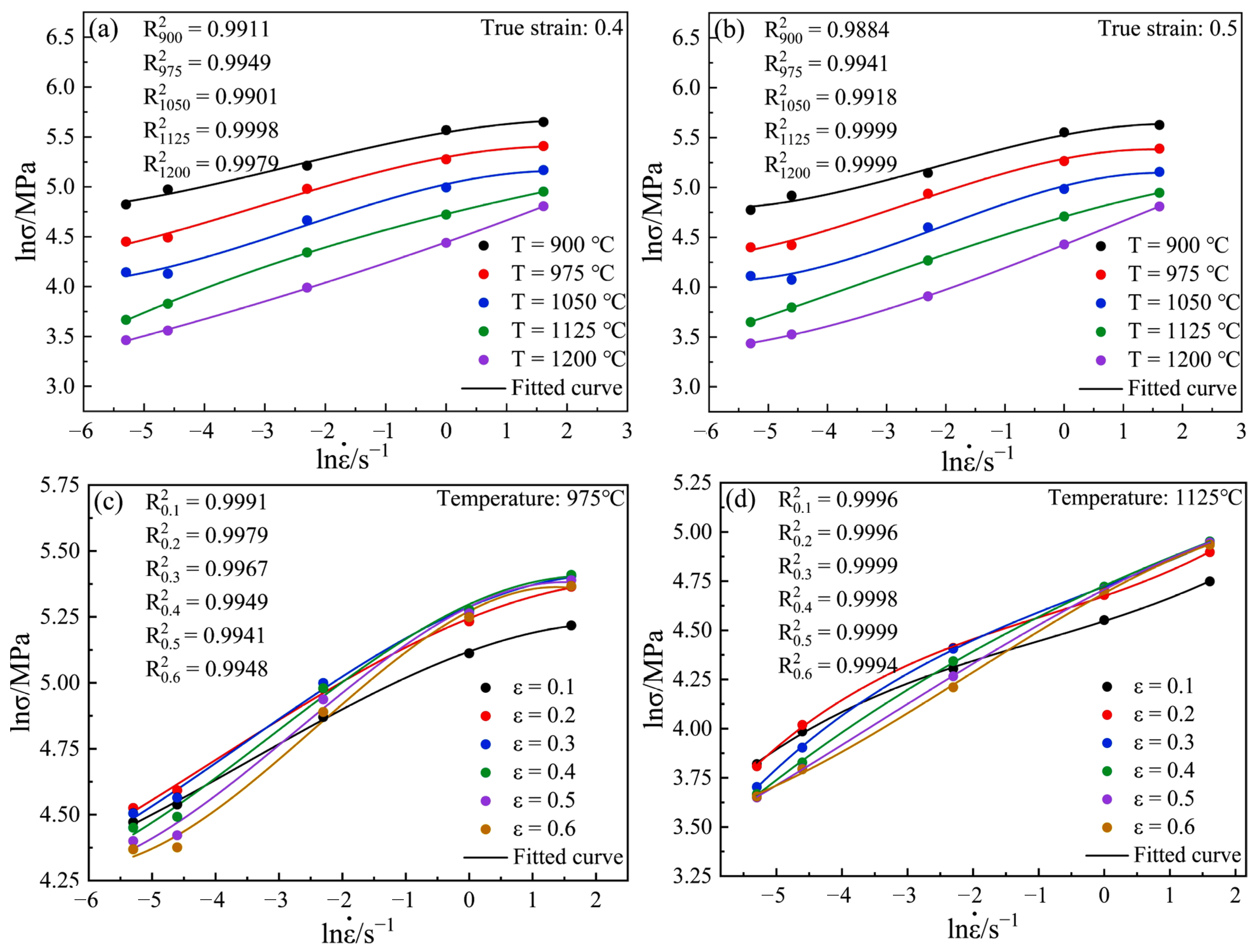
3.1. Influence of Process Parameters on Flow Stress
3.2. Hot Processing Map of Cr5 Alloy Steel
3.2.1. Establishment of Power Dissipation Map
3.2.2. Establishment of Instability Map
3.2.3. Establishment of 3D Hot Processing Map
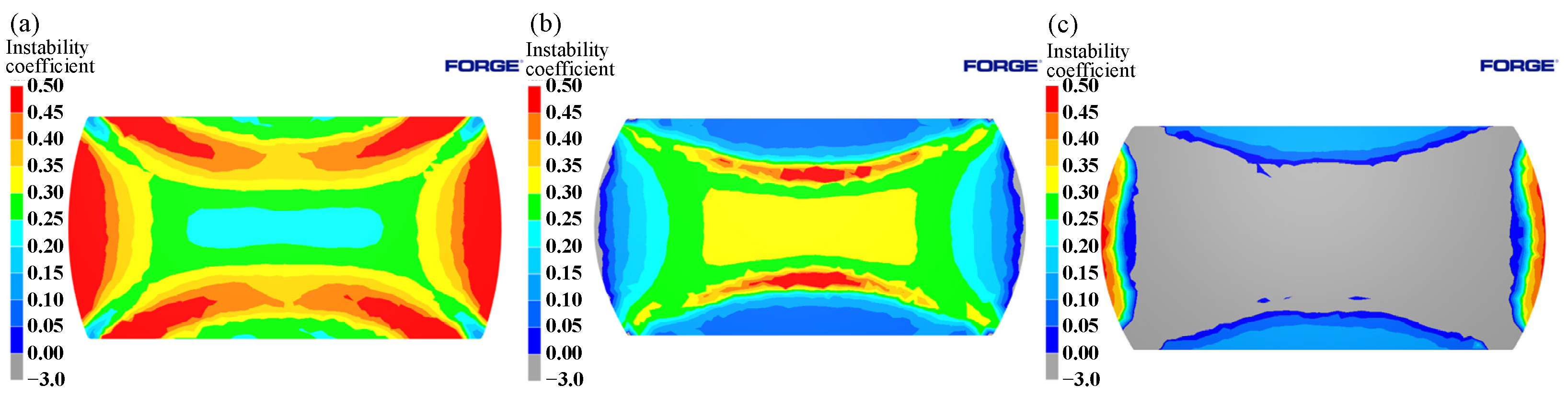
3.3. Hot Formability Analysis of Cr5 Alloy Steel by Coupled 3D Hot Processing Maps and FEM
4. Conclusions
- (1)
- Changes in the true stress of Cr5 alloy steel were strongly connected to the thermal deformation parameters. The true stress increased with the increase of strain rate and reduction of deformation temperature. At the early stage of deformation, the stress increased swiftly, reached the peak value, and then decreased. As the deformation proceeded, the stress value became stable, thus showing typical dynamic recrystallization characteristics.
- (2)
- At high temperatures, the effect of strain on the formability of Cr5 alloy steel can be characterized by 3D hot processing maps. As the temperature and strain increased, the percentage of high-power dissipation areas increased. As the temperature and strain increased, the percentage of high-power dissipation areas increased, mainly in the following parameters: temperature, 1000–1125 °C; strain rate, 0.01–0.2 s−1, the peak power dissipation in these areas is 0.41. With increasing temperature, the area of instability decreased. The impact of strain on the instability area was not significant, which was mainly concentrated in two regions: one is in the temperature range of 1125–1200 °C and strain rate range of 0.005–0.3 s−1; the other is in the temperature range of 900–1050 °C and strain rate range of 0.6–5 s−1. Combined with metallographic analysis, the optimal hot processing area of Cr5 alloy steel was: temperature, 1000–1125 °C; strain rate, 0.01–0.2 s−1; strain > 0.3.
- (3)
- By integrating hot processing maps with finite element, the dynamic display of power dissipation and the instability region of the metal deformation body under different deformation conditions can be obtained. The variation trend of the power dissipation and instability regions with temperature, strain rate, and strain were calculated by simulation and are in good agreement with the 3D thermal processing chart.
- (4)
- Through the simulation of the compression process of Cr5 alloy steel sample, it was found that the power dissipation value and instability coefficient of each part of the sample were not the same. There were obvious differences that should be taken into account when optimizing the hot processing parameters of the material. It is not that the area with higher dissipation value was smaller in grain size, so it was necessary to analyze and discuss the whole change process of the dissipation value. The simulation results of the typical deformation areas were in good agreement with the metallographic photos. This method can effectively analyze the formability of different parts of the material in the process of hot processing and provide guidance for the simulation calculation of formability and optimization of actual production process parameters of the stress support roll for large Cr5 alloy.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Dong, Z.; Li, X.; Luan, F.; Zhang, D. Prediction and Analysis of Key Parameters of Head Deformation of Hot-Rolled Plates Based on Artificial Neural Networks. J. Manuf. Processes 2022, 77, 282–300. [Google Scholar] [CrossRef]
- Li, Y.; Wu, Q.; Liu, C. Effects of Chemical Composition and Heat Treatment on Wear Properties of Backup Rolls Steel. Mater. Express 2019, 9, 764–772. [Google Scholar] [CrossRef]
- Qin, X.; Xie, L.; Wu, Q. Others Hardening Mechanism of Cr5 Backup Roll Material Induced by Rolling Contact Fatigue. Mater. Sci. Eng. A 2014, 600, 195–199. [Google Scholar] [CrossRef]
- Coppola, T.; Vici, F.D.; Gotti, A.; Langellotto, L.; Notargiacomo, S. Plastic Deformation and Metallurgical Evolution Modelling for Defects Reduction and Quality Optimization. Procedia Eng. 2014, 81, 1240–1245. [Google Scholar] [CrossRef] [Green Version]
- Li, Q.; Li, L.; Chang, G.; Zhai, Q. Effects of Pulsed Current and Pulsed Magnetic Field Complex Pretreatment on Martensite Transformation of Cr5 Steel during Continuous Cooling. J. Iron Steel Res. Int. 2015, 22, 1131–1137. [Google Scholar] [CrossRef]
- Song, X.; Zhang, X.; Fu, L.; Yang, H.; Yang, K.; Zhu, L. Evaluation of Microstructure and Mechanical Properties of 50Cr5NiMoV Steel for Forged Backup Roll. Mater. Sci. Eng. A 2016, 677, 465–473. [Google Scholar] [CrossRef]
- Prasad, Y.; Rao, K.; Sasidhar, S. Hot Working Guide: A Compendium of Processing Maps; ASM International: Materials Park, OH, USA, 2015; ISBN 1-62708-092-9. [Google Scholar]
- Zhu, Y.; Cao, Y.; He, Q.; Zhang, J.; Luo, R.; Di, H.; Huang, G.; Liu, Q. Three-Dimensional Hot Processing Map of a Nickel-Based Superalloy (Alloy 925) Established by Modified Artificial Neural Network Model. Intermetallics 2022, 141, 107433. [Google Scholar] [CrossRef]
- Łukaszek-Sołek, A.; Krawczyk, J.; Śleboda, T.; Grelowski, J. Optimization of the Hot Forging Parameters for 4340 Steel by Processing Maps. J. Mater. Res. Technol. 2019, 8, 3281–3290. [Google Scholar] [CrossRef]
- Prasad, Y.; Gegel, H.; Doraivelu, S.; Malas, J.; Morgan, J.; Lark, K.; Barker, D. Modeling of Dynamic Material Behavior in Hot Deformation: Forging of Ti-6242. Metall. Trans. A 1984, 15, 1883–1892. [Google Scholar] [CrossRef]
- Prasad, Y.; Seshacharyulu, T. Processing Maps for Hot Working of Titanium Alloys. Mater. Sci. Eng. A 1998, 243, 82–88. [Google Scholar] [CrossRef]
- Ziegler, H. Progress in Solid Mechanics; Wiley Press: New York, NY, USA, 1963; pp. 93–98. [Google Scholar]
- Prasad, Y. Processing Maps: A Status Report. J. Mater. Eng. Perform. 2003, 12, 638–645. [Google Scholar] [CrossRef]
- Dharmendra, C.; Rao, K.; Prasad, Y.; Hort, N.; Kainer, K. Hot Workability Analysis with Processing Map and Texture Characteristics of As-Cast TX32 Magnesium Alloy. J. Mater. Sci. 2013, 48, 5236–5246. [Google Scholar] [CrossRef]
- Bobbili, R.; Madhu, V. Hot Deformation Behavior and Processing Maps of Ti–15Al–12Nb Alloy. Rare Met. 2022, 41, 2316–2323. [Google Scholar] [CrossRef]
- Chegini, M.; Aboutalebi, M.; Seyedein, S.; Ebrahimi, G.; Jahazi, M. Study on Hot Deformation Behavior of AISI 414 Martensitic Stainless Steel Using 3D Processing Map. J. Manuf. Processes 2020, 56, 916–927. [Google Scholar] [CrossRef]
- Liu, J.; Cui, Z.; Li, C. Analysis of Metal Workability by Integration of FEM and 3-D Processing Maps. J. Mater. Processing Technol. 2008, 205, 497–505. [Google Scholar] [CrossRef]
- Liu, Y.; Ning, Y.; Yao, Z.; Fu, M. Hot Deformation Behavior of the 1.15 C–4.00 Cr–3.00 V–6.00 W–5.00 Mo Powder Metallurgy High Speed Steel. Mater. Des. (1980–2015) 2014, 54, 854–863. [Google Scholar] [CrossRef]
- Quan, G.; Qiao, L.; Jiang, Z.; Xiong, W.; Shi, R. Determination of Dynamic Recrystallization Parameter Domains of Ni80A Superalloy by Enhanced Processing Maps. Trans. Nonferrous Met. Soc. China 2019, 29, 1449–1464. [Google Scholar] [CrossRef]
- Zeng, J.; Wang, F.; Dong, S.; Jin, L.; Fan, Y.; Dong, J. Optimization of Hot Backward Extrusion Process Parameters for Flat Bottom Cylindrical Parts of Mg-8Gd-3Y Alloy Based on 3D Processing Maps. Int. J. Adv. Manuf. Technol. 2020, 108, 2149–2164. [Google Scholar] [CrossRef]
- Ye, L.; Zhai, Y.; Zhou, L.; Wang, H.; Jiang, P. The Hot Deformation Behavior and 3D Processing Maps of 25Cr2Ni4MoV Steel for a Super-Large Nuclear-Power Rotor. J. Manuf. Processes 2020, 59, 535–544. [Google Scholar] [CrossRef]
- Sellars, C.M. Modelling microstructural development during hot rolling. Mater. Sci. Technol. 1990, 6, 1072–1081. [Google Scholar] [CrossRef]
- Sellars, C.M.; Mctegart, W.J. On the mechanism of hot deformation. Acta Metall. 1966, 14, 1136–1138. [Google Scholar] [CrossRef]
- Jonas, J.J.; Sellars, C.M.; Tegart, W.J.M. Strength and structure under hot-working conditions. Metall. Rev. 1969, 14, 1–24. [Google Scholar] [CrossRef]
- Sellars, C.M. Computer modeling of hot-working processes. Mater. Sci. Technol. 1985, 1, 325–332. [Google Scholar] [CrossRef]
- Laasraoui, A.; Jonas, J.J. Prediction of steel flow stresses at high temperatures and strain rates. Metall. Mater. Trans. A 1991, 22, 1545–1558. [Google Scholar] [CrossRef]
- Oliveira, M.C.; Germain, L.; Laurent, H.; Simões, V.M.; Neto, D.M.; Alves, J.L.; Menezes, L.F. A Modified Hockett-Sherby Law Enabling the Description of the Thermomechanical Behaviour of the AA6061-T6. Procedia Manuf. 2020, 47, 896–903. [Google Scholar] [CrossRef]
- Pham, Q.-T.; Lee, B.-H.; Park, K.-C.; Kim, Y.-S. Influence of the Post-Necking Prediction of Hardening Law on the Theoretical Forming Limit Curve of Aluminium Sheets. Int. J. Mech. Sci. 2018, 140, 521–536. [Google Scholar] [CrossRef]
- Xia, Q.; Yuan, S.; Xiao, G.; Long, J.; Cheng, X. Meso-Modelling Study of the Mechanical Response and Texture Evolution of Magnesium Alloy during Hot Compression. Mater. Today Commun. 2021, 27, 102469. [Google Scholar] [CrossRef]
- Chadha, K.; Shahriari, D.; Jahazi, M. An Approach to Develop Hansel–Spittel Constitutive Equation during Ingot Breakdown Operation of Low Alloy Steels. In Frontiers in Materials Processing, Applications, Research and Technology; Springer: Berlin/Heidelberg, Germany, 2018; pp. 239–246. [Google Scholar]
- Silva, M.L.N.; Pires, G.H.; Button, S.T. Damage evolution during cross wedge rolling of steel DIN 38MnSiVS5. Procedia Eng. 2011, 10, 752–757. [Google Scholar] [CrossRef] [Green Version]
- Galiyev, A.; Kaibyshev, R.; Gottstein, G. Correlation of Plastic Deformation and Dynamic Recrystallization in Magnesium Alloy ZK60. Acta Mater. 2001, 49, 1199–1207. [Google Scholar] [CrossRef]
- Quan, G.-Z.; Shi, Y.; Wang, Y.-X.; Kang, B.-S.; Ku, T.-W.; Song, W.-J. Constitutive Modeling for the Dynamic Recrystallization Evolution of AZ80 Magnesium Alloy Based on Stress–Strain Data. Mater. Sci. Eng. A 2011, 528, 8051–8059. [Google Scholar] [CrossRef]
- Liu, J.; Wang, K.; Lu, S.; Gao, X.; Li, X.; Zhou, F. Hot Deformation Behavior and Processing Map of Zr-4 Alloy. J. Nucl. Mater. 2020, 531, 151993. [Google Scholar] [CrossRef]
- Yang, J.; Kim, W. The Effect of Addition of Sn to Copper on Hot Compressive Deformation Mechanisms, Microstructural Evolution and Processing Maps. J. Mater. Res. Technol. 2020, 9, 749–761. [Google Scholar] [CrossRef]
- Pu, E.; Zheng, W.; Song, Z.; Feng, H.; Dong, H. Hot Deformation Characterization of Nickel-Based Superalloy UNS10276 through Processing Map and Microstructural Studies. J. Alloys Compd. 2017, 694, 617–631. [Google Scholar] [CrossRef]
- Lypchanskyi, O.; Śleboda, T.; Łukaszek-Sołek, A.; Zyguła, K.; Wojtaszek, M. Application of the Strain Compensation Model and Processing Maps for Description of Hot Deformation Behavior of Metastable β Titanium Alloy. Materials 2021, 14, 2021. [Google Scholar] [CrossRef]
- Li, J.; Li, F.; An, Y. Characterization of Hot Deformation Behavior for Pure Aluminum Using 3D Processing Maps. High Temp. Mater. Processes 2018, 37, 929–942. [Google Scholar] [CrossRef]
- Han, Y.; Sun, Y.; Zhang, W.; Chen, H. Hot Deformation and Processing Window Optimization of a 70MnSiCrMo Carbide-Free Bainitic Steel. Materials 2017, 10, 318. [Google Scholar] [CrossRef] [Green Version]
- Narayana Murty, S.; Nageswara Rao, B.; Kashyap, B. Instability Criteria for Hot Deformation of Materials. Int. Mater. Rev. 2000, 45, 15–26. [Google Scholar] [CrossRef]
- Ziegler, H. An Introduction to Thermomechanics, Rev. ed; North-Holland series in applied mathematics and mechanics; North-Holland Pub. Co.: New York, NY, USA; Elsevier: Amsterdam, The Netherlands, 1983; ISBN 978-0-444-86503-8. [Google Scholar]
- Ziegler, H. Some Extremum Principles in Irreversible Thermodynamics, with Application to Continuum Mechanics. Prog. Solid Mech. 1963, 4, 93–193. [Google Scholar]
- Babu, K.A.; Mandal, S.; Athreya, C.; Shakthipriya, B.; Sarma, V.S. Hot Deformation Characteristics and Processing Map of a Phosphorous Modified Super Austenitic Stainless Steel. Mater. Des. 2017, 115, 262–275. [Google Scholar] [CrossRef]
- Li, H.; Wang, H.; Liang, X.; Liu, H.; Liu, Y.; Zhang, X. Hot Deformation and Processing Map of 2519A Aluminum Alloy. Mater. Sci. Eng. A 2011, 528, 1548–1552. [Google Scholar] [CrossRef]
- Chen, X.; Wang, N.; Ma, X.; Zhou, H. Hot Deformation Behaviour and Hansel-Spittel Constitutive Model of Cr5 Alloy for Heavy Backup Roll. Int. J. Comput. Mater. Sci. Surf. Eng. 2018, 7, 205–217. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fe | C | Mn | Cr | Ni | Mo | V |
|---|---|---|---|---|---|---|
| margin | 0.51 | 0.46 | 4.94 | 0.44 | 0.53 | 0.16 |
| Heat Exchange Coefficient of Material/Die Interface (W/m2/K) | Coulomb Friction Coefficient of the Material/Die Interface | Die Temperature (°C) | Type of Mash | Size of Mesh (mm) |
|---|---|---|---|---|
| 1000 | 0.1 | 250 | tetrahedron | 0.2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, X.; Si, Y.; Bai, R.; Zhang, X.; Li, Z. Hot Formability Study of Cr5 Alloy Steel by Integration of FEM and 3D Processing Maps. Materials 2022, 15, 4801. https://doi.org/10.3390/ma15144801
Chen X, Si Y, Bai R, Zhang X, Li Z. Hot Formability Study of Cr5 Alloy Steel by Integration of FEM and 3D Processing Maps. Materials. 2022; 15(14):4801. https://doi.org/10.3390/ma15144801
Chicago/Turabian StyleChen, Xuewen, Yahui Si, Rongren Bai, Xiaopeng Zhang, and Zhipeng Li. 2022. "Hot Formability Study of Cr5 Alloy Steel by Integration of FEM and 3D Processing Maps" Materials 15, no. 14: 4801. https://doi.org/10.3390/ma15144801
APA StyleChen, X., Si, Y., Bai, R., Zhang, X., & Li, Z. (2022). Hot Formability Study of Cr5 Alloy Steel by Integration of FEM and 3D Processing Maps. Materials, 15(14), 4801. https://doi.org/10.3390/ma15144801