
Use of Fluidized Bed Combustion Fly Ash as a Partial Substitute for Cement in Underwater Concrete Mixes


Abstract
:1. Introduction
2. Materials and Methods
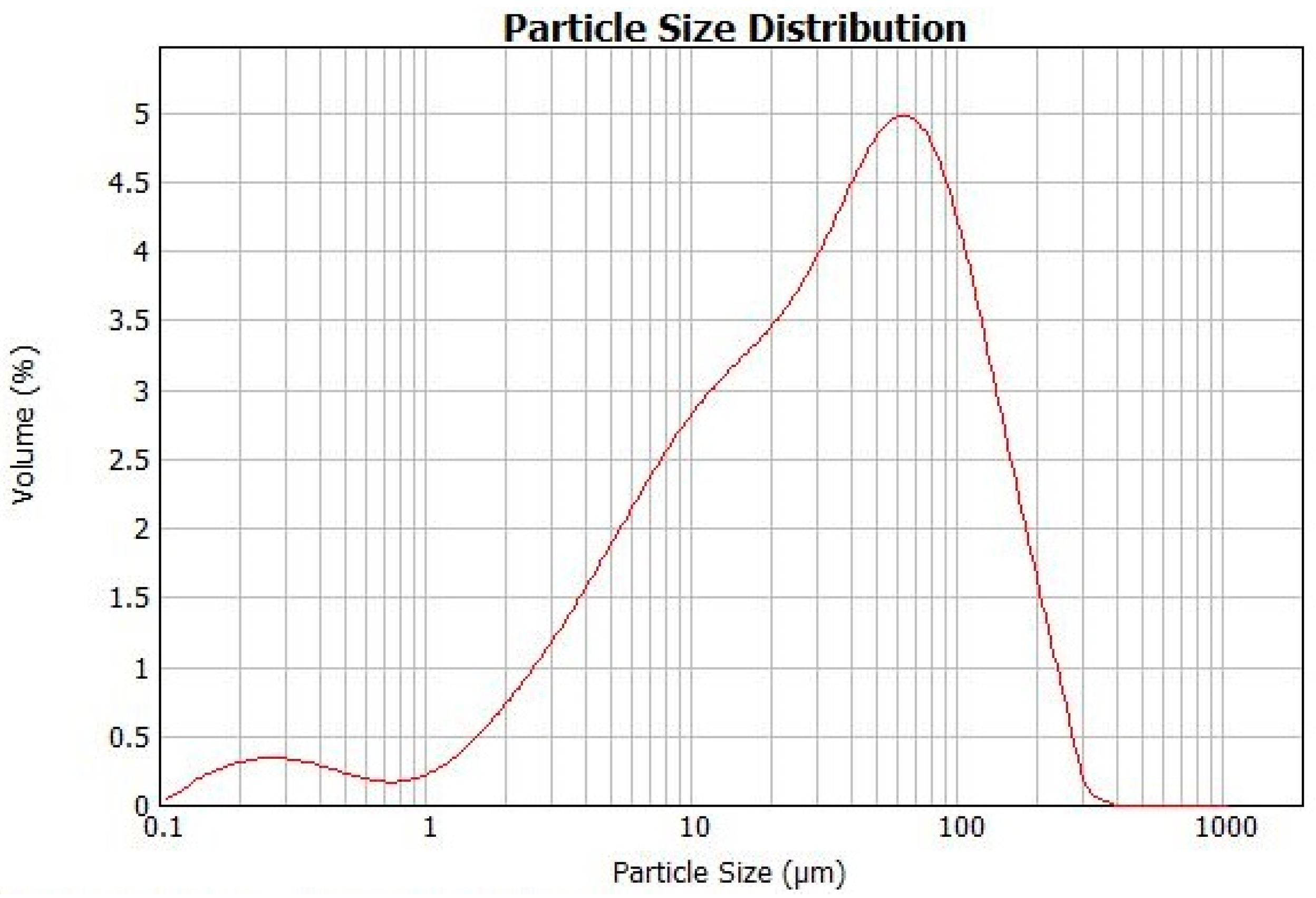
2.1. Materials and Specimens
2.2. The Procedure of Determination of UWC Mixes Wash-Out Loss
- The pipe was filled with water up to the level of 1700 ± 5 mm.
- The container with the cover was weighed, and the concrete mix sample with a mass slightly exceeding 2000 g was placed in the container.
- The concrete mix in the container was compacted using the metal rod, and the container walls were cleaned from the leaking concrete mix. The mass of the concrete mix (Mi) was again measured; it should be 2000 ± 20 g.
- The container with the concrete mix was attached to the cable and placed above the water surface. Then, the container was freely lowered to the bottom of the pipe.
- After 15 s, after the container had fallen to the bottom, it was pulled out in a time not longer than 5 ± 1 s. The excess water was removed from the container, leaving it to drain for 2 min, and then the container was weighed (Mf).
- The described procedure was conducted three times for each concrete mix sample.
2.3. Methods—Consistency Test
2.4. Methods—Compressive Strength and Watertightness of Concretes
3. Test Results and Analysis
3.1. Properties of UWC Mixes
3.2. Compressive Strength
3.3. Depth of Water Penetration under Pressure Watertightness of the Concretes
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- IA. Energy Information. Available online: https://www.eia.gov/international/analysis/country/POL (accessed on 15 December 2020).
- Wojtaszek, M.; Wasielewski, R.; Kalaitzidis, S. Organic Petrographical Features of Fly Ashes Originating from Coal and Coal-SRF Co-Combustion. Minerals 2021, 11, 128. [Google Scholar] [CrossRef]
- Uliasz-Bochenczyk, A.; Mazurkiewicz, M.; Mokrzycki, E. Fly ash from energy production—A waste, byproduct and raw material. Gospod. Surowcami Miner. Miner. Resour. Manag. 2015, 31, 139–150. [Google Scholar]
- Gawlicki, M.; Roszczynialski, W. Applicabillity of combustion by-products from fluidized bed as Portland cement components. Ceramics 2003, 80, 681–686. [Google Scholar]
- Łagosz, A.; Mróz, R. Durability of building materials based on mineral binders modified by significant amounts of fly ash from brown coal combustion in fluidized bed. React. Solids 2013, 115, 259–267. [Google Scholar]
- Blajer, M.; Stopkowicz, A.; Adamczyk, J.; Cała, M. The preliminary research of the physico-mechanical properties of aggregates based on the colliery shale, supplemented by fly ash. Arch. Min. Sci. 2019, 64, 21–34. [Google Scholar]
- Zabielska-Adamska, K. Sewage Sludge Bottom Ash Characteristics and Potential Application in Road Embankment. Sustainability 2020, 12, 39. [Google Scholar] [CrossRef] [Green Version]
- Łagosz, A.; Tracz, T.; Mróz, R. Extending the Life Cycle of Cement Binders by Partially Replacing Portland Cement with Different Types Fluidized Bed Combustion Fly. Minerals 2021, 11, 690. [Google Scholar] [CrossRef]
- Giergiczny, Z. Fly ash and slag. Cem. Concr. Res. 2019, 124, 105826. [Google Scholar] [CrossRef]
- Chindaprasirt, P.; Rattanasak, U. Utilization of blended fluidized bed combustion (FBC) ash and pulverized coal combustion (PCC) fly ash in geopolymer. Waste Manag. 2010, 30, 667–672. [Google Scholar] [CrossRef]
- Fu, X.; Li, Q.; Zhai, J.; Sheng, G.; Li, F. The physical–chemical characterization of mechanically—Treated CFBC fly ash. Cem. Concr. Compos. 2008, 30, 220–226. [Google Scholar] [CrossRef]
- Li, D.; Sun, R.; Wang, D.; Ren, C.; Fang, K. Study on the pozzolanic activity of ultrafine circulating fluidized-bed fly ash prepared by jet mill. Fuel 2021, 291, 120220. [Google Scholar] [CrossRef]
- Glinicki, M.; Jóżzwiak-Niedźwiedzka, D.; Dąbrowski, M. The Influence of Fluidized Bed Combustion Fly Ash on the Phase Composition and Microstructure of Cement Paste. Materials 2019, 12, 2838. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Cheng, Z.; He, L.; Liu, L.; Cheng, Z.; Pei, X.; Ma, Z.; Václavík, V. Mechanical Properties and Durability of High-Performance Concretes Blended with Circulating Fluidized Bed Combustion Ash and Slag as Replacement for Ordinary Portland Cement. Adv. Mater. Sci. Eng. 2020, 2020, 8613106. [Google Scholar] [CrossRef]
- Suárez-Ruiz, I.; Ward, C. Coal Combustion. In Applied Coal Petrology, the Role of Petrology in Coal Utilization, 1st ed.; Suárez-Ruiz, I., Crelling, J.C., Eds.; Academic Press: London, UK, 2008; p. 17. [Google Scholar]
- Ahmaruzzaman, M. A review on the utilization of fly ash. Prog. Energy Combust. Sci. 2010, 36, 327–363. [Google Scholar] [CrossRef]
- Jarosiński, A. Mineral and Chemical Composition of Fly Ashes Deriving from Co-Combustion of Biomass with Coal and Its Application. Inzynieria Miner. J. Pol. Miner. Eng. Soc. 2013, 14, 141–148. [Google Scholar]
- Diaz, E.I.; Allouche, E.N.; Eklund, S. Factors affecting the suitability of fly ash as source material for geopolymers. Fuel 2010, 89, 992–996. [Google Scholar] [CrossRef]
- Longos, A., Jr.; Tigue, A.A.; Dollente, I.J.; Malenab, R.A.; Bernardo-Arugay, I.; Hinode, H.; Kurniawan, W.; Promentilla, M.A. Optimization of the Mix Formulation of Geopolymer Using Nickel-Laterite Mine Waste and Coal Fly Ash. Minerals 2020, 10, 1144. [Google Scholar] [CrossRef]
- Dwivedi, A.; Jain, M.K. Fly ash—Waste management and overview: A review. Recent Res. Sci. Technol. 2014, 6, 30–35. [Google Scholar]
- EN 197-1; Cement—Part 1: Composition, Specifications and Conformity Criteria for Common Cements. European Committee for Stadardization: Bruxelles, Belgium, 2012.
- EN 450-1; Fly Ash for Concrete—Part 1: Definition, Specifications and Conformity Criteria. European Committee for Stadardization: Bruxelles, Belgium, 2012.
- Suraneni, P.; Burris, L.; Shearer, C.R.; Hooton, R.D. ASTM C618 fly ash specification: Comparison with other specifications, shortcomings, and solutions. ACI Mater. J. 2021, 118, 157–167. [Google Scholar]
- ČSN P 72 2081; Fluidní Popel a Fluidní Popílek Pro Stavební Účely. Část 1: Fluidní Popel a Fluidní Popílek Pro Výrobu Lehkých Popílkových Směsí. Český Normalizační Institut: Prague, Czech Republic, 2001. (In Czech)
- Juenger, M.C.G.; Siddique, R. Recent advances in understanding the role of supplementary cementitious materials in concrete. Cem. Concr. Res. 2017, 78, 71–80. [Google Scholar] [CrossRef]
- Uliasz-Bocheńczyk, A.; Mokrzycki, E. The potential of FBC fly ashes to reduce CO2 emissions. Sci. Rep. 2020, 10, 9469. [Google Scholar] [CrossRef] [PubMed]
- Abdulmatin, A.; Tangchirapat, W.; Jaturapitakkul, C. An investigation of bottom ash as a pozzolanic material. Constr. Build. Mater. 2018, 186, 155–162. [Google Scholar] [CrossRef]
- Lee, B.Y.; Jeon, S.; Cho, C.G.; Kim, H. Evaluation of time to shrinkage-induced crack initiation in OPC and slag cement matrices incorporating circulating fluidized bed combustion bottom ash. Constr. Build. Mater. 2020, 257, 119507. [Google Scholar] [CrossRef]
- Vafaei, M.; Allahverdi, A. High strength geopolymer binder based on waste-glass powder. Adv. Powder Technol. 2017, 28, 215–222. [Google Scholar] [CrossRef]
- Osholanaa, T.S.; Dludlub, M.K.; Oboirienc, B.; Sadikua, R. Enhanced reactivity of geopolymers produced from fluidized bed combustion bottom ash. S. Afr. J. Chem. Eng. 2020, 34, 72–77. [Google Scholar] [CrossRef]
- Liu, Z.; Li, S.; Li, S.; Wang, J.; Zhou, Y.; Wang, D. One-step high efficiency crystallization of zeolite A from ultra-fine circulating fluidized bed fly ash by hydrothermal synthesis method. Fuel 2019, 257, 116043. [Google Scholar] [CrossRef]
- Horszczaruk, E.; Brzozowski, P. Effects of fluidal fly ash on abrasion resistance of underwater repair concrete. Wear 2017, 376–377, 15–21. [Google Scholar] [CrossRef]
- Horszczaruk, E.; Brzozowski, P. Properties of underwater concretes containing large amount of fly ashes. Procedia Eng. 2017, 196, 97–104. [Google Scholar] [CrossRef]
- Brzozowski, P. Examination of fly ash from fluidized bed boilers in underwater concrete. Civ. Envir. Eng. 2011, 2, 5–11. (In Polish) [Google Scholar]
- DIN 1045-2; Concrete, Reinforced and Prestressed Concrete Structures—Part 2: Concrete—Specification, Performance, Production and Conformity—Application Rules for DIN EN 206-1. DIN Deutsches Institüt für Normung e.V.: Berlin, Germany, 2001.
- CRD-C61-89A; Test Method for Determining the Resistance of Freshly-Mixed Concrete to Washing Out in Water. U.S. Army Corps of Engineers Standards: Washington, DC, USA, 1989.
- EN 12350-5; Testing Fresh Concrete—Part 5: Flow Table Test. European Committee for Stadardization: Bruxelles, Belgium, 2019.
- EN 12390-3; Testing Hardened Concrete—Part 3: Compressive Strength of Test Specimens. European Committee for Stadardization: Bruxelles, Belgium, 2019.
- EN 12390-8; Testing Hardened Concrete—Part 8: Depth of Penetration of Water Under Pressure. European Committee for Stadardization: Bruxelles, Belgium, 2019.
- Assessment of Underwater Concrete Technologies for In-the-Wet Construction of Navigation Structures; Technical Report INP-SL -1; U.S. Army Corps of Engineers: Washington, DC, USA, 1999.
- Šiler, P.; Bayer, P.; Sehnal, T.; Kolárová, I.; Opravil, T.; Šoukal, F. Effects of high-temperature fly ash and fluidized bed combustion ash on the hydration of Portland cement. Constr. Build. Mater. 2015, 78, 181–188. [Google Scholar] [CrossRef]
- Hanisková, D.; Bartonícková, E.; Koplík, J.; Opravil, T. The ash from fluidized bed combustion as a donor of sulfates to the Portland clinker. Procedia Eng. 2016, 151, 394–401. [Google Scholar] [CrossRef] [Green Version]
- Glinicki, M.A.; Zieliński, M. Air void system in concrete containing circulating fluidized bed combustion fly ash. Mater. Struct. 2008, 41, 681–687. [Google Scholar] [CrossRef]
- Jóźwiak-Niedźwiedzka, D. Effect of Fluidized Bed Combustion Fly Ash on the Chloride Resistance and Scaling Resistance of Concrete. In Concrete in Aggressive Aqueous Environments—Performance, Testing, and Modeling; Alexander, M.G., Bertron, A., Eds.; RILEM Publications SARL: Toulouse, France, 2009; pp. 556–563. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Aggregate | Sieve [mm]/Remains on the Sieve [%] | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| 0.125 | 0.25 | 0.5 | 1 | 2 | 4 | 8 | 16 | 31.5 | |
| Sand 0/2 mm | 13.6 | 0.3 | 47.7 | 26.3 | 4.8 | 6.7 | 0.6 | 0 | 0 |
| Gravel 2/8 mm | 0 | 0.9 | 0.9 | 7.9 | 3.5 | 35.1 | 49.4 | 2.3 | 0 |
| Gravel 8/16 mm | 0 | 0.1 | 0.2 | 0.2 | 0.2 | 0.4 | 9.3 | 84.8 | 4.8 |
| Compound | Content, Mass % | |
|---|---|---|
| FBCFA | Cement | |
| SiO2 | 39.06 | 21.07 |
| Al2O3 | 21.01 | 5.11 |
| CaO | 10.74 | 63.77 |
| SO3 | 6.83 | 3.2 |
| Fe2O3 | 5.55 | 4.12 |
| K2O | 1.98 | 0.37 |
| MgO | 1.87 | 0.58 |
| Na2O | 0.54 | 0.05 |
| Cl | 0.12 | 0.07 |
| TiO2 | 0.80 | - |
| P2O4 | 0.64 | - |
| Mn3O4 | 0.04 | - |
| TiO2 | 0.80 | - |
| Loss of ignition | 10.47 | 1.66 |
| Concrete Designation | Water/Binder w/b | Cement | FBC FA | Water | Sand 0/2 mm | Gravel 2/8 mm | Gravel 8/16 mm | AWA | SP |
|---|---|---|---|---|---|---|---|---|---|
| Content [kg/m3] | |||||||||
| CR0.4-0 | 0.40 | 530 | 0 | 212 | 593 | 600 | 428 | 5.3 | 5.4 |
| C0.4-20 | 424 | 106 | 212 | 593 | 600 | 428 | 5.3 | 8.2 | |
| C0.4-30 | 371 | 159 | 212 | 593 | 600 | 428 | 5.3 | 11 | |
| C0.4-40 | 318 | 212 | 212 | 593 | 600 | 428 | 5.3 | 14.5 | |
| C0.4-50 | 265 | 265 | 212 | 593 | 600 | 428 | 5.3 | 17 | |
| CR0.48-0 | 0.48 | 400 | 0 | 192 | 593 | 342 | 769 | 4.0 | 8 |
| C0.48-20 | 320 | 80 | 192 | 593 | 342 | 769 | 4.0 | 10 | |
| C0.48-30 | 280 | 120 | 192 | 593 | 342 | 769 | 4.0 | 12 | |
| C0.48-40 | 240 | 160 | 182 | 593 | 342 | 769 | 4.0 | 14 | |
| C0.48-50 | 200 | 200 | 182 | 593 | 342 | 769 | 4.0 | 16 | |
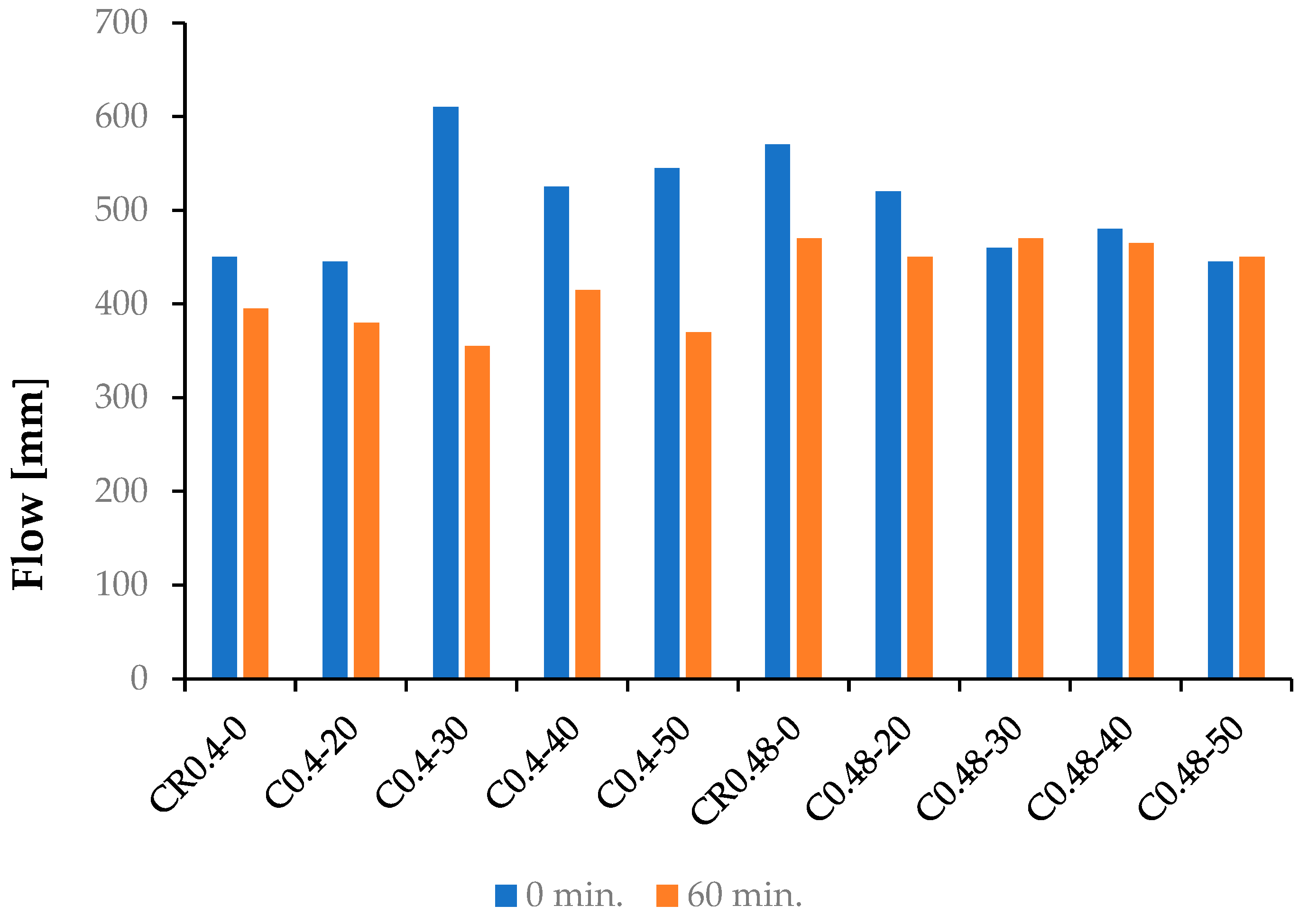
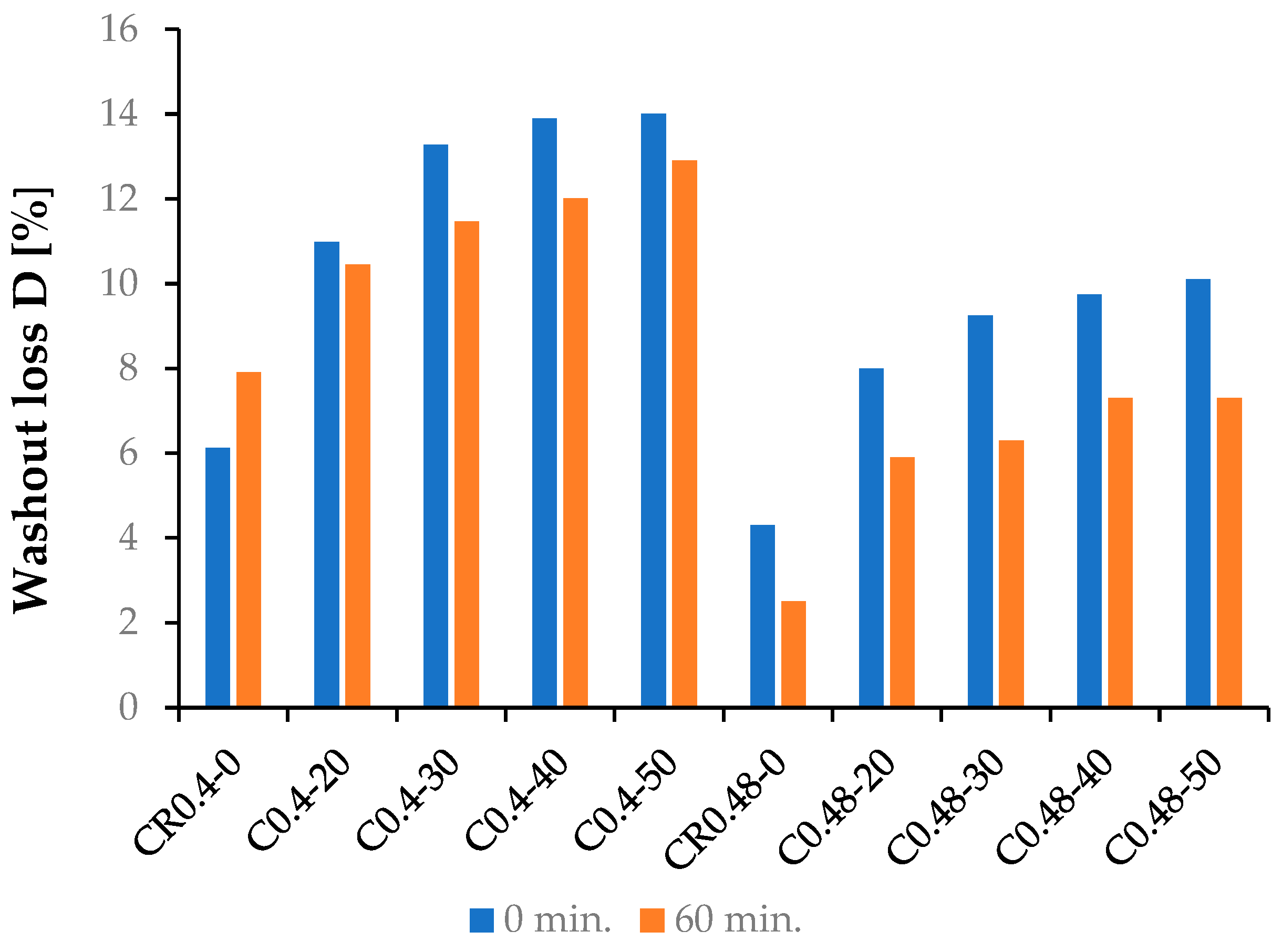
| Mix Designation | Flow [mm] | Washout Loss [%] | ||
|---|---|---|---|---|
| 0 min | 60 min | 0 min | 60 min | |
| CR0.4-0 | 450 | 395 | 6.12 | 7.91 |
| C0.4-20 | 445 | 380 | 10.99 | 10.45 |
| C0.4-30 | 610 | 355 | 13.27 | 11.47 |
| C0.4-40 | 525 | 415 | 13.89 | 12.01 |
| C0.4-50 | 545 | 370 | 14.01 | 12.90 |
| CR0.48-0 | 570 | 470 | 4.30 | 2.50 |
| C0.48-20 | 520 | 450 | 8.00 | 5.90 |
| C0.48-30 | 460 | 470 | 9.25 | 6.30 |
| C0.48-40 | 480 | 465 | 9.75 | 7.30 |
| C0.48-50 | 445 | 450 | 10.10 | 7.30 |
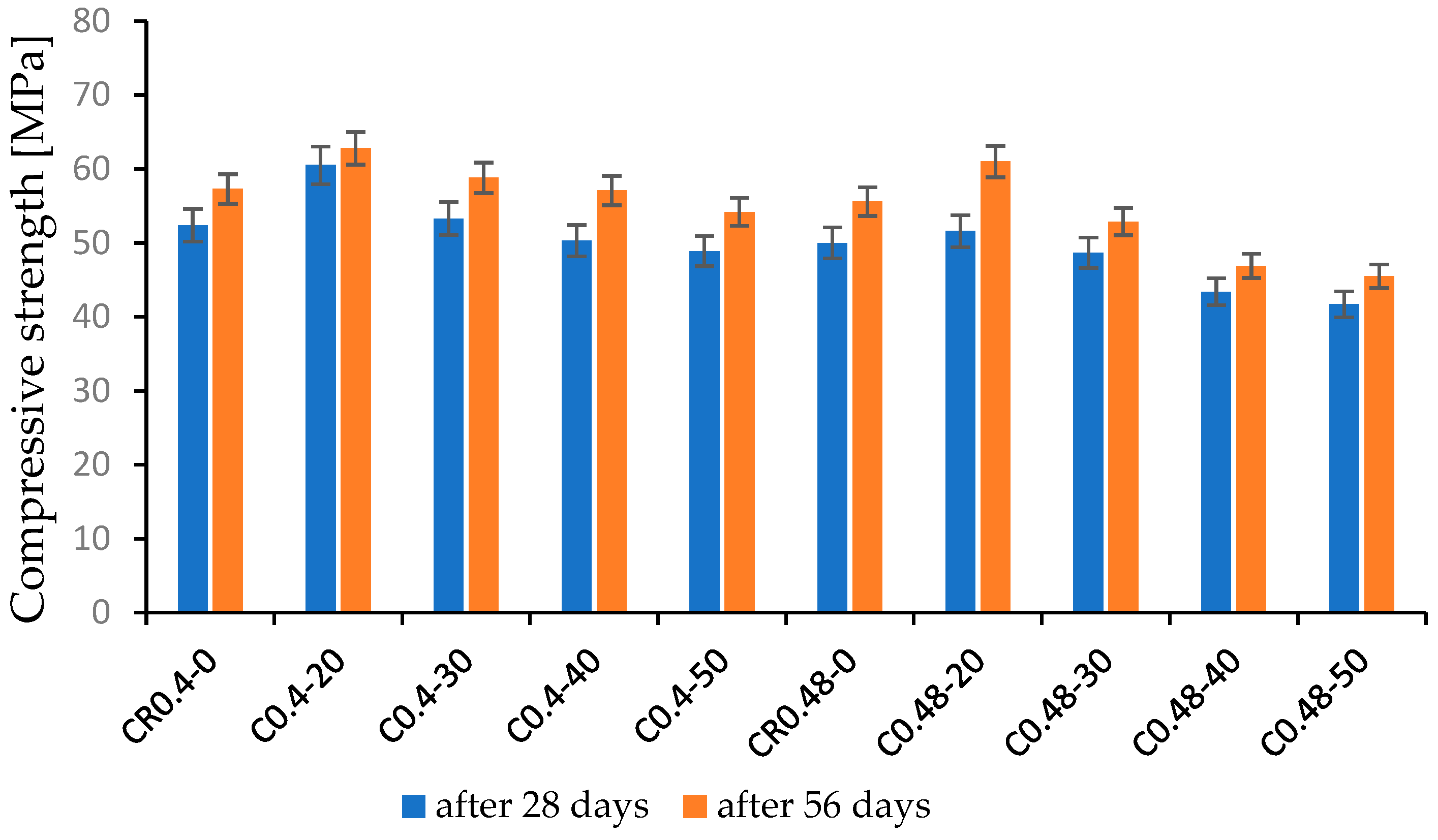
| Concrete Designation | Compressive Strength [MPa] | |
|---|---|---|
| After 28 Days | After 56 Days | |
| CR0.4-0 | 52.4 ± 2.0 | 57.3 ± 2.4 |
| C0.4-20 | 60.5 ± 2.3 | 62.8 ± 2.7 |
| C0.4-30 | 53.3 ± 2.1 | 57.8 ± 2.4 |
| C0.4-40 | 50.3 ± 2.3 | 57.1 ± 2.2 |
| C0.4-50 | 48.9 ± 1.7 | 54.2 ± 2.4 |
| CR0.48-0 | 50.0 ± 1.9 | 55.6 ± 2.6 |
| C0.48-20 | 51.6 ± 2.3 | 61.0 ± 2.8 |
| C0.48-30 | 48.7 ± 1.8 | 52.9 ± 2.3 |
| C0.48-40 | 43.4 ± 1.6 | 46.9 ± 1.8 |
| C0.48-50 | 41.7 ± 1.5 | 45.5 ± 1.6 |
| Concrete Designation | Water Penetration Depth [mm] | |||
|---|---|---|---|---|
| No. of Specimen | Max. Value | |||
| 1 | 2 | 3 | ||
| CR0.4-0 | 19 | 22 | 18 | 22 |
| C0.4-20 | 12 | 16 | 12 | 16 |
| C0.4-30 | 13 | 14 | 13 | 14 |
| C0.4-40 | 12 | 16 | 11 | 16 |
| C0.4-50 | 18 | 14 | 10 | 18 |
| CR0.48-0 | 22 | 20 | 26 | 26 |
| C0.48-20 | 21 | 13 | 18 | 21 |
| C0.48-30 | 12 | 11 | 15 | 15 |
| C0.48-40 | 14 | 16 | 12 | 16 |
| C0.48-50 | 14 | 18 | 18 | 18 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Horszczaruk, E.; Seul, C. Use of Fluidized Bed Combustion Fly Ash as a Partial Substitute for Cement in Underwater Concrete Mixes. Materials 2022, 15, 4809. https://doi.org/10.3390/ma15144809
Horszczaruk E, Seul C. Use of Fluidized Bed Combustion Fly Ash as a Partial Substitute for Cement in Underwater Concrete Mixes. Materials. 2022; 15(14):4809. https://doi.org/10.3390/ma15144809
Chicago/Turabian StyleHorszczaruk, Elżbieta, and Cyprian Seul. 2022. "Use of Fluidized Bed Combustion Fly Ash as a Partial Substitute for Cement in Underwater Concrete Mixes" Materials 15, no. 14: 4809. https://doi.org/10.3390/ma15144809
APA StyleHorszczaruk, E., & Seul, C. (2022). Use of Fluidized Bed Combustion Fly Ash as a Partial Substitute for Cement in Underwater Concrete Mixes. Materials, 15(14), 4809. https://doi.org/10.3390/ma15144809