
Effect of Preheat Temperature and Welding Sequence on the Temperature Distribution and Residual Stress in the Weld Overlay Repair of Hydroturbine Runner

Abstract
:1. Introduction
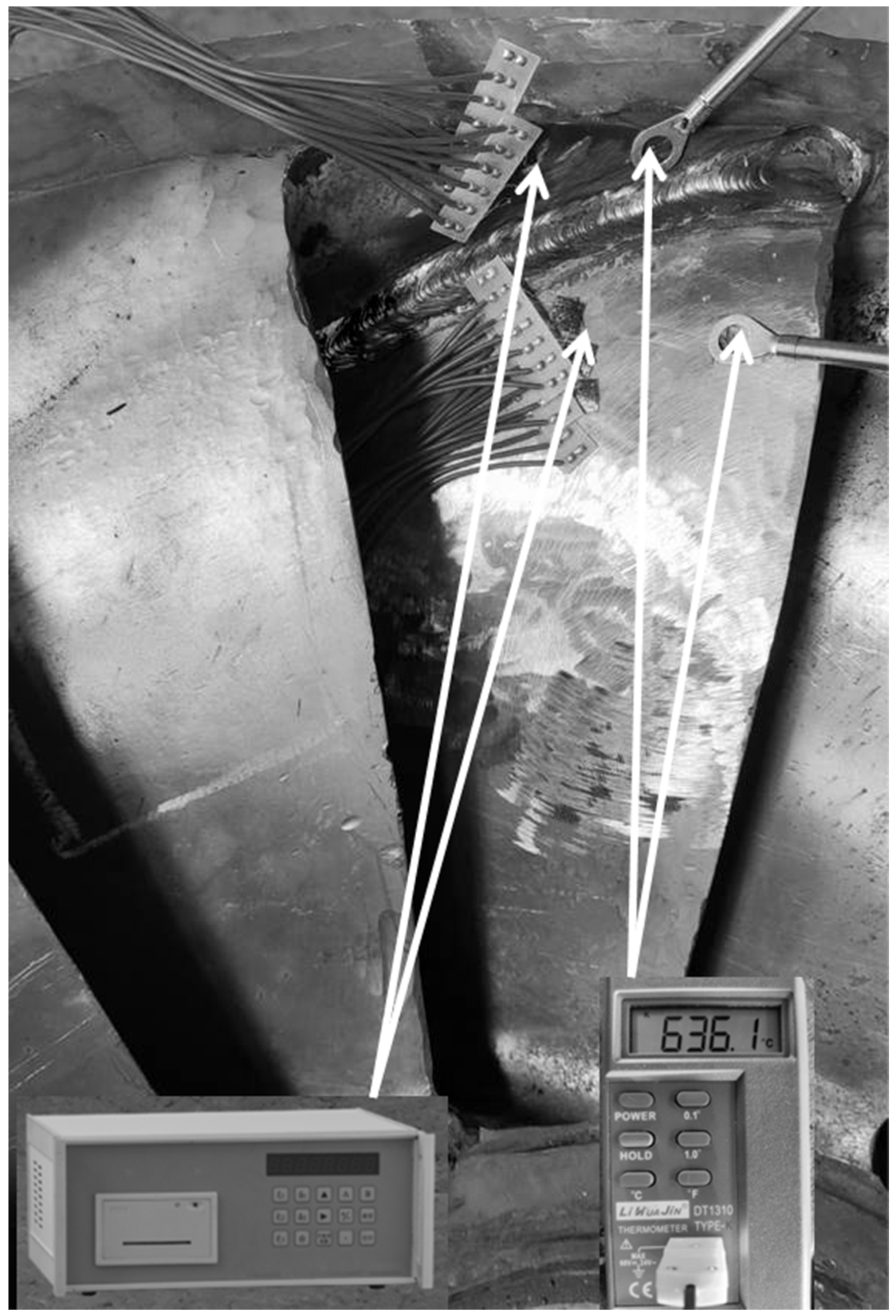
2. Experimental Procedure
3. Numerical Simulation
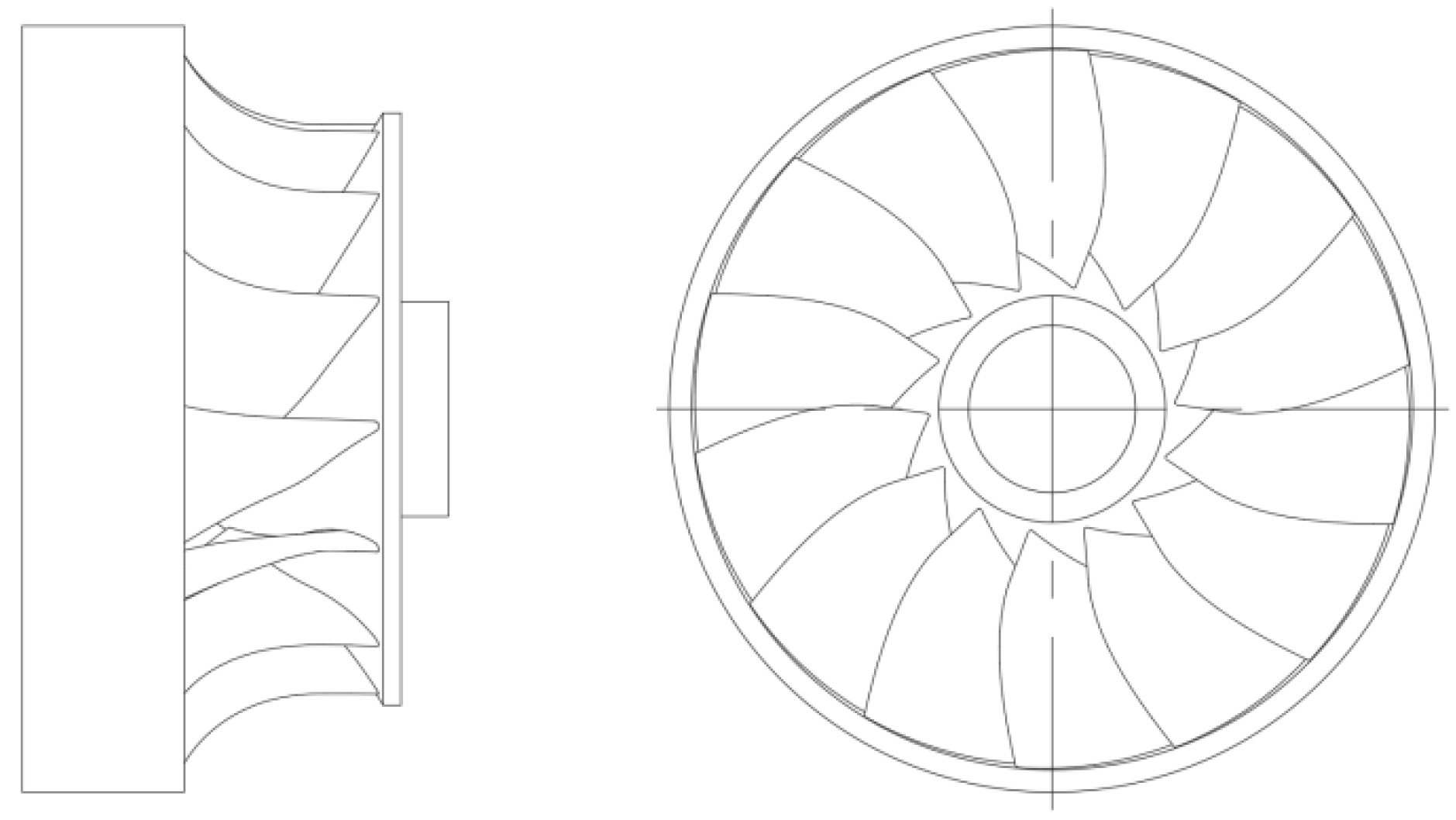
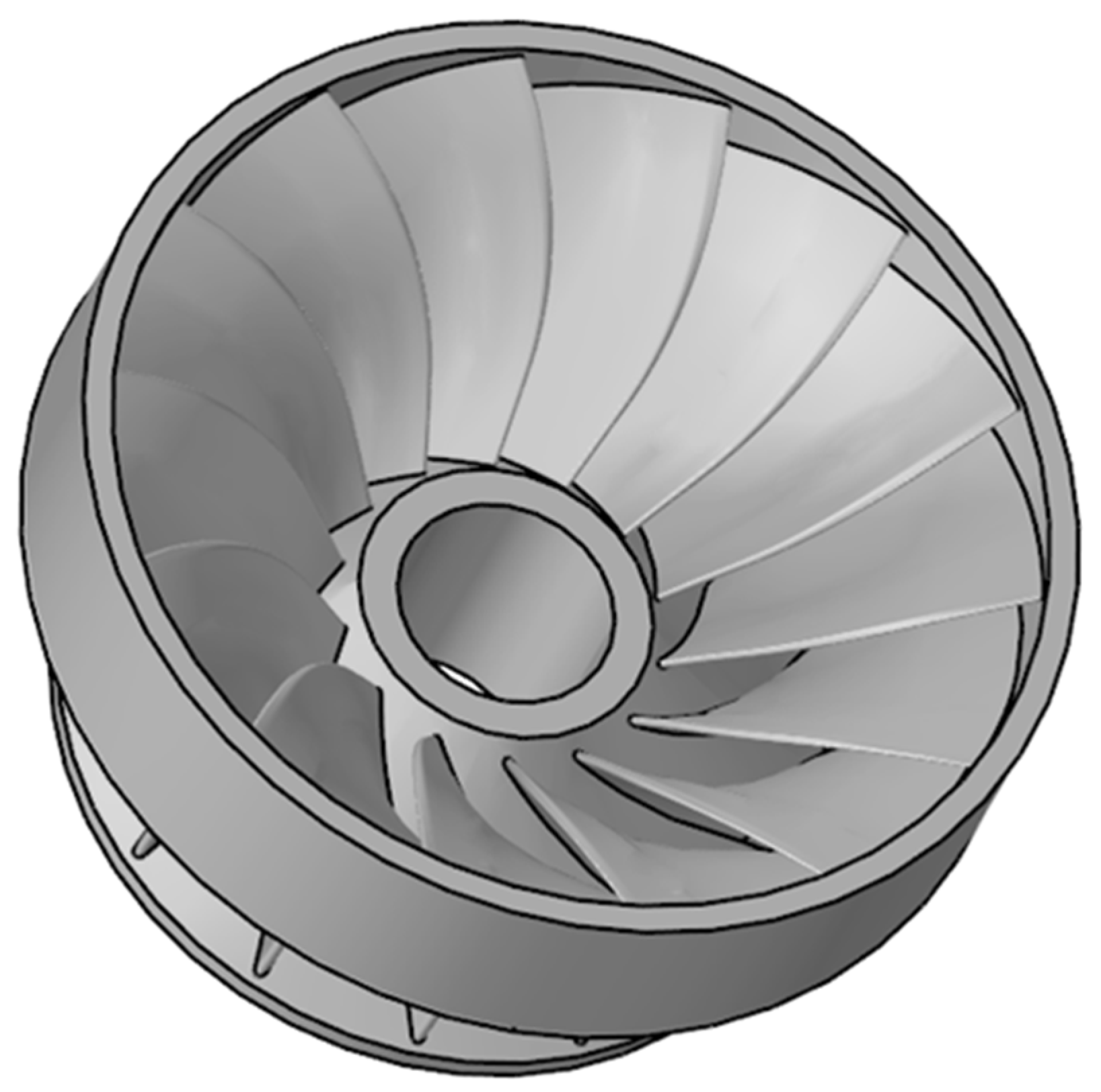
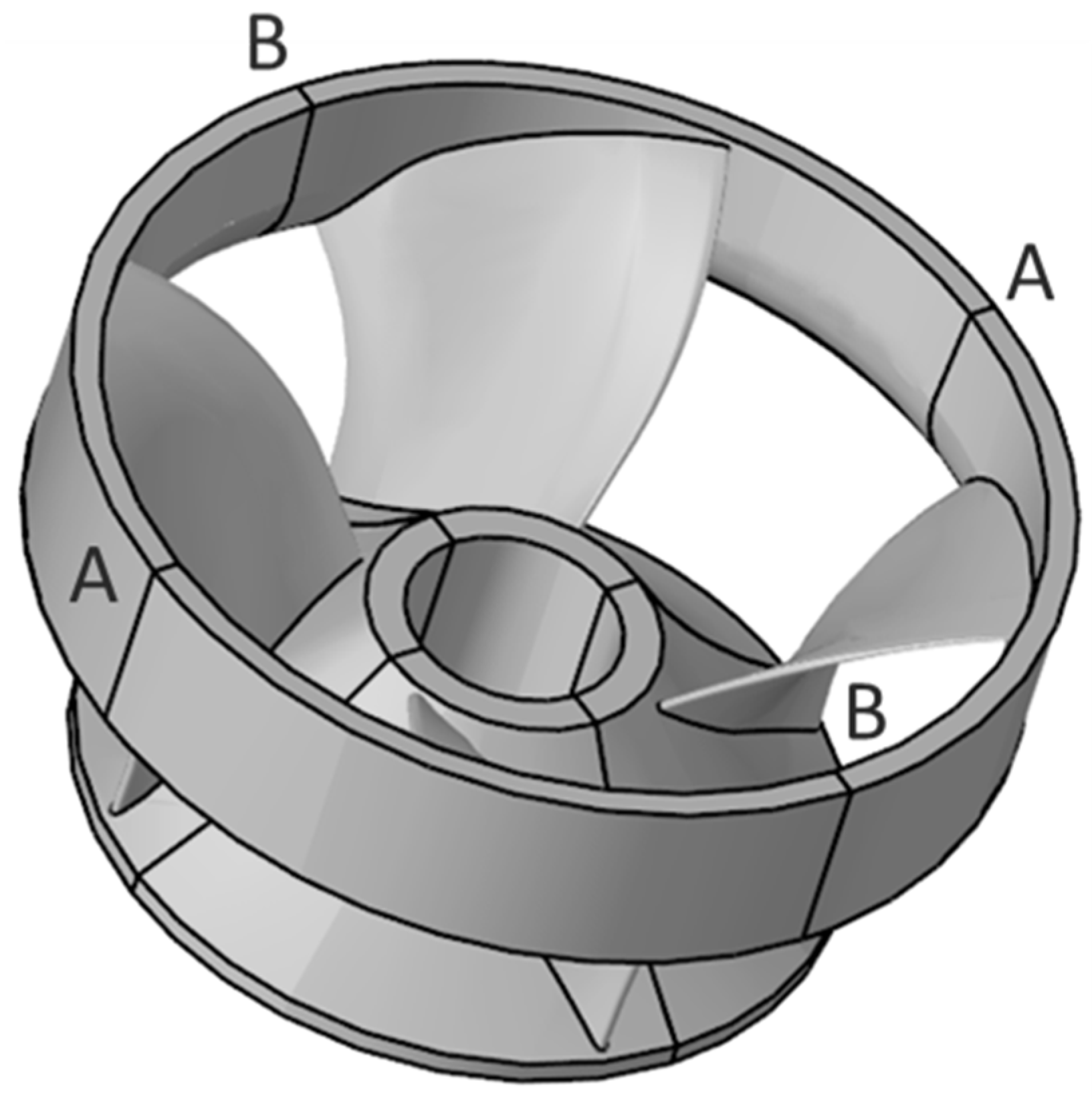
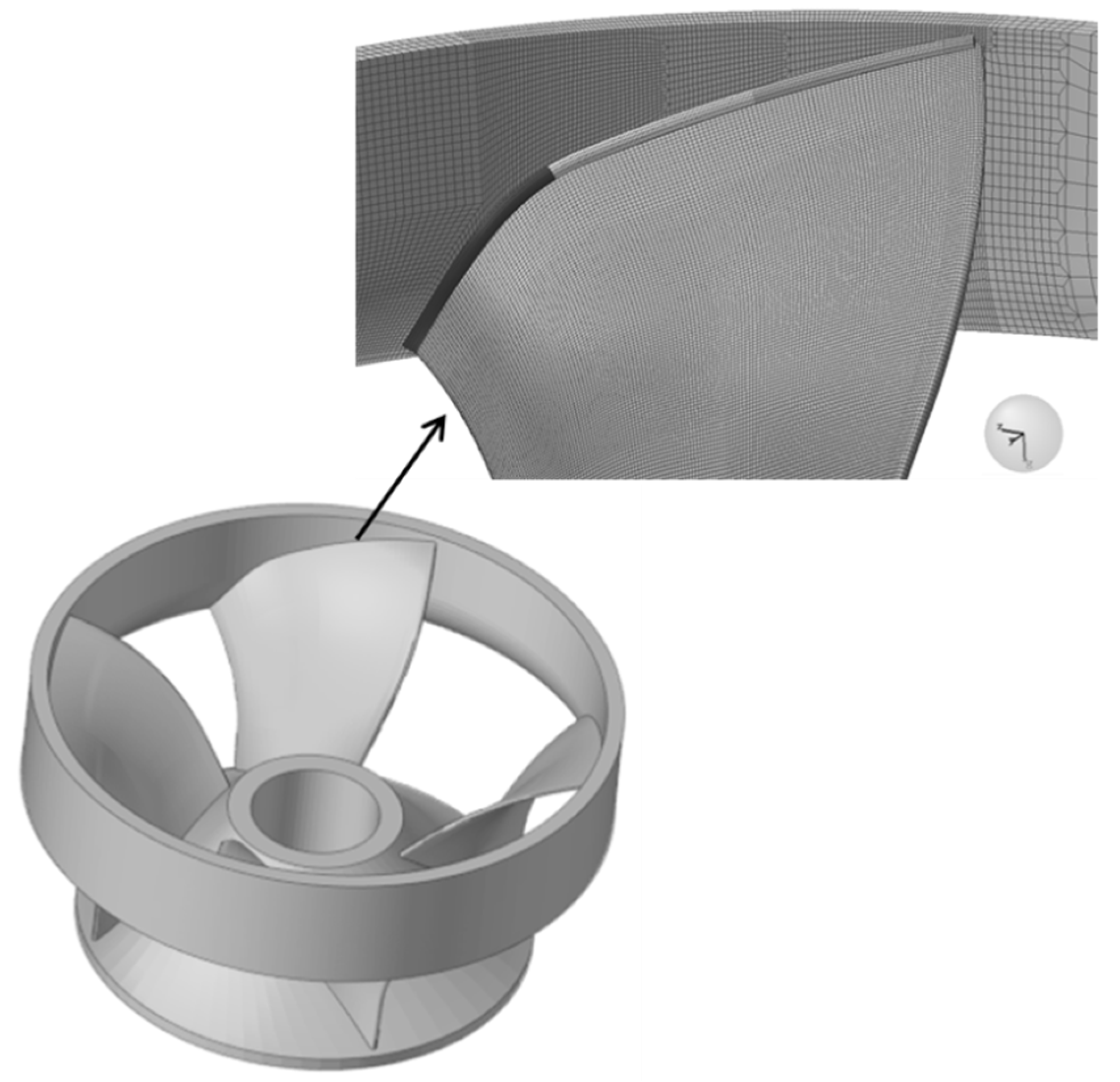
3.1. 3D Modeling and Meshing
3.2. Heat Source Model
3.3. Thermal Analysis
3.4. Mechanical Analysis
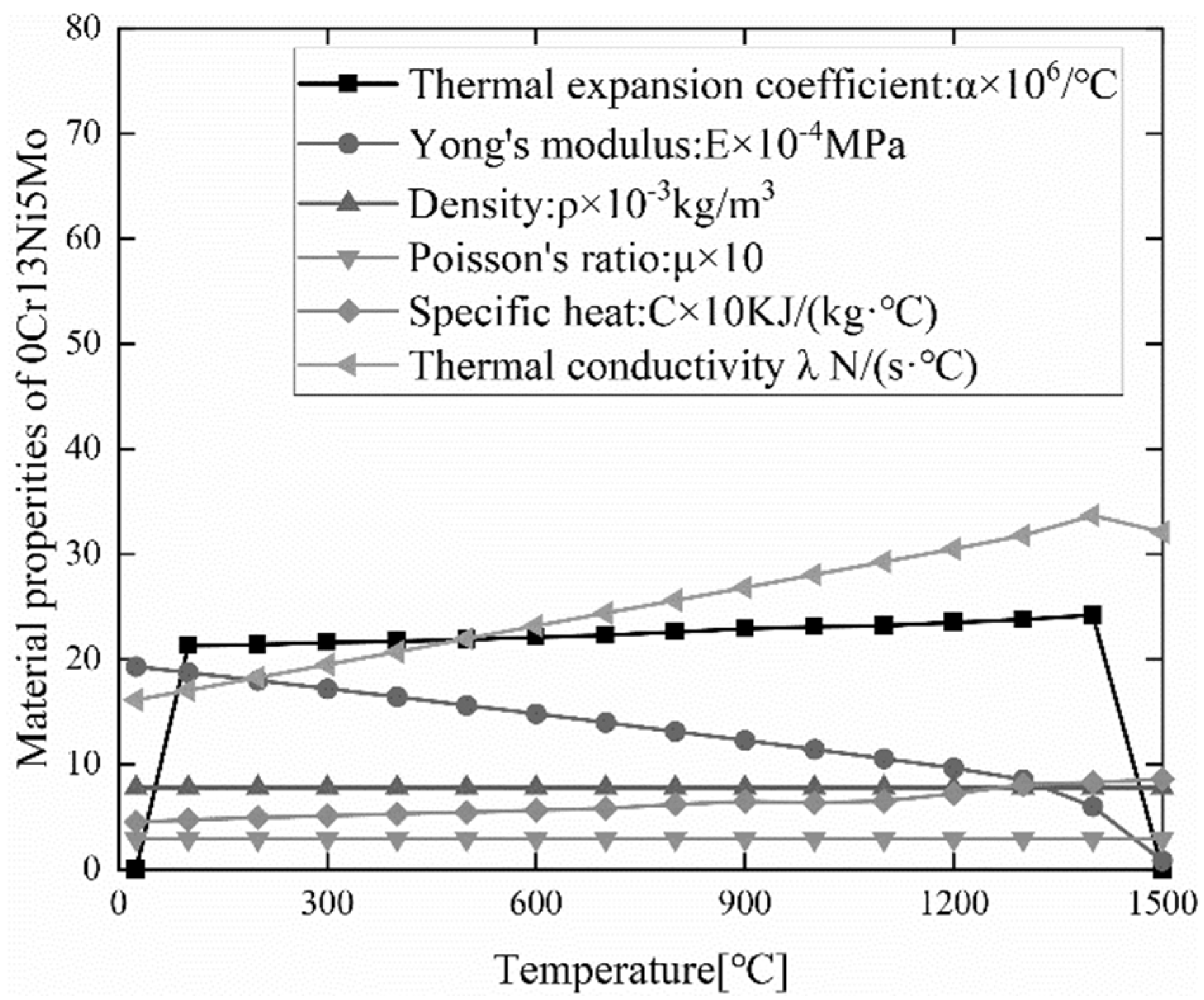
3.5. Determination of Material Parameters and Boundary Conditions
3.6. Determination of Welding Case
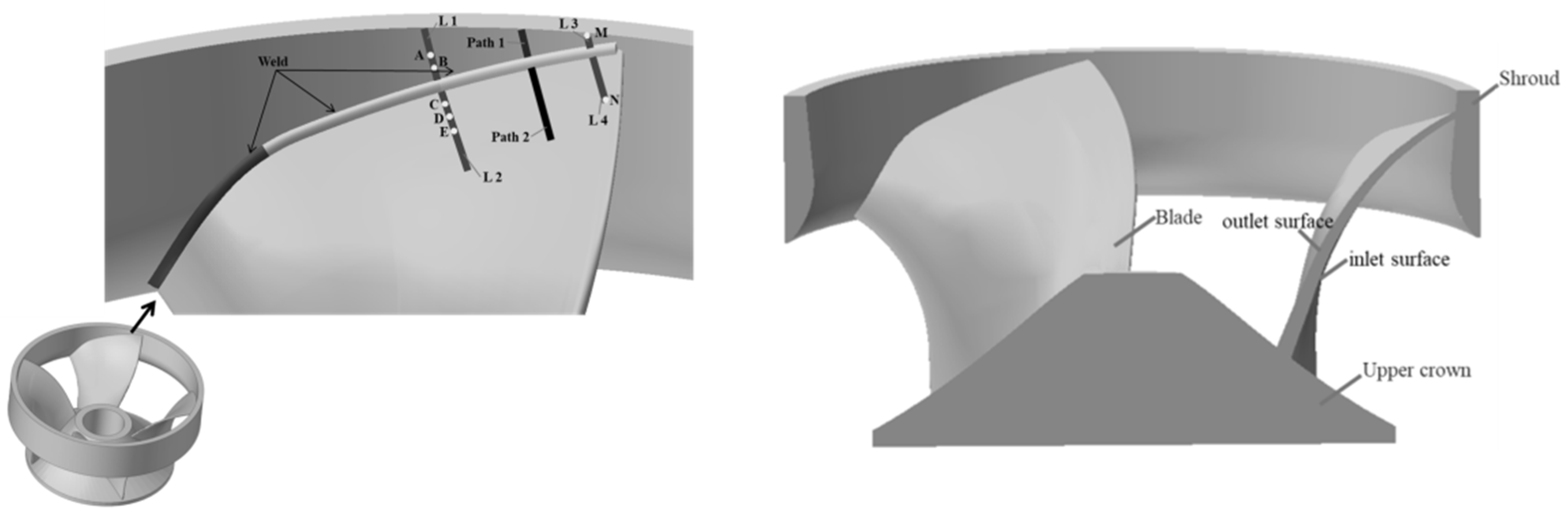
3.7. Thermal Cycle, Residual Stress Measuring Point Layout
4. Experimental Validation of the Numerical Simulation Mode
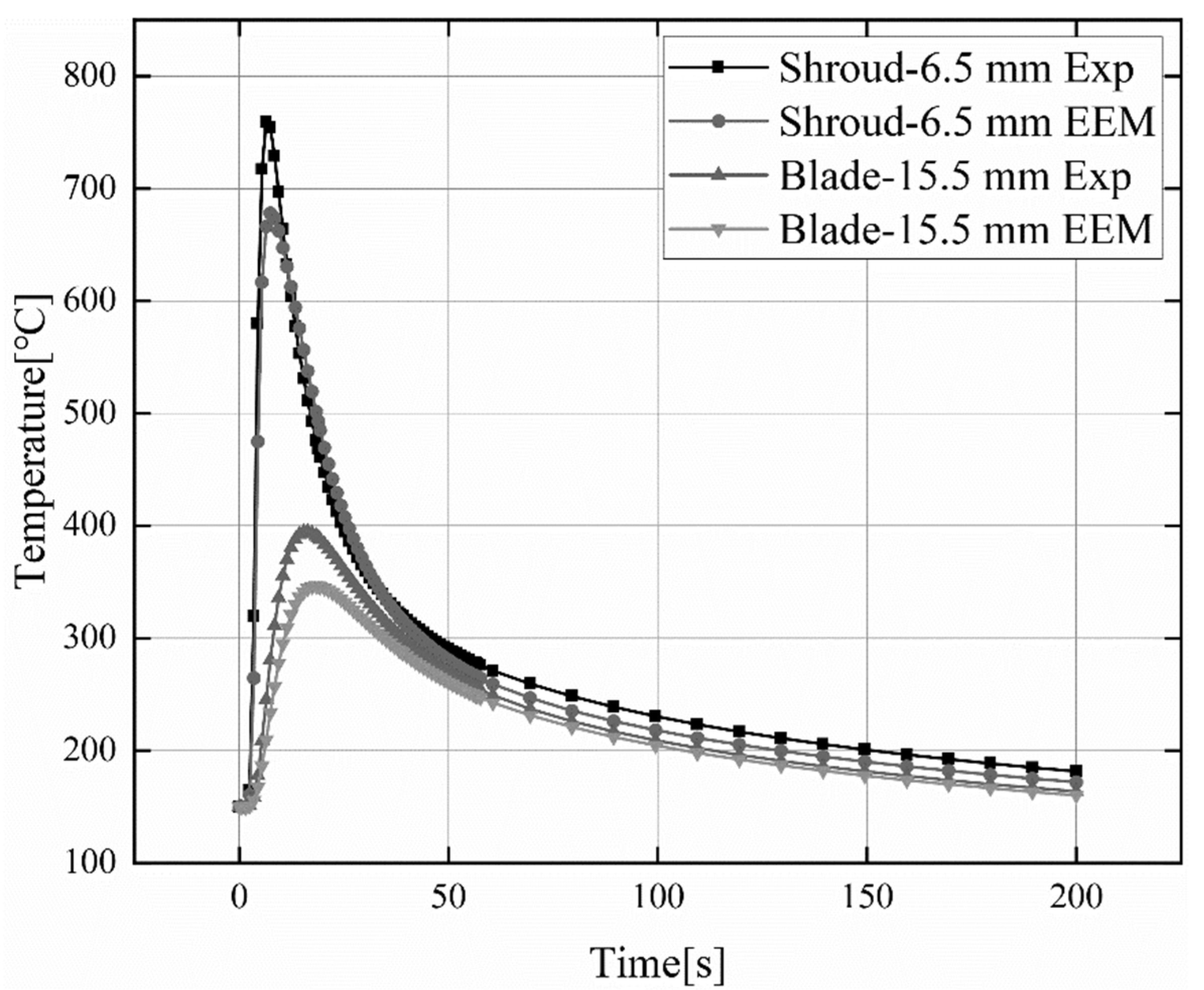
4.1. Thermal Cycling Curve Verification
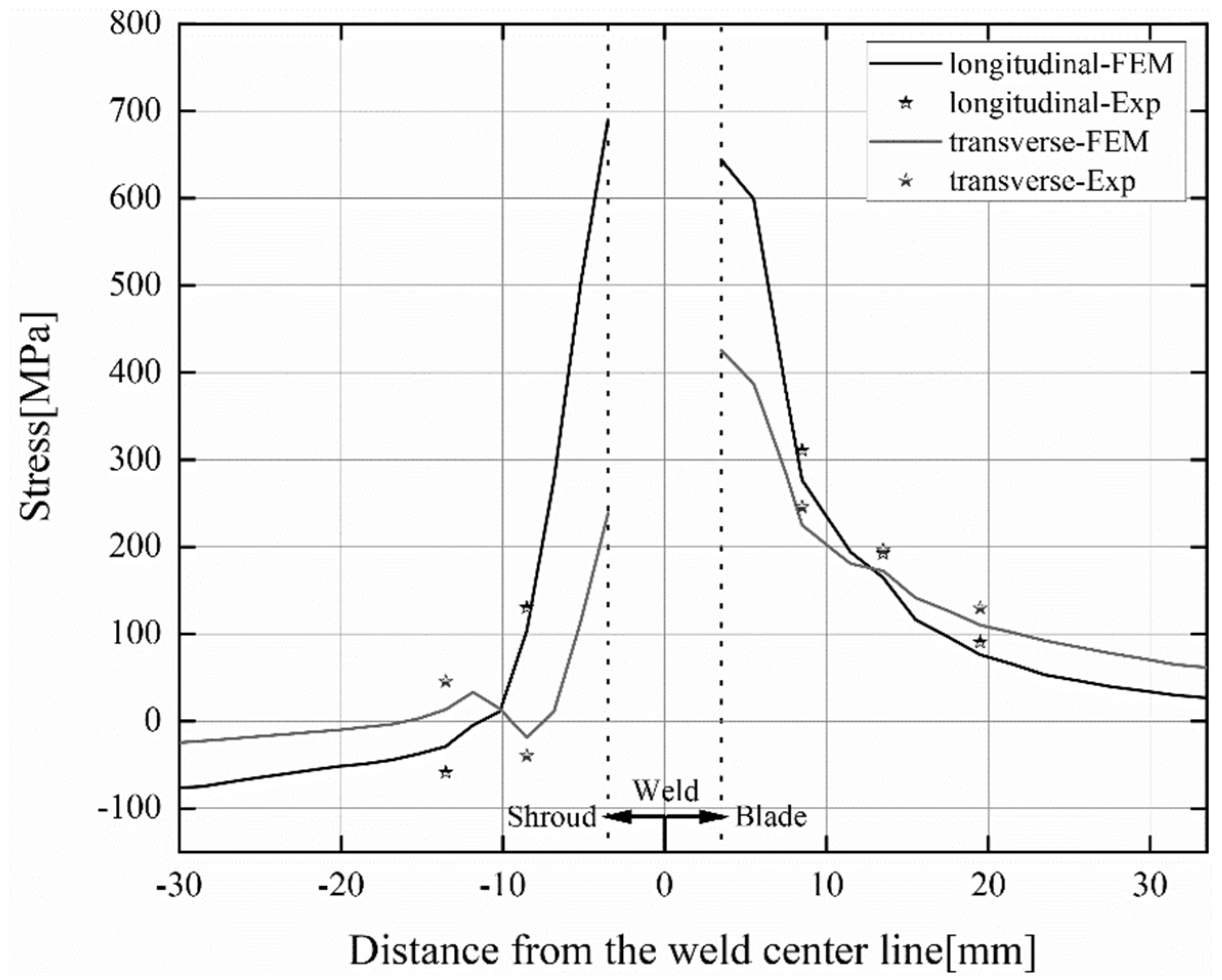
4.2. Welding Residual Stress Verification
5. Results and Discussion
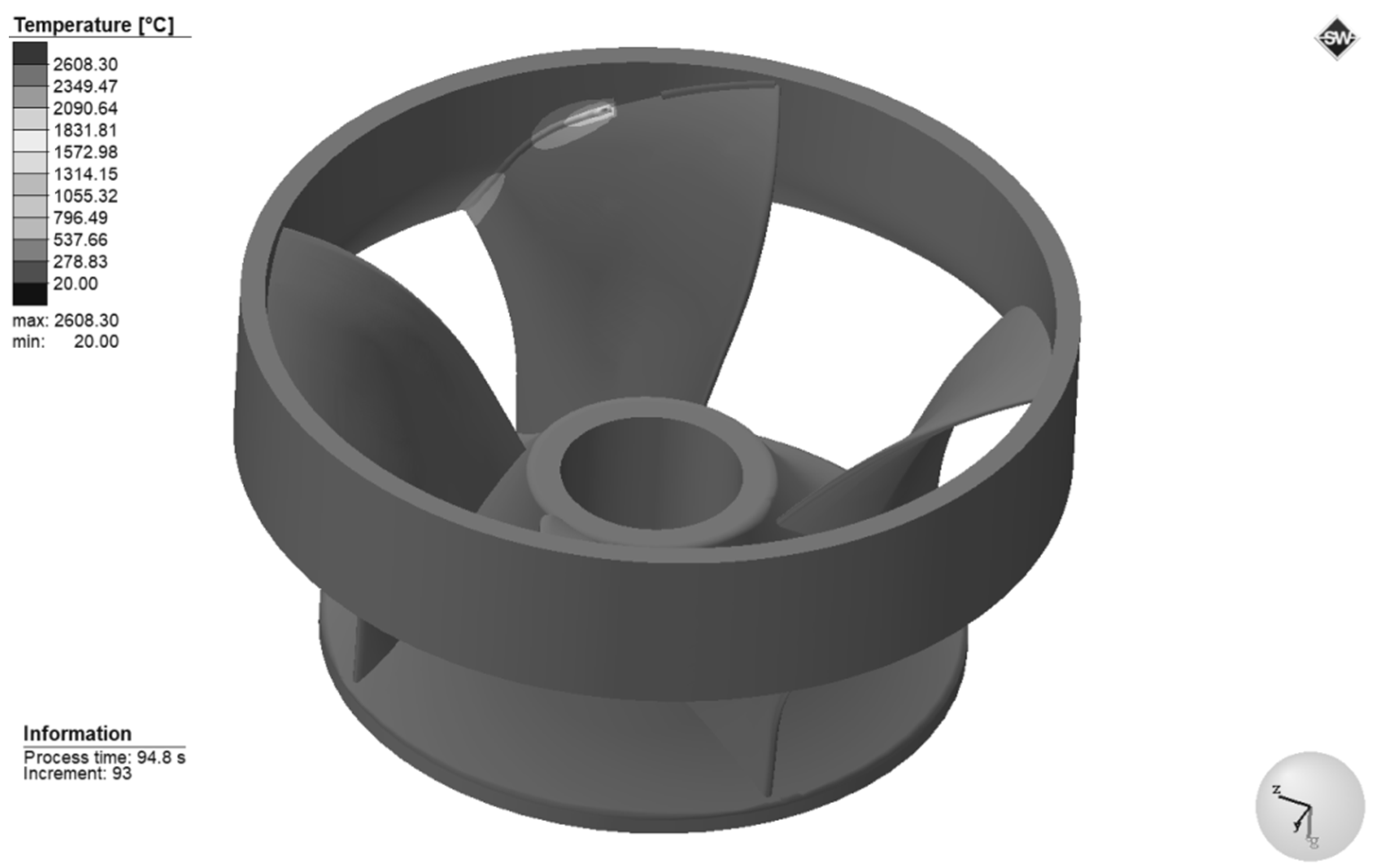
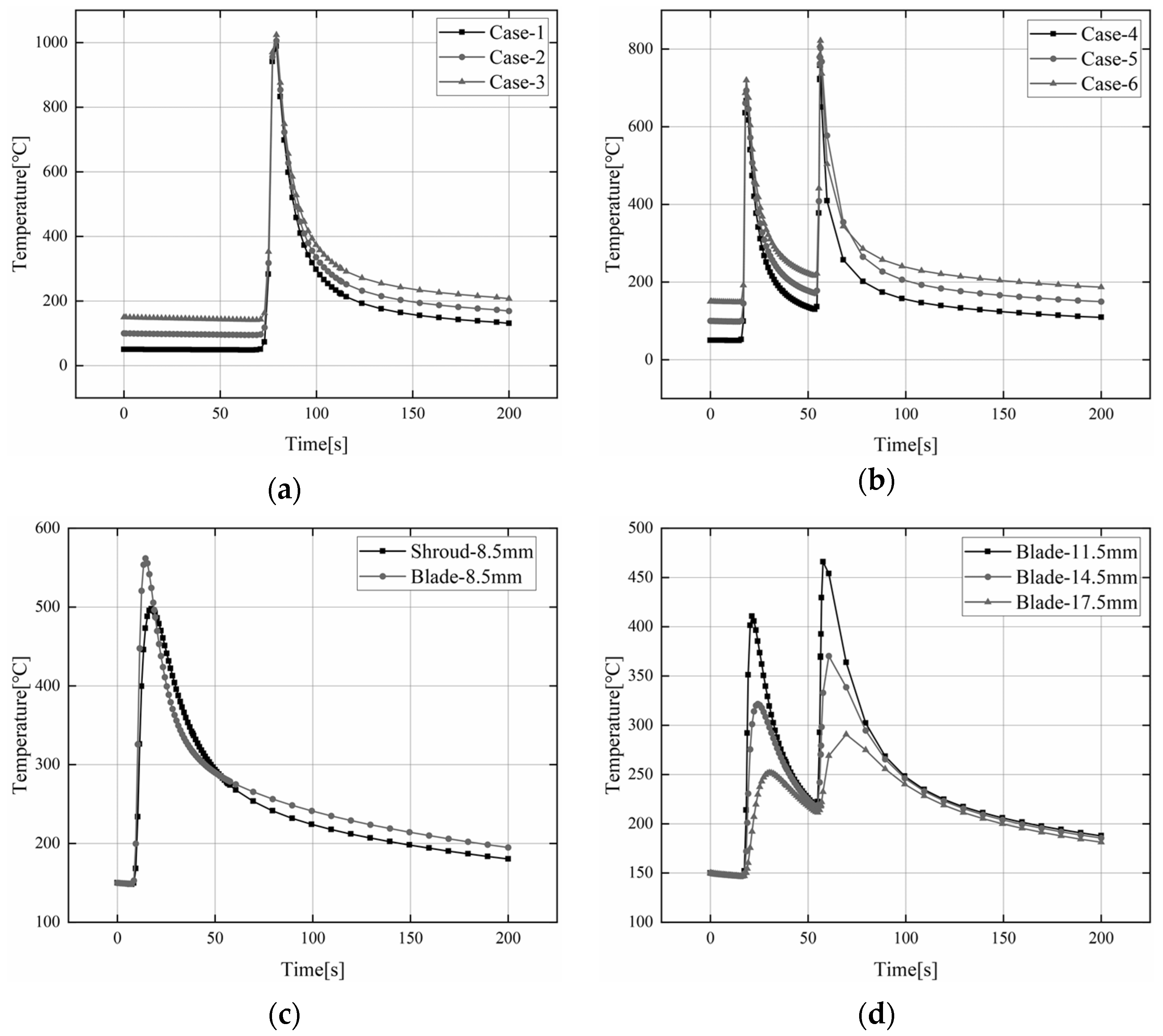
5.1. Analysis of Welding Temperature Field Results
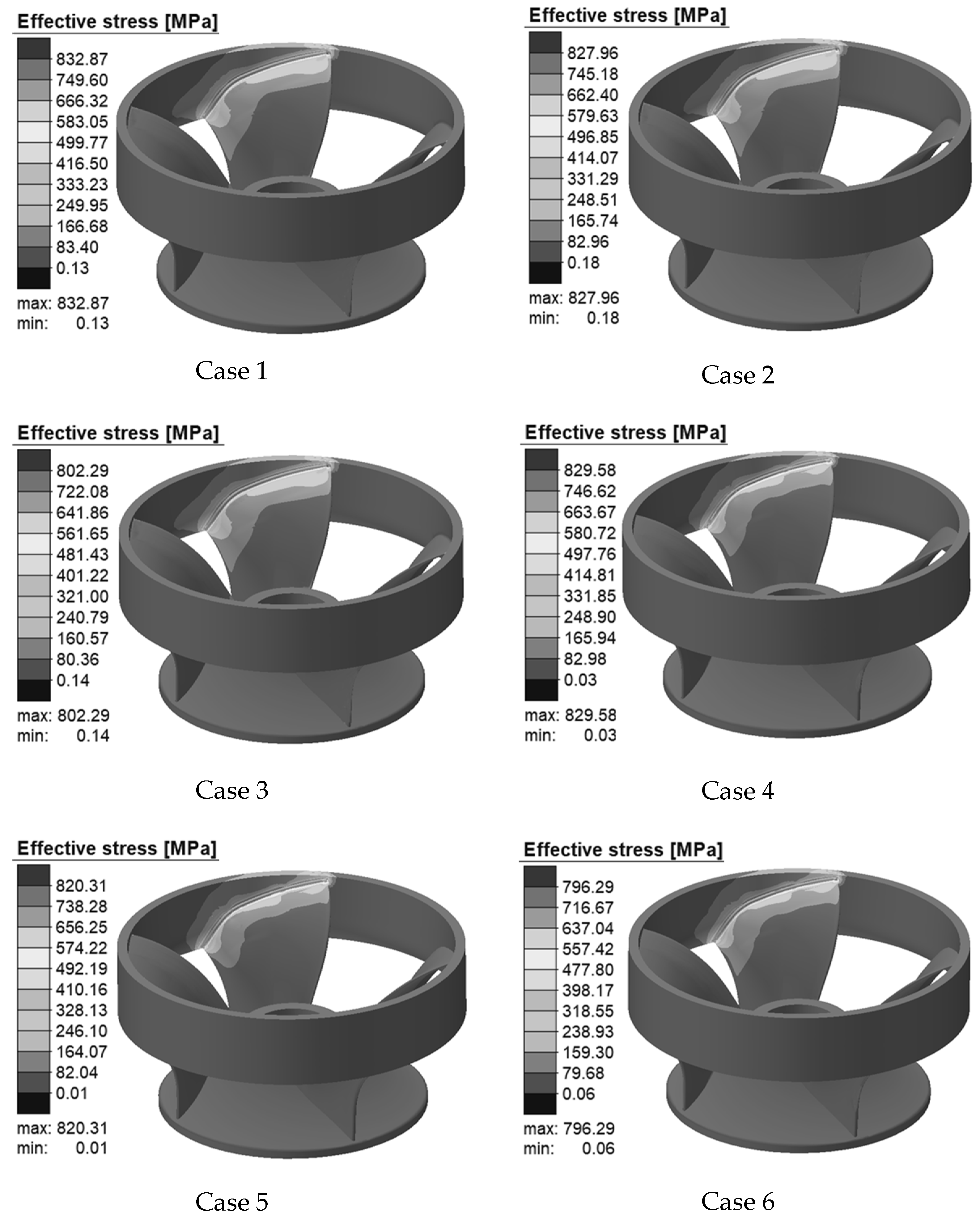
5.2. Analysis of Welding Stress Field Results
6. Conclusions
- Through checking the welding finite element model, it was found that the transient thermal cycling and welding residual stress experimental values and numerical simulation values match well, and the distribution trend is consistent, proving the effectiveness of the welding finite element model developed in this paper.
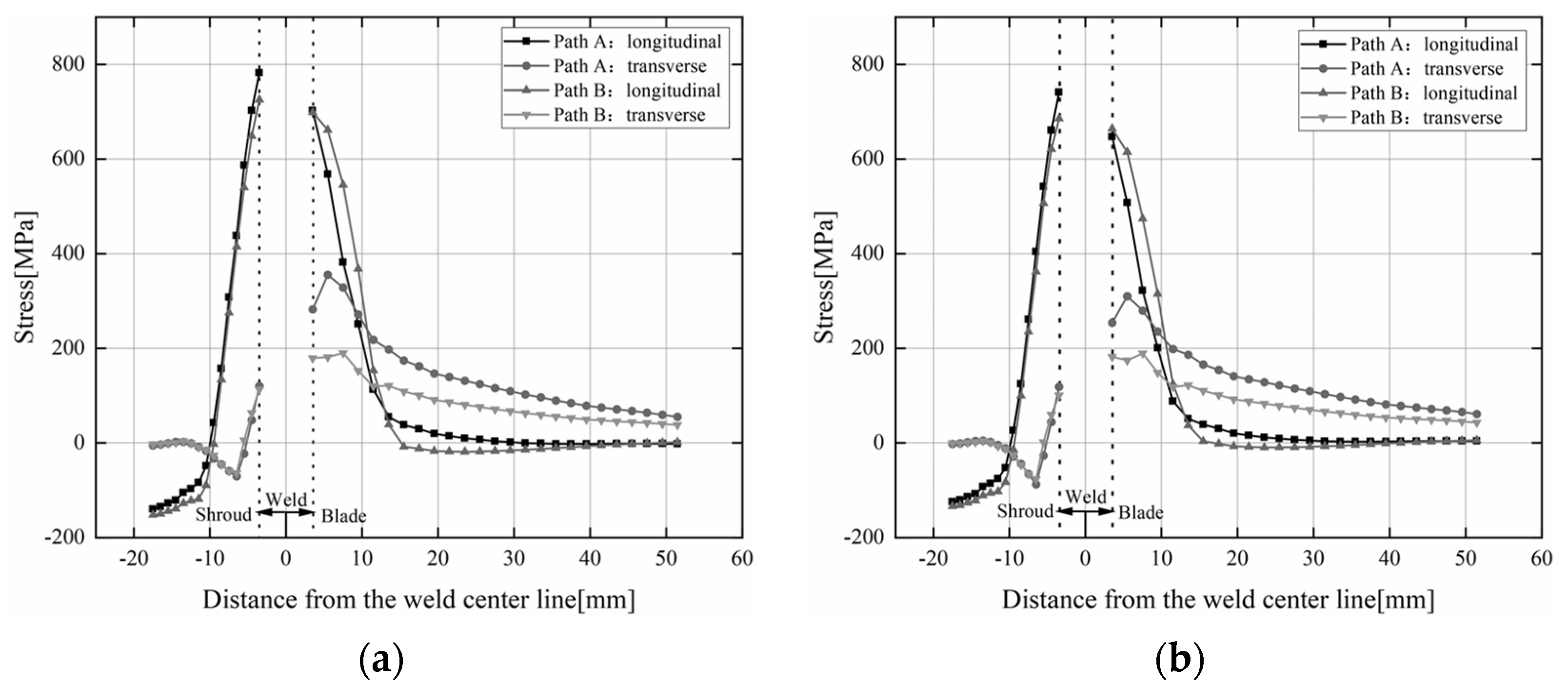
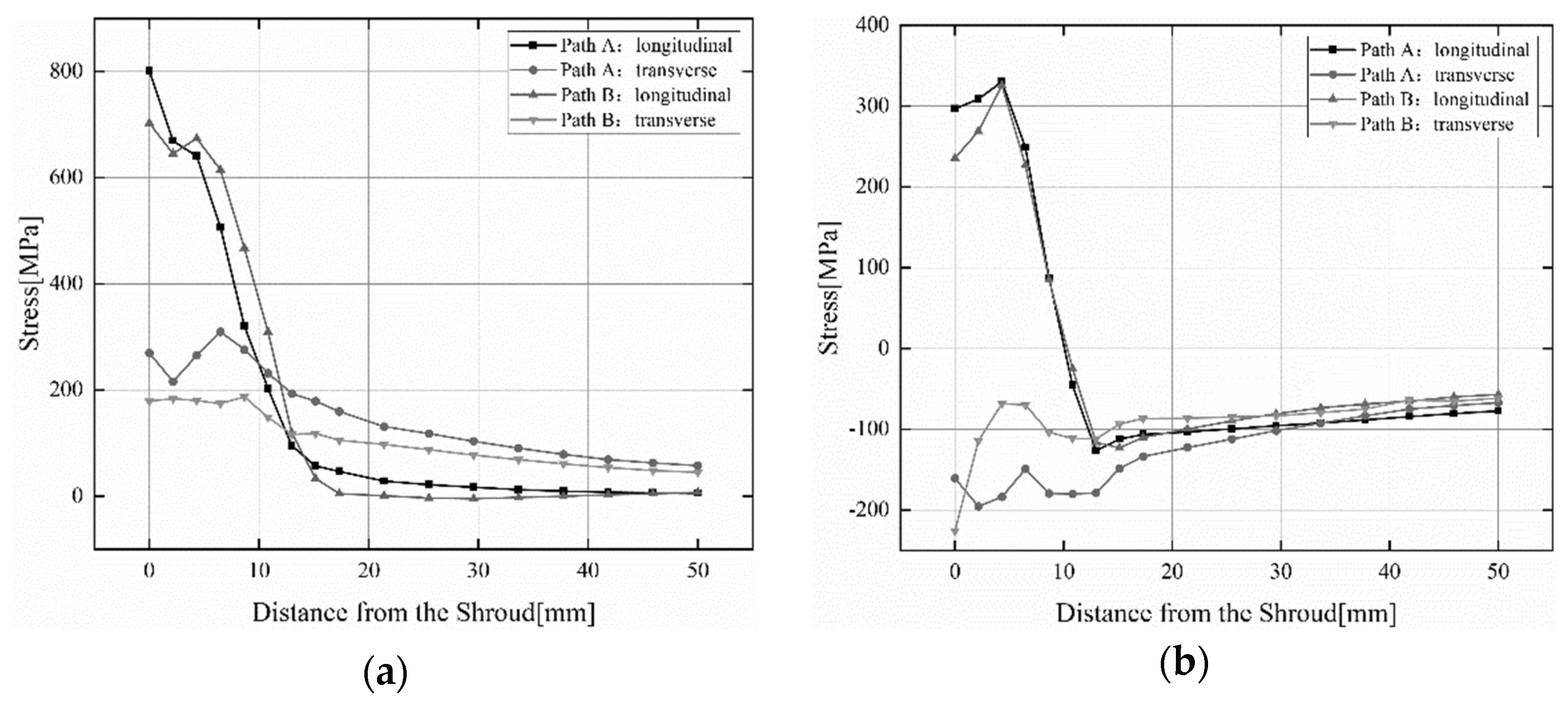
- Under the influence of welding repair, the overall distribution of welding stress is not uniform, the high-stress area is predominantly focused on the weld and adjacent areas, and the stress gradient is large.
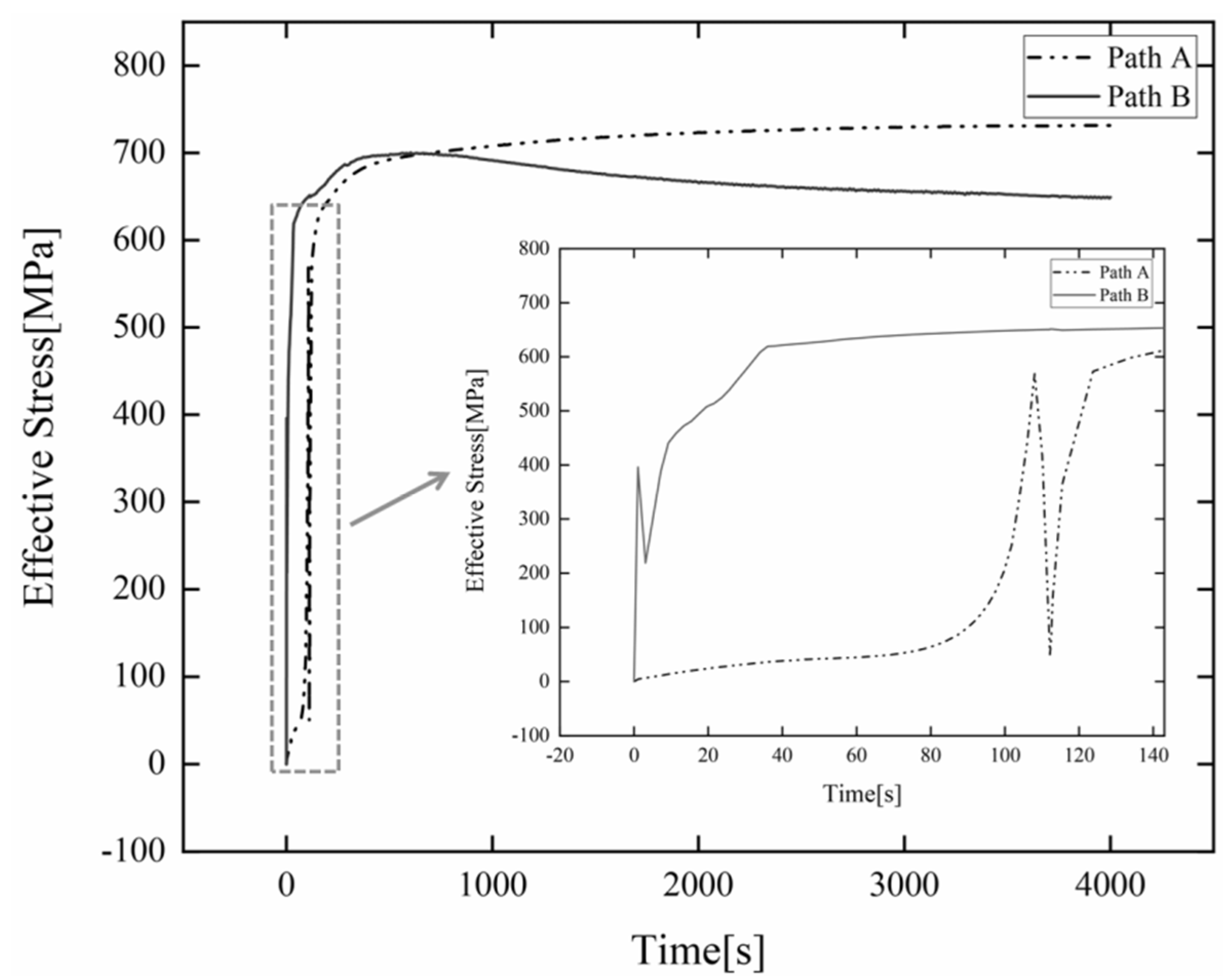
- The welding sequence is one of the important factors impacting the distribution trend of welding residual stresses. Under the welding sequence of continuous welding (Path A), the residual stress is 731.2 MPa at the water outlet side of the blade near the lower ring. Under the welding sequence of three-stage welding (Path B), the residual stress is 649.1 MPa at the water outlet side of the blade near the lower ring. The difference between the two is 82.1 MPa. Therefore, the sequence of the weld overlay effect is as follows: the three-stage welding > the continuous welding.
- The welding preheating temperature is the major factor impacting the maximum value of residual stress in welding. The peak value of weld residual stress in the three-stage welding sequence (Path B) gradually decreased from 829.58 MPa to 796.29 MPa while the preheating temperature was raised from 50 °C to 150 °C. Therefore, a reasonable preheating temperature can effectively reduce welding residual stress.
- The longitudinal residual stress is bigger than the transverse residual stress, and the residual stress on the water outlet side of the blade is higher than the water inlet surface. The transverse residual stress of the blade water outlet surface is tensile stress. However, the direction of the transverse residual stress of the blade water inlet surface is completely opposite to the direction of the transverse residual stress of the blade water outlet surface, but the distribution trends are similar.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Huang, Y.-F. Textbook of Hydropower Unit Restoration and Modernization; Changjiang Publishing House: Beijing, China, 2008; pp. 173–190. [Google Scholar]
- Negru, R.; Muntean, S.; Marsavina, L.; Susan-Resiga, R.; Pasca, N. Computation of stress distribution in a Francis turbine runner induced by fluid flow. Comput. Mater. Sci. 2012, 64, 253–259. [Google Scholar] [CrossRef]
- Saeed, R.; Galybin, A.; Popov, V. Modelling of flow-induced stresses in a Francis turbine runner. Adv. Eng. Softw. 2010, 41, 1245–1255. [Google Scholar] [CrossRef]
- Frunzaverde, D.; Muntean, S.; Marginean, G.; Campian, V.; Marsavina, L.; Terzi, R.; Serban, V. Failure analysis of a Francis turbine runner. In Proceedings of the 25th IAHR Symposium on Hydraulic Machinery and Systems, Timisoara, Romania, 20–24 September 2010; Politehnica University: Timisoara, Romania, 2010. [Google Scholar]
- Li, T.-J.; Li, Y.; Li, W.; Liu, G.; Mi, Z.-H.; Liu, L.-Y.; Wang, L.; Li, J.-T. Effect of heat treatment on the properties of 0Cr16Ni5Mo stainless steel welded joints. Met. Heat Treat. 2015, 40, 120–125. [Google Scholar]
- Ciocoiu, R.; Coman, R.; Trante, O.; Raiciu, A.D.; Vasile, M.; Ciuca, I.; Navodariu, N.; Cristescu, I. Corrosion Behavior of Welded Repaires for Water Tur-bine Blades. Revista Chimie 2019, 70, 2497–2501. [Google Scholar] [CrossRef]
- El-Moayed, M.H.; Shash, A.Y.; Rabou, M.A.; El-Sherbiny, M.G. Thermal-induced Residual Stresses and Distortions in Friction Stir Welds—A Literature Review. J. Weld. Join. 2021, 39, 409–418. [Google Scholar] [CrossRef]
- Smith, M.C.; Smith, A.C. Advances in weld residual stress prediction: A review of the NeT TG4 simulation round robins part 2, mechanical analyses. Int. J. Press. Vessel. Pip. 2018, 164, 130–165. [Google Scholar] [CrossRef]
- Arora, H.; Singh, R.; Brar, G.S. Thermal and structural modelling of arc welding processes: A literature review. Meas. Control 2019, 52, 955–969. [Google Scholar] [CrossRef]
- Guo, Q.; Du, B.; Xu, G.; Chen, D.; Ma, L.; Wang, D.; Zhang, Y. Influence of filler metal on residual stress in multi-pass repair welding of thick P91 steel pipe. Int. J. Adv. Manuf. Technol. 2020, 110, 2977–2989. [Google Scholar] [CrossRef]
- Schwinn, J.; Besel, M. Determination of residual stresses in tailored welded blanks with thickness transition for crack assessment. Eng. Fract. Mech. 2019, 208, 209–220. [Google Scholar] [CrossRef]
- Ahn, J.; He, E.; Chen, L.; Pirling, T.; Dear, J.; Davies, C. Determination of residual stresses in fibre laser welded AA2024-T3 T-joints by numerical simulation and neutron diffraction. Mater. Sci. Eng. A 2018, 712, 685–703. [Google Scholar] [CrossRef]
- Saternus, Z.; Piekarska, W.; Kubiak, M.; Domański, T. The Influence of Welding Heat Source Inclination on the Melted Zone Shape, Deformations and Stress State of Laser Welded T-Joints. Materials 2021, 14, 5303. [Google Scholar] [CrossRef] [PubMed]
- Ismail, M.I.S.; Afieq, W. Thermal analysis on a weld joint of aluminium alloy in gas metal arc welding. Adv. Prod. Eng. Manag. 2016, 11, 29–37. [Google Scholar] [CrossRef] [Green Version]
- Fu, D.-F.; Zhou, C.-Q.; Li, C.; Wang, G.; Li, L.-X. Effect of welding sequence on residual stress in thin-walled octagonal pipe–plate structure. Trans. Nonferrous Met. Soc. China 2014, 24, 657–664. [Google Scholar] [CrossRef]
- Jiang, W.; Luo, Y.; Wang, B.; Tu, S.; Gong, J. Residual stress reduction in the penetration nozzle weld joint by overlay welding. Mater. Des. 2014, 60, 443–450. [Google Scholar] [CrossRef]
- Javadi, Y.; Pirzaman, H.S.; Raeisi, M.H.; Najafabadi, M.A. Ultrasonic inspection of a welded stainless steel pipe to evaluate residual stresses through thickness. Mater. Des. 2013, 49, 591–601. [Google Scholar] [CrossRef]
- Attalla, M.; Kandil, S.; Gepreel, M.A.-H.; Daha, M. Effect of employing buffer layer in repaired dissimilar welded joints on the residual stresses based on contour and slitting methods. J. Manuf. Process. 2022, 73, 454–462. [Google Scholar] [CrossRef]
- Huang, B.S.; Fang, Z.Y.; Yang, J.; Zheng, J.N.; Wang, S.B. Numerical simulation of S355JR-316L dissimilar metal welding. Weld. World 2022, 66, 287–299. [Google Scholar] [CrossRef]
- Ahmad, H.W.; Hwang, J.H.; Lee, J.H.; Bae, D.H. Welding Residual Stress Analysis and Fatigue Strength Assessment of Multi-Pass Dissimilar Material Welded Joint between Alloy 617 and 12Cr Steel. Metals 2018, 8, 21. [Google Scholar] [CrossRef] [Green Version]
- Chen, B.Q.; Soares, C.G. Effect of welding sequence on temperature distribution, distortions, and residual stress on stiffened plates. Int. J. Adv. Manuf. Technol. 2016, 86, 3145–3156. [Google Scholar] [CrossRef]
- Fallahi, A.; Jafarpur, K.; Nami, M. Analysis of welding conditions based on induced thermal irreversibilities in welded structures: Cases of welding sequences and preheating treatment. Sci. Iran. 2011, 18, 398–406. [Google Scholar] [CrossRef] [Green Version]
- Shao, Q.; Tan, F.; Li, K.; Yoshino, T.; Guo, G. Multi-Objective Optimization of MIG Welding and Preheat Parameters for 6061-T6 Al Alloy T-Joints Using Artificial Neural Networks Based on FEM. Coatings 2021, 11, 998. [Google Scholar] [CrossRef]
- Perić, M.; Garašić, I.; Nižetić, S.; Dedić-Jandrek, H. Numerical Analysis of Longitudinal Residual Stresses and Deflections in a T-joint Welded Structure Using a Local Preheating Technique. Energies 2018, 11, 3487. [Google Scholar] [CrossRef] [Green Version]
- Mai, C.; Hu, X.; Zhang, L.; Song, B.; Zheng, X. Influence of Interlayer Temperature and Welding Sequence on the Temperature Distribution and Welding Residual Stress of the Saddle-Shaped Joint of Weldolet-Header Butt Welding. Materials 2021, 14, 5980. [Google Scholar] [CrossRef] [PubMed]
- Yang, X.; Yan, G.; Xiu, Y.; Yang, Z.; Wang, G.; Liu, W.; Li, S.; Jiang, W. Welding Temperature Distribution and Residual Stresses in Thick Welded Plates of SA738Gr.B Through Experimental Measurements and Finite Element Analysis. Materials 2019, 12, 2436. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Lee, C.; Chiew, S.; Jiang, J. Residual stress study of welded high strength steel thin-walled plate-to-plate joints, Part 1: Experimental study. Thin-Walled Struct. 2012, 56, 103–112. [Google Scholar] [CrossRef]
- Charkhi, M.; Akbari, D. Experimental and numerical investigation of the effects of the pre-heating in the modification of re-sidual stresses in the repair welding process. Int. J. Press. Vessel. Pip. 2019, 171, 79–91. [Google Scholar] [CrossRef]
- Zhang, L.-J.; Liu, J.-Z.; Bai, Q.-L.; Wang, X.-W.; Sun, Y.-J.; Li, S.-G.; Gong, X. Effect of preheating on the microstructure and properties of fiber laser welded girth joint of thin-walled nanostructured Mo alloy. Int. J. Refract. Met. Hard Mater. 2019, 78, 219–227. [Google Scholar] [CrossRef]
- Xu, S.; Wang, W. Numerical investigation on weld residual stresses in tube to tube sheet joint of a heat exchanger. Int. J. Press. Vessel. Pip. 2013, 101, 37–44. [Google Scholar] [CrossRef]
- Lee, C.-H.; Chang, K.-H. Temperature fields and residual stress distributions in dissimilar steel butt welds between carbon and stainless steels. Appl. Therm. Eng. 2012, 45–46, 33–41. [Google Scholar] [CrossRef]
- Goldak, J.; Chakravarti, A.; Bibby, M. A new finite element model for welding heat sources. Metall. Trans. B 1984, 15, 299–305. [Google Scholar] [CrossRef]
- Xiao, X.; Liu, Q.; Hu, M.; Li, K.; Cai, Z. Effect of Welding Sequence and the Transverse Geometry of the Weld Overlay on the Distribution of Residual Stress in the Weld Overlay Repair of T23 Tubes. Metals 2021, 11, 568. [Google Scholar] [CrossRef]
- Yang, J. Research on Welding Process of 0Cr13Ni5Mo Stainless Steel for Hydraulic Turbine. Master’s Thesis, Southwest Jiaotong University, Chengdu, China, 2018. [Google Scholar]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | C | Si | Mn | P | S | Cr | Ni | Mo |
|---|---|---|---|---|---|---|---|---|
| 0Cr13Ni5Mo | 0.02 | 0.46 | 0.61 | 0.035 | 0.007 | 13.4 | 5.03 | 0.77 |
| 0Cr13Ni5MoRe | 0.014 | 0.36 | 0.78 | 0.022 | 0.01 | 12.5 | 4.33 | 0.0585 |
| Case | Welding Sequence | Preheating Temperature/°C |
|---|---|---|
| Case 1 | Path A | 50 |
| Case 2 | Path A | 100 |
| Case 3 | Path A | 150 |
| Case 4 | Path B | 50 |
| Case 5 | Path B | 100 |
| Case 6 | Path B | 150 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
He, J.; Wei, M.; Zhang, L.; Ren, C.; Wang, J.; Wang, Y.; Qi, W. Effect of Preheat Temperature and Welding Sequence on the Temperature Distribution and Residual Stress in the Weld Overlay Repair of Hydroturbine Runner. Materials 2022, 15, 4867. https://doi.org/10.3390/ma15144867
He J, Wei M, Zhang L, Ren C, Wang J, Wang Y, Qi W. Effect of Preheat Temperature and Welding Sequence on the Temperature Distribution and Residual Stress in the Weld Overlay Repair of Hydroturbine Runner. Materials. 2022; 15(14):4867. https://doi.org/10.3390/ma15144867
Chicago/Turabian StyleHe, Jimiao, Min Wei, Lixin Zhang, Changrong Ren, Jin Wang, Yuqi Wang, and Wenkai Qi. 2022. "Effect of Preheat Temperature and Welding Sequence on the Temperature Distribution and Residual Stress in the Weld Overlay Repair of Hydroturbine Runner" Materials 15, no. 14: 4867. https://doi.org/10.3390/ma15144867
APA StyleHe, J., Wei, M., Zhang, L., Ren, C., Wang, J., Wang, Y., & Qi, W. (2022). Effect of Preheat Temperature and Welding Sequence on the Temperature Distribution and Residual Stress in the Weld Overlay Repair of Hydroturbine Runner. Materials, 15(14), 4867. https://doi.org/10.3390/ma15144867